JP5096852B2 - 線幅測定装置および線幅測定装置の検査方法 - Google Patents
線幅測定装置および線幅測定装置の検査方法 Download PDFInfo
- Publication number
- JP5096852B2 JP5096852B2 JP2007242361A JP2007242361A JP5096852B2 JP 5096852 B2 JP5096852 B2 JP 5096852B2 JP 2007242361 A JP2007242361 A JP 2007242361A JP 2007242361 A JP2007242361 A JP 2007242361A JP 5096852 B2 JP5096852 B2 JP 5096852B2
- Authority
- JP
- Japan
- Prior art keywords
- measurement
- focus area
- line width
- focus
- height
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B21/00—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant
- G01B21/02—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness
- G01B21/04—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness by measuring coordinates of points
- G01B21/045—Correction of measurements
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L22/00—Testing or measuring during manufacture or treatment; Reliability measurements, i.e. testing of parts without further processing to modify the parts as such; Structural arrangements therefor
- H01L22/10—Measuring as part of the manufacturing process
- H01L22/12—Measuring as part of the manufacturing process for structural parameters, e.g. thickness, line width, refractive index, temperature, warp, bond strength, defects, optical inspection, electrical measurement of structural dimensions, metallurgic measurement of diffusions
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/0001—Technical content checked by a classifier
- H01L2924/0002—Not covered by any one of groups H01L24/00, H01L24/00 and H01L2224/00
Description
光学ヘッドを測定位置に移動させるためには、例えば、被測定対象物である基板を水平面(X−Y平面)上に固定し、光学ヘッドをX軸方向とY軸方向とに移動させる2軸構造とし、更に、光学ヘッドの合焦点のために高さ(Z軸)方向にも光学ヘッドを移動可能としている。
また、例えば、特許文献2では、レーザ変位計若しくはレーザ干渉計を用いて位置ずれを検出し、X軸方向とY軸方向のステージの移動量を補正している。
図1において、10は線幅測定装置、12はLCD基板等の基板、11は基板12を載置するステージ、13は光学ヘッド、14はY軸ステージ、15はX軸ステージ、16はX軸レール、17は定盤である。
線幅測定装置10において、ステージ11とX軸レール16は、定盤17の上に搭載されている。X軸レール16のレールに沿ってX軸方向に移動できるようにX軸ステージ15が搭載されている。また、X軸ステージ15に沿ってY軸方向に移動できるようにY軸ステージ14が搭載されている。そして、Y軸ステージ14に光学ヘッド13が取り付けられている。
光学ヘッド13は、Y軸ステージ14に取り付けられているために、Y軸方向に移動可能であると共に、Y軸ステージ14を介して間接的にX軸ステージ15上にあるため、X軸ステージ15が、X軸レール16上をX軸方向に移動することによって、X軸方向にも移動可能である。
このように、光学ヘッド13は、X軸ステージ15とY軸ステージ14がステージ11上をX軸方向若しくはY軸方向に移動することによって、ステージ11上に固定された基板12の任意の測定位置へ移動して、拡大画像を取得できる。
なお、光学ヘッド13は、Y軸ステージ14に高さ(Z軸)方向に移動可能に取り付けられているため、合焦点可能である。
この線幅測定装置においては、光学ヘッド13は、Y方向に移動するY軸ステージ14に取り付けられ、向かい合った2つのX軸ステージ15は、Y軸ステージ14の両端を支持して、移動するガントリー形式である。なお、Y軸ステージ14の左右の細い矢印は、Y軸ステージ14の移動方向を表わし、X軸ステージ15の上下の細い矢印は、X軸ステージ15の移動方向を表わしている。
即ち、レーザ干渉計から出力されるレーザ光は、光路29に沿ってハーフミラー26に到達し、ハーフミラー26で直進するレーザ光と0.5π[rad]の角度に反射するレーザ光とに分岐する。
ハーフミラー26で反射したレーザ光は、光路28−2に沿って反射ミラー27に到達し、反射ミラー25で0.5π[rad]の角度に反射する。反射ミラー25で反射したレーザ光は、光路28−1に沿ってLYターゲットミラー23に到達する。
LYターゲットミラー23に到達したレーザ光は、反射して、光路28−1、反射ミラー25、光路28−2、ハーフミラー26、及び、光路29を通ってレーザ干渉計21に戻る。
ハーフミラー24−1で反射したレーザ光は、光路27−1に沿ってLXAターゲットミラー22−1に到達する。
LXAターゲットミラー22−1に到達したレーザ光は、反射して、光路27−1、ハーフミラー24−1、光路27−4、ハーフミラー26、及び、光路29を通ってレーザ干渉計21に戻る。
ハーフミラー24−1で直進したレーザ光は、光路27−3に沿って反射ミラー24−2に到達し、0.5π[rad]の角度に反射する。
反射ミラー24−2で反射したレーザ光は、光路27−2に沿ってLXBターゲットミラー22−2に到達する。
LXBターゲットミラー22−2に到達したレーザ光は、反射して、光路27−2、光路27−3、ハーフミラー24−1、光路27−4、ハーフミラー26、及び、光路29を通ってレーザ干渉計21に戻る。
また、レーザ干渉計21、ハーフミラー26、ハーフミラー24−1、及び、反射ミラー24−2は、それぞれ、設置された位置が固定されて相互の距離が予め分かっている。
また、反射ミラー25は、X軸ステージ15の移動に連動してLYターゲットミラー23と常にY軸方向と平行な位置とするため、図2では特に図示していないが、X軸ステージ15に搭載されている。
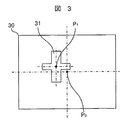
図3に示す画像30は、図2で図示したX軸ステージ15とY軸ステージ14とを用い、基板12上の所望の位置に光学ヘッド13を移動させることによって、光学ヘッド13中のCCDカメラ等のイメージセンサで、基板12上の被検査対象物(パターン)の一部の拡大画像(画像30)を撮像して得られる。
図3において、光学ヘッド13の移動位置は、予めプログラムされた位置であり、画像30の中心P0である。しかし、画像30のように、基板製作過程でのばらつきや、X軸ステージ15及びY軸ステージ14等を駆動するモータの発熱による検査装置の熱膨張の不均一から発生する機械的誤差の違い、等により、例えば図3のように、画像30の中心P0とパターン31の中心P1との位置がずれる。
検査装置は、この位置ずれの量(ズレ量)O’(△X,△Y)をパターン認識等の画像処理によって算出する。
図4は、基板12全体(X0Y0は基板原点を示す)に図3で説明したようなパターンがn個設けられている様子を示している。図4では、n=90である。検査装置は、基板原点X0Y0の方から、矢印の示す順番にパターン41−1〜41−8〜41−15〜41−22〜41−30、41−31〜41−38〜41−45〜41−52〜41−60、41−61〜41−68〜41−75〜41−82〜41−90まで、Xステージ15若しくはYステージ移動14の少なくとも一方を駆動して、次々と光学ヘッド13を移動させる。そして移動しながら、それぞれのパターン41−1〜41−nとしてプログラムに登録された位置において、画像を撮像して位置補正を繰り返す。
なお、図4では、Y軸方向のパターンは3行で図示しているが、2行でも4行以上でも良い。また、パターンの配置が不規則的配置されていても良い。
画像処理によって算出したそれぞれの測定位置でのパターン41−1のX座標の位置ずれ量を△X1、Y座標の位置ずれ量を△Y1とし、パターン41−nのX座標の位置ずれ量を△Xn、Y座標の位置ずれ量を△Ynとする。そして、レーザ干渉計によるパターン41−1のプログラム登録位置とのX座標の位置ずれ量をLX1、Y座標の位置ずれ量をLY1とし、パターン41−nのプログラム登録位置とのX座標の位置ずれ量をLXn、Y座標の位置ずれ量をLYnとし、かつ、1点目の測定位置M1(XM1,YM1)をパターン41−1の登録位置とし、n点目の測定位置Mn(XMn,YMn)をパターン41−nの登録位置とした場合に、
XM1=LX1+△X1、YM1=LY1+△Y1
‥‥‥
XMn=LXn+△Xn、YMn=LYn+△Yn
となる。
また、上記のLX1〜LXnに用いる値は、図2で示したLXAターゲットミラー22−1若しくはLXBターゲットミラー22−2のいずれかによるレーザ干渉計の算出した値を用いても良く、その場合、更に2つのターゲットミラーに関わるレーザ干渉計の算出値によって別にθ軸の補正をしても良い。
このように測定が長時間になると、ステージを駆動するリニアモータ等の発熱により、ステージ構成部品が不均一に熱膨張を起こし、ステージの直交度の変化、又は、レーザ変位計若しくはレーザ干渉計とステージ間の相対位置の変化、等のずれが発生していた。
本発明の目的は、上記のような問題を解決し、測定時間を短縮した線幅測定装置の検査方法を提供することにある。
