JP5114516B2 - シート後処理装置及び画像形成装置 - Google Patents
シート後処理装置及び画像形成装置 Download PDFInfo
- Publication number
- JP5114516B2 JP5114516B2 JP2010070604A JP2010070604A JP5114516B2 JP 5114516 B2 JP5114516 B2 JP 5114516B2 JP 2010070604 A JP2010070604 A JP 2010070604A JP 2010070604 A JP2010070604 A JP 2010070604A JP 5114516 B2 JP5114516 B2 JP 5114516B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- folding
- roller
- fold
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/14—Buckling folders
- B65H45/142—Pocket-type folders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/18—Oscillating or reciprocating blade folders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/24—Post -processing devices
- B65H2801/27—Devices located downstream of office-type machines
Landscapes
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Description
また、本発明は、前記シート後処理装置を備える画像形成装置を提供することを目的とする。
また、本発明の画像形成装置によれば、前記シート後処理装置を備える画像形成装置を提供することができる。
搬入部60は、複合機本体101の本体排出部102から排出されたシートTが搬入される部位である。
第1搬送路L1は、搬入部60から搬入されたシートTをメイン排出部61に搬送する。メイン排出部61から排出されたシートTは、メイン排出トレイ51に排出される。
第2搬送路L2は、第1搬送路L1から第1分岐部P1において分岐する。第2搬送路L2は、第1分岐部P1を搬送されるシートTをサブ排出部62に搬送する。サブ排出部62から排出されたシートTは、サブ排出トレイ52に排出される。
第4搬送路L4は、第3搬送路L3から第3分岐部P3において分岐し、退避ドラム71の周りに沿って湾曲し、第1合流部Q1において第1搬送路L1に合流する。第1合流部Q1は、第1搬送路L1における第1分岐部P1と第2分岐部P2との間に位置する。
第2切り換え爪73は、第2分岐部P2に設けられ、第1搬送路L1を搬送するシートTの搬送先を、そのまま第1搬送路L1とするか、あるいは、第3搬送路L3とするかを切り換える。
メイン排出トレイ51は、主としてステープル処理部3においてステープル処理が行われた後、メイン排出部61から排出されるシートTの束を受け止める。メイン排出トレイ51は、排出されたシートTの束の部数の増加に従って、最上位の位置から順次下降されるようになっている。そして、メイン排出トレイ51は、シートTの束がメイン排出トレイ51から取り除かれると上昇し、基準位置に戻るようになっている。
なお、シート後処理装置1において特に後処理が施されずに排出されるシートTや、パンチ処理だけが施されたシートTを、メイン排出トレイ51で受け止めるようにすることもできる。
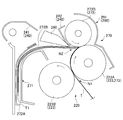
図2に示すように、本実施形態に係るシート折り処理部2は、シート後処理装置1の筐体11の最下部に配されている。シート折り処理部2は、第3搬送路L3の下流側に設けられ、例えば、1枚のシートTや、ステープル処理が行われたシートTの束が導入される。従って、シート折り処理部2は、シートTに折り処理を行う。そして、ユーザにより折り処理が選択されると、シートTに対し、2つ折り、3つ折り等の折り処理を行い、折り処理が行われたシートTを、シート後処理装置1の筐体11の一側面の下部に設けられた下部排出トレイ224に排出する。
第1折りローラ対223は、クランク機構及びブレード部材222の上方に配置される。第1折りローラ対223を構成する共通ローラ223A及び第1ローラ223Bは、いずれも、モータ等の駆動源(不図示)から動力伝達機構(不図示)介して回転駆動するようになっている。
排出部230は、第1排出搬送路240を搬送されたシートT及び第2排出搬送路290を搬送されたシートTを、シート折り処理部2の内部から排出するためのものである。
なお、第2排出搬送路290は、後述するように、第2折り部270から排出部230に向けてシートTを搬送するための搬送路である。
シート導入口272Bは、待避ガイド部271にシートTが導入される部位である。シート導入口272Bは、搬送先切り換え部材280(後述)の下方に位置する共に、第2折りローラ対273の第2ニップN2におけるニップ平面N21よりも上方に位置する。
ニップ平面N21とは、第2ニップN2の接線方向の平面をいう。つまり、第2ニップN2におけるニップ平面N21とは、共通ローラ223A及び第2ローラ273Bそれぞれにおける中心軸を通る平面に直交し且つ第2ニップN2を通る面である。
第2ローラ273Bの周面は、摩擦係数の低い材料から形成される。摩擦係数は、シートTの滑りやすさを生じやすい程度の低さに設定される。摩擦係数の低い材料としては、例えば、アルミニウム、POM(ポリアセタール)等が挙げられる。なお、摩擦係数の程度(高低)には、表面粗さも関係する。
第2ローラ273Bは、第2折りローラ対273の第2ニップN2を通過したシートTを、第2排出搬送路290を介して排出部230へ送り出すことができる。そのため、第2折り部270は、第2の折り目T2が形成されたシートTを、共通ローラ223Aの周面に巻き付かせながら排出部230(第2排出搬送路290)へ送り出すことができる。
第1排出搬送路240を搬送される第1の折り目T1のみが形成されたシートT、及び第2排出搬送路290を搬送される第1の折り目T1及び第2の折り目T2が形成されたシートTは、いずれも排出部230からシート後処理装置1の外部に排出される。
第1折りモードは、第1折り部220を作動させ且つ搬送先切り換え部材280によりシートTの搬送先を排出部230へ切り換えることにより、シートTに第1の折り目T1を形成し且つ第2の折り目T2を形成しないモードである。第2折りモードは、第1折り部220を作動させ且つ搬送先切り換え部材280によりシートTの搬送先を第2折り部270へ切り換えて更に第2折り部270を作動させることにより、シートTに第1の折り目T1及び第2の折り目T2を形成するモードである。
図3に示すように、ブレード部材222は、クランク機構(不図示)により、上流側シート載置部材201A及び下流側シート載置部材201Bのシート載置面よりも下方に位置するように待機する。2つ折りモードの場合には、搬送先切り換え部材280は、第1折り部220により第1の折り目T1が形成されたシートTの搬送先を第1排出搬送路240へ向けている。そして、シートTは、シート折り処理部2に搬入され、上流側シート載置部材201A及び下流側シート載置部材201Bの上に載置され、更に整合部210でシートTの位置が整合される。
本実施形態のシート後処理装置1においては、共通ローラ223A及び第1ローラ223Bは、シートTを第1折り部220に案内するときの搬送方向D1が延びる方向に並列し、共通ローラ223Aの軸方向及び第1ローラ223Bの軸方向は、搬送方向D1を含む搬送面(D1−D2)に略平行である。ブレード部材222は、搬送面(D1−D2)に対して略直交する方向D3に沿って移動する。共通ローラ223Aは、第1ローラ223Bに対して搬送方向D1の上流側に配置する。
図11は、第2排出搬送路290に第2補助ローラ対295を設けた変形例を示す模式的断面図である。図11に示すように、第2の折り目T2が形成されたシートTが搬送される第2排出搬送路290の上流側第2排出搬送路291に、第1補助ローラ対274に加え、第2補助ローラ対295を設けることができる。第2補助ローラ対295は、一対の駆動ローラから構成されるか、あるいは、駆動ローラと従動ローラとの組み合わせから構成される。そのため、上流側第2排出搬送路291において第2補助ローラ対295によりシートTを送り出し、シートTの搬送力を向上させることができる。
画像形成装置の種類は、特に限定がなく、コピー機、プリンタ、ファクシミリ、又はこれらの複合機などであってもよい。
シートに4個以上の折り目を形成する(4つ折り)場合にも、本発明のシート後処理装置を適用できる。
シートは、用紙に制限されず、例えば、フィルムシートであってもよい。
Claims (5)
- シートに第1の折り目を形成する第1折り手段と、
前記第1折り手段により前記第1の折り目が形成されたシートに第2の折り目を形成する第2折り手段と、
前記第1折り手段により前記第1の折り目が形成されたシートの搬送先を前記第2折り手段又は第1排出部へ切り換える搬送先切り換え手段と、を備え、
前記第1折り手段を作動させ且つ前記搬送先切り換え手段によりシートの搬送先を前記第1排出部へ切り換えることによりシートに前記第1の折り目を形成し且つ前記第2の折り目を形成しない第1折りモードと、前記第1折り手段を作動させ且つ前記搬送先切り換え手段によりシートの搬送先を前記第2折り手段へ切り換えて更に前記第2折り手段を作動させることによりシートに前記第1の折り目及び前記第2の折り目を形成する第2折りモードとを選択可能に構成されたシート後処理装置であって、
前記第1折り手段は、共通ローラ及び第1ローラからなり該共通ローラと該第1ローラとの間の第1ニップが形成される第1折りローラ対と、シートを撓ませながら前記第1ニップに送り込むブレード部材と、を有し、前記第1ニップにおいてシートに前記第1の折り目を形成し、前記第1の折り目が形成されたシートを前記第1排出部に向けて送り出し、
前記第2折り手段は、前記共通ローラ及び第2ローラからなり該共通ローラと該第2ローラとの間の第2ニップが形成される第2折りローラ対と、前記第1折り手段により前記第1の折り目が形成されたシートを撓ませながら前記第2ニップに送り込む送り込み手段と、を有し、前記第2ニップにおいてシートに前記第2の折り目を形成し、前記第1の折り目及び前記第2の折り目が形成されたシートを第2排出部に向けて送り出し、
前記共通ローラ及び前記第1ローラは、シートを前記第1折り手段に案内するときの搬送方向が延びる方向に並列し、前記共通ローラの軸方向及び前記第1ローラの軸方向は、前記搬送方向を含む搬送面に略平行であり、
前記ブレード部材は、前記搬送面に対して略直交する方向に沿って移動し、
前記共通ローラは、前記第1ローラに対して前記搬送方向の上流側に配置し、
前記送り込み手段は、前記第1折り手段により前記第1の折り目が形成されたシートを導入して撓ませながら待避させる待避ガイド部を有し、
前記待避ガイド部は、シートを導入するシート導入口と、該待避ガイド部に待避されるシートにおける前記第1の折り目を突き当てる突き当て部と、を有し、
前記シート導入口は、前記搬送先切り換え手段の下方に位置し、
前記待避ガイド部は、前記第1ローラの周面の形状に沿って、少なくとも1回以上湾曲している
シート後処理装置。 - 前記シート導入口は、前記第2折りローラ対の前記第2ニップにおけるニップ平面よりも上方に位置する
請求項1に記載のシート後処理装置。 - 前記第2折り手段は、前記第2の折り目が形成されたシートを、前記共通ローラの周面に巻き付かせながら前記第2排出部へ送り出す
請求項1又は2に記載のシート後処理装置。 - 前記第1排出部と前記第2排出部とは同一の排出部から構成される
請求項1から3のいずれかに記載のシート後処理装置。 - シートに画像を形成する画像形成部を有する画像形成装置本体と、請求項1から4のいずれかに記載のシート後処理装置とを備える画像形成装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010070604A JP5114516B2 (ja) | 2010-03-25 | 2010-03-25 | シート後処理装置及び画像形成装置 |
| CN201010608741.XA CN102198897B (zh) | 2010-03-25 | 2010-12-21 | 片材后处理装置和图像形成装置 |
| US13/016,819 US8715149B2 (en) | 2010-03-25 | 2011-01-28 | Sheet post-processing apparatus and image forming apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010070604A JP5114516B2 (ja) | 2010-03-25 | 2010-03-25 | シート後処理装置及び画像形成装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011201649A JP2011201649A (ja) | 2011-10-13 |
| JP5114516B2 true JP5114516B2 (ja) | 2013-01-09 |
Family
ID=44657107
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010070604A Active JP5114516B2 (ja) | 2010-03-25 | 2010-03-25 | シート後処理装置及び画像形成装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US8715149B2 (ja) |
| JP (1) | JP5114516B2 (ja) |
| CN (1) | CN102198897B (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5798997B2 (ja) * | 2012-10-10 | 2015-10-21 | 京セラドキュメントソリューションズ株式会社 | シート折り装置およびこれを備えたシート後処理装置、並びに画像形成装置 |
| JP2014162577A (ja) * | 2013-02-22 | 2014-09-08 | Riso Kagaku Corp | 用紙折り装置 |
| US20150057140A1 (en) * | 2013-08-22 | 2015-02-26 | T.S.D. Llc | Folding machine as combined knife and buckle folders |
| CN104441771A (zh) * | 2014-10-29 | 2015-03-25 | 苏州仁捷瑞自动化科技有限公司 | 一种介质压迫式折纸机 |
| CN106516856B (zh) * | 2016-12-15 | 2018-06-19 | 江门市金伦纸业有限公司 | 一种纸张折叠机构 |
| JP2024001764A (ja) * | 2022-06-22 | 2024-01-10 | 京セラドキュメントソリューションズ株式会社 | シート折り装置およびそれを備えたシート後処理装置並びに画像形成システム |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4701155A (en) * | 1986-07-11 | 1987-10-20 | R. Funk & Co., Inc. | Buckle chute folder with clamp |
| US5037364A (en) * | 1988-04-04 | 1991-08-06 | Baumfolder Corporation | Gatefold apparatus and method |
| JPH06234462A (ja) * | 1993-02-07 | 1994-08-23 | Canon Inc | 画像形成装置の出力紙処理装置 |
| DE19543152C2 (de) * | 1995-11-18 | 1999-09-02 | Kodak Ag | Vorrichtung zum Falten von Blättern |
| JP2002029175A (ja) * | 2000-07-14 | 2002-01-29 | Kaneko:Kk | 製本装置 |
| JP2003054832A (ja) * | 2001-08-21 | 2003-02-26 | Konica Corp | 用紙後処理方法、用紙後処理装置及び画像形成装置 |
| JP4373895B2 (ja) * | 2004-01-15 | 2009-11-25 | 株式会社リコー | 複数折り処理制御装置、複数折り処理装置および画像形成システム |
| JP4378317B2 (ja) * | 2005-03-15 | 2009-12-02 | 株式会社リコー | 紙折り装置、用紙処理装置及び画像形成装置 |
| JP2009067537A (ja) * | 2007-09-13 | 2009-04-02 | Ricoh Co Ltd | 用紙折り装置、用紙処理システム、及び画像形成システム |
| JP4466742B2 (ja) * | 2008-01-28 | 2010-05-26 | コニカミノルタビジネステクノロジーズ株式会社 | 用紙折り装置、用紙後処理装置、及び画像形成システム |
-
2010
- 2010-03-25 JP JP2010070604A patent/JP5114516B2/ja active Active
- 2010-12-21 CN CN201010608741.XA patent/CN102198897B/zh not_active Expired - Fee Related
-
2011
- 2011-01-28 US US13/016,819 patent/US8715149B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US20110237416A1 (en) | 2011-09-29 |
| CN102198897B (zh) | 2014-05-07 |
| JP2011201649A (ja) | 2011-10-13 |
| US8715149B2 (en) | 2014-05-06 |
| CN102198897A (zh) | 2011-09-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7052565B2 (ja) | シート後処理装置およびそれを備えた画像形成システム | |
| JP5094438B2 (ja) | シート処理装置、及びそれを備えた画像形成装置 | |
| JP5114516B2 (ja) | シート後処理装置及び画像形成装置 | |
| JP5114517B2 (ja) | シート後処理装置及び画像形成装置 | |
| JP5798997B2 (ja) | シート折り装置およびこれを備えたシート後処理装置、並びに画像形成装置 | |
| JP5063724B2 (ja) | シート後処理装置及び画像形成装置 | |
| JP5597040B2 (ja) | 後処理装置及びこれを備えた画像形成システム | |
| JP5528099B2 (ja) | シート後処理装置およびこれを備えた画像形成装置 | |
| JP2017052604A (ja) | シート積載装置 | |
| JP5568515B2 (ja) | シート後処理装置及び画像形成装置 | |
| US11294318B2 (en) | Sheet processing apparatus and image forming system | |
| JP5295326B2 (ja) | シート処理装置及び画像形成装置 | |
| US11275335B2 (en) | Sheet processing apparatus and image forming system | |
| JP4204906B2 (ja) | シート加工装置 | |
| JP6353011B2 (ja) | シート集積装置及び画像形成システム | |
| JP7102942B2 (ja) | シート折り装置およびそれを備えたシート後処理装置 | |
| JP2020011827A (ja) | シート折り装置およびそれを備えたシート後処理装置並びに画像形成システム | |
| JP2013134351A (ja) | シート後処理装置及びそれを備えた画像形成装置 | |
| JP2008050170A (ja) | シート後処理装置 | |
| JP2017081665A (ja) | 後処理装置、及び、画像形成装置 | |
| JP5526063B2 (ja) | シート搬送装置及び画像形成装置 | |
| JP2024001764A (ja) | シート折り装置およびそれを備えたシート後処理装置並びに画像形成システム | |
| JP7087763B2 (ja) | シート折り装置およびそれを備えたシート後処理装置並びに画像形成システム | |
| JP4820664B2 (ja) | シート処理装置及び画像形成装置 | |
| JP2010202376A (ja) | シート後処理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120417 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120613 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120803 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120918 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121015 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151019 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5114516 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |