JP5133025B2 - サブミクロン繊維を生産するプロセスおよび装置、ならびに不織布およびその不織布を含む物品 - Google Patents
サブミクロン繊維を生産するプロセスおよび装置、ならびに不織布およびその不織布を含む物品 Download PDFInfo
- Publication number
- JP5133025B2 JP5133025B2 JP2007270394A JP2007270394A JP5133025B2 JP 5133025 B2 JP5133025 B2 JP 5133025B2 JP 2007270394 A JP2007270394 A JP 2007270394A JP 2007270394 A JP2007270394 A JP 2007270394A JP 5133025 B2 JP5133025 B2 JP 5133025B2
- Authority
- JP
- Japan
- Prior art keywords
- polymer
- gas
- passage
- wall
- gas passage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/56—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving in association with fibre formation, e.g. immediately following extrusion of staple fibres
- D04H1/565—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving in association with fibre formation, e.g. immediately following extrusion of staple fibres by melt-blowing
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/86—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the nozzle zone
- B29C48/865—Heating
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D4/00—Spinnerette packs; Cleaning thereof
- D01D4/02—Spinnerettes
- D01D4/025—Melt-blowing or solution-blowing dies
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/42—Formation of filaments, threads, or the like by cutting films into narrow ribbons or filaments or by fibrillation of films or filaments
- D01D5/423—Formation of filaments, threads, or the like by cutting films into narrow ribbons or filaments or by fibrillation of films or filaments by fibrillation of films or filaments
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/56—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving in association with fibre formation, e.g. immediately following extrusion of staple fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
- D04H13/02—Production of non-woven fabrics by partial defibrillation of oriented thermoplastics films
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S428/00—Stock material or miscellaneous articles
- Y10S428/903—Microfiber, less than 100 micron diameter
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/608—Including strand or fiber material which is of specific structural definition
- Y10T442/609—Cross-sectional configuration of strand or fiber material is specified
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/608—Including strand or fiber material which is of specific structural definition
- Y10T442/614—Strand or fiber material specified as having microdimensions [i.e., microfiber]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/608—Including strand or fiber material which is of specific structural definition
- Y10T442/614—Strand or fiber material specified as having microdimensions [i.e., microfiber]
- Y10T442/626—Microfiber is synthetic polymer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/659—Including an additional nonwoven fabric
- Y10T442/66—Additional nonwoven fabric is a spun-bonded fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/68—Melt-blown nonwoven fabric
Description
本発明は、概して、サブミクロンの繊維を生産することに関し、より具体的には、ポリマーフィルムをフィブリル化することによってサブミクロンの繊維を形成するプロセスおよび装置、および不織布材料、ならびにその不織布材料が入った物品に関するものである。
連続的および非連続なフィラメントスピニングテクノロジー(filament spinning technologies)が当該技術において既知であり、一般にスパンメルトテクノロジー(spunmelt technologies)と呼ばれている。スパンメルトテクノロジーとしては、メルトブロープロセスとスパンボンドプロセスの両方がある。スパンボンドプロセスでは、溶融ポリマーを供給し、次にこの溶融ポリマーに圧力をかけて、スピナレットまたは金型として知られているプレートにおける多数の開口部に押し通すことが必要である。結果として生じた連続フィラメントは、スロットドローシステム(slot draw system)、アッテネーターガン(attenuator guns)またはゴデットロール(Godet rolls)のようないくつかの方法のいずれかによって冷やされ、延伸される。連続フィラメントは、金網製のコンベヤベルトのような、動いている孔面の上に絡まっていないウェブとして集積される。多層の織物を形成するために、1つ以上のスピナレットを1列にして使用した場合、後続のウェブが先に形成されたウェブの1番上の面上に集積される。
本発明は、独自のシングルステップ、溶融体フィルムのフィブリル化、高生産量のプロセス、およびこの目的のために使用されるノズル装置において生成される、高品質で欠陥が少ないサブミクロン繊維およびそのサブミクロン繊維を組み込んだ不織布生産量に向けられている。ある一態様では、サブミクロン繊維の含有量が99%を超える高品質のマイクロファイバーを含む不織布製品が、商業規模の生産量で得られる。ポリマーのせん断変形が大きくなり、ノズル装置内でショットが発達するなど好ましくない繊維の欠陥につながるポリマーの逆流又は堆積という問題も本発明によって軽減する。本発明によれば、バリア特性、しなやかさ、吸収性、不透明度が改善されており、および/または表面積が大きな高品質のマイクロ繊維性不織布製品が提供されており、これらは、幅広い産業用および消費者用繊維性ケア製品に適している。
本発明はさまざまな形態での実施形態が可能であるが、本開示内容は発明の一例と見なすべきであり、かつ、説明する具体的な実施形態に発明を限定するものではないとの了解のもとで、本発明の現在のところ好ましい実施形態を図面に示し、以下に説明されるであろう。
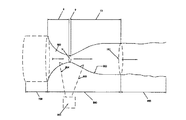
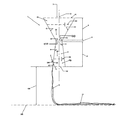
押出機(直径63.5mm(2.5インチ)、シングルスクリュー押出機)および従来のメルトブロー金型本体(幅635mm(25インチ))を1800MFRポリプロピレンの供給源として用いた。押出機の温度は343℃(650°F)であった。だいたい図4の構成をしたノズルを従来の押出機金型本体に、ノズル装置の上部平坦面領域に取り付けられている従来のガスケット付ボルトを用いて取り付けた。圧縮空気源は、空気源からノズルの入口へ気密な接続部および密閉部を介して供給した。ノズルの形状の特徴は以下の通りであった(図4を非限定的な例として用いる)。のど状部分9における対向壁部5および6の間の最小距離は0.406mm(0.016インチ)であった。冷たい壁部5は、二等分面7に向かって−1.5度の角度θで近づいていた。熱い壁部は、二等分面7から2度の角度βで離れていた。ポリマー通路は、第2部分の第2下流側半部において第2部分に入っており、水力直径が約0.203mm(0.008インチ)であり、熱い壁部6に対して約32度の角度γに向いていた。ポリマー繊維化面の長さδはほぼゼロであった。収束部分8の縦方向長さは約2.286mm(0.090インチ)で、二等分角αは約30度であった。のど状部分9の縦方向の長さは約0.254mm(0.010インチ)であり、拡大部分10の縦方向長さは約5.080mm(0.200インチ)であった。加圧空気は、流量300scfm(standard cubic feet per minute)、空気温度27℃(80°F)でノズルの入口端部(収束部分)に導入した。不織ウェブ製品を集積、分析したところ、以下の製品特性を有することが分かった。スパンボンド層/サブミクロ繊維層/スパンボンド層構造全体の基本重量は17.2gsm。本発明のノズル装置で生産された繊維含有率は推定約15%(2.7gsm)。サブミクロ繊維層における繊維の平均直径は0.45ミクロン、標準偏差は0.15、サブミクロ繊維の直径分布の平均に対する標準偏差の比率は0.33、繊維径の範囲は0.1ミクロンから0.85ミクロン。
(1) 不織ウェブを作るプロセスにおいて、
加圧ガス流が、第1および第2の対向壁部の間に制限されているガス通路内を流れ、
これら対向壁部の少なくとも一方が、加熱されており、
前記ガス通路は、前記ガスが供給端部から流入する第1の上流側部分、移行領域、および前記ガスが出口端部へと流れる第2の下流側部分を備えており、
前記移行領域が、前記第1部分を前記第2部分に流体接続しており、
前記ガス通路は、前記第2部分の前記出口端部で終端しており、
前記ガス通路の前記第1部分は、前記供給端部から前記移行領域まで断面積が減少しており、前記ガス通路の前記第2部分は、前記移行領域から前記第2部分の前記出口端部まで断面積が増加しており、
少なくとも1つのポリマー流体流が、少なくとも1つの、境界が定められたポリマー通路を通って流れており、
前記ポリマー通路は、前記対向加熱壁部の少なくとも一方に設けられた少なくとも1つの開口部において終端しており、
各ポリマー流体流は、前記開口部の各々からフィルムの形態で押し出されており、
各押し出されたポリマーフィルムは、前記ガス流に加わり、前記ポリマーフィルムは、フィブリル化されて、直径がサブミクロンの繊維を含む、前記ガス通路の前記第2部分の前記出口端部から出ていく繊維を形成する、プロセス。
前記ガス流は、約150キログラム/時間/メーターから、約3500キログラム/時間/メーターまでの範囲の質量流量で前記ガス通路に導入される、プロセス。
(3) 実施態様1に記載のプロセスにおいて、
前記ガス流および前記ポリマー流体流は、約40:1より低いガス流/ポリマー流体流の質量流量比で導入される、プロセス。
(4) 実施態様1に記載のプロセスにおいて、
前記ガス通路の入口における前記ガス流は、温度が50℃より低い、プロセス。
(5) 実施態様1に記載のプロセスにおいて、
前記不織ウェブ材は、直径がサブミクロンの繊維を35%より多く含んでいる、プロセス。
(6) 実施態様1に記載の不織ウェブにおいて、
繊維径分布の標準偏差が約0.5ミクロンより小さい、不織ウェブ。
繊維径分布の標準偏差が約0.3ミクロンよりも小さい、不織ウェブ。
(8) 実施態様1に記載のプロセスにおいて、
前記繊維は、ポリオレフィン、ポリエステル、ポリアミド、生物分解性ポリマー、ポリウレタン、ポリスチレン、アルキド樹脂、ポリヒドロキシアルカン酸(polyhydroalkanoic acids)、およびこれらの組合せからなる群から選択されたポリマーからなる、プロセス。
加圧ガス流が、第1および第2の対向壁部の間に制限されているガス通路内を流れ、
これら対向壁部の少なくとも一方が、加熱されており、
前記ガス通路は、前記ガスが供給端部から流入する第1の上流側部分、移行領域、および前記ガスが出口端部へと流れる第2の下流側部分を備えており、
前記移行領域が、前記第1部分を前記第2部分に流体接続しており、
前記ガス通路は、前記第2部分の前記出口端部で終端しており、
前記ガス通路の前記第1部分は、前記供給端部から前記移行領域まで断面積が単調に減少しており、前記ガス通路の前記第2部分は、前記移行領域から前記第2部分の前記出口端部まで断面積が単調に増加しており、
少なくとも1つのポリマー流体流が、少なくとも1つの、境界が定められたポリマー通路を通って流れており、
前記ポリマー通路は、前記対向加熱壁部の少なくとも一方にある少なくとも1つの開口部において終端しており、
各ポリマー流体流は、前記開口部の各々からフィルムの形態で押し出されており、
各押し出されたポリマーフィルムは、前記ガス通路の前記第2部分において前記ガス流に加わり、前記ポリマーフィルムは、フィブリル化されて、サブミクロン繊維を含む、前記ガス通路の前記第2部分の前記出口端部から出ていく繊維を形成する、プロセス。
各ポリマー通路開口部は、スリットであり、
前記スリットの水力直径は、前記ポリマー通路開口部の断面積の4倍を前記ポリマー通路開口部の内周で割ったものと定義され、
各ポリマー通路開口部の前記水力直径は、約0.025mm(0.001インチ)から約2.540mm(0.100インチ)までの範囲である、プロセス。
(11) 実施態様10に記載のプロセスにおいて、
前記ポリマーフィルムは、前記ポリマー通路開口部の前記水力直径を超えないポリマーフィルムの厚さを有する、プロセス。
(12) 実施態様11に記載のプロセスにおいて、
前記第1および第2の壁部の間の角度を二等分するものとして定義される第1二等分面が、前記第1部分をほぼ等しい体積の二つの半部に幾何学的に分割し、前記第1および第2の壁部の間の角度を二等分するものとして定義される第2二等分面が前記第2部分をほぼ等しい体積の二つの半部に幾何学的に分割する、プロセス。
前記第1および第2の壁部の前記第1二等分面に対する前記二等分角は、前記第1部分において約15度から約40度までの範囲であり、
前記第1および第2の壁部の前記第2二等分面に対する前記二等分角は、前記ガス通路の前記第2部分において約2度から約20度までの範囲である、プロセス。
(14) 実施態様13に記載のプロセスにおいて、
前記ガス通路の前記第1および第2の壁部は、前記第1および第2の二等分面に対して対称な温度状態となるようにほぼ同一の温度に加熱される、プロセス。
(15) 実施態様14に記載のプロセスにおいて、
前記対向加熱壁部の少なくとも一方に、ポリマーフィルムが1つだけ形成され、
ポリマーフィルムが押し出されるポリマー通路開口部の各々が、前記移行領域と前記第2部分の前記出口端部との間に広がる、前記ポリマー通路を含んでいる前記加熱壁部の長さに対して定められた、第2部分の上側半部に配置されている、プロセス。
前記ガス通路の前記第1および第2の壁部は、滑らかに湾曲しており、前記ガス通路の前記移行領域において、前記第1部分における前記対向壁部の湾曲が、いかなる鋭利な角部もなく、前記第2部分における前記対向壁部の湾曲に滑らかに移行する、プロセス。
(17) 実施態様11に記載のプロセスにおいて、
前記対向壁部の一方が熱い壁部であり、他方の壁部が冷たい壁部であり、前記熱い壁部の温度は前記冷たい壁部より少なくとも50℃高く、前記熱い壁部のみが少なくとも1つのポリマー流体通路開口部を有する、プロセス。
(18) 実施態様17に記載のプロセスにおいて、
前記第1部分における前記第1の二等分面に対する前記第1および第2の壁部の前記二等分角は、約15度から約40度までの範囲である、プロセス。
前記第2部分における前記熱い壁部は、約1度から20度までの範囲の角度で前記第1の二等分面から離れ、前記第2部分における前記冷たい壁部は、約0.1度から約15度までの範囲の角度で前記第1の二等分面の方に近づく、プロセス。
(20) 実施態様19に記載のプロセスにおいて、
前記第1の二等分面に対する前記熱い壁部の広がり角と、前記第1の二等分面に対する前記冷たい壁部の収束角との比は、約1:1から約500:1までの範囲にある、プロセス。
(21) 実施態様9に記載のプロセスにおいて、
各ポリマー通路の中心線と、対応するポリマー通路開口部を含む前記壁部との間の角度は、約10度から約100度までの範囲にある、プロセス。
(22) 実施態様21に記載のプロセスにおいて、
各ポリマー通路開口部から押し出された前記ポリマーフィルムは、前記ガス流と共にポリマー繊維化面に沿って流れ、
前記ポリマー繊維化面の前記第1の二分割面に対する配向角度は、時計方向に測って約90度から、反時計方向に測って約45度までの範囲にある、プロセス。
各ポリマー通路開口部に対応する前記ポリマー繊維化面の長さは、前記対応するポリマー通路開口部の前記水力直径の約1000倍よりも小さい、プロセス。
(24) 実施態様23に記載のプロセスにおいて、
前記ガス通路の前記第1および第2の壁部は、滑らかに湾曲しており、前記ガス通路の前記移行領域において、前記第1部分における前記対向壁部の湾曲が、鋭利な角部が全くなく、前記第2部分における前記対向壁部の湾曲に滑らかに移行する、プロセス。
(25) 実施態様24に記載のプロセスにおいて、
前記ガス通路の前記第2部分における前記対向壁部は湾曲していて、前記ガス通路の前記第2部分の内部から見たときに、前記熱い壁部は、前記第2の二等分面から離れるように湾曲する凸形状をしており、前記冷たい壁部は、前記第2の二等分面の方に湾曲する凹形状をしている、プロセス。
前記ガス通路の前記第2部分における、前記熱い壁部の曲率半径の前記冷たい壁部の曲率半径に対する比は、約1:10000から約100:1までの範囲にある、プロセス。
(27) 実施態様11に記載のプロセスにおいて、
前記不織ウェブは、直径が約1ミクロンより小さい繊維を99%より多く含む、プロセス。
(28) 実施態様11に記載のプロセスにおいて、
前記ガス流は、約150キログラム/時間/メーターから約3500キログラム/時間/メーターまでの範囲の質量流量で前記ガス通路に導入される、プロセス。
(29) 実施態様11に記載のプロセスにおいて、
前記ガス流および前記ポリマー流体流は、約40:1よりも小さいガス流/ポリマー流体流の質量流量比で前記第2部分に導入される、プロセス。
(30) 実施態様11に記載のプロセスにおいて、
前記ガス通路の入口における前記ガス流は、温度が50℃より低い、プロセス。
前記不織ウェブ材は、サブミクロンの繊維を35%より多く含んでいる、プロセス。
(32) 実施態様11に記載のプロセスにおいて、
別個の、境界が定められたポリマー通路を通って流れる異なるポリマー流体流として、複数の異なるポリマー材料を提供すること、
をさらに含み、
前記別個の、境界が定められたポリマー通路は、前記対向加熱壁部の少なくとも一方に設けられた開口部において終端しており、
前記異なるポリマー流体流は、前記開口部の各々からフィルム形態で押し出され、前記不織ウェブ材は複数成分の繊維を含む、プロセス。
(33) 実施態様9に記載のプロセスの不織ウェブ製品。
(34) 実施態様9に記載のプロセスの不織ウェブ製品において、
繊維径分布の標準偏差が、約0.5ミクロンよりも小さい、不織ウェブ製品。
(35) 実施態様9に記載のプロセスの不織ウェブ製品において、
繊維径分布の標準偏差が、約0.3ミクロンよりも小さい、不織ウェブ製品。
前記繊維は、ポリオレフィン、ポリエステル、ポリアミド、生物分解性ポリマー、ポリウレタン、ポリスチレン、アルキド樹脂、ポリヒドロキシアルカン酸(polyhydroalkanoic acids)、およびこれらの組合せからなる群から選択されたポリマーからなる、不織ウェブ製品。
(37) 実施態様33に記載の不織ウェブ製品を含む物品。
(38) 実施態様37に記載の物品において、
前記物品は、フィルター、医療用衣服、医療用クリーニングワイプ(medical cleaning wipes)、ハウスラップ(housewrap)構築材、包帯、防護服、バッテリーセパレータ、触媒担体、おむつ、トレーニングパンツ、大人向け失禁パッド、婦人用ケアパッドおよびおりものシートのような月経製品、タンポン、個人用クリーニング用品、個人用ケア用品、および、ベビーワイプ(baby wipe)、顔用ワイプ(facial wipes)、ボディワイプ(body wipes)および婦人用ワイプ(feminine wipes)のような個人用ケアワイプ(personal care wipes)、ならびにこれらの組合せからなる群から選択される、物品
ガス通路を画定する第1および第2の対向壁部であって、
前記壁部の少なくとも一方が、加熱可能であり、
前記ガス通路は、加圧ガス源からの加圧ガスを受け入れ、前記加圧ガスをガス流としてノズル内部で上流から下流の方向に流すように作動することができ、
前記ガス通路は、供給端から前記ガスが流入する第1上流側部分、移行領域、および前記ガスが出口端へと流れる第2下側部分を備え、
前記移行領域が、前記第1部分を前記第2部分に流体接続しており、
前記ガス通路が、前記第2部分の出口端で終端しており、
前記ガス通路の前記第1部分は、前記供給端から前記移行領域へと減少する断面積を有し、前記ガス通路の前記第2部分は、前記移行領域から前記第2部分の前記出口端へ増大する断面積を有する、
第1および第2の対向壁部と、
少なくとも1つの、境界が定められたポリマー通路であって、
前記ポリマー通路は、ポリマー押出機から溶融ポリマーを受け入れ、前記溶融ポリマーを、少なくとも1つの流動可能なポリマー流体流として、前記ガス通路に設けられた前記加熱壁部の少なくとも一方まで流すように作動することができ、
前記ポリマー通路は、前記対向加熱可能壁部の少なくとも1つにおける少なくとも1つの開口部において終端しており、
前記開口部の各々は、加熱可能壁部に、ポリマー流体流をフィルム形態で押し出すように作動することができ、
前記フィルムは、前記ガス通路の前記ガス流に加わって、前記ポリマーフィルムをフィブリル化して、サブミクロンの繊維を含む、前記ガス通路の前記第2部分の前記出口端から出ていく繊維を形成することができる、
少なくとも1つの、境界が定められたポリマー通路と、
を備える、装置。
ポリマーフィルムが押し出される前記少なくとも1つのポリマー通路開口部は、前記ガス通路の前記第2部分に配置されている、装置。
(41) 実施態様39に記載の装置において、
ポリマーフィルムが押し出される前記少なくとも1つのポリマー通路開口部は、前記移行領域と前記第2部分の前記出口端との間に広がる、前記ポリマー通路を含む前記加熱壁部の長さに対して定められた、第2部分の下側下流半部に配置されている、装置。
Claims (51)
- 不織ウェブを作るプロセスにおいて、
加圧ガス流が、第1および第2の対向壁部の間に制限されているガス通路内を流れ、
これら対向壁部の少なくとも一方が、加熱されており、
前記ガス通路は、前記ガスが供給端部から流入する第1の上流側部分、移行領域、および前記ガスが出口端部へと流れる第2の下流側部分を備えており、
前記移行領域が、前記第1部分を前記第2部分に流体接続しており、
前記ガス通路は、前記第2部分の前記出口端部で終端しており、
前記ガス通路の前記第1部分は、前記供給端部から前記移行領域まで断面積が減少しており、前記ガス通路の前記第2部分は、前記移行領域から前記第2部分の前記出口端部まで断面積が増加しており、
少なくとも1つのポリマー流体流が、少なくとも1つの、境界が定められたポリマー通路を通って流れており、
前記ポリマー通路は、加熱された前記対向壁部の少なくとも一方に設けられた少なくとも1つの開口部において終端しており、
各ポリマー流体流は、前記開口部の各々からフィルムの形態で押し出されて、加熱壁部表面上に、押し出されたポリマーフィルムを提供し、
各押し出されたポリマーフィルムは、前記ガス流に加わり、前記ポリマーフィルムは、フィブリル化されて、直径がサブミクロンの繊維を含む、前記ガス通路の前記第2部分の前記出口端部から出ていく繊維を形成する、プロセス。 - 請求項1に記載のプロセスにおいて、
前記ガス流は、150キログラム/時間/メーターから、3500キログラム/時間/メーターまでの範囲の質量流量で前記ガス通路に導入される、プロセス。 - 請求項1に記載のプロセスにおいて、
前記ガス流および前記ポリマー流体流は、40:1より低いガス流/ポリマー流体流の質量流量比で導入される、プロセス。 - 請求項1に記載のプロセスにおいて、
前記ガス通路の入口における前記ガス流は、温度が50℃より低い、プロセス。 - 請求項1に記載のプロセスにおいて、
前記不織ウェブ材は、直径がサブミクロンの繊維を35%より多く含んでいる、プロセス。 - 請求項1に記載のプロセスにおいて、
前記繊維の繊維径分布の標準偏差が、0.5ミクロンより小さい、プロセス。 - 請求項1に記載のプロセスにおいて、
前記繊維の繊維径分布の標準偏差が、0.3ミクロンよりも小さい、プロセス。 - 請求項1に記載のプロセスにおいて、
前記繊維は、ポリオレフィン、ポリエステル、ポリアミド、生物分解性ポリマー、ポリウレタン、ポリスチレン、アルキド樹脂、ポリヒドロキシアルカン酸、およびこれらの組合せからなる群から選択されたポリマーからなる、プロセス。 - 不織ウェブを作るプロセスにおいて、
加圧ガス流が、第1および第2の対向壁部の間に制限されているガス通路内を流れ、
これら対向壁部の少なくとも一方が、加熱されており、
前記ガス通路は、前記ガスが供給端部から流入する第1の上流側部分、移行領域、および前記ガスが出口端部へと流れる第2の下流側部分を備えており、
前記移行領域が、前記第1部分を前記第2部分に流体接続しており、
前記ガス通路は、前記第2部分の前記出口端部で終端しており、
前記ガス通路の前記第1部分は、前記供給端部から前記移行領域まで断面積が単調に減少しており、前記ガス通路の前記第2部分は、前記移行領域から前記第2部分の前記出口端部まで断面積が単調に増加しており、
少なくとも1つのポリマー流体流が、少なくとも1つの、境界が定められたポリマー通路を通って流れており、
前記ポリマー通路は、加熱された前記対向壁部の少なくとも一方にある少なくとも1つの開口部において終端しており、
各ポリマー流体流は、前記開口部の各々からフィルムの形態で押し出されて、加熱壁部表面上に、押し出されたポリマーフィルムを提供し、
各押し出されたポリマーフィルムは、前記ガス通路の前記第2部分において前記ガス流に加わり、前記ポリマーフィルムは、フィブリル化されて、サブミクロン繊維を含む、前記ガス通路の前記第2部分の前記出口端部から出ていく繊維を形成する、プロセス。 - 請求項9に記載のプロセスにおいて、
各ポリマー通路開口部は、スリットであり、
前記スリットの水力直径は、前記ポリマー通路開口部の断面積の4倍を前記ポリマー通路開口部の内周で割ったものと定義され、
各ポリマー通路開口部の前記水力直径は、0.025mm(0.001インチ)から2.540mm(0.100インチ)までの範囲である、プロセス。 - 請求項10に記載のプロセスにおいて、
前記第1および第2の壁部の間の角度を二等分するものとして定義される第1二等分面が、前記第1部分をほぼ等しい体積の二つの半部に幾何学的に分割し、
前記第1および第2の壁部の間の角度を二等分するものとして定義される第2二等分面が、前記第2部分をほぼ等しい体積の二つの半部に幾何学的に分割する、プロセス。 - 請求項11に記載のプロセスにおいて、
前記第1および第2の壁部の前記第1二等分面に対する前記二等分角は、前記第1部分において15度から40度までの範囲であり、
前記第1および第2の壁部の前記第2二等分面に対する前記二等分角は、前記ガス通路の前記第2部分において2度から20度までの範囲である、プロセス。 - 請求項12に記載のプロセスにおいて、
前記ガス通路の前記第1および第2の壁部は、前記第1および第2の二等分面に対して対称な温度状態となるようにほぼ同一の温度に加熱される、プロセス。 - 請求項13に記載のプロセスにおいて、
前記対向加熱壁部の少なくとも一方に、ポリマーフィルムが1つだけ形成され、
ポリマーフィルムが押し出されるポリマー通路開口部のそれぞれが、前記移行領域と前記第2部分の前記出口端部との間に広がる、前記ポリマー通路を含んでいる前記加熱壁部の長さに対して定められた、第2部分の上側半部に配置されている、プロセス。 - 請求項14に記載のプロセスにおいて、
前記ガス通路の前記第1および第2の壁部は、滑らかに湾曲しており、前記ガス通路の前記移行領域において、前記第1部分における前記対向壁部の湾曲が、いかなる鋭利な角部もなく、前記第2部分における前記対向壁部の湾曲に滑らかに移行する、プロセス。 - 請求項10に記載のプロセスにおいて、
前記対向壁部の一方が熱い壁部であり、他方の壁部が冷たい壁部であり、前記熱い壁部の温度は前記冷たい壁部より少なくとも50℃高く、前記熱い壁部のみが少なくとも1つのポリマー流体通路開口部を有する、プロセス。 - 請求項16に記載のプロセスにおいて、
前記第1部分における前記第1の二等分面に対する前記第1および第2の壁部の前記二等分角は、15度から40度までの範囲である、プロセス。 - 請求項17に記載のプロセスにおいて、
前記第2部分における前記熱い壁部は、1度から20度までの範囲の角度で前記第1の二等分面から離れ、前記第2部分における前記冷たい壁部は、0.1度から15度までの範囲の角度で前記第1の二等分面の方に近づく、プロセス。 - 請求項9に記載のプロセスにおいて、
各ポリマー通路の中心線と、対応するポリマー通路開口部を含む前記壁部との間の角度は、10度から100度までの範囲にある、プロセス。 - 請求項19に記載のプロセスにおいて、
各ポリマー通路開口部から押し出された前記ポリマーフィルムは、前記ガス流と共にポリマー繊維化面に沿って流れ、
前記ポリマー繊維化面の前記第1の二分割面に対する配向角度は、時計方向に測って90度から、反時計方向に測って45度までの範囲にある、プロセス。 - 請求項20に記載のプロセスにおいて、
各ポリマー通路開口部に対応する前記ポリマー繊維化面の長さは、前記対応するポリマー通路開口部の前記水力直径の1000倍よりも小さい、プロセス。 - 請求項21に記載のプロセスにおいて、
前記ガス通路の前記第1および第2の壁部は、滑らかに湾曲しており、前記ガス通路の前記移行領域において、前記第1部分における前記対向壁部の湾曲が、鋭利な角部が全くなく、前記第2部分における前記対向壁部の湾曲に滑らかに移行する、プロセス。 - 請求項22に記載のプロセスにおいて、
前記ガス通路の前記第2部分における前記対向壁部は湾曲していて、前記ガス通路の前記第2部分の内部から見たときに、前記熱い壁部は、前記第2の二等分面から離れるように湾曲する凸形状をしており、前記冷たい壁部は、前記第2の二等分面の方に湾曲する凹形状をしている、プロセス。 - 請求項18に記載のプロセスにおいて、
前記ガス通路の前記第2部分における、前記熱い壁部の曲率半径の前記冷たい壁部の曲率半径に対する比は、1:10000から100:1までの範囲にある、プロセス。 - 請求項10に記載のプロセスにおいて、
前記不織ウェブは、直径が1ミクロンより小さい繊維を99%より多く含む、プロセス。 - 請求項10に記載のプロセスにおいて、
前記ガス流は、150キログラム/時間/メーターから3500キログラム/時間/メーターまでの範囲の質量流量で前記ガス通路に導入される、プロセス。 - 請求項10に記載のプロセスにおいて、
前記ガス流および前記ポリマー流体流は、40:1よりも小さいガス流/ポリマー流体流の質量流量比で前記第2部分に導入される、プロセス。 - 請求項10に記載のプロセスにおいて、
前記ガス通路の入口における前記ガス流は、温度が50℃より低い、プロセス。 - 請求項10に記載のプロセスにおいて、
前記不織ウェブ材は、サブミクロンの繊維を35%より多く含んでいる、プロセス。 - 請求項10に記載のプロセスにおいて、
別個の、境界が定められたポリマー通路を通って流れる異なるポリマー流体流として、複数の異なるポリマー材料を提供すること、
をさらに含み、
前記別個の、境界が定められたポリマー通路は、前記対向加熱壁部の少なくとも一方に設けられた開口部において終端しており、
前記異なるポリマー流体流は、前記開口部の各々からフィルム形態で押し出され、前記不織ウェブ材は複数成分の繊維を含む、プロセス。 - サブミクロンサイズの繊維を形成するための装置において、
ガス通路を画定する第1および第2の対向壁部であって、
前記壁部の少なくとも一方が、加熱可能であり、
前記ガス通路は、加圧ガス源からの加圧ガスを受け入れ、前記加圧ガスをガス流として前記第1および第2の対向壁部内部で上流から下流の方向に流すように作動することができ、