また本発明によれば、測定時間を短縮し、ステージ構成部品が熱膨張を起こしステージの直交度変化等のずれが発生しない線幅測定装置の検査方法を提供することができる。
被検査対象物である基板12は、同一の基板であっても、検査装置10の外から搬入されステージ11上に載置され固定される都度、異なる位置、異なる水平角度、異なるそり状態となる。従って、基板12は、搬入されステージ11上に載置され固定される都度、測定位置毎に、再度、水平方向、高さ方向の位置ずれの補正が必要となっていた。更に、X軸ステージ、Y軸ステージ、光学ヘッド、等を移動させるためには、駆動機構が必要であって、駆動機構で使用するモータ等の発熱によって、検査装置内に不均一な熱分布による熱膨張が発生し、X軸ステージ、Y軸ステージ、光学ヘッド、等の移動位置に微妙なずれが発生し、基板12の位置が時間的にばらつくことになって、更に複雑な補正が必要になっていた。
本願発明は、基板搬入の都度若しくは基板の検査の都度、測定位置での水平方向と高さ方向の調整をできるだけ省き、これによって測定時間を短くし、測定時間の短縮によって、駆動機構の発熱によるX軸ステージ、Y軸ステージ、光学ヘッド、等の移動位置のずれをできるだけ小さくするものである。
しかし、この全数検査での高さ方向フォーカス設定には、フォーカスエリアを±15[μm]とした時に、1点のフォーカス時間は、1.5[s]となる。
これにより、フォーカスエリアを小さくして、移動時間の短縮とサンプリング回数の低減が可能となるため、測定時間の短縮ができるので、タクトタイムの短縮につながる。
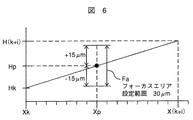
図5の実施例は内挿補間の実施例である。しかし、本発明は、内挿補間だけでなく、外挿補間でも良く、また、測定位置によっては内挿補間若しくは外挿補間のどちらか最適な補間を選択することができる。
先ず、間引いて測定した測定点のX座標をXk、及びX(k+i)とし、それらの位置で測定した測定点の高さ方向の座標をHk、及びH(k+i)とする。
そして、全数測定時の任意測定点(間引かれた任意の測定点)のX座標をXpとし、その位置の測定点での高さ方向の座標(フォーカス移動位置)をHpを次式により求める。
Hp=((H(k+i)−Hk)×(Xp−Xk)÷(X(k+i)−Xk)+Hk
上記のようにして算出した高さ方向の座標Hpに対し、±15μ[m]のフォーカスエリアを設定することにより1点のフォーカス時間が1.5[s]から1.0[s]に短縮できる。
Ft=フォーカス測定時間×フォーカス測定点数+フォーカス算出時間×フォーカス測定を間引いた測定点数
=1.5[s]×9[点]+1.0[s]×81
=94.5[s]
Mt=1点あたりの測定時間×フォーカス測定点数+補間の場合の測定時間×フォーカス測定を間引いた測定点数
=5[s]×9[点]+(5−0.5)[s]×81[点]
=409.5[s]
なお、本発明の実施例では、一般的技術なので特に述べなかったが、合焦点の具体的な処理方法については、例えば、特開2003−98425号公報、特開2004−226994号公報、特開2007−140087号公報、等に開示されている。
図7に示すように、線幅測定装置700は、主に、カメラ、光学顕微鏡、及び対物レンズ721を含む光学ヘッド713、基板712を載置するステージ711、フレームグラバ( FG )724 、調光器723 、光源722、制御部746、モニタ725、X軸レール716、X軸ステージ715、Y軸ステージ714、ステージ駆動部726、及び、ステージ711を搭載する台座717で構成される。
また制御部746は、画像取込・表示部761、画像記憶部762、及び CPU( Central Processing Unit )763から成っている。更に、光学ヘッド713は、複数の倍率の対物レンズ721を図示しないレンズリボルバー機構を制御部746から制御することによって所望の倍率の対物レンズに切替制御し、光学ヘッド713のカメラが撮像する被測定対象物712の所望のエリアの拡大率を変更する。
なお、制御部746は、PC( Personal Computer )であっても良い。
また、光学ヘッドに用いるカメラには、固体撮像素子を使ったカメラ等があるが、特にそれに限ることは無く、画像処理に必要な画像を撮像することができるイメージセンサであれば良い。
ステージ711は、例えば、基板712を固定するための吸着板であり、制御部746の制御によって、基板の搬入及び固定、並びに搬出を可能とする。X軸レール716、X軸ステージ15、Y軸ステージ14、及び光学ヘッド13は、制御部746に結合されたステージ駆動部726の制御によって、それぞれ、基板712のX方向、Y方向、Z方向に対して位置制御される。
光源722からの光は、調光器723介して光学ヘッド713の光学顕微鏡に出力される。調光器723は、制御部746から制御されて光量を調整し、光学顕微鏡に光量の調整された光を出力する。例えば、調光器723は、画像のピーク値か平均値を画像レベルの最大値になるように、光量を調整する。そして、調光器723から入力された光は、光学顕微鏡を通して基板712に照射され、基板712は光を照射されたことによって反射光を出力し、出力された反射光は、光学ヘッド713の光学顕微鏡を通ってカメラに入射する。
光学ヘッド713のカメラは、入射された光を電気信号に変換して、変換した画像信号データをFG724に出力する。FG724は、画像データを制御部746に出力する画像入力ボードである。
画像記憶部762は、画像、及び計算用のデータを記憶するのに使用され、システム全体の動作に必要な制御は、CPU763により実行される。
制御部746のプログラムは、この画像信号に画像処理を施すことにより、LCD基板のパターン線幅などを測定し、その結果をモニタ725に出力する。
図8において、初期化ステップ801では、ステージ駆動部726の制御により、Xステージ715及びYステージ714が移動し、原点(0,0)に光学ヘッド713が移動する。かつ、駆動部726の制御により、光学ヘッド713は、高さ方向に移動可能な一番上まで移動する。
なお、間引き測定する測定位置、及び間引き測定する測定位置は、被測定対象物の検査を実行するためのプログラムを作成するときに定められる。
次に、ステップ803では、間引き測定する測定位置がすべて測定を終了したか否かを判定し、終了していればステップ804に進み、終了していなければ、ステップ802に戻り処理を繰り返す。
次に、図3によって説明したような画像処理によって、各測定位置でのパターンの位置ずれ量を算出して水平方向の位置補正を行ってから、この測定位置でのパターン寸法の測定を行う。
次にステップ805では、全ての測定位置について測定が終了したか否かを判定し、終了していなければ、ステップ804を繰り返し、終了していれば、検査を終了する。
即ち、図9の実施例では、水平方向についても、図5で示した間引き測定した測定位置(測定点)41−1、41−15、41−30、41−31、41−45、41−60、41−61、41−75、41−90の座標を元に、他の測定位置(この実施例では、測定位置Ph0で代表している)のXY方向の補間を行いX座標とY座標の重み付けを行うことにより、熱変化に伴うズレ(ずれ)を補正するものである。
ステップ1101では、補正テーブルのうち、測定位置Ph0を囲む4点Ph1、Ph2、Ph3、Ph4を決定する。
即ち、間引き測定した測定位置41−1、41−15、41−30、41−31、41−45、41−60、41−61、41−75、41−90のX座標とY座標と、測定位置Ph0のX座標(Xp)とY座標(Yp)と比較する。
まず、Xpより小さくXpに一番近いX座標にある間引き測定した測定位置の点で、かつ、Ypより小さくYpに一番近いY座標にある間引き測定した測定位置の点を持つ間引き測定した測定位置をPh1(Xk,Yk)とする。
次に、Xpより小さくXpに一番近いX座標にある間引き測定した測定位置の点で、かつ、Ypより大きくYpに一番近いY座標にある間引き測定した測定位置の点を持つ間引き測定した測定位置をPh2(Xk,Yk+1)とする。
次に、Xpより大きくXpに一番近いX座標にある間引き測定した測定位置の点で、かつ、Ypより小さくYpに一番近いY座標にある間引き測定した測定位置の点を持つ間引き測定した測定位置をPh3(Xk+1,Yk)とする。
最後に、Xpより大きくXpに一番近いX座標にある間引き測定した測定位置の点で、かつ、Ypより大きくYpに一番近いY座標にある間引き測定した測定位置の点を持つ間引き測定した測定位置をPh4(Xk+1,Yk+1)とする。
なお、Ph1〜Ph4を求める順番は、本ステップでも他のステップでも特に問題ではない。これは、X座標とY座標でも同様である。
ステップ1103では、距離に反比例した加重平均を行う。このため、ステップ1102で算出した距離Rの逆数(1/R)をそれぞれ算出する。
ステップ1104では、:ステップ1103でそれぞれ算出した4点の距離の逆数(1/R)の総和SUM(1/R)を算出する。
なお、図10中の比率[%]は、距離に反比例した平均の重み付け(参考値)である。
ステップ1105では、上記4点Ph1〜Ph4それぞれに対して、X座標とY座標それぞれについて、補正値×(1/R)を算出する。
ステップ1106では、ステップ1105でそれぞれ算出した補正値×(1/R)を、X座標とY座標それぞれについて、総和を算出し、総和をステップ1104で算出したSUM(1/R)で割る。
ステップ1108では、補正された測定位置に光学ヘッドを移動する。
ステップ1109では、画像を取得して画像処理によって線幅測定等の測定を行う。
そして、例えば、図8のステップ805に進む。
また、上記実施例では、ガントリー形式のXY軸移動ステージを用いたが、この実施例に限るものではないことは言うまでもない。
また更に、上記実施例では、高さ補正では2点間の補間、位置補正では4点での補間で説明した。しかし、補間するデータの数は、これに限らず、いくつでも良いことは勿論のこと、線形補間の他、非線形補間でも良いことは自明である。
Claims (2)
- 基板上に形成されたパターンの線幅を測定する線幅測定装置の検査方法において、
高さ方向の位置を決定するための、第1のフォーカスエリアと該第1のフォーカスエリアより小さい範囲の第2のフォーカスエリアを設け、
測定位置毎に、第1のフォーカスエリアで合焦点するか第2のフォーカスエリアで合焦点するかを予め決めておき、
第1のフォーカスエリアで合焦点する測定位置について、測定位置毎に水平方向の位置と高さ方向の位置を測定し、
第1のフォーカスエリアで合焦点する測定位置の測定位置毎の水平方向の位置と高さ方向の位置から補間によって、第2のフォーカスエリアで合焦点する測定位置の、水平方向の位置と高さ方向の位置を補正し、
補正した位置において、第2のフォーカスエリアで合焦点する測定位置で線幅を測定することを特徴とする線幅測定装置の検査方法。 - 被測定対象物を載置し固定するステージと、前記ステージ上の前記被測定対象物の所定の位置の拡大画像を撮像する光学ヘッドと、前記光学ヘッドを前記被測定対象物の所定の水平位置及び高さ位置に相対的に移動するための移動機構と、前記光学ヘッドの水平位置をレーザ干渉計によって測定する位置測定部と、前記光学ヘッドの高さ位置を合焦点位置に移動させるための合焦点機構と、前記光学ヘッドが撮像した画像を画像処理し、かつ線幅測定装置を制御する画像処理部とを備え、前記被測定対象物上に形成されたパターンの寸法を測定する線幅測定装置において、前記画像処理部は、
高さ方向の位置を決定するための、第1のフォーカスエリアと該第1のフォーカスエリアより小さい範囲の第2のフォーカスエリアを設け、測定位置毎に、第1のフォーカスエリアで合焦点するか第2のフォーカスエリアで合焦点するかを予め決めておき、第1のフォーカスエリアで合焦点する測定位置について、測定位置毎に水平方向の位置と高さ方向の位置を測定し、第1のフォーカスエリアで合焦点する測定位置の測定位置毎の水平方向の位置と高さ方向の位置から補間によって、第2のフォーカスエリアで合焦点する測定位置の、水平方向の位置と高さ方向の位置を補正し、補正した位置において、第2のフォーカスエリアで合焦点する測定位置で前記被測定対象物上に形成されたパターンの線幅を測定することを特徴とする線幅測定装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007242361A JP5096852B2 (ja) | 2007-09-19 | 2007-09-19 | 線幅測定装置および線幅測定装置の検査方法 |
| PCT/JP2008/054163 WO2009037875A1 (ja) | 2007-09-19 | 2008-03-07 | 線幅測定装置の検査方法 |
| KR1020107003227A KR101067996B1 (ko) | 2007-09-19 | 2008-03-07 | 선폭 측정 장치의 검사 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007242361A JP5096852B2 (ja) | 2007-09-19 | 2007-09-19 | 線幅測定装置および線幅測定装置の検査方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009074849A JP2009074849A (ja) | 2009-04-09 |
| JP2009074849A5 JP2009074849A5 (ja) | 2010-10-21 |
| JP5096852B2 true JP5096852B2 (ja) | 2012-12-12 |
Family
ID=40467701
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007242361A Active JP5096852B2 (ja) | 2007-09-19 | 2007-09-19 | 線幅測定装置および線幅測定装置の検査方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5096852B2 (ja) |
| KR (1) | KR101067996B1 (ja) |
| WO (1) | WO2009037875A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012111603A1 (ja) * | 2011-02-17 | 2012-08-23 | シャープ株式会社 | 線幅測定装置 |
| US9080865B2 (en) | 2012-12-27 | 2015-07-14 | Shenzhen China Star Optoelectronics Technology Co., Ltd | Orthogonality compensation method for length measurement device and length measurement device using same |
| CN103075970B (zh) * | 2012-12-27 | 2015-07-01 | 深圳市华星光电技术有限公司 | 测长装置直交度补偿方法及使用该方法的测长装置 |
| US9110039B2 (en) * | 2013-07-25 | 2015-08-18 | Kla-Tencor Corporation | Auto-focus system and methods for die-to-die inspection |
| CN103837085B (zh) * | 2014-03-07 | 2016-07-06 | 哈尔滨工业大学 | 基于激光跟踪仪逐点标定的目标位移矢量测量装置及方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002228411A (ja) * | 2001-02-05 | 2002-08-14 | Hitachi Kokusai Electric Inc | 二次元測定装置 |
| JP2004294358A (ja) * | 2003-03-28 | 2004-10-21 | Hitachi High-Technologies Corp | 欠陥検査方法および装置 |
| JP4119788B2 (ja) * | 2003-05-23 | 2008-07-16 | 三菱重工業株式会社 | 形状計測システム及び方法 |
| JP4485931B2 (ja) * | 2004-12-20 | 2010-06-23 | 株式会社ディスコ | 焦点調整方法 |
| JP2007121981A (ja) * | 2005-09-30 | 2007-05-17 | Matsushita Electric Ind Co Ltd | 基板検査方法 |
-
2007
- 2007-09-19 JP JP2007242361A patent/JP5096852B2/ja active Active
-
2008
- 2008-03-07 KR KR1020107003227A patent/KR101067996B1/ko active IP Right Grant
- 2008-03-07 WO PCT/JP2008/054163 patent/WO2009037875A1/ja active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| KR101067996B1 (ko) | 2011-09-26 |
| KR20100034038A (ko) | 2010-03-31 |
| JP2009074849A (ja) | 2009-04-09 |
| WO2009037875A1 (ja) | 2009-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5331828B2 (ja) | 荷電粒子線装置 | |
| JP4903627B2 (ja) | 表面実装機、及び、そのカメラ位置補正方法 | |
| US10310010B2 (en) | Probe apparatus and probe method | |
| JP2000346618A (ja) | 矩形ビーム用精密アライメント装置と方法 | |
| JP5096852B2 (ja) | 線幅測定装置および線幅測定装置の検査方法 | |
| US20060018560A1 (en) | Exposure device and exposure method | |
| JP2019066471A (ja) | 検査方法および検査装置 | |
| JP2007108037A (ja) | 位置測定方法、距離測定方法及び位置測定装置 | |
| JP2023541838A (ja) | 回路基板または回路製造のためのフォトリソグラフィ直接露光プロセスにおける露光制御 | |
| JP6650629B1 (ja) | レーザ加工装置及び撮像装置 | |
| JP2011033507A (ja) | 3次元計測装置 | |
| JP2007218846A (ja) | 寸法計測方法、撮像装置、制御装置および寸法計測装置 | |
| KR102078079B1 (ko) | 노광 장치, 노광 방법, 및 물품의 제조 방법 | |
| JP2003294419A (ja) | 微小寸法測定装置 | |
| TWI759621B (zh) | 描繪裝置以及描繪方法 | |
| US9594230B2 (en) | On-axis focus sensor and method | |
| JP4384446B2 (ja) | オートフォーカス方法及びその装置 | |
| KR20070049061A (ko) | 기판 측정 장치 | |
| JP2008209295A (ja) | 寸法測定装置 | |
| JP2004184411A (ja) | 位置認識方法 | |
| JP2001313241A (ja) | 露光装置および露光方法 | |
| JP2007292683A (ja) | 試料測定装置および試料測定装置の試料台調節方法 | |
| JP2003152037A (ja) | ウェハ検査方法、検査装置及び検査用赤外線撮像装置 | |
| KR100672166B1 (ko) | 선폭 측정 장치 | |
| JP2008139050A (ja) | 線幅測定装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100908 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100908 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120529 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120725 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120904 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120921 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5096852 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150928 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D03 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |