本発明は、チップコンデンサやチップ抵抗器などのチップ状の電子部品を吸着し、回路基板の所定位置へ装着する電子部品装着機に具備される真空吸着ノズルに関するものである。
従来より、チップコンデンサやチップ抵抗器などのチップ状の電子部品は、電子部品装着機に具備された真空吸着ノズルの先端の吸着面に真空吸引によって吸着され保持された状態で搬送されて回路基板の所定の位置へ装着される。なお、真空吸着ノズルの先端の吸着面にチップ状の電子部品を真空吸引によって吸着し保持した状態のとき、チップ状の電子部品には光が照射され、この光が照射されたチップ状の電子部品をCCDカメラで撮影し、撮影した画像を基に画像解析装置でチップ状の電子部品の位置や角度を認識し、回路基板の所定箇所へ装着するための補正が行なわれている。
図6は、真空吸着ノズルを具備した電子部品装着機を用いて、チップ状の電子部品を回路基板に実装する電子部品装着装置の構成を示す概略図である。
図6に示す電子部品装着装置50は、電子部品45を吸着した状態の真空吸着ノズル31を具備した電子部品装着機44と、実装前の電子部品45を並べたトレイ46と、真空吸着ノズル31に吸着された電子部品45に向けて光を照射するライト47と、この光が照射された電子部品45を撮影するためのCCDカメラ48と、CCDカメラ48で撮影した画像を処理するための画像解析装置49とで構成されている。
そして、この電子部品装着装置50は、真空吸着ノズル31を具備した電子部品装着機44がトレイ46まで移動し、トレイ46上に並べられた電子部品45を吸着する。次に、図示しない回路基板までの移動の際に、真空吸着ノズル31に吸着された電子部品45にはライト47により光が照射され、この光が照射された電子部品45をCCDカメラ48で撮影し、CCDカメラ48で撮影した画像を基に画像解析装置49によって電子部品45の位置や角度を認識し電子部品装着機44の位置を補正して、回路基板の所定の位置に電子部品45を吸着した真空吸着ノズル31を移動させて、回路基板上に電子部品45を装着している。
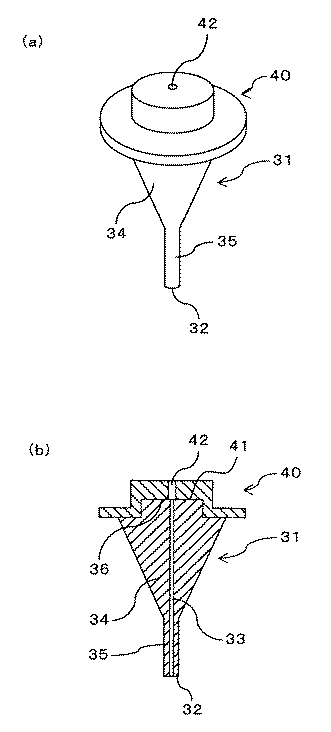
図5は、真空吸着ノズルを電子部品装着機の保持部材に組み付けたときの構成の一例を示す、(a)は斜視図であり、(b)は縦断面図である。
この真空吸着ノズル31は、真空吸引することによって電子部品を吸着して保持するための吸着面32を先端の端面側に有した円筒部35と、円筒部35の吸着面32と相対する側に円筒部35に向かって先細りの形状で設けられた円錐部34と、円錐部34が吸着面32と相対する根元の端面側に設けた頭部36とを有する構成とされている。そして円筒部35の中心部を貫く内孔は、円錐部34と頭部36とに延設されて吸引孔33とされている。
また、真空吸着ノズル31を組み付ける保持部材40は、真空吸着ノズル31の頭部36と嵌合する受け部41を有し、吸引孔33と連通するように吸引孔42を有しており、受け部41に真空吸着ノズル31の頭部36を嵌合して電子部品装着機に取り付けられるようにしてある。
そして、近年、携帯機器に求められる小型化,軽量化および多機能化に応え高密度実装を可能とする電子部品として、0603タイプ(寸法が0.6mm×0.3mm)や0402タイプ(寸法が0.4mm×0.2mm)が用いられてきており、実装される電子部品同士の間隔が0.1mm以下となってきている。そのため、矩形状の電子部品をずれることなく吸着し、先に実装されている電子部品に接触させることなく高密度に回路基板に実装するには、吸着面32の径は小さく、吸着時の衝撃荷重に耐え、磨耗の少ないことが求められている。さらに、電子部品が小型化されて、実装する電子部品の数が増加する傾向にあるため、滑り等による電子部品の吸着ずれや落下がなく確実に電子部品を吸着し、この吸着した電子部品を素早く回路基板に装着して電子部品を離すという実装の高速化が求められている。このような要求に対し、様々な真空吸着ノズルが提案されている。
例えば、特許文献1には、チップ部品を吸着ノズルによって吸着保持して所定の位置にマウントするようにしたチップ部品マウント装置において、前記ノズルの先端部であって前記チップ部品を吸着する部分に耐磨耗性に優れた材料を用いるようにしたチップ部品マウント装置が提案されている。これによれば、吸着ノズルのチップ部品を吸着する部分に耐磨耗性に優れたセラミック等の材料を用いることにより、吸着ノズルの先端の磨耗を少なくし、メンテナンス性の向上を図ることができるというものである。また、吸着ノズルの先端部をチップ部品よりも画像入力レベルが低い色に構成し、画像入力用カメラ側から光を照射することによって、チップ部品の画像を確実に抽出し位置検出することが可能となることが記載されている。
また、特許文献2には、先端に電子部品を真空吸引して吸着保持する平坦な吸着面を有するとともに、該吸着面に開口した吸引孔を備えた吸着用ノズルにおいて、上記吸着面にショットブラスト加工を施してその表面粗さを最大粗さ(Ry)0.5〜5μmとするか、あるいは少なくとも上記吸着用ノズルの先端面に粒径が0.5〜2μmの硬質粒子を固着して吸着面を形成し、その表面粗さを最大粗さ(Ry)0.5〜5μmとした吸着用ノズルが提案されている。これによれば、電子部品と吸着面との微小隙間から空気の漏れを最小限に留めることができるとともに、電子部品との摩擦抵抗を適度に持たせてあることから、吸着力を向上させることができ、吸着用ノズルを高速移動時に電子部品がずれたり、落下したりすることがないというものである。
また、特許文献3には、吸引孔が形成されたノズル本体を有し、このノズル本体の先端面にワークを吸着保持する吸着ノズルにおいて、上記ノズル本体の先端面に、上記吸引孔から上記ノズル本体の外周面に貫通する流通路を設けた吸着ノズルが提案されている。これによれば、流通路を気体が高速で流れることで、この流通路内にベルヌーイの効果により負圧が生じ、この負圧によって同じ径の吸着ノズルに比べ吸着力が向上し、ワークを保持することができるというものである。
特開平2−90700号公報
特開平11−99426号公報
特開平4−365579号公報
しかしながら、特許文献1に記載のチップ部品マウント装置に具備された吸着ノズルは、吸着ノズルのチップ部品を吸着する部分に耐磨耗性に優れたセラミック等の材料を用いることにより、吸着ノズルの先端の磨耗を少なくし、メンテナンス性の向上を図ることができるものの、吸着ノズルの先端を単に耐磨耗性に優れたセラミック等の材料を用いただけでは、チップ部品の実装の高速化を図るとチップ部品と吸着ノズルとの接触面において、滑って吸着がずれてチップ部品の装着精度が安定して得られないという問題があった。
また、特許文献2に記載の吸着用ノズルは、電子部品と吸着面との微小隙間から空気の漏れを最小限に留めることができるとともに、電子部品との摩擦抵抗を適度に持たせてあることから、吸着力を向上させることができ、吸着用ノズルを高速移動時に電子部品がずれたり、落下したりすることがないものの、ショットブラスト加工を施された吸着面の表面は、粒子が鋭利な状態となっており、吸着時の衝撃荷重によって脱粒したり、端面が欠けたりしやすいという問題があった。
さらに、特許文献3に記載の吸着ノズルは、ノズル本体の先端面に、吸引孔からノズル本体の外周面に貫通する流通路を設けることにより、流通路を気体が高速で流れることで、この流通路内にベルヌーイの効果により負圧が生じ、この負圧によって同じ径の吸着ノズルに比べ吸着力が向上し、ワークを保持することができるものの、高速で流れる気体によって吸着時に電子部品が振動し滑って吸着ずれを生じやすく、実装の高速化に応えられないという問題があった。
本発明は、上記課題を解決すべく案出されたものであり、磨耗が少なく吸着時の衝撃荷重に耐えるとともに、滑り等による吸着物の吸着ずれや落下がなく確実に吸着物を吸着し、この吸着した吸着物を素早く回路基板に装着して吸着物を離すという実装の高速化および高密度化に対応可能な真空吸着ノズルを提供することを目的とする。
本発明の真空吸着ノズルは、吸着物を真空吸着する吸着面がセラミックスからなり、前記吸着面に吸引孔を備えた真空吸着ノズルであって、前記セラミックスが、該セラミックスを構成する主成分と、該主成分の結晶粒子の平均結晶粒径よりも大きい平均結晶粒径を有する結晶粒子の第2成分とを含み、前記吸着面において、前記主成分の結晶粒子が前記第2成分の結晶粒子よりも突出していることを特徴とするものである。
また、本発明の真空吸着ノズルは、上記構成において、前記主成分がジルコニアであることを特徴とするものである。
さらに、本発明の真空吸着ノズルは、上記いずれかの構成において、前記第2成分が酸化亜鉛,酸化鉄,炭化チタン,窒化チタンのうちいずれかであることを特徴とするものである。
また、本発明の真空吸着ノズルは、上記構成において、先端と後端との間の抵抗値が105Ω以上109Ω以下であることを特徴とするものである。
本発明の真空吸着ノズルによれば、吸着物を真空吸着する吸着面がセラミックスからなり、吸着面に吸引孔を備えた真空吸着ノズルであって、吸着面のセラミックスが、このセラミックスを構成する主成分と、この主成分の結晶粒子の平均結晶粒径よりも大きい平均結晶粒径を有する結晶粒子の第2成分とを含み、主成分の結晶粒子が第2成分の結晶粒子よりも突出していることにより、吸着物を真空吸着するときに、吸着面において突出している主成分の結晶粒子が吸着物の表面に存在する微小な凹部に引っ掛かる程度に緩やかに嵌め合わされた状態となり、滑り等によって吸着がずれることがなく確実に吸着物を保持することができるので、吸着物を落下させることなく搬送して装着することができる。また、吸着面には主成分の結晶粒子と凹部との間に空気の流通路が存在しているので、吸着面が吸着物に貼り付くこともなく、装着後に吸着物を離すために吸引孔から空気を吸引するのを止めたときに時間を要することなく吸着物を離すことができる。
また、本発明の真空吸着ノズルによれば、主成分がジルコニアであるときには、強度および靱性などの機械的特性や耐磨耗性に優れているため、真空吸着ノズルの円筒部の径を細くすることが可能となり、吸着物の吸着や装着の繰り返し行なっても欠けや破損するおそれが少ないので、長期間にわたって使用することのできる真空吸着ノズルとなる。
さらに、本発明の真空吸着ノズルによれば、第2成分が酸化亜鉛,酸化鉄,炭化チタン,窒化チタンのうちいずれかであるときには、真空吸着ノズルに導電性が付与されるので、真空吸着ノズルが高速で移動して吸着や装着を繰り返したときに空気との摩擦で発生する静電気が真空吸着ノズルに帯電するのを防ぐことができる。また、第2成分が炭化チタン,窒化チタンのいずれかであるときには、硬度が高いので、吸着面の耐磨耗性をさらに向上させ、耐久性を高めることができる。
また、本発明の真空吸着ノズルによれば、先端と後端との間の抵抗値が105Ω以上109Ω以下であるときには、真空吸着ノズルが高速で移動したときに空気との摩擦で発生する静電気が真空吸着ノズルに帯電し、吸着物を吸着するときに放電して静電破壊するおそれを少なくすることができる。また、静電気の反発力により吸着物が動いたり吹き飛んだりすることを防ぐことができる。
以下、本発明の真空吸着ノズルの実施の形態の例について説明する。
図1は、本発明の真空吸着ノズルを電子部品装着機の保持部材に組み付けたときの構成の一例を示す、(a)は斜視図であり、(b)は(a)の縦断面図である。
図1に示す例の本発明の真空吸着ノズル1は、真空吸引することによって電子部品を吸着して保持するための吸着面2を先端の端面側に有した円筒部5と、円筒部5の吸着面2と相対する側に円筒部5に向かって先細りの形状で設けられた円錐部4と、円錐部4が吸着面2と相対する根元の端面側に設けた頭部6とを有する構成である。そして、円筒部5を貫通して吸着面2に開口した内孔は、円錐部4と頭部6とに延設して頭部6の表面に開口させて、吸引孔3としてある。
なお、吸着面2の形状は、吸着物の形状に合わせて楕円,矩形,多角形など任意の形状を選択することができるが、吸着時の衝撃荷重に耐える機械的強度を有すること、吸着物との接触によるキズ等の発生を抑制することを考慮すれば、円筒部5の肉厚を等しくし、外形に角部の無い円形であることが好ましい。
また、真空吸着ノズル1を組み付ける保持部材10は、真空吸着ノズル1の頭部6と嵌合する受け部11を有し、吸引孔3と連通するように吸引孔12を有している。そして、保持部材10の受け部11に真空吸着ノズル1の頭部6を嵌合させることにより、真空吸着ノズル1が電子部品装着機に取り付けられる。
図2は、本発明の真空吸着ノズルを具備した電子部品装着機を用いて、チップ状の電子部品を回路基板に装着する電子部品装着装置の構成を示す概略図である。
図2に示す例の電子部品装着装置20は、電子部品15を吸着した状態の真空吸着ノズル1を具備した電子部品装着機14と、実装前の電子部品15を並べたトレイ16と、真空吸着ノズル1に吸着された電子部品15に向けて光を照射するライト17と、この光が照射された電子部品15を撮影するためのCCDカメラ18と、CCDカメラ18で撮影した画像を処理するための画像解析装置19とで構成されている。
そして、この電子部品装着装置20は、真空吸着ノズル1を具備した電子部品装着機14がトレイ16まで移動し、トレイ16上に並べられた電子部品15を吸着する。次に、図示しない回路基板までの移動の際に、真空吸着ノズル1に吸着された電子部品15にはライト17により光が照射され、この光が照射された電子部品15をCCDカメラ18で撮影し、CCDカメラ18で撮影した画像を基に画像解析装置19によって電子部品15の位置や角度を認識し電子部品装着機44の位置を補正して、回路基板の所定の位置に電子部品15を吸着した真空吸着ノズル1を移動させて、回路基板上に電子部品15を装着するものである。
そして、本発明の真空吸着ノズル1は、吸着物である電子部品15を真空吸着する吸着面2がセラミックスからなり、吸着面2に吸引孔3を備えた真空吸着ノズル1であって、吸着面2のセラミックスが、このセラミックスを構成する主成分と、この主成分の結晶粒子の平均結晶粒径よりも大きい平均結晶粒径を有する結晶粒子の第2成分とを含み、吸着面2において、主成分の結晶粒子が第2成分の結晶粒子よりも突出していることが重要である。
また、ここでいう主成分とは、セラミックスを構成する全成分100質量%のうち、50質量%以上を占める成分であり、真空吸着ノズルに求められる耐磨耗性や機械的強度等に優れたセラミックスを主成分として用いることが好適である。
また、第2成分の結晶粒子とは、主成分の結晶粒子の平均結晶粒径よりも大きい平均結晶粒径を有し、吸着面2において、主成分の結晶粒子よりも凹んでいるかまたは突出していても高さが低い結晶粒子のことであり、吸着面2の断面を走査型電子顕微鏡で撮影することにより確認することができる。なお、主成分の結晶粒子よりも凹んでいるかまたは突出していても高さが低い、異なる成分の結晶粒子が複数存在する場合は、それらの全てを第2成分とする。
図3は、本発明の真空吸着ノズルの吸着面および吸着物である電子部品の表面の一部を拡大した概略図である。図3において、上図は真空吸着ノズル1の吸着面2における主成分の結晶粒子23と第2成分の結晶粒子22との構成の例を示す概略断面図であり、下図は電子部品の表面の断面の例を示す概略断面図である。この図3に示す例のように、本発明の真空吸着ノズルは吸着面2において、主成分の結晶粒子23は、主成分の結晶粒子23よりも大きい平均結晶粒径を有する第2成分の結晶粒子22よりも突出しており、吸着物である電子部品15の表面には微小な凹部15aが存在している。
このように、主成分の結晶粒子23が、吸着面2において主成分の結晶粒子23よりも大きい平均結晶粒径を有する第2成分の結晶粒子22よりも突出していることにより、電子部品15の吸着時に、突出している主成分の結晶粒子23が電子部品15の表面に存在する微小な凹部15aに緩やかに嵌め合わされた状態となる。なお、主成分の結晶粒子23が電子部品15の表面に存在する凹部15aに緩やかに嵌め合わされた状態とは、凹部15aに主成分の結晶粒子23が引っ掛かる程度であればよく、主成分の結晶粒子23と凹部15aとの間には空気の流通路が存在している状態である。これにより、滑り等によって吸着がずれることがなく確実に電子部品15を保持することができるので、電子部品15を落下させることなく搬送して装着することができる。また、電子部品15を吸着した状態で主成分の結晶粒子23と凹部15aとの間には空気の流通路が存在しているので、電子部品15が吸着面2に貼り付くこともなく、装着後に電子部品15を離すために吸引孔3から空気を吸引するのを止めたときに時間を要することなく電子部品15を離すことができる。
また、上記効果を得るには、主成分の結晶粒子23が集合した突出部24の平均突出高さが0.3μm以上3μm以下であることが好適である。突出部24の平均突出高さが0.3μm未満では、主成分の結晶粒子23が凹部15aに引っ掛かりにくく、嵌め合いが弱まって滑り等による吸着のずれが生じるおそれが大きくなる。また、突出部24の平均突出高さが3μmを超えると、主成分の結晶粒子23が凹部15aに噛み込んで装着時に電子部品15を離すことが容易にできなくなることがあり、持ち帰りといわれる現象が生じるおそれが大きくなる。また、この主成分の結晶粒子23の平均突出高さは、吸着面2の断面を走査型電子顕微鏡で撮影した画像から、主成分の結晶粒子23の突出側の頂点と、隣り合って凹んでいる第2成分の結晶粒子22の底との差を5ヶ所測定した平均値で求めることができる。
また、本発明で主成分の結晶粒子23を第2成分の結晶粒子22よりも突出させたのは、主成分の結晶粒子23が集合した突出部24と凹部15aが嵌まり合ったとき、主成分の結晶粒子23が脱粒しても主成分の結晶粒子23が小さいため突出部24の形状が急に大きく変化することはなく、吸着面2の面状態は安定していて吸着力も維持できるためである。さらに主成分の結晶粒子23が電子部品15と接触した際の衝撃で破壊しても、突出部24の全体の形状は大きく変化することはなく、吸着面2の面状態は安定していて吸着力も維持できる。
また、第2成分の結晶粒子22が主成分の結晶粒子23よりも突出した吸着面2でも、第2成分の結晶粒子22が凹部15aに嵌まって電子部品15を滑らないように保持することはできるが、第2成分の結晶粒子22は大きいため、吸着面2から脱粒すると面状態も急に大きく変化することになり吸着力が安定しない傾向がある。さらに、第2成分の結晶粒子22が電子部品15と接触した際の衝撃で破壊すると、第2成分の結晶粒子22自身が突出部24に相当することとなるため、突出部24の形状も大きく変化して吸着力が安定しない傾向がある。
そして、主成分の結晶粒子23を主成分の結晶粒子23よりも大きい平均結晶粒径を有する第2成分の結晶粒子22よりも突出させた吸着面2を得るには、例えば、ケミカルエッチング,イオンミリングまたは電解腐食などの加工方法で、主成分と第2成分との加工レートの差を利用して第2成分の結晶粒子22を凹ませたり突出高さを低くしたりすることができる。また、機械加工によっても吸着面2に凹凸を形成することは可能であるが、機械加工によって形成された凸部の先端は鋭利で欠けやすく、電子部品15の凹部15aに噛み込んで装着時に離すことが容易にできなかったり、凸部が欠けて凹部15aに嵌め合わせることができなくなり吸着がずれたりする不具合を生じやすい。これに対し、本発明では上記方法によって、第2成分の結晶粒子22を突出させて凸部(突出部24)を形成しているので、電子部品15の凹部15aに嵌め合わされる第2成分の結晶粒子22の先端の形状は丸みを帯びていて欠けにくく、長期間にわたって電子部品15の吸着や装着を安定して行なうことができる。
また、本発明の真空吸着ノズル1は、主成分がジルコニアであることが好適である。
なお、ここでいうジルコニアとは、安定化剤を含むジルコニアのことであり、主成分が安定化剤を含むジルコニアであるときには、強度および靱性などの機械的特性や耐磨耗性に優れているため、電子部品15の小型化に対応して円筒部5の径を細くすることが可能となり、電子部品15の吸着や装着の繰り返し行なっても欠けや破損するおそれが少ないので、長期間にわたって使用することができる真空吸着ノズル1となる。
また、安定化剤としては、イットリア,セリア,マグネシアなどを用いればよく、その量としては2〜5モル%程度含んでいれば実用上十分な強度を得ることができる。さらに、ジルコニアからなる主成分の結晶粒子23の平均結晶粒径としては、0.3〜1μmとすると吸着面2の径が小さくても吸着時の衝撃荷重による欠けの少ない真空吸着ノズル1とすることができる。さらに好ましくはジルコニアからなる主成分の結晶粒子23の平均結晶粒径を0.3〜0.8μmとすることにより、主成分の結晶粒子23の平均結晶粒径よりも大きい平均結晶粒径を有する第2成分の結晶粒子22の平均結晶粒径を小さくすることができるので、吸着物である電子部品15の表面に存在する開口の径が小さい凹部15aに対しても第2成分の結晶粒子22を緩やかに嵌め合わせて吸着ずれを防ぐことができる。
さらに、本発明の真空吸着ノズル1は、第2成分が酸化亜鉛,酸化鉄,炭化チタン,窒化チタンのうちいずれかであることが好適である。
第2成分が酸化亜鉛,酸化鉄,炭化チタン,窒化チタンのうちいずれかであるときには、真空吸着ノズル1に導電性が付与されるので、真空吸着ノズル1が高速で移動して吸着や装着を繰り返したときに空気や電子部品15との摩擦で発生する静電気が真空吸着ノズル1に帯電するのを防ぐことができる。
また、本発明の真空吸着ノズル1は、導電性付与剤を含んでいることが好ましい。本発明の真空吸着ノズル1は、絶縁性であっても半導電性であっても構わないが、導電性付与剤を含んでいれば、主成分や第2成分が絶縁性のセラミックスであっても半導電性を有することができる。
例えば、アルミナは絶縁性のセラミックスであるが、安価で耐磨耗性に優れているという特長があり、アルミナを主成分とし、第2成分および導電性付与剤として炭化チタンや窒化チタンを添加すれば適度な導電性を有するものとなるので、これを用いることによって、耐磨耗性に優れ、適度な導電性も有する真空吸着ノズル1を作製することができる。
また、ジルコニアは絶縁性のセラミックスであるが、強度が高いという特長があり、ジルコニアを主成分とし、第2成分および導電性付与剤として酸化亜鉛,酸化鉄,炭化チタン,窒化チタンなどを添加すれば適度な導電性を有するものとなるので、これを用いることによって、真空吸着ノズル1の先端が細くなっても折れにくく、適度な導電性も有する真空吸着ノズル1を作製することができる。
そして、本発明の真空吸着ノズル1が半導電性を有する場合には、真空吸着ノズル1の先端と後端との間の抵抗値が105Ω以上109Ω以下であることが好適である。それは、真空吸着ノズル1が高速で移動したときに空気との摩擦で発生する静電気が真空吸着ノズル1に帯電し、電子部品15を吸着するときに放電して静電破壊するおそれを少なくすることができるからであり、また、静電気の反発力により電子部品15が動いたり吹き飛んだりすることを防ぐことができるからである。
図4は、真空吸着ノズル1の先端と後端との間の抵抗値を測定する方法を示す概略図であり、真空吸着ノズル1の先端となる吸着面2に一方の電極60を接触させ、後端となる頭部6の端面に他方の電極60を接触させた状態を示している。そして、これら電極60・60は電気抵抗測定器(図示せず)に接続されており、真空吸着ノズル1の先端側と後端側の電極60・60間に任意の電圧を加えて真空吸着ノズル1の先端と後端の間の抵抗値を測定すればよい。測定に際して加える電圧は真空吸着ノズル1の形状や材質および抵抗値などに合わせて設定すればよく、おおよそ10〜1500Vの範囲であれば問題はない。
そして、本発明の真空吸着ノズル1は、濃い色調を呈していることが好ましい。
図2に示す例の電子部品装着装置20に、濃い色調を呈する真空吸着ノズル1を具備した電子部品装着機14を用いれば、真空吸着ノズル1に吸着された電子部品15をライト17で照射してCCDカメラ18で撮影したときに、電子部品15の背景となる真空吸着ノズル1が濃い色調を呈しているので、色合いが白色系,銀色系あるいは灰色系のものが多い電子部品15を区別しやすい色合いのものとすることができ、電子部品15の輪郭は明瞭なものとなり、位置や角度の認識エラーや誤った補正による装着ずれを低減させることができる。
なお、濃い色調とは、黒色系,濃褐色系,濃緑色系,濃青色系等のことをいい、中でもより高い上記効果を得るには黒色系であることが好ましい。着色剤として、例えば、ジルコニアセラミックスは、酸化鉄,酸化チタン,酸化コバルト,酸化クロム,酸化ニッケルなどが挙げられ、中でも酸化鉄が黒色系となり好ましく、複数の着色剤を用いて濃い色調とすることができる。また、アルミナセラミックスであれば、酸化鉄,酸化ニッケル,炭化チタン,窒化チタンなどが挙げられ、中でも酸化鉄,炭化チタンが黒色系となり好ましい。また、上述した着色剤は導電性を付与することもできるので、電子部品15を区別しやすい色合いや好ましい抵抗値を示す真空吸着ノズル1となるように添加量を調整すればよい。
次に、本発明のセラミックス製の真空吸着ノズル1の製造方法を説明する。
本発明の真空吸着ノズル1を構成するセラミックスとしては、安定化剤を含むアルミナ、ジルコニア,炭化珪素など公知の材料を用いることができる。
例えば、主成分としてアルミナを80質量%および第2成分として炭化チタンを20質量%の割合で混合した原料と、溶媒とをボールミルに入れて粉砕し、スラリーとする。その後、スプレードライヤーを用いてこのスラリーを噴霧乾燥し顆粒を作製する。このとき、主成分および第2成分の結晶粒径を調整するためにはアルミナと炭化チタンとを別々のボールミルで個々に粉砕し、粉砕終了後にアルミナのスラリーと炭化チタンのスラリーとを混合し、スプレードライヤーを用いて噴霧乾燥して顆粒を作製することもできる。
次に、この顆粒と熱可塑性樹脂とをニーダに投入し、加熱しながら混練して得られた坏土をペレタイザーに投入することによって、インジェクション成形用の原料となるペレットを得ることができる。なお、ニーダに投入する熱可塑性樹脂としては、エチレン酢酸ビニル共重合体やポリスチレンやアクリル系樹脂などを、顆粒100質量%に対して10〜25質量%程度添加すればよい。また、ニーダの混練の条件として、加熱温度は140〜180℃に設定すればよく、圧力等のその他の条件は、用いるセラミックスの原料や熱可塑性樹脂の種類に応じて適宜設定すればよい。
そして、得られたペレットをインジェクション成形機に投入して射出成形し、必要に応じて成形体に付随している余分な原料が冷えて固まったランナを切断することにより、真空吸着ノズル1となる成形体を得ることができる。
そして、この成形体を乾燥機に入れて乾燥した後、アルゴンガス雰囲気中で最高温度を1400〜1650℃の範囲とし、最高温度での保持時間を1〜5時間として焼成し、焼結体とする。その後、得られた焼結体はバレル加工でセラミックスの表面を数μm研磨し、真空吸着ノズル1の吸着面2となる部分を鏡面加工すればよい。
次に、主成分としてイットリア安定化ジルコニアを用い、第2成分として酸化亜鉛,酸化鉄,炭化チタン,窒化チタンのいずれか1種を用いる場合には、ジルコニアを80質量%、酸化亜鉛,酸化鉄,炭化チタン,窒化チタンのいずれか1種を20質量%の割合で混合した原料と、溶媒とをボールミルに入れて粉砕し、スラリーとする。その後、スプレードライヤーを用いてこのスラリーを噴霧乾燥して顆粒を作製する。このとき、主成分および第2成分の結晶粒径を調整するためには、ジルコニアと各第2成分とを別々のボールミルで個々に粉砕し、粉砕終了後にジルコニアのスラリーと各第2成分のスラリーとを混合し、スプレードライヤーを用いて噴霧乾燥して顆粒を作製してもよい。
次に、前述の主成分がアルミナで第2成分が炭化チタンの場合と同様の工程で成形体を得ることができる。
そして、得られた成形体を乾燥機に入れて乾燥した後、真空雰囲気中で最高温度を1400〜1650℃の範囲とし、最高温度での保持時間を1〜5時間として焼成し、焼結体とする。その後、得られた焼結体はバレル加工でセラミックスの表面を数μm研磨し、真空吸着ノズル1の吸着面2となる部分を鏡面加工すればよい。
この後、吸着面2にケミカルエッチング,イオンミリングまたは電解腐食などの加工方法を採用して主成分の結晶粒子23を第2成分の結晶粒子22よりも突出させることにより、本発明の真空吸着ノズル1を得ることができる。また、吸着面2に鏡面加工などを施して一旦平坦とした後に、上記加工を施しても構わない。
また、導電性が付与され、電子部品15を区別しやすい色合いである黒色系の真空吸着ノズル1は、例えば、主成分としてジルコニアを65質量%,第2成分として酸化鉄を35質量%の組成とした真空吸着ノズル1や,第2成分である酸化鉄を30質量%とし、酸化コバルトを3質量%,酸化クロムを2質量%加えた組成とした真空吸着ノズル1が好適である。
このようにして得られた真空吸着ノズル1は、主成分の結晶粒子23が第2成分の結晶粒子22よりも突出していることにより、電子部品15の吸着時に、突出している主成分の結晶粒子23が電子部品15の表面に存在する微小な凹部15aに緩やかに嵌め合わされた状態となり、滑り等によって吸着がずれることがなく確実に電子部品15を保持することができるので、電子部品15を落下させることなく搬送して装着することができる。また、吸着面2には主成分の結晶粒子23と凹部15aとの間に空気の流通路が存在しているので、電子部品15が吸着面2に貼り付くこともなく、装着後に電子部品15を離すために吸引孔3から空気を吸引するのを止めたときに時間を要することなく電子部品15を離すことができるので実装の高速化に対応することができる。
また、第2成分または他の成分を添加することにより、導電性が付与された真空吸着ノズル1は、真空吸着ノズル1が高速で移動して吸着や装着を繰り返したときに空気や電子部品15との摩擦で発生する静電気が真空吸着ノズル1に帯電するのを防ぐことができる。また、電子部品15を吸着するときに放電して静電破壊するおそれを少なくすることや、静電気の反発力により電子部品15が動いたり吹き飛んだりすることを防ぐことができる。
さらに、第2成分または他の成分を添加することにより、電子部品15を区別しやすい色合いの真空吸着ノズル1は、CCDカメラ18での撮影のときに、電子部品15の輪郭は明瞭なものとなり、位置や角度の認識エラーや誤った補正による装着ずれを低減させることができるので実装密度を高めることができる。
(実施例1)
以下、本発明の実施例を説明する。
主成分としてアルミナを用い、第2成分として炭化チタンを用いて試料No.1〜10を作製した。まず、アルミナと炭化チタンを別々のボールミルに溶媒とともに入れ、所定の粒度まで粉砕してスラリーを作製し、これらのスラリーを混合し、スプレードライヤーを用いて噴霧乾燥して顆粒を作製した。アルミナと炭化チタンとの混合割合は、アルミナが80質量%、炭化チタンが20質量%となるようにした。
そして、顆粒と、熱可塑性樹脂であるエチレン酢酸ビニル共重合体,ポリスチレン,アクリル系樹脂を顆粒100質量%に対して合計で20質量%とをニーダに投入し、約150℃の温度に保ちながら混練して坏土を作製した。次に、得られた坏土をペレタイザーに投入してインジェクション成形用の原料となるペレットを作製した。そして、このペレットを公知のインジェクション成形機に投入し、図1に示す例の真空吸着ノズルとなる成形体を作製した。
そして、得られた成形体を乾燥機に入れて乾燥した後、アルゴンガス雰囲気中で最高温度を1400〜1650℃の範囲とし、最高温度での保持時間を1〜5時間として焼成し、焼結体とした。その後、得られた焼結体はバレル加工でセラミックスの表面を数μm研磨し、真空吸着ノズルの吸着面となる部分を鏡面加工した。吸着面には電解腐食法を用いて主成分を突出させ、円筒部の長さが3.2mm,外径が0.8mm,内径が0.2mmであり、円筒部の肉厚が0.30mmの試料No.1〜10の真空吸着ノズルを得た。
そして、アルミナの結晶粒子の平均結晶粒径は、一般的な走査型電子顕微鏡(SEM)を用いて真空吸着ノズルの鏡面を撮影してインターセプト法で求めた。具体的にはアルミナの結晶粒子と炭化チタンの結晶粒子とが判別できる画像上に所定長さの直線を3本引き、その直線がアルミナの結晶粒子を横切った長さの合計Lと、直線が横切ったアルミナの結晶粒子の数の合計Xを測定し、L/Xを計算してアルミナの結晶粒子の平均結晶粒径を求めた。また、炭化チタンの結晶粒子の平均結晶粒径もアルミナの結晶粒子と同様にして求めた。
また、主成分であるアルミナの結晶粒子の突出高さは、吸着面の断面を走査型電子顕微鏡で撮影した画像から、アルミナの結晶粒子の突出側の頂点と、隣り合って凹んでいる第2成分である炭化チタンの結晶粒子の底との差を5ヶ所測定した平均値とした。
次に、試料No.1〜10の真空吸着ノズルを図2に示す例の電子部品装着機14に取り付け、0603タイプ(寸法が0.6mm×0.3mm)の電子部品15を1000万個ダミー基板上に実装するテストを行ない、電子部品15の位置ずれ、および電子部品15を装着位置まで運んだが、装着時に電子部品15を離すことができない、いわゆる持ち帰りについて調べた。なお、位置ずれとは、CCDカメラ18で撮影した画像を基に画像解析装置19によって位置を認識した際に補正を必要としたものをいう。
そして、位置ずれまたは持ち帰りの評価については、位置ずれまたは持ち帰りの数が0個のときは◎、1〜3個のときは○とし、4個以上は、従来と差がないか従来より劣るので×とした。また、テスト終了後に吸着面の端部に欠けの評価については、欠けが無いものは◎、0.2mm未満の欠けがあるものは○、0.2mm以上の欠けがあるものは×とした。結果を表1に示す。
表1に示す結果から、本発明の範囲外である主成分の結晶粒子の平均結晶粒径と第2成分の結晶粒子の平均結晶粒径とが等しい試料No.3および主成分の結晶粒子の平均結晶粒径と第2成分の結晶粒子の平均結晶粒径とを比較して第2成分の結晶粒子の平均結晶粒径が小さい試料No.4は、電子部品15の位置ずれが4個以上であった。これに対し、本発明の真空吸着ノズルの実施例である試料No.1,2,5〜10は、主成分の結晶粒子の平均結晶粒径よりも大きい平均結晶粒径を有する第2成分の結晶粒子を含み、吸着面において主成分の結晶粒子が第2成分の結晶粒子よりも突出しているので、電子部品15の吸着時に、突出している主成分の結晶粒子が電子部品15の表面に存在する凹部15aに緩やかに嵌め合わされた状態となり、滑りによる吸着ずれがなく確実に保持できるため、電子部品15の位置ずれが1000万個中で3個以内であった。
また、本発明の真空吸着ノズルの実施例である試料No.1,2,5〜9の電子部品15の持ち帰りについては、吸着面において主成分の結晶粒子が第2成分の結晶粒子よりも突出しており、吸着面に流路を有して空気が流通するようになっているので、電子部品15が吸着面に貼り付くこともなく持ち帰りの個数が0個であった。
なお、本発明の真空吸着ノズルの実施例である試料No.10は、持ち帰りの個数が1〜3個であり、理由は明らかではないが主成分の結晶粒子の突出高さが4.5μmであり、突出した主成分の結晶粒子が電子部品15の表面にある凹部15aに噛み込んだためと考えられる。
また、本発明の真空吸着ノズルの実施例である試料No.1,2,5〜10の吸着面の欠けについては、評価が○もしくは◎であった。
これらの位置ずれ,持ち帰り,吸着面の欠けの評価結果から、主成分の結晶粒子の平均結晶粒径よりも大きい平均結晶粒径を有する第2成分の結晶粒子を含むセラミックスからなり、主成分の結晶粒子が第2成分の結晶粒子よりも0.3〜3μm突出している吸着面が適していることが分かった。
(実施例2)
次に、主成分としてイットリアを3モル%含むジルコニアを用い、第2成分として炭化チタンを用いて試料No.11〜23を作製した。まず、ジルコニアと炭化チタンとを別々のボールミルに溶媒とともに入れ、所定の粒度まで粉砕してスラリーを作製し、これらのスラリーを混合し、スプレードライヤーを用いて噴霧乾燥して顆粒を作製した。ジルコニアと炭化チタンとの混合割合は、ジルコニアが80質量%、炭化チタンが20質量%となるようにした。
そして、顆粒と、熱可塑性樹脂であるエチレン酢酸ビニル共重合体,ポリスチレン,アクリル系樹脂を顆粒100質量%に対して合計で20質量%とをニーダに投入し、約150℃の温度に保ちながら混練して坏土を作製した。次に、得られた坏土をペレタイザーに投入してインジェクション成形用の原料となるペレットを作製した。そして、このペレットを公知のインジェクション成形機に投入し、図1に示す例の真空吸着ノズルとなる成形体を作製した。
そして、得られた成形体を乾燥機に入れて乾燥した後、真空雰囲気中で最高温度を1400〜1650℃の範囲とし、最高温度での保持時間を1〜5時間として焼成し、焼結体とした。その後、得られた焼結体はバレル加工でセラミックスの表面を数μm研磨し、真空吸着ノズルの吸着面となる部分を鏡面加工した。吸着面には電解腐食法を用いて主成分の結晶粒子を突出させ、円筒部の長さが3.2mm,外径が0.8mm,内径が0.2mmであり、円筒部の肉厚が0.30mmの試料No.11〜23の真空吸着ノズルを得た。
そして、主成分であるジルコニアの結晶粒子の平均結晶粒径は、一般的な走査型電子顕微鏡(SEM)を用いて真空吸着ノズルの焼き肌面を撮影してプラニメトリック法による以下の式(1)で計算し、第2成分である炭化チタンの結晶粒子の平均結晶粒径は実施例1と同様にして測定した。
(プラニメトリック法)
写真上で面積(A)の既知の円を描き、円内の粒子数ncと円周にかかった粒子数niから(1)式によって単位面積あたりの粒子数NGを求めた。なお、ここで示すmは写真の倍率である。
NG=(nc+1/2ni)/(A/m2)・・・(1)
そして、平均結晶粒径と第2成分の突出高さは実施例1と同様の方法で測定した。次に、試料No.11〜23の真空吸着ノズルを図2に示す例の電子部品装着機14に取り付け、実施例1と同様のテストを行ない、位置ずれ,持ち帰りおよび吸着面の欠けについて評価した。なお、評価方法についても実施例1と同様とした。結果を表2に示す。
表2に示す結果から、本発明の範囲外である試料No.16は、主成分の結晶粒子の平均結晶粒径と第2成分の結晶粒子の平均結晶粒径とが等しく、また、試料No.17は、主成分の結晶粒子の平均結晶粒径よりも第2成分の結晶粒子の平均結晶粒径の方が大きいため、電子部品を吸着したとき主成分であるジルコニアの結晶粒子が欠けたり脱粒したりして突出部が壊れやすく、吸着面の状態が安定せず電子部品に位置ずれが生じ、評価が×であった。
これに対し、本発明の真空吸着ノズルの実施例である試料No.11〜15,18〜23は、主成分の平均結晶粒径よりも大きい平均結晶粒径を有する第2成分を含み、吸着面において主成分の結晶粒子が第2成分の結晶粒子よりも突出しているので、電子部品15の吸着時に、突出している主成分の結晶粒子が電子部品15の表面に存在する凹部15aに緩やかに嵌め合わされた状態となり、滑りによる吸着ずれがなく確実に保持できるため、電子部品15の位置ずれが1000万個中で3個以下であった。
また、本発明の真空吸着ノズルの実施例である試料No.11〜15,18〜22の電子部品15の持ち帰りについては、吸着面において主成分の結晶粒子が第2成分の結晶粒子よりも突出しており、吸着面に流路を有して空気が流通するようになっているので、電子部品15が吸着面に貼り付くこともなく、持ち帰りは1000万個中で3個以下であった。
また、本発明の真空吸着ノズルの実施例である試料No.11〜15,18〜23の吸着面の欠けについては、評価が○もしくは◎であった。実施例1と比較して欠けの評価で◎が多くなったのは主成分であるジルコニアとアルミナとの強度の違いによるものと考えられる。また、試料No.11のジルコニアの結晶粒子の平均結晶粒径は0.2μmであり、この平均結晶粒径に対して、適正な焼結に達しておらず十分な強度が得られなかったためと考えられる。また、試料No.15のジルコニアの結晶粒子の平均結晶粒径は1.2μmであり、主成分の結晶粒子の平均結晶粒径が大きめとなったため、脱粒しやすくなり欠けや位置ずれで評価が○となった。
これらの電子部品15の位置ずれ,持ち帰り,吸着面の欠けの評価結果から、主成分の結晶粒子の平均結晶粒径よりも大きい平均結晶粒径を有する第2成分の結晶粒子を含むセラミックスからなり、主成分の結晶粒子が第2成分の結晶粒子よりも突出している吸着面が適しており、主成分としては、アルミナよりも強度の高いジルコニアがより適しており、ジルコニアの結晶粒子の平均結晶粒径が0.3〜1μmであることにより、実用上十分な強度を得られることが分かった。
(実施例3)
次に、主成分としてイットリアを3モル%含む安定化ジルコニアを50〜90質量%用い、第2成分として酸化亜鉛,酸化鉄,炭化チタン,窒化チタンのいずれか1種を10〜50質量%用いて、成形体を得るまでの作製方法は実施例2と同様の方法で真空吸着ノズルの成形体を作製した。第2成分に酸化鉄または酸化亜鉛を用いた真空吸着ノズルの成形体は、乾燥機に入れて乾燥した後、大気雰囲気中で最高温度を1300〜1500℃の範囲とし、最高温度での保持時間を1〜5時間として焼結体とした。また、第2成分に炭化チタンまたは窒化チタンを用いた真空吸着ノズルの成形体は、真空乾燥機に入れて乾燥した後、真空雰囲気中で最高温度を1400〜1650℃の範囲とし、最高温度での保持時間を1〜5時間として焼結体とした。得られた焼結体は、実施例1と同様に加工して試料No.24〜43の真空吸着ノズルを得た。
そして、主成分および第2成分の結晶粒子の平均結晶粒径と主成分の結晶粒子の突出高さは実施例2と同様の方法で測定した。また、真空吸着ノズルの先端と後端の間の抵抗値は図4に示す方法で測定した。次に、試料No.24〜43の真空吸着ノズルを図2に示す例の電子部品装着機14に取り付け、電子部品15の吹き飛びおよび電子部品15の静電破壊について試験を行なった。
電子部品15の吹き飛びの評価方法は、電子部品装着機14を稼動させて1000万個の吸着を行ない、真空吸着ノズルが高速で移動して空気との摩擦によって発生する静電気が真空吸着ノズルに帯電すれば、電子部品15を吸着するときに、この静電気の反発力によって電子部品15は吹き飛んで吸着されないので、ダミー基板上に実装された電子部品15の個数を数えることで電子部品15の吹き飛びの個数を確認した。なお、実装前の隣接する電子部品15の間隔は最小で0.1mmとして評価した。そして、吹き飛んだ数が3個以下のときは◎、4〜10個のときは○、11個以上を△とした。
また、電子部品15の静電破壊の評価方法については、電子部品装着機14を稼動させて1000万個の吸着を行ない、回路を形成したダミー基板1枚当たりにつき100個の電子部品15を装着し、一般に使用される回路の導通試験機を用いて、ダミー基板毎に導通試験を行なった。そして、導通の無かったダミー基板に付いてのみさらに個別に実装した電子部品15の導通試験を実施して、良否の判断を行ない静電破壊した個数を数えた。その結果、静電破壊した個数が3個以下のときは◎、4〜10個のときは○、11個以上を△とした。結果を表3に示す。
表3に示す結果から、真空吸着ノズルの先端と後端の間の抵抗値が103〜109Ωの本発明の真空吸着ノズルの実施例である試料No.24〜27,29〜32,34〜37,39〜42は、電子部品15の吹き飛びが1000万個中3個以下であり、真空吸着ノズルが高速で移動して吸着や装着を繰り返したときに空気との摩擦で発生する静電気が真空吸着ノズルに帯電することなく逃がすことができていることが分かった。
また、電子部品15の静電破壊については、本発明の真空吸着ノズルの実施例である試料No.26〜28,31〜33,36〜38,41〜43が1000万個中3個以下であったことから、真空吸着ノズルの先端と後端の間の抵抗値が105〜1010Ωであることにより、真空吸着ノズルが高速で移動したときに空気との摩擦で発生する静電気が真空吸着ノズルに帯電し、電子部品15を吸着するときに放電して静電破壊するおそれを少なくできることが分かった。
従って、電子部品15の吹き飛びおよび電子部品15の静電破壊の評価結果から、真空吸着ノズルの先端と後端の抵抗値は105〜109Ωとすることが好ましいことが分かった。
本発明の真空吸着ノズルを電子部品装着機の保持部材に組み付けたときの構成の一例を示す、(a)は斜視図であり、(b)は(a)の縦断面図である。
本発明の真空吸着ノズルを具備した電子部品装着機を用いて、チップ状の電子部品を回路基板に実装する電子部品装着装置の構成を示す概略図である。
本発明の真空吸着ノズルの吸着面および吸着物である電子部品の表面の一部を拡大した概略図であって、上図は真空吸着ノズルの吸着面の概略断面図であり、下図は電子部品の表面の概略断面図である。
真空吸着ノズルの先端と後端との間の抵抗値を測定する方法を示す概略図である。
従来の真空吸着ノズルを電子部品装着機の保持部材に組み付けたときの構成の一例を示す、(a)は斜視図であり、(b)は縦断面図である。
従来の真空吸着ノズルを具備した電子部品装着機を用いて、チップ状の電子部品を回路基板に実装する電子部品装着装置の構成を示す概略図である。
符号の説明
1:真空吸着ノズル
2:吸着面
3:吸引孔
4:円錐部
5:円筒部
6:頭部
10:保持部材
11:受け部
12:吸引孔
14:電子部品装着機
15:電子部品
15a:凹部
16:トレイ
17:ライト
18:CCDカメラ
19:画像解析装置
22:第2成分の結晶粒子
23:主成分の結晶粒子