JP5268885B2 - 多相の電気機械に用いられるステータ - Google Patents
多相の電気機械に用いられるステータ Download PDFInfo
- Publication number
- JP5268885B2 JP5268885B2 JP2009502112A JP2009502112A JP5268885B2 JP 5268885 B2 JP5268885 B2 JP 5268885B2 JP 2009502112 A JP2009502112 A JP 2009502112A JP 2009502112 A JP2009502112 A JP 2009502112A JP 5268885 B2 JP5268885 B2 JP 5268885B2
- Authority
- JP
- Japan
- Prior art keywords
- slot
- stator
- width
- wire
- tooth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/16—Stator cores with slots for windings
- H02K1/165—Shape, form or location of the slots
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
- H02K3/12—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors arranged in slots
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Windings For Motors And Generators (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
- Synchronous Machinery (AREA)
- Motor Or Generator Cooling System (AREA)
Description
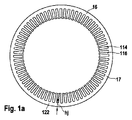
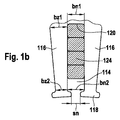
本発明は、多相の電気機械に用いられるステータであって、コアボディが設けられており、該コアボディが、電気機械の回転軸線に対して半径方向で、コアボディの一方の側に、該コアボディの長手方向軸線に対して平行に配置された、スロット幅を備えたスロットを備えていて、反対の側にステータヨークを備えており、それぞれ2つのスロットが、歯幅を備えた1つの歯によって互いに分離されていて、スロット底から歯頭にまで延びており、スロットが、電気的に直列に接続された複数のコイルを備えた少なくとも1つのコイル巻線を収容するために設けられており、該コイル巻線が、一貫して延びる少なくとも1つの線材から中断なしに製作されている形式のものに関する。
本発明のステータの構成によれば、ヨーク高さに対する歯頭における歯幅の比が、0.3〜0.8の間にあり、かつ/または歯頭におけるスロット幅に対する歯頭における歯幅の比が、0.3〜3の間にあり、かつ/または線材の全銅質量に対するスロットにおける線材の銅質量の比が、0.43〜0.55の間にある。
図5には、ジェネレータとして形成された多相の電気機械10が示してある。この電気機械10は、たとえば自動車に使用される。電気機械10は、コアボディ17と巻線アッセンブリ18とを備えたステータ16を有している。このステータ16は2つのエンドシールド、つまり、プーリ6に近い方の駆動装置側エンドシールド13.1と、スリップリング側エンドシールド13.2とによって支持される。この場合、ステータ16は、軸27に配置されたロータ20を半径方向で取り囲んでいる。このロータ20はクローポールロータとして形成されている。ロータ20は2つのクローポールボード22,23を有している。両クローポールボード22,23の外周面には、それぞれ軸方向に延びる、ほぼ台形に形成されたクローフィンガ24,25が配置されている。軸27は、逆の極性を備えた両クローポールボードを支持している。この両クローポールボードは、軸方向に延びるクローフィンガが互いに噛み合っていて、周方向で互いにN極およびS極として交番しているようにロータに配置されている。これによって、磁気的に必要となるクローポール中間室が、周方向で向かい合って位置する逆に磁化されたクローフィンガの間に生ぜしめられる。周方向で向かい合って位置するクローフィンガ24,25のクローフィンガ先端は互いに軸方向の間隔を有している。ロータ20はほぼ円筒状に形成されていて、ポールコア26を有している。このポールコア26は両クローポールボード22,23を間隔を置いて保持していて、励磁巻線21によって取り囲まれている。この励磁巻線は、ポール対を備えたただ1つの環状コイルから成っている。クローポールボード22,23と、ポールコア26と、励磁巻線21とは、ロータ20の、磁気的なアクティブな部分を一緒に形成している。軸27は両側でそれぞれ1つの転がり軸受け28に支承されている。この転がり軸受け28は、それぞれ両エンドシールド13.1,13.2の一方に配置されている。スリップリング側エンドシールド13.2の背後(エンドシールドの外側)には、この実施例では、6パルス式(6相式)のブリッジ回路(図示せず)と、ロータ20の電磁的な励起を調整する電気的な界磁調整器とが位置している。この界磁調整器は励磁巻線21にコンタクティングしている。この場合、択一的には、6パルス式のブリッジ回路も界磁調整器もスリップリング側エンドシールド13.2の内部に配置されていてよい。この場合、6パルス式のブリッジ回路はブリッジ整流器19として形成されている。ロータ20の両端面には、軸方向でそれぞれ1つのファン30が続いている。このファン30は、電気機械10、特にステータ16をその巻線オーバハング45,46を介して冷却するために働く。このためには、新空気が軸方向で空気入口開口40を通して吸い込まれ、半径方向に変向させられ、巻線オーバハング45,46の少なくとも一部に案内され、これによって、新空気が電気機械10を冷却する。ファン30は、有利にはラジアルファンとして形成されているものの、片方がまたは両方が少なくとも1つの軸方向成分を有しているように形成されていてもよい。
Claims (15)
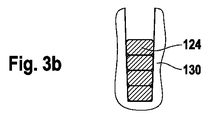
- 自動車に用いられるジェネレータとしての多相の電気機械に用いられるステータ(16)であって、ロータ(20)が設けられており、該ロータ(20)が、2つのクローポールボード(22,23)を有しており、両クローポールボード(22,23)の外周面に、それぞれ軸方向に延びるクローフィンガ(24,25)が配置されており、コアボディ(17)が設けられており、該コアボディ(17)が、電気機械の回転軸線に対して半径方向で、コアボディ(17)の一方の側に、該コアボディ(17)の長手方向軸線に対して平行に配置された、スロット幅(bn1,bn2)を備えたスロット(114)を備えていて、反対の側にステータヨーク(122)を備えており、それぞれ2つのスロット(114)が、歯幅(bz1,bz2)を備えた1つの歯(116)によって互いに分離されていて、スロット底(120)から歯頭(118)にまで延びており、スロット(114)が、電気的に直列に接続された複数のコイルを備えた少なくとも1つのコイル巻線を収容するために設けられており、該コイル巻線が、一貫して延びる少なくとも1つの線材(124)から中断なしに製作されている形式のものにおいて、ヨーク高さ(hj)に対する歯頭(118)における歯幅(bz2)の比(bz2/hj)が、0.3〜0.8の間にあり、かつ歯頭(118)におけるスロット幅(bn2)に対する歯頭(118)における歯幅(bz2)の比(bz2/bn2)が、0.3〜3の間にあり、かつ線材(124)の全銅質量に対するスロット(114)における線材(124)の銅質量の比(mCu(Nut)/mCu(gesamt))が、0.43〜0.55の間にあることを特徴とする、自動車に用いられるジェネレータとしての多相の電気機械に用いられるステータ。
- ヨーク高さ(hj)に対する歯頭(118)における歯幅(bz2)の比(bz2/hj)が、0.4〜0.6の間にある、請求項1記載のステータ。
- ヨーク高さ(hj)に対する歯頭(118)における歯幅(bz2)の比(bz2/hj)が、0.4〜0.5の間にある、請求項1または2記載のステータ。
- 歯頭(118)におけるスロット幅(bn2)に対する歯頭(118)における歯幅(bz2)の比(bz2/bn2)が、0.5〜2.5の間にある、請求項1から3までのいずれか1項記載のステータ。
- 歯頭(118)におけるスロット幅(bn2)に対する歯頭(118)における歯幅(bz2)の比(bz2/bn2)が、0.7〜1.6の間にある、請求項1から4までのいずれか1項記載のステータ。
- 当該ステータ(16)における線材(124)の全銅質量(mCu(gesamt))に対するスロット(114)における線材(124)の銅質量(mCu(Nut))の比(mCu(Nut)/mCu(gesamt))が、0.45〜0.53の間にある、請求項1から5までのいずれか1項記載のステータ。
- 当該ステータ(16)における線材(124)の全銅質量(mCu(gesamt))に対するスロット(114)における線材(124)の銅質量(mCu(Nut))の比(mCu(Nut)/mCu(gesamt))が、0.47〜0.51の間にある、請求項1から6までのいずれか1項記載のステータ。
- スロット(114)が、平行側面で形成されている、請求項1から7までのいずれか1項記載のステータ。
- 歯(116)が、歯頭(118)の領域にかつスロット底(120)の領域に、同じ大きさの幅を有している、請求項1から8までのいずれか1項記載のステータ。
- 線材(124)が、巻線オーバハングを有しており、該巻線オーバハングが、スロット(114)を越えて軸方向に突出しており、巻線オーバハングが、含浸されており、該巻線オーバハングにおける1つの相の1つの線材(124)の含浸が、別の全ての相による含浸によって少なくとも1つの接触箇所を有しており、該接触箇所が、含浸によって補強されている、請求項1から9までのいずれか1項記載のステータ。
- スロットスリット幅(sn)が、歯頭(118)におけるスロット幅(bn2)に等しい、請求項1から10までのいずれか1項記載のステータ。
- スロットスリット幅(sn)が、線材(124)の幅よりも大きい、請求項1から11までのいずれか1項記載のステータ。
- 巻線オーバハング(45,46)が、ファン(30)の半径方向の冷却空気流内に位置している、請求項10から12までのいずれか1項記載のステータ。
- 冷却空気流が、2つのファン(30)によって発生させられるようになっており、両ファン(30)が、ロータ(20)の両端面に軸方向で続いていて、それぞれクローポールボード(22,23)と共に共通の当付け面を有している、請求項13記載のステータ。
- 冷却空気流が、ステータとロータとを分離するエアギャップを通流するようになっていて、これによって、スロット(114)内に位置する線材(124)を冷却するようになっている、請求項13または14記載のステータ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006016249.8 | 2006-03-31 | ||
| DE102006016249A DE102006016249A1 (de) | 2006-03-31 | 2006-03-31 | Stator für eine Elektromaschine und Verfahren zur Herstellung |
| PCT/EP2007/053110 WO2007113253A1 (de) | 2006-03-31 | 2007-03-30 | Stator für eine mehrphasige elektrische maschine und verfahren zu dessen herstellung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009532009A JP2009532009A (ja) | 2009-09-03 |
| JP5268885B2 true JP5268885B2 (ja) | 2013-08-21 |
Family
ID=38228999
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009502112A Expired - Fee Related JP5268885B2 (ja) | 2006-03-31 | 2007-03-30 | 多相の電気機械に用いられるステータ |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8344580B2 (ja) |
| EP (1) | EP2005555B1 (ja) |
| JP (1) | JP5268885B2 (ja) |
| CN (1) | CN101416370B (ja) |
| DE (1) | DE102006016249A1 (ja) |
| WO (1) | WO2007113253A1 (ja) |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101911433B (zh) * | 2007-11-22 | 2013-04-24 | Lg电子株式会社 | 用于压缩机的马达和具有该马达的封闭式压缩机 |
| WO2009066873A2 (en) * | 2007-11-22 | 2009-05-28 | Lg Electronics Inc. | Motor for compressor and hermetic compressor having the same |
| EP2252843B1 (en) * | 2007-11-22 | 2018-01-10 | LG Electronics Inc. | Motor for compressor and hermetic compressor having the same |
| JP5440423B2 (ja) * | 2010-07-06 | 2014-03-12 | 株式会社デンソー | 回転電機 |
| US9564782B2 (en) * | 2011-09-01 | 2017-02-07 | Mitsubishi Electric Corporation | Winding, winding method, and automotive rotating electric machine |
| JP5861394B2 (ja) * | 2011-11-02 | 2016-02-16 | スズキ株式会社 | 電動回転機 |
| US9467010B2 (en) | 2011-11-17 | 2016-10-11 | Remy Technologies, L.L.C. | Method of winding a stator core with a continuous conductor having a rectangular cross-section and a stator core |
| US8789259B2 (en) | 2011-11-17 | 2014-07-29 | Remy Technologies, L.L.C. | Method of winding a stator core with a continuous conductor having a rectangular cross-section and a stator core |
| US8745847B2 (en) | 2011-11-17 | 2014-06-10 | Remy Technologies, L.L.C. | Method of P-forming a continuous conductor having a rectangular cross section and a stator including a stator winding formed from a P-formed conductor having a rectangular cross-section |
| CN103187842B (zh) * | 2011-12-28 | 2015-07-01 | 日本电产株式会社 | 单相感应马达 |
| CN105144549B (zh) | 2013-04-26 | 2018-07-27 | 三菱电机株式会社 | 电枢线圈及其制造方法 |
| US9614406B2 (en) | 2013-09-16 | 2017-04-04 | Nidec Motor Corporation | Wedge for stator having overmolded insulation |
| US9479022B2 (en) | 2013-09-16 | 2016-10-25 | Nidec Motor Corporation | Stator tooth wire retention wings |
| US10199887B2 (en) * | 2014-03-26 | 2019-02-05 | Mitsubishi Electric Corporation | Rotary electric machine armature core and rotary electric machine |
| FR3020218B1 (fr) * | 2014-04-17 | 2017-11-17 | Valeo Equip Electr Moteur | Procede de matricage simultane d'un ensemble de conducteurs d'une nappe de bobinage et outillage correspondant |
| FR3020215B1 (fr) * | 2014-04-17 | 2017-11-17 | Valeo Equip Electr Moteur | Procede de realisation d'un stator bobine de machine electrique muni d'un isolant d'encoche continu et stator correspondant |
| FR3020197B1 (fr) * | 2014-04-17 | 2017-08-25 | Valeo Equip Electr Moteur | Procede de realisation d'un stator de machine electrique par cambrage ainsi que sur le stator correspondant. |
| FR3020196B1 (fr) * | 2014-04-17 | 2017-11-03 | Valeo Equip Electr Moteur | Procede de realisation d'un stator de machine electrique comprenant une etape de deformation des conducteurs et stator correspondant |
| DE102015201731A1 (de) * | 2014-11-13 | 2016-05-19 | Robert Bosch Gmbh | Elektrische Maschine |
| DE102015205333A1 (de) | 2015-03-24 | 2016-09-29 | Volkswagen Aktiengesellschaft | Stator für eine Elektromaschine |
| US20170104385A1 (en) * | 2015-10-08 | 2017-04-13 | Adam C. Salamon | Reduced Complexity Ring Motor Design for Propeller Driven Vehicles |
| WO2017181089A1 (en) * | 2016-04-15 | 2017-10-19 | Borgwarner Inc. | Common lamination component for accommodating multiple conductor geometries in an electric machine |
| JP2018139494A (ja) * | 2018-06-14 | 2018-09-06 | 住友重機械工業株式会社 | 誘導電動機 |
| DE102019124226A1 (de) * | 2019-09-10 | 2021-03-11 | Schaeffler Technologies AG & Co. KG | Elektrische Maschine mit Schultern zwischen mehreren Leitern und Laschen eines Wicklungsaufnahmebereiches eines Stators oder eines Rotors |
| DE102019127072A1 (de) * | 2019-10-09 | 2021-04-15 | Bayerische Motoren Werke Aktiengesellschaft | Effiziente Asynchronmaschine für Elektrofahrzeug |
| JP7001941B2 (ja) * | 2020-06-10 | 2022-01-20 | ダイキン工業株式会社 | 電動機 |
| DE102020128431A1 (de) * | 2020-10-29 | 2022-05-05 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Traktionsmotor für ein Fahrzeug |
| CN112910122B (zh) * | 2021-01-28 | 2022-05-17 | 浙江大学 | 发电机定子及发电机 |
| IT202100002522A1 (it) * | 2021-02-04 | 2022-08-04 | Spal Automotive Srl | Statore di macchina elettrica. |
| CN116073538A (zh) * | 2021-11-04 | 2023-05-05 | 广汽埃安新能源汽车有限公司 | 绕制圆线绕组用定子铁芯、定子、驱动电机及汽车 |
Family Cites Families (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3886256A (en) * | 1971-07-30 | 1975-05-27 | Hitachi Ltd | Stator core for rotary electric machines and method of manufacturing the same |
| DE2436319A1 (de) * | 1974-07-27 | 1976-02-12 | Bosch Gmbh Robert | Staender fuer eine elektrische maschine |
| FR2376544A1 (fr) * | 1976-12-31 | 1978-07-28 | Japan Airlines Co | Ensemble d'enroulements pour moteurs electriques lineaires asynchrones |
| JPS644296Y2 (ja) * | 1980-06-12 | 1989-02-03 | ||
| JPS576373A (en) | 1980-06-13 | 1982-01-13 | Nec Corp | Setting and testing device |
| CH661620A5 (de) * | 1982-03-12 | 1987-07-31 | Bbc Brown Boveri & Cie | Elektrische maschine mit einer aus ganzformspulen aufgebauten statorwicklung. |
| AU567527B2 (en) | 1982-12-20 | 1987-11-26 | Mitsubishi Denki Kabushiki Kaisha | Coil insulating method |
| US4747288A (en) * | 1985-03-28 | 1988-05-31 | General Electric Company | Method of forming an edgewise wound core |
| YU20386A (en) * | 1986-02-12 | 1988-04-30 | Iskra | Stator blades of single-phase asynchronic electric motors |
| US4780635A (en) * | 1987-02-27 | 1988-10-25 | General Electric Company | Dynamo-electric machine lamination construction |
| JPH0530688A (ja) * | 1991-07-19 | 1993-02-05 | Mitsubishi Electric Corp | 交流発電機 |
| JP3395332B2 (ja) * | 1994-03-16 | 2003-04-14 | 三菱電機株式会社 | 車両用交流発電機の固定子およびその製造方法 |
| FR2726948B1 (fr) * | 1994-11-16 | 1996-12-20 | Wavre Nicolas | Moteur synchrone a aimants permanents |
| JP2782044B2 (ja) | 1994-12-21 | 1998-07-30 | セイコー精機株式会社 | スピンドルモータ |
| JP2894967B2 (ja) * | 1995-04-20 | 1999-05-24 | ファナック株式会社 | 電動機の鉄心の絶縁部材 |
| GB2310545B (en) * | 1996-02-22 | 2000-04-19 | Honda Motor Co Ltd | Stator core and method and apparatus for assembling same |
| JPH1080077A (ja) * | 1996-09-03 | 1998-03-24 | Matsushita Electric Ind Co Ltd | 合成樹脂モールド誘導電動機 |
| DE19736645C2 (de) * | 1997-08-22 | 1999-12-02 | Gruendl & Hoffmann | Wanderfeldmaschine |
| JP3438606B2 (ja) * | 1997-09-26 | 2003-08-18 | 株式会社デンソー | 車両用交流発電機 |
| JP3538039B2 (ja) * | 1998-10-23 | 2004-06-14 | 三菱電機株式会社 | 交流発電機 |
| JP2000350390A (ja) * | 1999-06-04 | 2000-12-15 | Daikin Ind Ltd | スイッチトリラクタンスモータ |
| JP3347116B2 (ja) * | 2000-01-12 | 2002-11-20 | 三菱電機株式会社 | 交流発電機 |
| DE10190175D2 (de) | 2000-01-20 | 2002-05-29 | Bosch Gmbh Robert | Verfahren zur Herstellung eines magnetisch erregbaren Kerns mit Kernwicklung für eine elektrische Maschine |
| JP3933840B2 (ja) * | 2000-03-16 | 2007-06-20 | 三菱電機株式会社 | 車両用交流発電機の固定子とその製造方法 |
| JP3656733B2 (ja) * | 2000-04-14 | 2005-06-08 | 株式会社デンソー | 車両用回転電機の固定子、およびその製造方法 |
| JP3593038B2 (ja) * | 2001-01-16 | 2004-11-24 | 三菱電機株式会社 | 車両用交流発電機 |
| US6707225B2 (en) * | 2001-02-26 | 2004-03-16 | Delco Remy International, Inc. | Radiused stator core end faces |
| JP3593059B2 (ja) * | 2001-05-28 | 2004-11-24 | 三菱電機株式会社 | 車両用交流発電機 |
| KR100422572B1 (ko) * | 2001-06-30 | 2004-03-12 | 주식회사 하이닉스반도체 | 레지스터 제어 지연고정루프 및 그를 구비한 반도체 소자 |
| JP2003169431A (ja) * | 2001-11-29 | 2003-06-13 | Hitachi Ltd | 電動機 |
| US6750581B2 (en) * | 2002-01-24 | 2004-06-15 | Visteon Global Technologies, Inc. | Automotive alternator stator assembly with rectangular continuous wire |
| AU2003236179A1 (en) * | 2002-03-29 | 2003-10-13 | Matsushita Electric Industrial Co., Ltd. | Motor |
| US20040046476A1 (en) * | 2002-05-14 | 2004-03-11 | Raffaele Becherucci | Dynamo-electric machine component winding methods and apparatus |
| DE10362345B3 (de) * | 2002-05-15 | 2018-01-25 | Remy Inc. | Wicklungen aus rechtwinkligen Kupferhaarnadeln in mehreren Sätzen für elektrische Maschinen |
| DE10243986A1 (de) | 2002-09-20 | 2004-04-01 | Robert Bosch Gmbh | Ständer und elektrische Maschine |
| EP1578002B1 (en) | 2002-12-26 | 2008-07-02 | Mitsubishi Denki Kabushiki Kaisha | Stator of dynamoelectric machine and method for manufacturing stator winding |
| DE10306147A1 (de) * | 2003-02-14 | 2004-08-26 | Elmotec Statomat Vertriebs Gmbh | Verfahren zum Herstellen eines Stators oder Rotors für eine elektrische Maschine und Vorrichtung zur Durchführung des Verfahrens |
| JP3894913B2 (ja) * | 2003-09-18 | 2007-03-22 | 株式会社日立製作所 | 鉄心、及び、それを用いた車両用回転電機 |
| KR100565219B1 (ko) * | 2003-09-30 | 2006-03-30 | 엘지전자 주식회사 | 회전 마그네트 타입 유도 전동기 |
| JP2005160143A (ja) * | 2003-11-20 | 2005-06-16 | Toyota Motor Corp | 回転電機の固定子 |
| ITMI20030574U1 (it) | 2003-12-05 | 2005-06-06 | Peltech Srl | Radiatore perfezionato per uso civile e domestico |
| DE10361858A1 (de) * | 2003-12-30 | 2005-07-28 | Robert Bosch Gmbh | Ständer für eine elektrische Maschine |
| DE10361670B4 (de) | 2003-12-30 | 2009-08-06 | Mitsubishi Denki K.K. | Stator einer rotierenden elektrischen Maschine |
| US7081697B2 (en) | 2004-06-16 | 2006-07-25 | Visteon Global Technologies, Inc. | Dynamoelectric machine stator core with mini caps |
| DE102004034526A1 (de) | 2004-07-16 | 2006-02-16 | Elmotec Statomat Vertriebs Gmbh | Stator für elektrische Maschinen |
| JP2006060915A (ja) * | 2004-08-19 | 2006-03-02 | Toyota Industries Corp | 電動機の電機子 |
-
2006
- 2006-03-31 DE DE102006016249A patent/DE102006016249A1/de not_active Withdrawn
-
2007
- 2007-03-30 CN CN2007800116326A patent/CN101416370B/zh active Active
- 2007-03-30 WO PCT/EP2007/053110 patent/WO2007113253A1/de not_active Ceased
- 2007-03-30 US US12/295,560 patent/US8344580B2/en not_active Expired - Fee Related
- 2007-03-30 JP JP2009502112A patent/JP5268885B2/ja not_active Expired - Fee Related
- 2007-03-30 EP EP07727582.4A patent/EP2005555B1/de not_active Revoked
Also Published As
| Publication number | Publication date |
|---|---|
| DE102006016249A1 (de) | 2007-10-04 |
| US8344580B2 (en) | 2013-01-01 |
| CN101416370A (zh) | 2009-04-22 |
| EP2005555A1 (de) | 2008-12-24 |
| EP2005555B1 (de) | 2013-05-15 |
| JP2009532009A (ja) | 2009-09-03 |
| US20100295390A1 (en) | 2010-11-25 |
| WO2007113253A1 (de) | 2007-10-11 |
| CN101416370B (zh) | 2011-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5268885B2 (ja) | 多相の電気機械に用いられるステータ | |
| US9419484B2 (en) | Stator for rotating electric machine | |
| US6873082B2 (en) | Stator assembly including a core slot insert member | |
| EP0961384B1 (en) | Stator of vehicle ac generator and method of manufacturing the same | |
| US8384263B2 (en) | Rotating electrical machine having a compact stator | |
| US8772995B2 (en) | Stator for electric rotating machine | |
| EP0961386A1 (en) | Stator of ac generator for vehicle | |
| JP5436622B2 (ja) | 電気機器、とりわけ交流電流機 | |
| US20090184601A1 (en) | Polyphase stator of a rotating electrical machine with claw-pole rotor and alternator or alternator starter comprising same | |
| EP2061139A2 (en) | Vehicle alternator | |
| US9748811B2 (en) | Stator for rotating electric machine | |
| JP2000166152A (ja) | 車両用交流発電機の固定子およびその製造方法 | |
| US20100001609A1 (en) | Rotating electric machine | |
| WO1998054822A1 (fr) | Alternateur pour vehicule | |
| CN105723596B (zh) | 磁感应式电动机及其制造方法 | |
| EP3001549B1 (en) | Rotating electric machine | |
| KR20010093641A (ko) | 차량용 교류발전기의 고정자 | |
| JP2006340409A (ja) | 車両用回転電機 | |
| JP2010514406A (ja) | 多相回転電気機械のステータ、このステータを有する多相回転電気機械、およびこのステータの製造方法 | |
| US20070267932A1 (en) | Stator for inner rotor type rotating electric machine | |
| US6949857B2 (en) | Stator of a rotary electric machine having stacked core teeth | |
| KR20150045608A (ko) | 교류발전기용 고정자 및 이의 제작방법 | |
| JP2009521197A5 (ja) | ||
| US9041262B2 (en) | Stator for electric rotating machine | |
| JP2001186728A (ja) | 車両用交流発電機の固定子の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100330 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20101227 Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20101228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120426 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120726 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120802 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121025 |
|
| TRDD | Decision of grant or rejection written | ||
| RD13 | Notification of appointment of power of sub attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7433 Effective date: 20130403 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130408 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20130403 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130507 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5268885 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |