JP5227414B2 - ディスペンシングバルブ - Google Patents
ディスペンシングバルブ Download PDFInfo
- Publication number
- JP5227414B2 JP5227414B2 JP2010530536A JP2010530536A JP5227414B2 JP 5227414 B2 JP5227414 B2 JP 5227414B2 JP 2010530536 A JP2010530536 A JP 2010530536A JP 2010530536 A JP2010530536 A JP 2010530536A JP 5227414 B2 JP5227414 B2 JP 5227414B2
- Authority
- JP
- Japan
- Prior art keywords
- valve
- line
- rupture
- mold
- valve member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D47/00—Closures with filling and discharging, or with discharging, devices
- B65D47/04—Closures with discharging devices other than pumps
- B65D47/20—Closures with discharging devices other than pumps comprising hand-operated members for controlling discharge
- B65D47/2018—Closures with discharging devices other than pumps comprising hand-operated members for controlling discharge comprising a valve or like element which is opened or closed by deformation of the container or closure
- B65D47/2031—Closures with discharging devices other than pumps comprising hand-operated members for controlling discharge comprising a valve or like element which is opened or closed by deformation of the container or closure the element being formed by a slit, narrow opening or constrictable spout, the size of the outlet passage being able to be varied by increasing or decreasing the pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0053—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor combined with a final operation, e.g. shaping
- B29C45/0055—Shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0081—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor of objects with parts connected by a thin section, e.g. hinge, tear line
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0053—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor combined with a final operation, e.g. shaping
- B29C45/006—Joining parts moulded in separate cavities
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Closures For Containers (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Multiple-Way Valves (AREA)
- Lift Valve (AREA)
- Coating Apparatus (AREA)
- Check Valves (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Containers And Packaging Bodies Having A Special Means To Remove Contents (AREA)
Description
Claims (6)
- 金型の空洞の中に、高温の流動性ポリオレフィン材料をインジェクションするステップと、該ステップは、一方では第1の金型部材によって、他方では移動可能な第2の金型部材によって部分的に画定されたバルブ部材を形成するためのものであり、
前記第2の金型部材によって、前記バルブ部材の表面に、減じられた厚さの1以上の線を画定する1以上の細長い窪部を形成するステップと、
減じられた厚さの第1の線に沿って前記バルブ部材を破裂させそれによりバルブ部材と一体のバルブフラップを形成するステップと、
前記金型の空洞から前記バルブ部材をエジェクトするステップと、を備える流動性材料用のディスペンシングバルブを製造する方法において、
前記第2の金型部材は、相対的に移動可能な破裂部材を含み、
前記方法は、前記ポリオレフィン材料を40℃と70℃の間の温度まで冷却して固化することを含み、
前記第1の金型部材に対して前記第2の金型部材を移動しギャップを形成するステップと、
前記バルブ部材に対して前記破裂部材を前進させて、前記バルブ部材を引き延ばしてその厚みを減じ、それから前記減じられた厚みの前記第1の線によって画定された1以上の破裂線に沿って破裂させ、前記金型の空洞から前記バルブ部材をエジェクトする前に前記バルブフラップを生成するステップとを備え、
前記バルブフラップの自由端の方向には、減じられた厚さの各破裂線を画定して互いに重なるマージン部が形成される、
流動性材料用のディスペンシングバルブを製造する方法。 - 厚さが減少した前記1以上の線が前記バルブフラップのヒンジを構成する仮想的な線に沿って前記バルブ部材の残りの部分に一体的に連結された細長い領域を画定し、前記仮想的な線に沿って厚さが減少した第2の線を形成するため、前記仮想的な線に沿って前記第1の細長い窪み部より小さい深さを有する第2の細長い窪み部を形成する、
請求項1に記載の方法。 - 複数の細長い領域を画定するため複数の第1の細長い窪み部を形成するステップと、
それぞれの破裂部材を前記第1の細長い窪み部に沿って破裂させるため、それぞれの破裂部材を各細長い領域に対して移動させるステップと、
を含む、
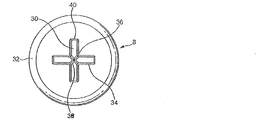
請求項1または2に記載の方法。 - 十字架形状に配置された4個の細長い領域が形成され、
各細長い領域の外端部に厚さが減少した第2の線を形成するステップを含む、
請求項3に記載の方法。 - 前記ポリオレフィン材料が10分当たり10〜45gの溶融流動指数を有する、請求項1〜4のいずれか一項に記載の方法。
- 前記金型空洞が、前記バルブ部材を構成し、使用中に、流動性材料用の容器の分配開口部に広がり、前記容器への連結のための周辺スカート部が一体化されている閉鎖プレートを備えるワンピース容器閉鎖部を形成するように成形される、請求項1〜5のいずれか一項に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GBGB0721185.7A GB0721185D0 (en) | 2007-10-29 | 2007-10-29 | Dispensing valves |
| GB0721185.7 | 2007-10-29 | ||
| PCT/GB2008/003462 WO2009056792A1 (en) | 2007-10-29 | 2008-10-13 | Dispensing valves |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011502812A JP2011502812A (ja) | 2011-01-27 |
| JP2011502812A5 JP2011502812A5 (ja) | 2011-08-18 |
| JP5227414B2 true JP5227414B2 (ja) | 2013-07-03 |
Family
ID=38830122
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010530536A Expired - Fee Related JP5227414B2 (ja) | 2007-10-29 | 2008-10-13 | ディスペンシングバルブ |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US8501072B2 (ja) |
| EP (1) | EP2219967B1 (ja) |
| JP (1) | JP5227414B2 (ja) |
| CN (1) | CN101873975B (ja) |
| AT (1) | ATE512080T1 (ja) |
| AU (1) | AU2008320616B2 (ja) |
| BR (1) | BRPI0817177A2 (ja) |
| CA (1) | CA2703917A1 (ja) |
| ES (1) | ES2367602T3 (ja) |
| GB (1) | GB0721185D0 (ja) |
| MX (1) | MX2010004655A (ja) |
| PL (1) | PL2219967T3 (ja) |
| RU (1) | RU2476358C2 (ja) |
| WO (1) | WO2009056792A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016069026A (ja) * | 2014-09-30 | 2016-05-09 | 凸版印刷株式会社 | 口栓 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMI20101243A1 (it) * | 2010-07-06 | 2012-01-07 | Capsol S P A | "tappo erogatore con valvola automatica per contenitori atti a trasportare e erogare sostanze liquide o cremose" |
| EP2489601A1 (fr) * | 2011-02-16 | 2012-08-22 | Albéa Services | Tête de tube munie d'une valve anti retour d'air |
| GB201113097D0 (en) * | 2011-07-28 | 2011-09-14 | Carbonite Corp | Injection moulding plastic components with a slit |
| AU2013232495A1 (en) | 2012-03-16 | 2014-08-07 | Aptargroup, Inc. | Dispensing valve |
| GB201308810D0 (en) * | 2013-05-16 | 2013-07-03 | Mcgill Tech Ltd | Container with outlet |
| JP6209027B2 (ja) * | 2013-09-06 | 2017-10-04 | 株式会社ライフプラテック | スリットバルブ付きキャップ |
| PL3083429T3 (pl) * | 2013-12-21 | 2018-04-30 | FAZEKAS, Gábor | Zaworowy element zamykający, kapsel zamykający zawierający zaworowy element zamykający i sposób i urządzenie do wytwarzania zaworowego elementu zamykającego |
| CN104960770A (zh) * | 2015-07-02 | 2015-10-07 | 济南大学 | 单向口防倒漏饮料盒 |
| FR3045576B1 (fr) * | 2015-12-18 | 2020-09-04 | Now Manufacture Bourguignonne De Plastique | Bouchon en plastique stop-goutte, notamment pour liquide plus ou moins visqueux |
| WO2018064250A1 (en) * | 2016-09-28 | 2018-04-05 | The Procter & Gamble Company | Closure mechanism that prevents accidental initial opening of a container |
| JP6950166B2 (ja) * | 2016-11-10 | 2021-10-13 | 凸版印刷株式会社 | 液ダレ防止キャップ |
| NL2018839B1 (en) * | 2017-05-03 | 2018-11-14 | Weener Plastics Group B V | Mould for injection moulding a closure assembly. |
| JP7201695B2 (ja) * | 2017-10-23 | 2023-01-10 | アプター グループ、インク. | 弁 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5033655A (en) | 1989-02-15 | 1991-07-23 | Liquid Molding Systems Inc. | Dispensing package for fluid products and the like |
| US5005737A (en) | 1989-06-29 | 1991-04-09 | Seaquist Closures | Flexible dispensing closure having a slitted resilient outlet valve and a flanged vent valve |
| US5213236A (en) | 1991-12-06 | 1993-05-25 | Liquid Molding Systems, Inc. | Dispensing valve for packaging |
| US5409144A (en) | 1991-12-06 | 1995-04-25 | Liquid Molding Systems Inc. | Dispensing valve for packaging |
| FR2690139B1 (fr) * | 1992-04-16 | 1995-04-07 | Cebal | Elément de sortie sans rappel d'air d'un produit liquide, crémeux ou pâteux et son procédé de fabrication. |
| US5257560A (en) * | 1992-09-14 | 1993-11-02 | M. C. Molds, Inc. | Trimmer for removing scraping from tops of plastic bottles |
| US6379069B1 (en) * | 1994-12-12 | 2002-04-30 | James Alexander Corporation | Dispenser and process |
| FR2750676B1 (fr) * | 1996-07-03 | 1998-10-16 | Oreal | Tete de distribution de produit de consistance liquide a visqueuse comportant un organe elastique de fermeture et ensemble de distribution ainsi equipe |
| US5927566A (en) * | 1996-07-11 | 1999-07-27 | Aptargroup, Inc. | One-piece dispensing system and method for making same |
| US6079594A (en) | 1997-08-21 | 2000-06-27 | Seaquist Closures Foreign, Inc. | Dispensing package with a self-sealing closure constructed from a thermoplastic material |
| JP2000203605A (ja) * | 1998-11-16 | 2000-07-25 | Waterfall Co Inc | 汚染のない分配送出システムのためのカ―トリッジ |
| ES2272285T3 (es) * | 1999-05-14 | 2007-05-01 | Gen-Probe Incorporated | Tapon perforable con vertice interior. |
| US6503440B2 (en) * | 2000-04-07 | 2003-01-07 | Boehringer Ingelheim Pharma Kg | Process for making a container with a pressure equalization opening and containers produced accordingly |
| JP2004083036A (ja) * | 2002-08-23 | 2004-03-18 | Kyoraku Co Ltd | 弁体付きキャップ及びその製造方法 |
| JP3976655B2 (ja) * | 2002-09-27 | 2007-09-19 | Tdk株式会社 | 光記録媒体用中間体、成形金型、成形機、および光記録媒体の製造方法 |
| US7083058B2 (en) * | 2003-01-31 | 2006-08-01 | Abbott Laboratories | Linerless sealing closure for a container |
| CN1816396A (zh) * | 2003-02-18 | 2006-08-09 | 英克罗有限公司 | 喷嘴 |
| US7171882B2 (en) * | 2003-10-15 | 2007-02-06 | Amros Industries, Inc. | Knife-like cutting die |
-
2007
- 2007-10-29 GB GBGB0721185.7A patent/GB0721185D0/en not_active Ceased
-
2008
- 2008-10-13 PL PL08806590T patent/PL2219967T3/pl unknown
- 2008-10-13 ES ES08806590T patent/ES2367602T3/es active Active
- 2008-10-13 BR BRPI0817177 patent/BRPI0817177A2/pt not_active IP Right Cessation
- 2008-10-13 CN CN2008801176386A patent/CN101873975B/zh not_active Expired - Fee Related
- 2008-10-13 MX MX2010004655A patent/MX2010004655A/es active IP Right Grant
- 2008-10-13 JP JP2010530536A patent/JP5227414B2/ja not_active Expired - Fee Related
- 2008-10-13 US US12/739,858 patent/US8501072B2/en not_active Expired - Fee Related
- 2008-10-13 AU AU2008320616A patent/AU2008320616B2/en not_active Ceased
- 2008-10-13 RU RU2010119183/12A patent/RU2476358C2/ru not_active IP Right Cessation
- 2008-10-13 WO PCT/GB2008/003462 patent/WO2009056792A1/en active Application Filing
- 2008-10-13 AT AT08806590T patent/ATE512080T1/de not_active IP Right Cessation
- 2008-10-13 EP EP08806590A patent/EP2219967B1/en not_active Not-in-force
- 2008-10-13 CA CA2703917A patent/CA2703917A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016069026A (ja) * | 2014-09-30 | 2016-05-09 | 凸版印刷株式会社 | 口栓 |
Also Published As
| Publication number | Publication date |
|---|---|
| PL2219967T3 (pl) | 2011-11-30 |
| BRPI0817177A2 (pt) | 2015-03-17 |
| GB0721185D0 (en) | 2007-12-05 |
| CN101873975B (zh) | 2012-05-30 |
| ATE512080T1 (de) | 2011-06-15 |
| US8501072B2 (en) | 2013-08-06 |
| US20100244323A1 (en) | 2010-09-30 |
| AU2008320616A2 (en) | 2010-06-10 |
| RU2476358C2 (ru) | 2013-02-27 |
| ES2367602T3 (es) | 2011-11-04 |
| EP2219967A1 (en) | 2010-08-25 |
| JP2011502812A (ja) | 2011-01-27 |
| MX2010004655A (es) | 2010-11-30 |
| WO2009056792A1 (en) | 2009-05-07 |
| EP2219967B1 (en) | 2011-06-08 |
| CN101873975A (zh) | 2010-10-27 |
| AU2008320616B2 (en) | 2012-11-08 |
| CA2703917A1 (en) | 2009-05-07 |
| AU2008320616A1 (en) | 2009-05-07 |
| RU2010119183A (ru) | 2011-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5227414B2 (ja) | ディスペンシングバルブ | |
| US6112951A (en) | One-piece dispensing system and method for making same | |
| JP3571556B2 (ja) | ディスペンサーヘッドの製造法 | |
| CA2095943C (en) | Closure unit for containers of flowable goods | |
| US9073248B2 (en) | Injection moulding plastic components with a slit | |
| US5989469A (en) | Method for making a non-drip valve for an inverted container | |
| US20080093379A1 (en) | Collapsible tube construction | |
| RU2262471C2 (ru) | Способ изготовления повторно закрываемого разливочного элемента и изготовленный этим способом разливочный элемент | |
| JP4061340B2 (ja) | 注ぎ口付き中空容器とその成形方法 | |
| JPS5916276Y2 (ja) | 壜蓋 | |
| JP4515288B2 (ja) | 容器の口筒部 | |
| EP4051598A1 (de) | Extrusionsblasgeformter behälter | |
| JP2007186223A (ja) | ノズル付き物品及びその製造方法 | |
| AU4888299A (en) | One-piece dispensing system and method for making same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110628 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110628 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121009 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121016 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130116 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130226 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130315 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160322 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |