JP5164609B2 - 容器 - Google Patents
容器 Download PDFInfo
- Publication number
- JP5164609B2 JP5164609B2 JP2008052391A JP2008052391A JP5164609B2 JP 5164609 B2 JP5164609 B2 JP 5164609B2 JP 2008052391 A JP2008052391 A JP 2008052391A JP 2008052391 A JP2008052391 A JP 2008052391A JP 5164609 B2 JP5164609 B2 JP 5164609B2
- Authority
- JP
- Japan
- Prior art keywords
- container
- thermoplastic resin
- flange portion
- outer end
- flange
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Closures For Containers (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
Description
この点に着目して、本発明者らは、斯かるフランジ部の外側端部に於ける多数の気泡を少なくとも一部破泡させることにより、該外側端部の強度を向上させるべく、該外側端部を圧縮させて、フランジ部の他の部位より厚みの薄い薄肉部を形成することを試みた。
更に、熱盤と接触させて熱収縮させたものに於いては、熱盤に樹脂カスが付着し易く、これら樹脂カスがフランジ部に付着することもあり、かえって硬い樹脂カスが裂傷などを引き起こすという問題も有している。
前記フランジ部の外側端部は、圧縮により前記フランジ部の他の部位よりも薄肉の薄肉部とされてなり、該薄肉部の熱可塑性樹脂フィルム面には、該熱可塑性樹脂フィルム面の外側輪郭線が凹凸形状を成して屈曲するように凹凸が形成されていることを特徴とする。
本発明に於いては、フランジ部の外側端部に圧縮された薄肉部が形成されてなることから、フランジ部の外側端部は十分な強度を有するものとなる。
また、薄肉部の熱可塑性樹脂フィルム面には、該熱可塑性樹脂フィルム面の外側輪郭線が凹凸形状に屈曲するように凹凸が形成されていることから、該外側端縁が指等の一カ所に連続して当接することが防止されるので、裂傷を防止できる。
更に、熱盤や熱線等によって、フランジ部を熱収縮させる必要もないことから、寸法精度が良好なものとなりうる。
薄肉部の肉厚を1/3以下とすることにより、十分にフランジ部の外側端部が圧縮され、フランジ部の外側端部が十分に補強されたものとなる。一方、1/15以上とすることにより、薄くなりすぎて逆に強度が低下する虞も防止される。
そして、本発明に於いては、フランジ部が薄肉部によって補強されていることから、フランジ部の外側端部に蓋体の係合突起部を係合させても、蓋体を十分に支持することができ、フランジ部の外側端部の変形に起因して係合が外れる虞や、蓋体との係合によるフランジ部の破損等の虞も低減される。
図1は、一実施形態における容器本体及び蓋体を備えた容器を示す斜視図である。
図2は、前記容器本体の外側端部の様子を説明すべく、要部Aを拡大して示した斜視図である。
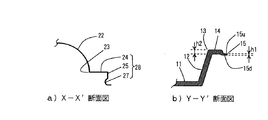
また、図3は、図1における蓋体のX−X’線矢視断面図ならびに容器本体のY−Y’線矢視断面図である。
まず、容器本体10について説明する。
本実施形態の容器本体10は、熱可塑性樹脂発泡シートの少なくとも片面に非発泡の熱可塑性樹脂フィルムが積層された発泡積層シートを用いて、上面及び下面の少なくとも何れか一方側が熱可塑性樹脂フィルム面となるようにシート成形することにより形成されてなり、底部11aと該底部11aから立設された側壁部11bとで凹状に形成されてなる収容部11と、該収容部11の側壁部11bから外方に張り出したフランジ部12とを有して構成されている。
前記側壁部11bは、前記収容部11の周囲の側壁を形成するものであり、前記底部11aの外周縁からやや外向きに傾斜された状態に立設されており、この上端縁13がこの収容部11の開口縁13をなしている。
前記フランジ部12は、径方向内側に配され肉厚が略一定で帯状とされた基体部14と、該基体部14の外側に配された外側端部15とを備えて構成されている。
尚、本実施形態に於いては、前記基体部14の上面には複数の突起等(図示せず)が設けられ立体模様が表出されている。
また、前記薄肉部15は、圧縮により、熱可塑性樹脂発泡シート層が高密度となっており、それによって、フランジ部12の他の部位よりも硬質に形成されており、フランジ部12の外側端部15は強度が向上されている。
前記凹凸は、好ましくは、断面が波形、鋸歯形、半円形の何れかの形状を有する線状の突起あるいは溝が、互いに交差された状態又は交差されていない状態で、前記フランジ部12の外側端部15に沿って複数配列されるように設けられて形成されている。
尚、図2に於いては、最も好ましい態様として、断面波形の複数の線状の突起がそれぞれ薄肉部15の長手方向と直交する方向に指向しており、互いに交差されていない状態で列設されている態様が示されている。
斯かるピッチ且つ振幅の凹凸を形成することで、熱可塑性樹脂フィルム側の外側輪郭線は、そのピッチ且つ振幅の凹凸形状で屈曲することとなり、裂傷を防止することができる。
薄肉部15の肉厚を1/3以下とすることにより、十分にフランジ部12の外側端部15が圧縮され、フランジ部12の外側端部15が十分に補強されたものとなる。一方、1/15以上とすることにより、薄くなりすぎて逆に強度が低下する虞も防止されることとなる。
ここで、薄肉部15の最大厚みとは、フランジ部12端面に於ける最大厚みを意味し、薄肉部15に凹凸が形成されている場合に於いては、フランジ部12端面に於ける凸部及び凹部を含めた厚みを意味するものである。
尚、図示される態様に於いては、フランジ部12端面(外側の切断面)に於ける最も突出高さの高い凸部の頂点と反対面との距離(図2、図3の“h1”)が、最大厚みに相当することとなる。
また、フランジ部12の基体部14に於ける立体模様用の突起(図示せず)が設けられていない部位の厚み(図3の“h2”)が、フランジ部12の他の部位に於ける最小厚みに相当することとなる。
尚、図1乃至3に示されるより具体的な態様においては、熱可塑性樹脂発泡シートの片面に熱可塑性樹脂フィルムが積層された発泡積層シートが用いられ、前記熱可塑性樹脂フィルムが内表面側となるように前記発泡積層シートが用いられて成形されている。即ち、図1乃至3に示されるより具体的な態様に於いては、加熱されたシートを雄型と雌型とで挟み、押圧することにより所定形状に成形するという所謂シート成形と称される成形法によって、収容部11の内表面からフランジ部12の上面側にかけての領域が、前記外側端部15の上面側15uを含めて熱可塑性樹脂フィルムで形成されており、前記底部11aの外表面(裏面)からフランジ部12の下面側にかけての領域が、前記外側端部15の下面側15dを含めて熱可塑性樹脂発泡シートで形成されている。
例えば、スチレン樹脂単独、あるいは、スチレンモノマーと共重合可能なブタジエンな
どのモノマーとスチレンモノマーとの共重合体樹脂単独、または、スチレン樹脂と前記共重合体樹脂との混合物、ポリプロピレン樹脂、ポリエチレンテレフタレート樹脂などを、ブタンやペンタンなどの物理的発泡剤や、アゾジカルボンアミドなどの化学的発泡剤とともに押出機で混練して押出し発泡させてなる熱可塑性樹脂発泡シートを挙げることができる。
なお、一般的な用途の容器に用いる場合には、前記熱可塑性樹脂発泡シートは、その厚みが1〜3mmのいずれかの厚みとされることが好ましく、坪量が、80〜550g/m3のいずれかとされることが好適であるが、このような範囲を超えたものも適宜採用することが可能である。
あるいは、これらのフィルムどうしを複合させたフィルム(複合フィルム)を熱可塑性樹脂フィルムとして用いることができる。
また、要すれば、これらの単独のフィルムあるいは複合フィルムである熱可塑性樹脂フィルムは、和紙や金属フィルムなど熱可塑性樹脂以外の素材で形成されたフィルム状物を積層させて用いることが可能である。
なお、前記熱可塑性樹脂フィルムは、例えば、数μm〜数百μmの厚みのものを熱可塑性樹脂発泡シートの片面若しくは両面に積層させて用いることができる。
本実施形態の容器1の蓋体20は、その素材が特に限定されるものではないが、通常、透明な樹脂フィルムなどを用いて形成されている。
前記蓋体20は、該蓋体20の天井部を形成する逆凹状の天井壁部21と、該天井壁部21の下端縁23から外方に向けて張り出した状態に形成され蓋フランジ部28とを備え、該蓋フランジ部28は、外方に略水平に張り出し前記容器本体10のフランジ部12の基体部14と接合される基体部24と、該基体部24の外側端縁から下方に垂下するように設けられた垂下部25が形成されている。
さらに、前記蓋体20は、容器本体10のフランジ部12の外側端部15と係合しうるように、前記垂下部25の下方端縁部に、内側に向けて突出させて形成された突起部27が設けられている。前記突起部27は、前記容器本体10のフランジ部12の四つの角部において係合されるべく、前記垂下部25の四つの角部に設けられている。
前述のように、垂下部25には、内側に突出させたて形成された前記突起部27が設けられている。
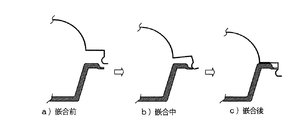
したがって、図4a)に示すように蓋体20を容器本体10に外嵌する前には、前記突起部27が、容器本体10のフランジ部12の上面に当接する状態となっている。
て、やがて突起部27がフランジ部12の外側端部15よりも下方に移動して、図4c)に示すように、垂下部25ならびにフランジ部12の復元力により外側端部15の下面側15dにまわり込んだ状態となる。
このとき、容器本体10のフランジ部12の基体部14が蓋フランジ部28の基体部24に接合された状態となるとともに、外側端部15の下面側15dが突起部27の上端部に当接された係合状態となる。
このように、フランジ部12の外側端部15と突起部27とを係合させることにより、蓋体20を容器本体10に強固に止着させることができる。
尚、本実施形態に於いては、フランジ部12の外側端部15が薄肉部15に形成されていることから、上記の如く、容器本体10に蓋体20を外嵌させる操作、即ち、突起部27との外側端部15とを係合させる操作を繰り返しても、外側端部15が破損する虞が低減されることとなる。
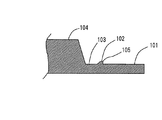
この図5、図6における符号100は、雄型を示しており、101は、この雄型100の基準面を示している。
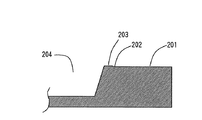
また、図7は、前記容器本体10の形成に用いられる金型の内の雌型の形状を説明するための斜視図であり、図8は、この図7のQ−Q’線矢視断面図を表している。
この図7、図8における200は、この雌型を示しており、201は、この雌型200の基準面を示している。
また、図9は、この雄型と雌型とを用いて、発泡積層シートを成型加工する様子を示した断面図である。
この雄型100には、容器本体10の形成に用いられる箇所の最も外側部分に位置する箇所に、前記容器本体10の外側端部15を薄肉部15とすべく、押圧用凸部105が備えられるとともに、該押圧用凸部105の頂部には薄肉部15に凹凸形状を形成させるための凹凸形成部102が備えられている。
また、この凹凸形成部102の内側には、フランジ部12の基体部14を形成するための基体部形成部103が備えられている。
さらに、この基体部形成部103の内側に容器本体10の側壁部11bと底部11aとを形成させるための隆起部104が備えられている。
また、凹凸形成部102は、その凹凸形状を前記基準面101よりも上方に突出させて形成されている。
前記隆起部104は、容器本体10の側壁部11bと底部11aとを形成させるべく、前記基準面101よりも突出された状態に形成されており、前記フランジ部形成部103の内側の領域を容器本体10の収容部11の逆形状となる略四角錐台形状となるように突出させて形成されている。
この雌型200には、容器本体10の形成に用いられる箇所の最も外側部分に位置する箇所に前記容器本体10の外側端部15の下面側15dを平坦な状態に形成させるための平坦面形成部202が備えられている。
また、この平坦面形成部202の内側には、雄型100の基体部形成部103とともに容器本体10のフランジ部12の基体部14を形成するための基体部形成部203が備えられている。
さらに、雌型200には、前記雄型100の隆起部104とともに、容器本体10の側壁部11bと底部11aとを形成させる掘り込み部204が備えられている。
すなわち、平坦面形成部202は、前記基準面201と面一な状態で雌型200に設けられている。
前記堀り込み部204は、前記雄型100の隆起部104とともに、容器本体10の側壁部11bと底部11aとを形成させるべく、前記フランジ部形成部203の内側の領域を前記基準面201に対して凹入させた状態に形成されている。
また、掘り込み部204は、前記雄型100の隆起部104よりも一回り(容器の厚み分)大きな略四角錐台形状に掘り込まれた状態となるように形成されている。
そして、このような状態の金型(雄型、雌型)を、発泡積層シートSを軟化させ得る温度に加熱して、該加熱された金型間に熱可塑性樹脂フィルム側が上面となるようにして発泡積層シートSを挿入させる(図9a)。
この成形においては、前記隆起部104を前記掘り込み部204に侵入させて容器本体10の収容部11となる形状を発泡積層シートSに形成させるとともに、雄型100の基体部形成部103と雌型200の基体部形成部203とによって収容部11の側壁部11bから外側に向けて水平に張り出した状態となるようにフランジ部12の基体部14を形成させる。
また、同時に、雄型100の押圧用凸部105により、基体部14を形成するための雄型100と雌型200とのクリアランスよりも、外側端部15を形成するめのクリンアランスが狭くなることから、フランジ部12の外側端部15を圧縮により薄肉部15とすると共に、凹凸形成部102により、該薄肉部15の上面側の外側輪郭線が凹凸形状を成して屈曲するように、薄肉部15の上面に凹凸を形成させる。
せた後は、雄型100と雌型200とを離間させて図9c)、前記成形部Pの外周に沿った切断箇所Cをトリミング刃などにより切断して発泡積層シートSから成形部Pを分断させ、該成形部Pを容器本体10とすることができる。
例えば、本実施形態の容器は、蓋体20を備えて構成されたが、本発明に於いては、ラップフィルムなどによって収容部11の開口が覆われて用いられるような、蓋体20の無い容器であってもよい。
また、本実施形態に於いては、熱可塑性樹脂フィルムが片面に積層された発泡積層シートが用いられ且つ薄肉部15の上面のみに凹凸が形成されているものを図1乃至3に図示したが、本発明に於いては、下面のみに凹凸が形成されているものであってもよく、熱可塑性樹脂フィルムが両面に積層された発泡積層シートが用いられ且つ両面に凹凸が形成されているものであってもよい。
更に、容器の製造方法に用いる雄型100と雌型200に関しも、本実施形態に於いては、雄型100にのみ凹凸形成部102が設けられてなる態様を例示したが、雌型200にのみ凹凸形成部が設けられてなる態様や、雄型100と雌型の両方に凹凸形成部が設けられてなる態様であっても本発明の意図する範囲内である。
10 容器本体
11 収容部
11b側壁部
12 フランジ部
15 外側端部(薄肉部)
20 蓋体
27 突起部
100雄型
200雌型
S 発泡積層シート
Claims (2)
- 熱可塑性樹脂発泡シートの少なくとも片面に熱可塑性樹脂フィルムが積層された発泡積層シートを用いて成形することにより、凹状の収容部と該収容部の側壁部から外方に張り出したフランジ部とが形成されてなる容器本体を備えた容器であって、
前記フランジ部の外側端部は、圧縮により前記フランジ部の他の部位よりも薄肉の薄肉部とされてなり、該薄肉部の最大厚みは、前記フランジ部の他の部位に於ける最小厚みに対して、1/15〜1/3で、且つ、該薄肉部の熱可塑性樹脂フィルム面には、該熱可塑性樹脂フィルム面の外側輪郭線が凹凸形状を成して屈曲するように凹凸が形成されていることを特徴とする容器。 - 前記容器本体に外嵌可能で且つ前記フランジ部の外側端部に係合される突起部が設けられた蓋体を備えている請求項1記載の容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008052391A JP5164609B2 (ja) | 2008-03-03 | 2008-03-03 | 容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008052391A JP5164609B2 (ja) | 2008-03-03 | 2008-03-03 | 容器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009208807A JP2009208807A (ja) | 2009-09-17 |
| JP5164609B2 true JP5164609B2 (ja) | 2013-03-21 |
Family
ID=41182359
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008052391A Active JP5164609B2 (ja) | 2008-03-03 | 2008-03-03 | 容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5164609B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012030880A (ja) * | 2010-08-02 | 2012-02-16 | Dainippon Printing Co Ltd | 外力を吸収する緩衝壁を備えた蓋 |
| JP6066611B2 (ja) * | 2012-08-06 | 2017-01-25 | 株式会社エフピコ | 容器 |
| JP6661956B2 (ja) * | 2015-10-09 | 2020-03-11 | 大日本印刷株式会社 | 収納容器 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3838289B2 (ja) * | 1997-04-23 | 2006-10-25 | 三菱瓦斯化学株式会社 | 脱酸素性多層容器の製造方法 |
| JP3044932U (ja) * | 1997-07-01 | 1998-01-23 | 福助工業株式会社 | 包装容器 |
| JPH11236024A (ja) * | 1998-02-24 | 1999-08-31 | Sekisui Plastics Co Ltd | 多層容器 |
| JP2000313430A (ja) * | 1999-04-30 | 2000-11-14 | Yoshino Kogyosho Co Ltd | 発泡樹脂容器とその成形方法 |
| US20010003341A1 (en) * | 1999-09-28 | 2001-06-14 | Richard T. Gentry | Container with crack-resistant rim |
| AU2003228337B2 (en) * | 2002-03-15 | 2007-07-26 | Graphic Packaging International, Inc. | Container having a rim or other feature encapsulated by or formed from injection-molded material |
| JP4140725B2 (ja) * | 2004-09-03 | 2008-08-27 | 株式会社三栄工業 | 樹脂製容器 |
| JP4557664B2 (ja) * | 2004-10-06 | 2010-10-06 | 大日本印刷株式会社 | 断熱容器 |
-
2008
- 2008-03-03 JP JP2008052391A patent/JP5164609B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009208807A (ja) | 2009-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3513644B2 (ja) | 食品用容器 | |
| JP5164609B2 (ja) | 容器 | |
| JP2015209244A (ja) | 蓋付き容器 | |
| JP5305693B2 (ja) | 容器 | |
| JP2017128359A (ja) | 包装用容器 | |
| JP5634902B2 (ja) | 包装用容器 | |
| JP7803573B2 (ja) | 包装用容器の容器本体 | |
| JP2009126554A (ja) | 包装用容器の蓋及びその蓋を用いた包装用容器 | |
| JP7306677B2 (ja) | 包装用容器 | |
| JP4944071B2 (ja) | 包装用容器 | |
| JP2014184978A (ja) | ラップ包装用容器 | |
| JP5860606B2 (ja) | 打抜き刃型 | |
| JPH11240546A (ja) | 包装用容器 | |
| JP6049226B2 (ja) | 蓋付き容器の蓋と蓋付き容器 | |
| JP2010058830A (ja) | 包装用容器 | |
| JP5389119B2 (ja) | 包装用容器 | |
| JP2020083351A (ja) | 包装用容器 | |
| JP6211045B2 (ja) | 包装用容器及び包装用容器の蓋 | |
| JP7109043B2 (ja) | 発泡樹脂シート製包装容器の容器本体となる樹脂成形品の歪み抑制構造及びその構造を用いた容器本体となる樹脂成形品 | |
| JP6868906B2 (ja) | 包装用容器及び包装用容器の製造方法 | |
| JP5154893B2 (ja) | 食品容器 | |
| JP6066611B2 (ja) | 容器 | |
| JP3140941U (ja) | 食品容器 | |
| JP2024118997A (ja) | 包装用容器の蓋体及び包装用容器 | |
| JP4744208B2 (ja) | 容器の印刷マークのずれ検出方法、容器成形用シートおよび印刷マークを有する容器の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101202 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120709 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120713 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120827 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121130 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121218 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151228 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5164609 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |