以下、本発明の実施の形態を図に基づいて説明する。図1は本発明に係る刷版の加工装置の正面図、図2は同じく平面図、図3は同じく版保持台の平面図、図4は同じく版保持台の正面図、図5は同じく刷版カット装置を示し、同図(A)は平面図、同図(B)は同図(A)におけるV(B)矢視図、同図(C)はガイド部材の斜視図、図6は図3におけるVI-VI 線断面図、図7は図3におけるVII-VII 線断面図、図8は同じく折り曲げの動作を説明するための要部を示す正面図、図9は刷版ガイドの動作を説明するための図2におけるIX矢視図、図10は版位置決め板の動作を説明するための図2におけるX-X 線断面図である。
図11は図10におけるXI矢視図、図12は図11におけるXII 矢視図、図13(A)は図1におけるXIII矢視図、同図(B)はボルトの拡大図、図14は図13におけるXIIII矢視図、図15は図2におけるXV矢視図、図16は図15におけるXVI矢視図、図17は版保持台を取り除いた状態で示す要部の平面図、図18は図17におけるXVIII-XVIII 線断面図、図19は図3におけるXVIIII-XVIIII 線断面図、図20は図3におけるXX-XX 線断面図、図21は操作パネルを示し、同図(A)はエア吐出スイッチおよび始動スイッチを示し、同図(B)は電源スイッチを示し、同図(C)はモード切替スイッチを示す。
図22は本発明に係る刷版の加工装置において、切断片回収手段を説明するための正面図、図23は同じく再版を位置決めする動作を説明するための版保持台の正面図、同図(A)は位置決めする前の状態を示し、同図(B)は位置決めした状態を示し、図24は本発明に係る刷版の加工装置において、新版モード時の動作フローを説明するための図、図25は同じく再版モード時に動作フローを説明するための図、図26ないし図29は同じく刷版の加工方法を説明するためのフローチャートであって、図26および図27は新版モードのフローチャートを示し、図28および図29は再版モードのフローチャートを示す。
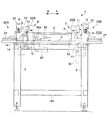
図1に全体を符号1で示す刷版の加工装置は、4本の脚2(2本の脚は図示せず)によって水平状態に支持された機台3と、この機台3の上方において刷版9を位置決めして保持する版保持台4と、この版保持台4の矢印A−B方向の両端側に設けられたくわえ側版曲げ機5および尻側版曲げ機6と、これら2つの版曲げ機5,6によって刷版9を折り曲げ加工するときに刷版9の移動を規制するくわえ側版押え装置7および尻側版押え装置8とを備えている。
くわえ側版曲げ機5は、機台3上に固定されたくわえ側版曲げベース10と、このくわえ側版曲げベース10上にくわえ側版押え装置7によって移動が規制された刷版9のくわえ側端部9aを折り曲げる第1の版折り曲げ用曲げ盤11とによって概略構成されている。尻側版曲げ機6は、後述する尻側版曲げベース移動用エアシリンダ33によって矢印A−B方向に移動可能な尻側版曲げベース12と、この尻側版曲げベース12上に尻側版押え装置8によって移動が規制された刷版9の尻側端部9bを2段に折り曲げる第2の版折り曲げ用曲げ盤13および第3の版折り曲げ用曲げ盤14とによって概略構成されている。
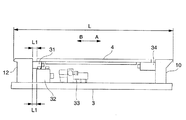
このような構成において、尻側版曲げベース移動用エアシリンダ33のロッド33aが前進し、尻側版曲げベース12が矢印B方向に移動していると、図4に示すように、尻側版曲げベース12の矢印A方向の端面と版保持台4の矢印B方向の端面との間に長さL1の間隔が形成される。この状態、すなわち、尻側版曲げベース12が矢印B方向へ移動した状態のとき、尻側版曲げベース12の矢印B方向の端部とくわえ側版曲げベース10の矢印A方向の端部との間の間隔Lが、刷版9の全長に対応した長さに設定されている。
次に、図5および図20を用いて、見当用の切欠きを形成するために、刷版9のくわえ側端部9aと尻側端部9bのそれぞれの両端部を切断加工する刷版カッター装置20Aないし20Dについて説明する。これら刷版カッター装置20Aないし20Dはいずれも同じ構造を呈しているので、ここでは刷版カッター装置20Aのみについて説明し、必要に応じて他の刷版カッター装置20Bないし20Dについても説明する。
刷版カッター装置20Aは、後述するカッター28を矢印A−B方向へ移動させる第1の流体圧シリンダとしての刷版カッター装置移動用エアシリンダ21と、カッター28を上下方向へ移動させる第2の流体圧シリンダとしてのカッター用エアシリンダ22とを備えている。刷版カッター装置移動用エアシリンダ21は機台3上に固定されており、進退自在なロッド21aの先端には、ブロック23を介して移動子24が取り付けられており、この移動子24は刷版カッター装置移動用エアシリンダ21に取り付けられたレール25によって矢印A−B方向へ移動自在に支持されている。
このような構成において、刷版カッター装置移動用エアシリンダ21のロッド21aを前進させることにより、刷版カッター装置20Aは矢印A方向に移動し同図(B)中実線で示す位置、すなわち版保持台4上に載置された刷版9の切断を行うことが可能な切断待機位置に位置付けられる。一方、刷版カッター装置移動用エアシリンダ21のロッド21aを後退させることにより、刷版カッター装置20Aは矢印B方向に移動し同図(B)中二点鎖線で示す位置、すなわち前記切断待機位置から退避した退避位置に位置付けられる。したがって、刷版カッター装置20Aは、切断待機位置とこの切断待機位置から退避した退避位置との間に移動可能に支持されている。切断待機位置に位置付けられた刷版カッター装置20Aは、後述する切断片回収手段100と図中上下方向、すなわち刷版カッター装置20Aのカッター28の移動方向において対向している。
上記カッター用エアシリンダ22は、カッター28を上下方向に摺動自在に支持するホルダー29とブロック26,27とを介して移動子24に取り付けられている。ホルダー29には、版保持台4に保持された刷版9の一隅が挿入される溝29aと、この溝29aの一部と連通されカッター28の移動を案内する孔29bとが設けられている。このような構成において、カッター用エアシリンダ22のロッド22aが前進することにより、カッター28は同図(B)に実線で示す切断待機位置から溝29a内に進出して版保持台4上に載置された刷版9の一隅を切断する刷版切断位置に移動する。すなわち、カッター28は、版保持台4上に載置された刷版9の切断を行うことが可能な切断待機位置と、この切断待機位置から動作して版保持台4上に載置された刷版9の切断を行う刷版切断位置との間に移動可能に支持されている。
30はホルダー29の下端に取り付けられ円筒状に形成されたガイド部材であって、図20に示すように中央部に孔29bに連通された第1の孔30aが上下方向に貫通形成されており、この第1の孔30aの径R1は孔29bの径よりも大きく形成されている。このガイド部材30の第1の孔30aは、カッター28によって切断された切断片が孔29bを通過後に飛散するのを防止する機能を有する。このガイド部材30のうち、刷版9の尻側端部を切断する刷版カッター装置20A,20Bに設けられたガイド部材30には、図5(C)に示すように第3の版折り曲げ用曲げ盤14との干渉を避けるために外周部の一部に切欠き30bが設けられている。
図4において、31は尻側版曲げベース12に取り付けられた支持台であって、版保持台4の矢印B方向の端部がこの支持台31上に載置されている。32は機台3に取り付けられた係合ブロックであって、後述するように矢印A方向へ移動する尻側版曲げベース12がこの係合ブロック32に当接する。
33,33は機台3上に取り付けられた尻側版曲げベース移動用エアシリンダ(一方の尻側版曲げベース移動用エアシリンダ33は図示せず)であって、ロッド33aには、図1に示すように尻側版曲げベース12が取り付けられており、ロッド33aが後退することにより尻側版曲げベース12が矢印A方向へ移動する。34はくわえ側版曲げベース10に取り付けられた支持台であって、版保持台4の矢印A方向の端部がこの支持台34に載置固定されている。
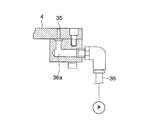
図3において、35は版保持台4にマトリックス状に配設された多数の吸引孔であって、この吸引孔35の裏面側には、図7に示すように一端が吸引ポンプに接続されたホース36に連結される連通口36aが設けられている。このように構成されていることにより、後述するように、版保持台4上に刷版9が位置決めされて載置し、図示を省略したエア吸引用弁を開いて吸引ポンプに接続すると、刷版9が版保持台4上に吸着されて保持される。
同図において、38は版保持台4に複数設けられた吐出孔であって、この吐出孔38の裏面側には、一端が吐出ポンプに接続されたホース39の他端が接続されている。このように構成されていることにより、後述するように、版保持台4上に刷版9が載置される際に、図示を省略したエア吐出用弁を開いてエア供給源に接続すると、刷版9と版保持台4との間に空気層が形成され、刷版9が版保持台4に接触することなく浮き上がった状態になる。
また、後述するように版曲げ加工が終了し、くわえ側版押え装置7および尻側版押え装置8による版押えを解除したときに、刷版載置時と同様に吐出孔38からエアを吐出することにより、刷版9を版保持台4から容易に取り外すことができる。
版保持台4の矢印C方向の端部には一対の切欠き4a,4aが設けられており、この切欠き4aは、版保持台4上に刷版9を載置するときまたは取り外すときに手を差し入れるためのものである。
次に、図2、図3および図9ないし図12を用いて、刷版9を版保持台4に位置決めする位置決め構造について説明する。図2および図3において、40は版保持台4の矢印D方向の端部で矢印A−B方向の中央部に螺合されたボルトであって、このボルト40の頭部が版保持台4上に載置される刷版9の幅方向の位置決めを行う位置決めピンとして機能する。
図2において、42,42は版保持台4に刷版9を載置する際に、刷版9のくわえ側端部9aを案内する刷版ガイドであって、くわえ側版曲げベース10の矢印A方向の端縁に位置付けられている。この刷版ガイド42は、図9および図12に示すように、くわえ側版曲げベース10に取り付けられた刷版ガイド用エアシリンダ43によって、くわえ側版曲げベース10の上端面から上下方向に出没する。
図2において、45,45は刷版9に設けたU字状に形成された基準溝(図示せず)に係入する基準ピンであって、図10に示すように、くわえ側版曲げベース10に固定された基準ピン用エアシリンダ46のロッド46aに取り付けられている。このように構成されていることにより、基準ピン用エアシリンダ46のロッド46aが前進することにより、基準ピン45がくわえ側版曲げベース10の上端面から突出し、ロッド46aが後退することにより、くわえ側版曲げベース10の上端面から没入する。
図2において、50,50は刷版位置決め板であって、図11に示すように、機台3に支持板52を介して回動自在に軸支された回動軸51の両端部に基端部が軸着されており、その揺動端部50aには基準ピン45が係入するU字溝50bが設けられている。図12において、53は図示を省略したブラケットを介して機台3に取り付けられた刷版位置決め板用モータであって、出力軸に軸着されたギア54に回動軸51に軸着されたギア55が噛合している。
このように構成されていることにより、刷版位置決め板用モータ53が図10中時計方向へ駆動するとギア54,55を介して回動軸51が、図10に示すように、反時計方向に回動して刷版位置決め板50が図中二点鎖線の位置から実線の位置に回動し、揺動端部50aのU字溝50bに基準ピン45が係入して揺動端部50aがくわえ側版曲げベース10の上端面を押圧する。
次に、図8および図13ないし図15を用いて、版保持台4上に位置決めされて載置された刷版9を版曲げ機5,6によって折り曲げ加工を行うときに、刷版9をくわえ側版曲げベース10および尻側版曲げベース12上に固定する版押え装置60A,60Bについて説明する。なお、くわえ側版曲げベース10に設けられた版押え装置60Aと尻側版曲げベース12に設けられた版押え装置60Bとは同じ構造を有しているので、ここでは一方の版押え装置60Bについて説明し、必要に応じて他方の版押え装置60Aについても説明する。
版押え装置60Bは、図13および図14に示すように、機台3の矢印C−D方向の両端部に固定された尻側版押え用エアシリンダ61B,61Bと、これら尻側版押え用エアシリンダ61B,61Bのロッド61a,61aに両端部が固定された矢印C−D方向に延在する連結ステー62Bと、この連結ステー62Bに複数本のボルト64を介して上下動自在に支持され矢印C−D方向に同じ長さに分割された三つの版押え63Bとを備えている。ボルト64は、図13(B)に示すように大径部64aと小径部64bとこの小径部64bの先端部に設けられたねじ部64cとによって構成されている。
このボルト64は、小径部64bが連結ステー62Bの嵌合孔62aに嵌合され、ねじ部64cにナット64dを螺合することにより、連結ステー62Bに植設されている。また、大径部64aを各版押え63Bの両端部に設けた貫挿孔63aに遊挿することにより、このボルト64によって版押え63は上下動自在に支持されており、版押え63Bと連結ステー62Bとの間には大径部64aに巻回された圧縮コイルばね64eが弾装されている。
65A,65Bはそれぞれの連結ステー62A,62Bの矢印C方向の端面に取り付けられた側板(一方の側板65Aは図示を省略)であって、後述するように第1および第2の版折り曲げ用曲げ盤11,13を版押え63A,63Bの上下動に追従して一体的に上下動させるものである。
このような構成において、尻側版押え用エアシリンダ61B,61Bのロッド61a,61aを前進させることにより、連結ステー62Bが図13(A)中上方に移動するので、版押え63Bもボルト64を介して上方に移動するため、この版押え63Bは尻側版曲げベース12の上端面から離間して版の押えを解除する位置に位置付けられる。
一方、尻側版押え用エアシリンダ61B,61Bのロッド61aを後退させることにより、連結ステー62Bが図13(A)中下方に移動するので、版押え63Bもボルト64を介して下方に移動するため、この版押え63Bは尻側版曲げベース12の上端面に刷版9を押し付ける位置に位置付けられる。
このとき、版押え63Bが連結ステー62との間に弾装された複数の圧縮コイルばね64eの弾発力によって下方に付勢され、ボルト64の大径部64aと貫通孔63aとの間にボルト64が斜行可能な程度の隙間が設けられているため、版押え63Bが上下方向に移動可能であるとともにわずかに傾斜することが可能になる。このため、仮に版押え63Bが全体にわたって水平状態を維持されていなくても、刷版9を尻側版曲げベース12の上端面に押し付ける際に、圧縮コイルばね64eの弾発力によって水平状態に矯正される。したがって、版押え63Bが刷版9全体を尻側版曲げベース12の上端面に均一に押圧する。換言すれば、従来必要としていた版押え63Bを水平状態に維持するために行っていた煩雑な調整が不要になる。
また、版押え63Bが三つに分割され、各版押え63Bが両端部において二つの圧縮コイルばね64e,64eによって付勢されていることにより、刷版9の全体が平坦状でない場合や部分的に撓みが発生している場合でも、三つの版押え63Bが個々に上下に移動するため、刷版9に対する版押え63Bによる片当たりを最小限に抑制することができる。
次に、主に図16を用いて、くわえ側版曲げ機5の第1の版折り曲げ用曲げ盤11を駆動する駆動手段について説明する。同図において、66は側板65Aの下部に取り付けられた支持板であって、この支持板66にはピン68を介してくわえ側1段曲げ用エアシリンダ67が枢支されている。このくわえ側1段曲げ用エアシリンダ67のロッド67aの先端部には、ピン69の一端部が回転自在に軸支され、このピン69の他端部にはレバー70の一端部が固定されている。
72,72は連結ステー62Aの矢印C−D方向の両端部に取り付けられた支持ブロックであって、これら支持ブロック72,72間には回動軸71が回転自在に軸支されている。この回動軸71の側板65Aから突出した突出端部には、上記レバー70の他端部が固定され、この回動軸71の支持ブロック72,72間における部位には、第1の版折り曲げ用曲げ盤11が取り付けられている。73は側板65Aに設けられたストッパであって、レバー70の回動端限を決めるものである。
このように構成されていることにより、くわえ側1段曲げ用エアシリンダ67のロッド67aを後退させて、レバー70を介して回動軸71が図15中時計方向に回動することにより、第1の版折り曲げ用曲げ盤11が、図8において実線で示す位置から二点鎖線で示す位置に回動して、刷版9のくわえ側端部9aを折り曲げ加工する。
次に、主に図15を用いて、尻側版曲げ機6の第2の版折り曲げ用曲げ盤13を駆動する駆動手段について説明する。同図において、75は側板65Bの下部に取り付けられた支持板であって、この支持板75にはピン77を介して尻側1段曲げ用エアシリンダ76が枢支されている。この尻側1段曲げ用エアシリンダ76のロッド76aの先端部には、ピン78の一端部が回転自在に軸支され、このピン78の他端部にはレバー79の一端部が固定されている。
81,81は連結ステー62Bの矢印C−D方向の両端部に取り付けられた支持ブロック(一方の支持ブロック81は図示を省略)であって、これら支持ブロック81,81間には回動軸80が回転自在に軸支されている。この回動軸80の側板65Bから突出した突出端部には、上記レバー79の他端部が固定され、この回動軸80の支持ブロック81,81間における部位には、第2の版折り曲げ用曲げ盤13(図8参照)が取り付けられている。82は側板65Bに設けられたストッパであって、レバー79の回動端限を決めるものである。
このように構成されていることにより、尻側1段曲げ用エアシリンダ76のロッド76aを後退させると、レバー79を介して回動軸80が図15中反時計方向に回動することにより、第2の版折り曲げ用曲げ盤13が、図8において実線に示す位置から二点鎖線に示す位置に回動して、刷版9の尻側端部9bを1段折り曲げ加工する。
次に、主に図19および図20を用いて、尻側版曲げ機6の第3の版折り曲げ用曲げ盤14を駆動する駆動手段について説明する。図19において、86はブラケット85を介して機台3の裏面側に取り付けられた断面コ字状の枢支部材であって、この枢支部材86には尻側2段曲げ用エアシリンダ87が枢支されている。
88は尻側版曲げベース12に取り付けられた軸受板89(図18参照)に横架された軸であって、この軸88を中心としてレバー90が回動自在に支持されている。このレバー90の機台3に設けた孔から機台3の下方側に臨む下端部には、尻側2段曲げ用エアシリンダ87のロッド87aの先端部が枢着されている。また、レバー90の機台3の上方側に位置する上端には、第3の版折り曲げ用曲げ盤14が取り付けられている。91は機台3に設けられたストッパであって、レバー90の回動端限を決めるものである。
このように構成されていることにより、尻側2段曲げ用エアシリンダ87のロッド87aを前進させて、レバー90が軸88を中心として図19中時計方向に回動することにより、第3の版折り曲げ用曲げ盤14が、図中実線で示す位置から二点鎖線で示す位置に回動して、刷版9の尻側端部9bを2段折り曲げ加工する。
この第3の版折り曲げ用曲げ盤14は、作動していない図中実線で示す位置に位置付けられていると、刷版カッター装置20Aのカッター28が刷版9の一隅を切断するために矢印A方向に進出することにより、刷版カッター装置20Aの一部がこの第3の版折り曲げ用曲げ盤14に干渉するおそれがある。このため、刷版カッター装置20Aのカッター28によって刷版9の一隅をカットする際には、後述するプログラムによって、前もって第3の版折り曲げ用曲げ盤14を二点鎖線で示す作動位置に位置付けるように制御している。
次に、図21を用いて操作パネルのスイッチについて説明する。同図(A)において、94は版保持台4の吐出口38からエアを吐出させるためのエア吐出スイッチ、95は刷版の加工装置1を始動する始動スイッチである。同図(B)において、96は刷版の加工装置1の電源をONとする電源スイッチである。同図(C)において、98は刷版の加工装置1によって加工する刷版9が第1の版としての新版なのか第2の版としての再版なのかを切り替える切替スイッチである。
次に、主に、図20および図22を用いて、切断片回収手段について説明する。図20に全体を符号100で示す切断片回収手段は、上述した4個の刷版カッター装置20Aないし20Dに対応して版保持台4の四偶に近接した位置に4個設けられている。この切断片回収手段100は、機台3に設けられ上記したカッター28が前記切断待機位置から前記刷版切断位置に移動することによって切断された刷版9の切断片が通過する第2の孔101と、この第2の孔101の直下に設けられ第2の孔101に連通されこの第2の孔101と同径に形成された第3の孔102aを有する円筒状に形成された切断片案内部材102と、第3の孔102aの直下に設けられた切断片回収箱103とによって構成されている。ここで、第2の孔101は機台3に穿孔して形成した孔であってもよいし、穿孔して形成したものではなく、例えば、機台3を複数枚の板材によって構成し、これら複数の板材をわずかずつずらして一体化することにより、切断片が通過する開口部を形成するようにしてもよい。
第2の孔101の径R2は、図20に示すように第1の孔30aの径R1よりも小さく形成されている。切断片案内部材102は、第3の孔102aが鉛直下方に延在するように、上端が機台3の下面に取り付けられている。切断片回収箱103は上方が開口し、対向する脚2,2間に横架されたステー104上に着脱自在に取り付けられており、この切断片回収手段100は版保持台4を支持する機台3内に設けられている。ここで、切断片案内部材102は上端が機台3の下面に取り付けられているが、切断片案内部材102の外周面の径を第2の孔101の径と同一となるように形成し、切断片案内部材102を第2の孔101を貫通させて、切断片案内部材102の上端を機台3の上面に取り付けるようにしてもよい。この場合には、第3の孔102aが第1の孔30aの径R1よりも大きければよい。
このよう構成において、刷版カッター装置20Aが図20に示すように切断片回収手段100に対向した切断待機位置に位置付けられた状態から、カッター28が溝29a内に進出し二点鎖線で示す刷版切断位置に移動することにより版保持台4上に載置された刷版9の一隅が切断される。切断された切断片は、自重により第1の孔30a、第2の孔101および第3の孔102aを通過して切断片回収箱103に回収される。このように、刷版カッター装置20Aないし20Dによって切断された刷版9の切断片は切断片回収手段100によって回収されるため、切断片が飛散することが無くなるから、加工装置の清掃回数を低減することができる。このため、作業者の負担を軽減することができるとともに、加工装置内の駆動装置等の動作不良を防止することができる。なお、この実施例では、ガイド部材30をホルダー29と別体に形成したが、ホルダー29の下端にガイド部を一体に形成してもよく、その場合には孔29bが第1の孔として機能する。
次に、図24ないし図29を用いて、このように構成された刷版の加工装置1における刷版の加工方法について説明する。
[新版モード]
先ず、新版を加工する方法について説明する。図26のステップ1において、電源スイッチ96をONとして電源を投入するとステップ2に進む。一方、ステップ1において、電源スイッチ96がONされない場合はONされるまで繰り返される。ステップ2において、切替スイッチ98によって「新版モード」に選択するとステップ3に進む。
ステップ3において、エア吐出スイッチ94をONとすることにより、図示を省略したエア供給源が作動しステップ4に進む。一方、ステップ3において、エア吐出スイッチ94がONされない場合はONされるまで繰り返される。ステップ4において、エア吐出用弁が開き、版保持台4の吐出孔38からエアが吐出される。
ステップ5において、図2に示すように、刷版9の一方の側端部を把持し、版保持台4上において刷版9のくわえ側端部9aを刷版ガイド42,42によって案内させるようにして刷版9を矢印D方向へ移動させ、他方の側端を位置決めピン40に突き当てて刷版9を版保持台4上に載置し刷版9を仮位置決めする。
このとき、刷版9の一方の側端部を保持してから刷版9が版保持台4上に仮位置決めされるまでの間、版保持台4の吐出孔38からエアが吐出されているため、このエアにより刷版9と版保持台4との間に空気の層が形成されるため、刷版9と版保持台4との間にわずかな隙間が形成され、刷版9が版保持台4から浮いた状態になる。このため、刷版9によって版保持台の表面に擦れ傷が付くこともなく、かつ刷版9が版保持台4上を摺動することもないので載置作業を容易に行うことができる。
また、位置決めピン40によって位置決めを行うとき、位置決めピン40に対して刷版の位置がずれていたとしても、刷版9が版保持台4から浮いた状態になっているため、位置決めの修正を容易に行うことができる。このため、作業を中断するようなことがなく、作業時間も短縮することができる。
ステップ6において、始動スイッチ95をONとすることにより、装置内の制御装置に書き込まれているプログラムが動作を開始し、ステップ7に進む。一方、このステップ6において、始動スイッチ95がONされないときはONされるまで繰り返される。
以上説明したステップ1からステップ6までは、図24における1番目の作業工程「電源スイッチON」から4番目の作業工程「始動スイッチON」に相当し、人手によって行われる。一方、以下に説明するステップ7からステップ30までは、図24における5番目の作業工程「刷版ガイド解除」から17番目の作業工程「刷版ガイド復帰、尻側版曲げベース復帰、エアー吐出開始」に相当し、装置内の制御装置に書き込まれているプログラムに基づいて動作する。
プログラムが動作を開始すると、図9および図12において、刷版ガイド用エアシリンダ43のロッド43aが後退するように作動し、刷版ガイド42が二点鎖線で示す位置から図中下方に移動して実線で示す位置に位置付けられ版保持台4上から没入する(ステップ7)。次いで、図10において、基準ピン用エアシリンダ46のロッド46aが前進し、基準ピン45が上昇して版保持台4の上面から突出し、突出した基準ピン45が版保持台4に仮位置決めされた刷版9の基準溝(図示せず)内に係入する(ステップ8)。
このとき、版保持台4上に載置されている刷版9に多少の位置ずれが生じていたとしても、予めステップ7において、刷版9の移動を規制する刷版ガイド42を版保持台4上から没入させているため、刷版9がわずかに移動して基準ピン45が刷版9の基準溝内に円滑に係入する。
また、このとき、刷版9が版保持台4から浮いた状態になっているため、基準ピン45による位置合わせの作業を円滑かつ容易に行うことができる。このため、作業を中断するようなことがなく、かつ基準ピン45によって刷版9に損傷を与えるようなこともない。
さらに、図12において、刷版位置決め板用モータ53が図10中時計方向へ駆動し、ギア54,55を介して回動軸51が、図10において、反時計方向に回動することにより刷版位置決め板50が図中二点鎖線の位置から実線の位置に回動する(ステップ9)。
実線の位置に回動した刷版位置決め板50の揺動端部50aのU字溝50bに基準ピン45が係入し、揺動端部50aがくわえ側版曲げベース10の上端面に載置した刷版9を圧接することにより刷版9の位置決めがなされる。ステップ10において、エア吐出用弁が閉じて、版保持台4の吐出孔38からのエアの吐出が停止する。
図7において、図示を省略した吸引ポンプが作動し、吸引エアがホース36に吸引され、版保持台4と刷版9との間が負圧状態になって、刷版9が版保持台4上に吸着されて保持される(ステップ11)。ステップ12において、図19に示すように、尻側2段曲げ用エアシリンダ87のロッド87aが前進し、レバー90が軸88を中心として図中時計方向に回動することにより、第3の版折り曲げ用曲げ盤14が図中実線で示す位置から二点鎖線で示す位置に回動する。
ステップ13において、図5に示すように、刷版カッター装置20Aないし20Dの刷版カッター装置移動用エアシリンダ21のロッド21aが前進することにより、ホルダー29の溝29a内に版保持台4に保持された刷版9の四隅が臨む。このとき、予めステップ12において第3の版折り曲げ用曲げ盤14を図19中二点鎖線で示す位置に移動させているため、刷版カッター装置20A,20Cが第3の版折り曲げ用曲げ盤14に干渉するようなことがない。
ステップ14において、刷版カッター装置20Aないし20Dのカッター用エアシリンダ22のロッド22aが前進することにより、刷版4の四隅が溝29a内に臨むカッター28によって切断される。ステップ15において、刷版カッター装置20Aないし20Dのカッター用エアシリンダ22のロッド22aが後退することにより、カッター28がホルダー29の溝29aから退避する。
ステップ16において、刷版カッター装置20Aないし20Dの刷版カッター装置移動用エアシリンダ21のロッド21aが後退することにより、カッター28が版保持台4に保持された刷版9の四隅から離間する。
ステップ17において、図1に示すように、尻側版曲げベース移動用エアシリンダ33のロッド33aが前進し、尻側版曲げベース12が矢印B方向へ移動して版曲げのための所定位置に位置付けられる。ステップ18において、図12に示すように、刷版位置決め板用モータ53が図10中反時計方向へ駆動し、ギア54,55を介して回動軸51が、図10において、時計方向に回動することにより刷版位置決め板50が図中実線で示す刷版9を圧接している位置から二点鎖線の位置に回動して上昇し、刷版9への圧接が解除される。
ステップ19において、図13に示すように、エアシリンダ61A,61B(一方のエアシリンダ61Aは図示を省略)のロッド61a,61aが後退し、版押え63A,63B(一方の版押え63Aは図示を省略)が下降する。これら版押え63A,63Bの下降によって刷版9のくわえ側端部9aと尻側端部9bとが、くわえ側版曲げベース10と尻側版曲げベース12とのそれぞれに固定される。
ステップ20において、図19に示すように、尻側2段曲げ用エアシリンダ87のロッド87aが後退し、レバー90が軸88を中心として図中反時計方向に回動することにより、第3の版折り曲げ用曲げ盤14が図中二点鎖線で示す位置から実線で示す位置に回動し、ステップ12の状態から元の状態に戻る。
ステップ21において、エア吸引弁が閉じることにより、吸引孔35からの吸引エアの吸引が停止され、刷版9の版保持台4上への吸着が解除される。ステップ22において、図10に示すように、基準ピン用エアシリンダ46のロッド46aが後退し、基準ピン45が下降して版保持台4の上面から没入するので、基準ピン45の刷版9の基準溝(図示せず)内への係入が解除される。
図27のステップ23において、図15に示すように、くわえ側1段曲げ用エアシリンダ67のロッド67aが後退し、レバー70を介して回動軸71が図中時計方向に回動することにより、第1の版折り曲げ用曲げ盤11が、図8において実線で示す位置から二点鎖線で示す位置に回動して、刷版9のくわえ側端部9aが折り曲げられる。
同時に、尻側1段曲げ用エアシリンダ76のロッド76aが前進し、レバー79を介して回動軸80が図15中反時計方向に回動することにより、第2の版折り曲げ用曲げ盤13が、図8において実線で示す位置から二点鎖線で示す位置に回動して、刷版9の尻側端部9bの1段折り曲げ加工がなされる。
ステップ24において、図19に示すように、尻側2段曲げ用エアシリンダ87のロッド87aが前進し、レバー90が軸88を中心として図中時計方向に回動することにより、第3の版折り曲げ用曲げ盤14が図中実線で示す位置から二点鎖線で示す位置に回動して、刷版9の尻側端部9bの2段折り曲げ加工がなされる。
ステップ25において、尻側2段曲げ用エアシリンダ87のロッド87aが後退し、レバー90が軸88を中心として図中反時計方向に回動することにより、第3の版折り曲げ用曲げ盤14が図中二点鎖線で示す位置から実線で示す位置に回動して初期位置に復帰する。
ステップ26において、図15に示すように、くわえ側1段曲げ用エアシリンダ67のロッド67aが前進し、レバー70を介して回動軸71が図中反時計方向に回動することにより、第1の版折り曲げ用曲げ盤11が図8において二点鎖線で示す位置から実線で示す位置に回動して初期位置に復帰する。
同時に、尻側1段曲げ用エアシリンダ76のロッド76aが後退し、レバー79を介して回動軸80が図15中時計方向に回動することにより、第2の版折り曲げ用曲げ盤13が図8において二点鎖線で示す位置から実線で示す位置に回動して初期位置に復帰する。
ステップ27において、図13に示すように、エアシリンダ61A,61B(エアシリンダ61Aは図示を省略)のロッド61a,61aが前進し、版押え63A,63Bが上昇して版押えが解除される。
ステップ28において、図12に示すように、刷版ガイド用エアシリンダ43のロッドが前進することにより、刷版ガイド42が図中上方に移動して版保持台4上から突出して復帰する。ステップ29において、図3に示すように、尻側版曲げベース移動用エアシリンダ33のロッド33aが後退し、尻側版曲げベース12が矢印A方向へ移動して復帰する。
したがって、折り曲げ加工した刷版9の尻側端部9bが尻側版曲げベース12から離間するから、刷版9の尻側端部9bおよびくわえ側端部9aが尻側版曲げベース12およびくわえ側版曲げベース10からの取り外しが可能になる。ステップ30において、エア吐出用弁が開き、版保持台4の吐出孔38からエアが吐出される。このステップ30において、装置内の制御装置に書き込まれたプログラムに基づく制御が終了し、以下のステップ31およびステップ32は、図24における18番目の作業工程「刷版取り出し」および19番目の作業工程「電源スイッチOFF」に相当し、人手によって行われる。
ステップ31において、図2に示すように、版保持台4の切欠き4a,4aに手を差し入れて刷版9の一方の側端部を把持し、矢印C方向へ刷版9を引き出すことにより、刷版の加工装置1から刷版9を取り出す。このとき、版保持台4の吐出孔38からエアが吐出されていることにより、刷版9と版保持台4との間に負圧が残存するようなことがないから、版保持台4からの刷版9の取り外し作業を容易に行うことができるため作業性が向上する。
ステップ32において、電源スイッチ96をOFFとして電源を切断するとステップ33に進む。ステップ33において、エア吐出用弁が閉じ版保持台4の吐出孔38からのエアの吐出が停止して新版の版曲げ加工が終了する。
一方、ステップ32において、電源スイッチ96をOFFにしない場合はステップ34に進む。ステップ34において、「新版モード」の版曲げを続ける場合はステップ5に進み、ステップ5からステップ31において新版の切断加工と版折り曲げ加工とが行われる。
[再版モード]
一方、図26のステップ2において、切替スイッチ98によって「新版モード」を選択しない場合は図28におけるステップ36に進む。ステップ36において、切替スイッチ98によって「再版モード」を選択した場合はステップ37に進む。
ステップ37において、エア吐出スイッチ94をONとすることにより、図示を省略したエア供給源が作動しステップ38に進む。一方、ステップ37においてエア吐出スイッチ94がONされない場合はONされるまで繰り返される。ステップ38において、エア吐出用弁が開き、版保持台4の吐出孔38からエアが吐出される。
ステップ39において、図2に示すように、刷版9の一方の側端部を把持し、版保持台4上において刷版9のくわえ側端部9aを刷版ガイド42,42によって案内させるようにして刷版9を矢印D方向へ移動させ、他方の側端を位置決めピン40に突き当てて刷版9Aを版保持台4上に載置し刷版9Aを仮位置決めする。
このとき、刷版9Aの一方の側端部を保持してから刷版9Aが版保持台4上に仮位置決めされるまでの間、版保持台4の吐出孔38からエアが吐出されているため、このエアにより刷版9Aと版保持台4との間に空気の層が形成されるため、刷版9Aと版保持台4との間にわずかな隙間が設けられ、刷版9Aが版保持台4から浮いた状態になる。
このため、刷版9Aに擦れ傷が付くこともなく、かつ刷版9Aが版保持台4上を摺動することもないので載置作業を容易に行うことができる。ステップ40において、始動スイッチ95をONとすることにより、装置内の制御装置に書き込まれているプログラムが動作を開始し、ステップ41に進む。一方、このステップ40において、始動スイッチ95がONしないときはONするまで繰り返される。
以上説明したステップ36からステップ40までは、図25における1番目の作業工程「電源スイッチON」から4番目の作業工程「始動スイッチON」に相当し、人手によって行われる。一方、以下に説明するステップ41からステップ54までは、図25における5番目の作業工程「刷版ガイド解除」から15番目の作業工程「刷版ガイド復帰、尻側版曲げベース復帰、エアー吐出開始」に相当し、装置内の制御装置に書き込まれているプログラムに基づいて動作する。
プログラムが動作を開始すると、図9および図12において、刷版ガイド用エアシリンダ43のロッド43aが後退するように作動し、刷版ガイド42が図中二点鎖線で示す位置から下方に移動して実線で示す位置に位置付けられ版保持台4上から没入する(ステップ41)。ステップ42において、エア吐出用弁が閉じて、版保持台4の吐出孔38からのエアの吐出が停止する。
図7において、図示を省略した吸引ポンプが作動し、吸引エアがホース36に吸引され、版保持台4と刷版9Aとの間が負圧状態になって、図23(A)に示すように刷版9Aが版保持台4上に吸着されて保持される(ステップ43)。ステップ44において、同図(B)に示すように、尻側版曲げベース移動用エアシリンダ33のロッド33aが前進し、尻側版曲げベース12が矢印B方向へ移動して版曲げのための所定位置に位置付けられる。
このとき、刷版9Aが再版であるために、既に折り曲げられている尻側端部9bが尻側版曲げベース12に係合して尻側版曲げベース12とともに移動することにより、くわえ側端部9aがくわえ側版曲げベース10に係合する。すなわち、刷版9Aは、尻側版曲げベース12およびくわえ側版曲げベース10に対して位置決めがされる。
このように、既に折り曲げられている尻側端部9bおよびくわえ側端部9aを利用して刷版9Aの位置決めを行うことができる。このため、新版モードにおいて必要な加工工程であった基準ピン45による位置決め動作や刷版位置決め板50による位置決め位置での固定動作が不要になるから、加工工程を削減できることにより加工時間を短縮することができるとともに省電力を図ることもできる。
ステップ45において、図13に示すように、エアシリンダ61A,61B(エアシリンダ61Aは図示を省略)のロッド61a,61aが後退し、版押え63A,63Bが下降して、これら版押え63A,63Bによって刷版9Aのくわえ側端部9aと尻側端部9bとが、くわえ側版曲げベース10と尻側版曲げベース12とのそれぞれに固定される。
ステップ46において、エア吸引弁が閉じることにより、吸引孔35からの吸引エアの吸引が停止され、刷版9Aの版保持台4上への吸着が解除される。
図29のステップ47において、図15に示すように、くわえ側1段曲げ用エアシリンダ67のロッド67aが後退し、レバー70を介して回動軸71が図中時計方向に回動することにより、第1の版折り曲げ用曲げ盤11が、図8において実線で示す位置から二点鎖線で示す位置に回動して、刷版9Aのくわえ側端部9aが折り曲げられる。
同時に、尻側1段曲げ用エアシリンダ76のロッド76aが前進し、レバー79を介して回動軸80が図15中反時計方向に回動することにより、第2の版折り曲げ用曲げ盤13が、図8において実線で示す位置から二点鎖線で示す位置に回動して、刷版9Aの尻側端部9bの1段折り曲げ加工がなされる。
ステップ48において、図19に示すように、尻側2段曲げ用エアシリンダ87のロッド87aが前進し、レバー90が軸88を中心として図中時計方向に回動することにより、第3の版折り曲げ用曲げ盤14が図中実線で示す位置から二点鎖線で示す位置に回動して、刷版9の尻側端部9bの2段折り曲げ加工がなされる。
ステップ49において、尻側2段曲げ用エアシリンダ87のロッド87aが後退し、レバー90が軸88を中心として図中反時計方向に回動することにより、第3の版折り曲げ用曲げ盤14が図中二点鎖線で示す位置から実線で示す位置に回動して初期位置に復帰する。
ステップ50において、図15に示すように、くわえ側1段曲げ用エアシリンダ67のロッド67aが前進し、レバー70を介して回動軸71が図中反時計方向に回動することにより、第1の版折り曲げ用曲げ盤11が図8において二点鎖線で示す位置から実線で示す位置に回動して初期位置に復帰する。
同時に、尻側1段曲げ用エアシリンダ76のロッド76aが後退し、レバー79を介して回動軸80が図15中時計方向に回動することにより、第2の版折り曲げ用曲げ盤13が図8において二点鎖線で示す位置から実線で示す位置に回動して初期位置に復帰する。
ステップ51において、図13に示すように、エアシリンダ61A,61B(エアシリンダ61Aは図示を省略)のロッド61a,61aが前進し、版押え63A,63Bが上昇して版押えが解除される。
ステップ52において、図12に示すように、刷版ガイド用エアシリンダ43のロッドが前進することにより、刷版ガイド42が図中上方に移動して版保持台4上から突出して復帰する。ステップ53において、図3に示すように、尻側版曲げベース移動用エアシリンダ33のロッド33aが後退し、尻側版曲げベース12が矢印A方向へ移動して復帰する。
したがって、折り曲げ加工した刷版9Aの尻側端部9bが尻側版曲げベース12から離間するから、刷版9Aのくわえ側端部9aおよび尻側端部9bが尻側版曲げベース12およびくわえ側版曲げベース10からの取り外しが可能になる。ステップ54において、エア吐出用弁が開き、版保持台4の吐出孔38からエアが吐出される。このステップ54において、装置内の制御装置に書き込まれたプログラムに基づく制御が終了し、以下に説明するステップ55およびステップ56は、図24における16番目の作業工程「刷版取り出し」および17番目の作業工程「電源スイッチOFF」に相当し、人手によって行われる。
ステップ55において、図2に示すように、版保持台4の切欠き4a,4aに手を差し入れて刷版9Aの一方の側端部を把持し、矢印C方向へ刷版9を引き出すことにより、刷版の加工装置1から刷版9Aを取り出す。
このとき、版保持台4の吐出孔38からエアが吐出されていることにより、刷版と版保持台との間に負圧が残存するようなことがないから、版保持台4からの刷版9Aの取り外し作業を容易に行うことができるため作業性が向上する。
ステップ56において、電源スイッチ96をOFFとして電源を切断するとステップ57に進む。ステップ57において、エア吐出用弁が閉じ版保持台4の吐出孔38からのエアの吐出が停止して再版の版曲げ加工が終了する。
上述した新版の加工工程のうち、この再版の加工工程において省略した加工工程を図24および図25を用いて比較する。再版の加工工程において省略した加工工程は、図24において、5番目の「基準ピン上昇」「刷版位置決め板下降」、7番目の「尻側2段曲げ作動」、8番目の「刷版カッター装置移動」、9番目の「刷版カッター刃作動」、10番目の「刷版カッター刃復帰」、「刷版カッター装置復帰」、「刷版位置決め板上昇」、11番目の「尻側2段曲げ復帰」、12番目の「基準ピン下降」である。このように、再版モードにおいて、必要な加工工程のみを残し、不要な加工工程を省略したことにより、加工時間を短縮することができる。
一方、ステップ56において、電源スイッチ96をOFFとしない場合はステップ58に進む。ステップ58において、「再版モード」の版曲げを続ける場合は、図28におけるステップ39に進む。
ステップ39からステップ57において、再版の版曲げ加工が行われる。
一方、ステップ58において、「再版モード」の版曲げを続けない場合はステップ59に進む。ステップ59において、切替スイッチ98によって「新版モード」を選択した場合は、図26におけるステップ5に進む。
ステップ5からステップ33において新版の切断加工と版折り曲げ加工とが行われる。
一方、ステップ59において、切替スイッチ98によって「新版モード」を選択しない場合は、ステップ56に進む。
また、図27のステップ34において、「新版モード」の版曲げ加工を続けない場合はステップ35に進む。ステップ35において、切替スイッチ98によって「再版モード」を選択した場合は図28におけるステップ39に進む。
ステップ39からステップ57において、再版の版曲げ加工が行われる。
一方、ステップ35において、切替スイッチ98によって「再版モード」を選択しない場合はステップ32に進む。
また、図28のステップ36において、切替スイッチ98によって「再版モード」を選択しない場合は、図26のステップ2に進む。
図30は版押え63Bを付勢する付勢手段の変形例を示したものであって、連結ステー62Bと版押え63Bとの間に弾装した圧縮コイルばね64eの替わりに、同図に示すように座金64f,64fを介して皿ばね64gを用いた場合であって、上述した圧縮コイルばね64eと同様な作用効果が得られるとともに、圧縮コイルばね64eよりも小型化を図ることができる。
なお、本実施の形態においては、尻側折り曲げ用ベース12を矢印A−B方向へ移動させるようにしたが、くわえ側折り曲げベース10を矢印A−B方向へ移動させるようにしてもよい。
1…刷版の加工装置、3…機台、4…版保持台、5…くわえ側版曲げ機、6…尻側版曲げ機、7…くわえ側版押え装置、8…尻側版押え装置、10…くわえ側版曲げベース、11…第1の版折り曲げ用金型、12…尻側版曲げベース、13…第2の版折り曲げ用金型、14…第3の版折り曲げ用金型、20Aないし20D…刷版カッター装置、21…刷版カッター装置移動用エアシリンダ、22…カッター用エアシリンダ、28…カッター、33…尻側版曲げベース移動用エアシリンダ、35…吸引孔、38…吐出口、40…位置決めピン、42…刷版ガイド、45…基準ピン、50…刷版位置決め、60A,60B…版押え装置、61A,61B…尻側版押え用エアシリンダ、62A,62B…連結ステー、63A,63B…版押え、64…ボルト、64e…圧縮コイルばね、95…始動スイッチ、96…電源スイッチ、98…切替えスイッチ、100…切断片回収手段、101…第1の孔、102…切断片案内部材、102a…第2の孔、103…切断片回収箱。