前記ガス通路は、供給端から前記ガスが流入する第1上流側部分、移行領域、および前記ガスが出口端へと流れる第2下側部分を備え、
前記移行領域が、前記第1部分を前記第2部分に流体接続しており、
前記ガス通路が、前記第2部分の出口端で終端しており、
前記ガス通路の前記第1部分は、前記供給端から前記移行領域へと減少する断面積を有し、前記ガス通路の前記第2部分は、前記移行領域から前記第2部分の前記出口端へ増大する断面積を有する、
第1および第2の対向壁部と、
少なくとも1つの、境界が定められたポリマー通路であって、
前記ポリマー通路は、ポリマー押出機から溶融ポリマーを受け入れ、前記溶融ポリマーを、少なくとも1つの流動可能なポリマー流体流として、前記ガス通路に設けられた加熱可能な前記壁部の少なくとも一方まで流すように作動することができ、
前記ポリマー通路は、加熱可能な前記対向壁部の少なくとも1つにおける少なくとも1つのポリマー通路開口部において終端しており、
前記開口部の各々は、加熱可能壁部に、ポリマー流体流をフィルム形態で押し出すように作動することができ、
前記フィルムは、前記ガス通路の前記ガス流に加わって、前記ポリマーフィルムをフィブリル化して、サブミクロンの繊維を含む、前記ガス通路の前記第2部分の前記出口端から出ていく繊維を形成することができる、
少なくとも1つの、境界が定められたポリマー通路と、
を備える、装置。 - 請求項18に記載のプロセスにおいて、
前記第1の二等分面に対する前記熱い壁部の広がり角と、前記第1の二等分面に対する前記冷たい壁部の収束角との比は、1:1から500:1までの範囲にある、プロセス。 - 請求項1に記載のプロセスにおいて、
前記ポリマーフィルムを前記直径がサブミクロンの繊維にフィブリル化するのに有効な、前記ガス通路内部を流れる前記ガス流により、前記加熱壁部表面に前記押し出されたポリマーフィルムを当てること、
をさらに含む、プロセス。 - 請求項9に記載のプロセスにおいて、
前記ポリマーフィルムを前記直径がサブミクロンの繊維にフィブリル化するのに有効な、前記ガス通路内部を流れる前記ガス流により、前記加熱壁部表面に前記押し出されたポリマーフィルムを当てること、
をさらに含む、プロセス。 - 請求項31に記載の装置において、
ポリマーフィルムが押し出される前記少なくとも1つのポリマー通路開口部は、前記ガス通路の前記第2部分に配置されている、装置。 - 請求項31に記載の装置において、
ポリマーフィルムが押し出される前記少なくとも1つのポリマー通路開口部は、加熱可能でありかつ前記少なくとも1つのポリマー通路開口部を有する前記対向壁部の前記少なくとも1つの壁部の長さに対して定められた、前記第2部分の下側下流半部に配置されており、
前記長さは、前記移行領域と前記第2部分の前記出口端との間に延びる、装置。 - 請求項31に記載の装置において、
前記ガス通路の前記第1部分は、前記供給端から前記移行領域まで断面積が単調に減少しており、前記ガス通路の前記第2部分は、前記移行領域から前記第2部分の前記出口端まで断面積が単調に増加している、装置。 - 請求項31に記載の装置において、
前記第1部分における前記第1および第2の壁部の間の第1の空間の第1の角度二等分線として定義される第1の二等分面が、前記第1部分を、ほぼ等しい体積であり、前記第1の角度二等分線と前記第1の壁部および第2の壁部との間にそれぞれ定められる第1および第2の二等分角を備える二つの半部に幾何学的に分割し、前記第2部分における前記第1および第2の壁部の間に定められる第2の空間の第2の角度二等分線として定義される第2の二等分面が、前記第2部分を、ほぼ等しい体積であり、前記第2の角度二等分線と前記第1の壁部および第2の壁部との間にそれぞれ定められる第3および第4の二等分角を備える二つの半部に幾何学的に分割する、装置。 - 請求項38に記載の装置において、
前記第1の二等分面に対する前記第1および第2の壁部の前記第1および第2の二等分角はそれぞれ、前記ガス通路の前記第1部分において15度から40度の範囲にあり、
前記第2の二等分面に対する前記第1および第2の壁部の前記第3および第4の二等分角はそれぞれ、前記ガス通路の前記第2部分において2度から20度の範囲にある、装置。 - 請求項38に記載の装置において、
前記第2部分における加熱可能な前記対向壁部の前記少なくとも1つは、1度から20度の範囲の広がり角で、前記第2の二等分面からそれており、
前記第2部分における前記対向壁部のもう一方は、0.1度から15度の範囲の収束角で、前記第2の二等分面に向かって収束する、装置。 - 請求項40に記載の装置において、
前記第2の二等分面に対する加熱可能な前記対向壁部の前記少なくとも1つの前記広がり角と、前記第2の二等分面に対する前記対向壁部のもう一方の前記収束角との比は、1:1から500:1までの範囲にある、装置。 - 請求項38に記載の装置において、
前記装置は、前記少なくとも1つのポリマー流体通路開口部のそれぞれから押し出されるポリマーフィルムが、時計方向に測定した90度から反時計方向に測定した45度までの範囲にある、前記第2の二等分面に対する向きの角度を有するポリマーフィブリル化面に沿って、ガス流と共に流れることができるように、作動できる、装置。 - 請求項42に記載の装置において、
前記少なくとも1つのポリマー流体通路開口部のそれぞれに対応する前記ポリマーフィブリル化面の長さが、前記少なくとも1つのポリマー流体通路開口部.の水力直径の1000倍未満である、装置。 - 請求項38に記載の装置において、
前記ガス通路の前記第2部分における前記対向壁部は、湾曲しており、
前記ガス通路の前記第2部分内部から見たときに、加熱可能な前記対向壁部の前記少なくとも1つは、前記第2の二等分面から離れるように湾曲する凸形状を有し、前記対向壁部のもう一方は、前記第2の二等分面の方へ湾曲する凹形状を有する、装置。 - 請求項44に記載の装置において、
前記ガス通路の前記第2部分における前記対向壁部の曲率半径に対する、加熱可能な前記対向壁部の前記少なくとも1つの曲率半径の比は、1:10000から100:1までの範囲にある、装置。 - 請求項31に記載の装置において、
前記ガス通路の前記第1および第2の壁部は、滑らかに湾曲しており、
前記第1部分における前記対向壁部の湾曲が、前記ガス通路の前記移行領域において、鋭利な角部を有することなく、前記第2部分における前記対向壁部の湾曲に滑らかに移行している、装置。 - 請求項31に記載の装置において、
前記装置は、ポリマーフィルムが、加熱可能な前記少なくとも1つの対向壁部のうち1つのみに形成されるように作動でき、ポリマーフィルムが押し出される前記少なくとも1つのポリマー流体通路開口部のそれぞれは、前記移行領域と前記第2部分の前記出口端との間で、加熱可能な前記対向壁部の前記少なくとも1つの壁部の長さに対して定められた、前記第2部分の上側半部に配置されている、装置。 - 請求項31に記載の装置において、
前記少なくとも1つのポリマー通路開口部は、スリットを含み、前記スリットの水力直径は、前記スリットの断面積の4倍を前記スリットの内周で割ったものと定義され、前記スリットの前記水力直径は、0.025mm(0.001インチ)から2.540mm(0.100インチ)までの範囲である、装置。 - 請求項31に記載の装置において、
前記少なくとも1つのポリマー通路開口部の中心線と、前記少なくとも1つのポリマー通路開口部を含む、加熱可能な前記対向壁部の前記少なくとも1つとの間に定められる角度は、10度から100度までの範囲にある、装置。 - 請求項31に記載の装置において、
加熱可能な前記対向壁部の前記少なくとも1つは、前記対向壁部のもう一方より少なくとも50℃高い温度まで加熱されることができ、加熱可能な前記対向壁部の前記少なくとも1つのみが、前記少なくとも1つのポリマー流体通路開口部を有する、装置。 - 請求項31に記載の装置において、
二等分面が、前記第1および第2部分双方における前記第1および第2の壁部の間の前記空間を二等分し、
前記ガス通路の前記第1および第2の壁部は、前記二等分面に対して対称な熱的状態を与えるように作動できる、ほぼ同じ温度まで加熱されることができる、装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/550,624 | 2006-10-18 | ||
| US11/550,624 US7666343B2 (en) | 2006-10-18 | 2006-10-18 | Process and apparatus for producing sub-micron fibers, and nonwovens and articles containing same |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012089937A Division JP5714534B2 (ja) | 2006-10-18 | 2012-04-11 | サブミクロン繊維を生産するプロセスおよび装置、ならびに不織布およびその不織布を含む物品 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008156807A JP2008156807A (ja) | 2008-07-10 |
| JP2008156807A5 JP2008156807A5 (ja) | 2012-05-31 |
| JP5133025B2 true JP5133025B2 (ja) | 2013-01-30 |
Family
ID=38920635
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007270394A Expired - Fee Related JP5133025B2 (ja) | 2006-10-18 | 2007-10-17 | サブミクロン繊維を生産するプロセスおよび装置、ならびに不織布およびその不織布を含む物品 |
| JP2012089937A Expired - Fee Related JP5714534B2 (ja) | 2006-10-18 | 2012-04-11 | サブミクロン繊維を生産するプロセスおよび装置、ならびに不織布およびその不織布を含む物品 |
| JP2014237618A Expired - Fee Related JP5992493B2 (ja) | 2006-10-18 | 2014-11-25 | 不織ウェブ製品を作るプロセス |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012089937A Expired - Fee Related JP5714534B2 (ja) | 2006-10-18 | 2012-04-11 | サブミクロン繊維を生産するプロセスおよび装置、ならびに不織布およびその不織布を含む物品 |
| JP2014237618A Expired - Fee Related JP5992493B2 (ja) | 2006-10-18 | 2014-11-25 | 不織ウェブ製品を作るプロセス |
Country Status (17)
| Country | Link |
|---|---|
| US (4) | US7666343B2 (ja) |
| EP (1) | EP1918430B1 (ja) |
| JP (3) | JP5133025B2 (ja) |
| KR (2) | KR101462276B1 (ja) |
| CN (3) | CN102154717B (ja) |
| AR (2) | AR063271A1 (ja) |
| AU (2) | AU2007219330B2 (ja) |
| BR (1) | BRPI0703962B1 (ja) |
| CA (1) | CA2605101C (ja) |
| CO (1) | CO5910043A1 (ja) |
| DE (1) | DE602007002029D1 (ja) |
| ES (1) | ES2329945T3 (ja) |
| HK (2) | HK1158713A1 (ja) |
| IL (3) | IL186624A (ja) |
| MX (1) | MX2007012873A (ja) |
| SG (1) | SG142258A1 (ja) |
| ZA (1) | ZA200708706B (ja) |
Families Citing this family (89)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7892993B2 (en) | 2003-06-19 | 2011-02-22 | Eastman Chemical Company | Water-dispersible and multicomponent fibers from sulfopolyesters |
| US8513147B2 (en) * | 2003-06-19 | 2013-08-20 | Eastman Chemical Company | Nonwovens produced from multicomponent fibers |
| US20040260034A1 (en) | 2003-06-19 | 2004-12-23 | Haile William Alston | Water-dispersible fibers and fibrous articles |
| EP1945445A4 (en) * | 2005-10-19 | 2012-05-30 | 3M Innovative Properties Co | MULTILAYER ARTICLES WITH SOUND DAMPING PROPERTIES AND METHOD FOR THE PRODUCTION AND USE THEREOF |
| US8277711B2 (en) * | 2007-03-29 | 2012-10-02 | E I Du Pont De Nemours And Company | Production of nanofibers by melt spinning |
| US8859843B2 (en) | 2009-02-27 | 2014-10-14 | The Procter & Gamble Company | Absorbent article with containment barrier |
| US20110196325A1 (en) * | 2010-02-10 | 2011-08-11 | Olaf Erik Alexander Isele | Absorbent Article with Containment Barrier |
| US8512519B2 (en) * | 2009-04-24 | 2013-08-20 | Eastman Chemical Company | Sulfopolyesters for paper strength and process |
| JP5819832B2 (ja) | 2009-09-01 | 2015-11-24 | スリーエム イノベイティブ プロパティズ カンパニー | ナノ繊維ウェブを形成するためのノズル、装置、システム及び方法、並びにこの方法によって作製される物品 |
| EP2533743A1 (en) | 2010-02-10 | 2012-12-19 | The Procter & Gamble Company | Absorbent article with bonded web material |
| CN102753127B (zh) * | 2010-02-10 | 2016-01-20 | 宝洁公司 | 用于吸收制品的材料纤维网 |
| US8679218B2 (en) | 2010-04-27 | 2014-03-25 | Hollingsworth & Vose Company | Filter media with a multi-layer structure |
| JP5718911B2 (ja) * | 2010-04-30 | 2015-05-13 | 国立大学法人山梨大学 | ポリオレフィンナノフィラメント多孔質シートからなる電池用セパレータ |
| BR112013000101A2 (pt) | 2010-07-02 | 2016-05-17 | Procter & Gamble | filamentos compreendendo mantas de não tecido com agente ativo e métodos de fabricação dos mesmos |
| EP2588589B2 (en) | 2010-07-02 | 2023-07-19 | The Procter & Gamble Company | Process for the production of a detergent product |
| CA2803382C (en) | 2010-07-02 | 2015-03-31 | The Procter & Gamble Company | Method for delivering an active agent |
| BR112012033414B1 (pt) * | 2010-07-02 | 2021-07-13 | The Procter & Gamble Company | Artigo de estrutura de manta fibrosa dissolvível que compreende agentes ativos |
| US9273417B2 (en) | 2010-10-21 | 2016-03-01 | Eastman Chemical Company | Wet-Laid process to produce a bound nonwoven article |
| US10155186B2 (en) | 2010-12-17 | 2018-12-18 | Hollingsworth & Vose Company | Fine fiber filter media and processes |
| US20120152821A1 (en) | 2010-12-17 | 2012-06-21 | Hollingsworth & Vose Company | Fine fiber filter media and processes |
| US9051200B2 (en) * | 2011-04-05 | 2015-06-09 | Nichias Corporation | Disk roll and base material thereof |
| US9666848B2 (en) * | 2011-05-20 | 2017-05-30 | Dreamweaver International, Inc. | Single-layer lithium ion battery separator |
| EP2710174A1 (en) | 2011-05-20 | 2014-03-26 | The Procter and Gamble Company | Fiber of starch- polymer -oil compositions |
| WO2012162130A1 (en) | 2011-05-20 | 2012-11-29 | The Procter & Gamble Company | Fibers of polymer-wax compositions |
| EP2710058B1 (en) | 2011-05-20 | 2018-07-25 | The Procter and Gamble Company | Fibers of polymer-oil compositions |
| US20130089747A1 (en) | 2011-05-20 | 2013-04-11 | William Maxwell Allen, Jr. | Fibers of Polymer-Wax Compositions |
| US9827696B2 (en) | 2011-06-17 | 2017-11-28 | Fiberweb, Llc | Vapor-permeable, substantially water-impermeable multilayer article |
| US10369769B2 (en) | 2011-06-23 | 2019-08-06 | Fiberweb, Inc. | Vapor-permeable, substantially water-impermeable multilayer article |
| WO2012177996A2 (en) | 2011-06-23 | 2012-12-27 | Fiberweb, Inc. | Vapor permeable, substantially water impermeable multilayer article |
| US9765459B2 (en) | 2011-06-24 | 2017-09-19 | Fiberweb, Llc | Vapor-permeable, substantially water-impermeable multilayer article |
| US9469920B2 (en) * | 2011-10-12 | 2016-10-18 | Korea University Research And Business Foundation | Electrospinning device |
| US8496088B2 (en) | 2011-11-09 | 2013-07-30 | Milliken & Company | Acoustic composite |
| US9139802B2 (en) * | 2012-01-04 | 2015-09-22 | The Procter & Gamble Company | Active containing fibrous structures with multiple regions |
| US10694917B2 (en) | 2012-01-04 | 2020-06-30 | The Procter & Gamble Company | Fibrous structures comprising particles and methods for making same |
| US8840757B2 (en) | 2012-01-31 | 2014-09-23 | Eastman Chemical Company | Processes to produce short cut microfibers |
| US8668854B2 (en) | 2012-06-07 | 2014-03-11 | Verdex Technologies, Inc. | Process and apparatus for producing nanofibers using a two phase flow nozzle |
| CN104582945A (zh) | 2012-08-13 | 2015-04-29 | 宝洁公司 | 带有视觉上不同的粘结部位的多层的非织造纤维网及制备方法 |
| US9186608B2 (en) | 2012-09-26 | 2015-11-17 | Milliken & Company | Process for forming a high efficiency nanofiber filter |
| US10301746B2 (en) | 2012-10-16 | 2019-05-28 | Avintiv Specialty Materials, Inc. | Multi-zone spinneret, apparatus and method for making filaments and nonwoven fabrics therefrom |
| EP2922678A1 (en) | 2012-11-20 | 2015-09-30 | iMFLUX Inc. | Method of molding thermoplastic polymer compositions comprising hydroxylated lipids |
| US20140142225A1 (en) | 2012-11-20 | 2014-05-22 | The Procter & Gamble Company | Starch-Thermoplastic Polymer-Soap Compositions and Methods of Making and Using the Same |
| EP2922909A1 (en) | 2012-11-20 | 2015-09-30 | The Procter & Gamble Company | Thermoplastic polymer compositions comprising hydrogenated castor oil, methods of making, and non-migrating articles made therefrom |
| CN104797648A (zh) | 2012-11-20 | 2015-07-22 | 宝洁公司 | 聚合物-油脂组合物及其制备和使用方法 |
| EP2922908A2 (en) | 2012-11-20 | 2015-09-30 | The Procter & Gamble Company | Polymer-soap compositions and methods of making and using the same |
| US20140142226A1 (en) | 2012-11-20 | 2014-05-22 | The Procter & Gamble Company | Starch-Thermoplastic Polymer-Grease Compositions and Methods of Making and Using the Same |
| EP2934766B1 (de) * | 2012-12-19 | 2017-07-19 | Henkel AG & Co. KGaA | Verfahren zum schalldämmen und/oder schallisolieren von bauteilen |
| EP2778270A1 (en) | 2013-03-15 | 2014-09-17 | Fibertex Personal Care A/S | Nonwoven substrates having fibrils |
| US20140272359A1 (en) | 2013-03-15 | 2014-09-18 | The Procter & Gamble Company | Nonwoven substrates |
| US20140259483A1 (en) | 2013-03-15 | 2014-09-18 | The Procter & Gamble Company | Wipes with improved properties |
| US9205006B2 (en) | 2013-03-15 | 2015-12-08 | The Procter & Gamble Company | Absorbent articles with nonwoven substrates having fibrils |
| US20140272223A1 (en) | 2013-03-15 | 2014-09-18 | The Procter & Gamble Company | Packages for articles of commerce |
| US9504610B2 (en) | 2013-03-15 | 2016-11-29 | The Procter & Gamble Company | Methods for forming absorbent articles with nonwoven substrates |
| US9303357B2 (en) | 2013-04-19 | 2016-04-05 | Eastman Chemical Company | Paper and nonwoven articles comprising synthetic microfiber binders |
| EP2999447B1 (en) | 2013-05-20 | 2019-10-23 | The Procter and Gamble Company | Nonwoven webs with visually distinct bond sites and method of making |
| US9694306B2 (en) * | 2013-05-24 | 2017-07-04 | Hollingsworth & Vose Company | Filter media including polymer compositions and blends |
| DK3024645T3 (da) * | 2013-07-26 | 2024-03-04 | Lm Wind Power As | En hybridmaterialemåtte |
| CN103510164B (zh) * | 2013-09-26 | 2016-06-29 | 苏州大学 | 应用于制备纳米纤维的熔喷喷嘴部件及喷嘴装置 |
| US9605126B2 (en) | 2013-12-17 | 2017-03-28 | Eastman Chemical Company | Ultrafiltration process for the recovery of concentrated sulfopolyester dispersion |
| US9598802B2 (en) | 2013-12-17 | 2017-03-21 | Eastman Chemical Company | Ultrafiltration process for producing a sulfopolyester concentrate |
| JP6364804B2 (ja) * | 2014-02-14 | 2018-08-01 | セイコーエプソン株式会社 | シート製造装置、原料解繊装置 |
| US20150315350A1 (en) | 2014-04-22 | 2015-11-05 | The Procter & Gamble Company | Compositions in the Form of Dissolvable Solid Structures |
| RU2677084C2 (ru) | 2014-09-10 | 2019-01-15 | Дзе Проктер Энд Гэмбл Компани | Нетканое полотно |
| US10300420B2 (en) | 2014-12-19 | 2019-05-28 | The Procter & Gamble Company | Method of filtering particulates from the air using a composite filter substrate comprising a mixture of fibers |
| US20160175751A1 (en) | 2014-12-19 | 2016-06-23 | The Procter & Gamble Company | Composite filter substrate comprising a mixture of fibers |
| JP6907128B2 (ja) | 2015-05-29 | 2021-07-21 | アビンティブ・スペシャルティ・マテリアルズ・インコーポレイテッドAVINTIV Specialty Materials Inc. | 撥アルコール剤で処理された不織布 |
| CN104947208B (zh) * | 2015-07-02 | 2019-04-30 | 南通百博丝纳米科技有限公司 | 制备纳米纤维的喷丝装置及纺丝装置 |
| MX2018010251A (es) | 2016-02-25 | 2018-12-12 | Avintiv Specialty Materials Inc | Telas no tejidas con aditivo mejorador de las propiedades de barrera. |
| US20200289249A1 (en) * | 2016-03-03 | 2020-09-17 | The Board Of Regents Of The University Of Texas System | Usage of melt spun polyolefin fine fibers for skin regeneration and mesh implantation |
| CA3014673C (en) | 2016-03-09 | 2021-05-25 | The Procter & Gamble Company | Absorbent articles |
| CN105734698A (zh) * | 2016-05-12 | 2016-07-06 | 苏州大学 | 一种超音速气泡纺丝装置 |
| KR101821049B1 (ko) * | 2016-07-15 | 2018-01-23 | 한국과학기술원 | 1차원의 고분자 나노섬유들이 준정렬된 그리드 형상으로 직교하여 적층되어 기공 분포 및 기공 크기가 제어된 3차원 고분자 나노섬유 멤브레인 및 그 제조방법 |
| JP6772047B2 (ja) * | 2016-12-13 | 2020-10-21 | 花王株式会社 | 不織布及びその製造方法 |
| MX2019008761A (es) | 2017-01-27 | 2019-09-18 | Procter & Gamble | Composiciones en la forma de estructuras solidas solubles que comprenden particulas aglomeradas efervescentes. |
| CN107299401B (zh) * | 2017-07-17 | 2019-10-15 | 苏州大学 | 膜纺装置及微纳米材料制备方法 |
| CA3074944A1 (en) | 2017-09-08 | 2019-03-14 | Board Of Regents Of The University Of Texas System | Mechanoluminescence polymer doped fabrics and methods of making |
| EP3466385B1 (en) | 2017-10-06 | 2020-05-27 | The Procter & Gamble Company | Absorbent article or wipe comprising a nonwoven material with bicomponent fibers comprising antimony-free polyethylene terephthalate |
| EP3466388B1 (en) | 2017-10-06 | 2020-05-20 | The Procter & Gamble Company | Absorbent article comprising a nonwoven material with antimony-free polyethylene terephthalate |
| CN109746431A (zh) * | 2017-11-01 | 2019-05-14 | 南京理工大学 | 亚微米硝酸钾纤维的制备方法 |
| WO2019104240A1 (en) | 2017-11-22 | 2019-05-31 | Extrusion Group, LLC | Meltblown die tip assembly and method |
| CN109056085A (zh) * | 2018-08-01 | 2018-12-21 | 南通纺织丝绸产业技术研究院 | 熔喷喷嘴结构 |
| US11666514B2 (en) | 2018-09-21 | 2023-06-06 | The Procter & Gamble Company | Fibrous structures containing polymer matrix particles with perfume ingredients |
| WO2020172207A1 (en) | 2019-02-20 | 2020-08-27 | Board Of Regents, University Of Texas System | Handheld/portable apparatus for the production of microfibers, submicron fibers and nanofibers |
| JP7381613B2 (ja) | 2019-06-28 | 2023-11-15 | ザ プロクター アンド ギャンブル カンパニー | アニオン性界面活性剤を含有する溶解性固体繊維性物品 |
| EP4061631A1 (en) | 2019-11-18 | 2022-09-28 | Berry Global, Inc. | Nonwoven fabric having high thermal resistance and barrier properties |
| US20210290993A1 (en) | 2020-03-20 | 2021-09-23 | Berry Global, Inc. | Nonwoven Filtration Media |
| US20210363690A1 (en) | 2020-05-19 | 2021-11-25 | Berry Global, Inc. | Fabrics with Improved Barrier Properties |
| WO2022027067A1 (en) | 2020-07-31 | 2022-02-03 | The Procter & Gamble Company | Water-soluble fibrous pouch containing prills for hair care |
| CN112316567B (zh) * | 2020-10-19 | 2022-07-22 | 江苏大学 | 一种纳米纤维过滤薄膜及其制备方法和装置 |
| US20240059870A1 (en) | 2022-08-22 | 2024-02-22 | Berry Global, Inc. | Small-sized calcium carbonate particles in nonwovens and films |
Family Cites Families (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE787033A (ja) | 1971-08-06 | 1973-02-01 | Solvay | |
| US4211737A (en) | 1974-11-19 | 1980-07-08 | Montedison S.P.A. | Process for producing synthetic fibers for use in paper-making |
| US4536361A (en) | 1978-08-28 | 1985-08-20 | Torobin Leonard B | Method for producing plastic microfilaments |
| CA1284411C (en) | 1984-08-30 | 1991-05-28 | Kimberly-Clark Worldwide, Inc. | Extrusion process and an extrusion die with a central air jet |
| DE3506924A1 (de) | 1985-02-27 | 1986-09-04 | Reifenhäuser GmbH & Co Maschinenfabrik, 5210 Troisdorf | Einrichtung fuer das spinnen von monofilfaeden aus thermoplastischem kunststoff |
| GB2187133B (en) | 1986-02-28 | 1989-11-08 | Extrusion Systems Ltd | Spinning die for use in the production of blown fibre |
| DE3701531A1 (de) | 1987-01-21 | 1988-08-04 | Reifenhaeuser Masch | Verfahren und anlage zur herstellung von einem spinnvlies |
| DE3713862A1 (de) | 1987-04-25 | 1988-11-10 | Reifenhaeuser Masch | Verfahren und spinnvliesanlage zur herstellung eines spinnvlieses aus synthetischem endlosfilament |
| GB2203764B (en) | 1987-04-25 | 1991-02-13 | Reifenhaeuser Masch | Production of spun fleece from continuous synthetic filaments |
| KR0125769B1 (ko) | 1987-11-20 | 1997-12-29 | . | 부직 웨브의 제조방법 |
| JP2543548B2 (ja) * | 1987-12-11 | 1996-10-16 | 旭化成工業株式会社 | ポリプロピレン極細繊維不織布 |
| DE3810596A1 (de) | 1988-03-29 | 1989-10-12 | Bayer Ag | Feinstfasern aus polyphenylsulfid |
| JP2940135B2 (ja) * | 1990-10-22 | 1999-08-25 | 東洋紡績株式会社 | メルトブローノズル |
| DE4040242A1 (de) | 1990-12-15 | 1992-06-17 | Peter Roger Dipl Ing Nyssen | Verfahren und vorrichtung zur herstellung von feinstfasern aus thermoplastischen polymeren |
| US5183670A (en) | 1991-04-30 | 1993-02-02 | United Technologies Corporation | Bi-functional transfer foot |
| CA2070589C (en) * | 1991-12-19 | 2000-11-28 | Kimberly-Clark Corporation | Method of preparing a nonwoven web of poly (vinyl alcohol) fibers |
| JPH06192954A (ja) * | 1992-12-24 | 1994-07-12 | Unitika Ltd | 極細繊維不織布及びその製造方法 |
| WO1996026232A1 (en) * | 1995-02-22 | 1996-08-29 | The University Of Tennessee Research Corporation | Dimensionally stable fibers and non-woven webs |
| CN1223701A (zh) * | 1996-06-27 | 1999-07-21 | 金伯利-克拉克环球有限公司 | 具有改善均匀度的无纺织物 |
| EP0840371B1 (en) * | 1996-10-30 | 2007-06-06 | Samsung Electronics Co., Ltd. | Method for manufacturing a semiconductor memory device |
| US6183670B1 (en) | 1997-09-23 | 2001-02-06 | Leonard Torobin | Method and apparatus for producing high efficiency fibrous media incorporating discontinuous sub-micron diameter fibers, and web media formed thereby |
| US6315806B1 (en) | 1997-09-23 | 2001-11-13 | Leonard Torobin | Method and apparatus for producing high efficiency fibrous media incorporating discontinuous sub-micron diameter fibers, and web media formed thereby |
| US6182732B1 (en) | 1998-03-03 | 2001-02-06 | Nordson Corporation | Apparatus for the manufacture of nonwoven webs and laminates including means to move the spinning assembly |
| US6382526B1 (en) | 1998-10-01 | 2002-05-07 | The University Of Akron | Process and apparatus for the production of nanofibers |
| CN1300402C (zh) * | 1998-10-09 | 2007-02-14 | 三井化学株式会社 | 聚乙烯无纺布和由其制得的无纺布层压物 |
| JP4264781B2 (ja) | 1999-09-20 | 2009-05-20 | 株式会社フジミインコーポレーテッド | 研磨用組成物および研磨方法 |
| US6461133B1 (en) * | 2000-05-18 | 2002-10-08 | Kimberly-Clark Worldwide, Inc. | Breaker plate assembly for producing bicomponent fibers in a meltblown apparatus |
| JP2002030581A (ja) * | 2000-07-19 | 2002-01-31 | Kuraray Co Ltd | ハウスラップ用または屋根下地用の積層シート |
| EP1311593B1 (en) * | 2000-08-22 | 2009-01-07 | Exxonmobil Chemical Patents Inc. | Polypropylene films |
| DE10065859B4 (de) | 2000-12-22 | 2006-08-24 | Gerking, Lüder, Dr.-Ing. | Verfahren und Vorrichtung zur Herstellung von im Wesentlichen endlosen feinen Fäden |
| US6565344B2 (en) | 2001-03-09 | 2003-05-20 | Nordson Corporation | Apparatus for producing multi-component liquid filaments |
| JP2002292223A (ja) * | 2001-03-30 | 2002-10-08 | Mitsubishi Paper Mills Ltd | 液体フィルター用濾材 |
| US6520425B1 (en) | 2001-08-21 | 2003-02-18 | The University Of Akron | Process and apparatus for the production of nanofibers |
| US6695992B2 (en) * | 2002-01-22 | 2004-02-24 | The University Of Akron | Process and apparatus for the production of nanofibers |
| JP2003251121A (ja) * | 2002-03-06 | 2003-09-09 | Mitsubishi Paper Mills Ltd | 液体フィルター用濾材及び製造方法 |
| US20040266300A1 (en) * | 2003-06-30 | 2004-12-30 | Isele Olaf Erik Alexander | Articles containing nanofibers produced from a low energy process |
| CN1813085A (zh) * | 2003-06-30 | 2006-08-02 | 宝洁公司 | 涂层纳米纤维网 |
| JP4209734B2 (ja) * | 2003-07-08 | 2009-01-14 | 日本バイリーン株式会社 | 不織布及びその製造方法 |
| US20050053782A1 (en) * | 2003-09-04 | 2005-03-10 | Ayusman Sen | Process for forming polymeric micro and nanofibers |
| US7576019B2 (en) * | 2004-04-19 | 2009-08-18 | The Procter & Gamble Company | Fibers, nonwovens and articles containing nanofibers produced from high glass transition temperature polymers |
| WO2006113791A2 (en) * | 2005-04-19 | 2006-10-26 | Pgi Polymer, Inc. | Process and apparatus for forming unifrom nanofiber substrates |
| MX2010013901A (es) * | 2008-06-16 | 2011-07-28 | Braskem Sa | Telas no tejidas unidas por hilatura extensibles. |
-
2006
- 2006-10-18 US US11/550,624 patent/US7666343B2/en not_active Expired - Fee Related
-
2007
- 2007-09-26 AU AU2007219330A patent/AU2007219330B2/en not_active Ceased
- 2007-10-02 CA CA 2605101 patent/CA2605101C/en not_active Expired - Fee Related
- 2007-10-11 ZA ZA200708706A patent/ZA200708706B/en unknown
- 2007-10-12 AR ARP070104530 patent/AR063271A1/es active IP Right Grant
- 2007-10-14 IL IL186624A patent/IL186624A/en active IP Right Grant
- 2007-10-16 MX MX2007012873A patent/MX2007012873A/es active IP Right Grant
- 2007-10-17 JP JP2007270394A patent/JP5133025B2/ja not_active Expired - Fee Related
- 2007-10-17 SG SG200716978-2A patent/SG142258A1/en unknown
- 2007-10-17 KR KR1020070104533A patent/KR101462276B1/ko active IP Right Grant
- 2007-10-18 EP EP20070020436 patent/EP1918430B1/en not_active Expired - Fee Related
- 2007-10-18 DE DE200760002029 patent/DE602007002029D1/de active Active
- 2007-10-18 CN CN2011100938704A patent/CN102154717B/zh not_active Expired - Fee Related
- 2007-10-18 ES ES07020436T patent/ES2329945T3/es active Active
- 2007-10-18 CO CO07109912A patent/CO5910043A1/es active IP Right Grant
- 2007-10-18 CN CN2007101811865A patent/CN101182652B/zh not_active Expired - Fee Related
- 2007-10-18 CN CN201110093868.7A patent/CN102168346B/zh not_active Expired - Fee Related
- 2007-10-18 BR BRPI0703962A patent/BRPI0703962B1/pt not_active IP Right Cessation
-
2009
- 2009-11-23 US US12/623,463 patent/US7931457B2/en not_active Expired - Fee Related
-
2011
- 2011-03-07 US US13/041,635 patent/US8962501B2/en not_active Expired - Fee Related
- 2011-12-02 HK HK11113086.5A patent/HK1158713A1/xx not_active IP Right Cessation
- 2011-12-02 HK HK11113087A patent/HK1158711A1/xx not_active IP Right Cessation
-
2012
- 2012-04-11 JP JP2012089937A patent/JP5714534B2/ja not_active Expired - Fee Related
- 2012-05-01 IL IL219512A patent/IL219512A/en active IP Right Grant
- 2012-05-01 IL IL219513A patent/IL219513A/en active IP Right Grant
- 2012-06-07 AU AU2012203368A patent/AU2012203368B2/en not_active Ceased
- 2012-07-02 US US13/539,609 patent/US8512626B2/en not_active Expired - Fee Related
- 2012-10-16 KR KR1020120114886A patent/KR101492312B1/ko active IP Right Grant
-
2014
- 2014-11-25 JP JP2014237618A patent/JP5992493B2/ja not_active Expired - Fee Related
-
2015
- 2015-09-22 AR ARP150103042A patent/AR104080A2/es active IP Right Grant
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5992493B2 (ja) | 不織ウェブ製品を作るプロセス | |
| EP1871532B1 (en) | Process and apparatus for forming uniform nanofiber substrates | |
| US5409768A (en) | Multicomponent nonwoven fibrous web | |
| CN100552111C (zh) | 包含纳米纤维的非织造纤维网及其制品和生产方法 | |
| CN215561040U (zh) | 一种纤维网形成设备及共混纤维网 | |
| JP4992108B2 (ja) | 略c型断面熱可塑性繊維の製造方法 | |
| WO2023008052A1 (ja) | 不織布の製造装置および製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20081212 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100928 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100928 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120117 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20120406 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120411 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121009 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121107 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151116 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5133025 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |