JP5055802B2 - 溶接h形鋼の溶接ビード整形装置 - Google Patents
溶接h形鋼の溶接ビード整形装置 Download PDFInfo
- Publication number
- JP5055802B2 JP5055802B2 JP2006090824A JP2006090824A JP5055802B2 JP 5055802 B2 JP5055802 B2 JP 5055802B2 JP 2006090824 A JP2006090824 A JP 2006090824A JP 2006090824 A JP2006090824 A JP 2006090824A JP 5055802 B2 JP5055802 B2 JP 5055802B2
- Authority
- JP
- Japan
- Prior art keywords
- shaping
- roll
- support
- weld bead
- rolls
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007493 shaping process Methods 0.000 title claims description 186
- 239000011324 bead Substances 0.000 title claims description 97
- 229910000831 Steel Inorganic materials 0.000 title claims description 57
- 239000010959 steel Substances 0.000 title claims description 57
- 230000007246 mechanism Effects 0.000 claims description 86
- 238000003466 welding Methods 0.000 claims description 57
- 239000000463 material Substances 0.000 claims description 56
- 238000003825 pressing Methods 0.000 claims description 44
- 230000001965 increasing effect Effects 0.000 description 7
- 238000003780 insertion Methods 0.000 description 4
- 230000037431 insertion Effects 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 241001391944 Commicarpus scandens Species 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000003028 elevating effect Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images












Description
しかしながら、溶接ビードが形成されている部分が未だ赤熱している状態ではウェブ材303とフランジ材301,302との接合部の機械的強度が著しく低いので、溶接直後のそのような部分に圧潰ローラ221を押し付けること、即ちウェブ材303とフランジ材301,302との接合部に破断させようとする外力を作用させることは、この接合部を破断し易くしてしまったり、H形鋼300に寸法変化を生じさせたりしてしまう課題がある。
本発明は、前記課題に鑑みてなされたものであり、最適な力で溶接ビードを整形することができるようにすることである。
フランジ材の表面とウェブ材とを溶着してH形鋼を製造するときに当該溶着部分に発生した溶接ビードに押し当てて当該溶接ビードを整形する整形ロールと、前記整形ロールの押し当て位置に対応して前記フランジ材の裏面に配置され、前記フランジ材を支える支えロールと、前記溶接ビードに前記整形ロールを押し当てる力を調整する押し当て力調整手段と、を備え、前記押し当て力調整手段は、前記整形ロールを支持する支持部及び前記支えロールを支持する支持部の少なくとも一方が回動自在に支持されるとともに弾性構造を含んで構成されており、回動自在に支持された支持部の一端に前記整形ロールまたは前記支えロールが回転自在に支持され、他端に前記弾性構造を介して当該他端の位置を調整する調整機構が設けられ、前記支持部を介して前記整形ロールまたは前記支えロールの位置が調整されるとともに、前記弾性構造の弾性力が前記支持部を介して前記溶接ビードに前記整形ロールを押し当てる力として伝達されることを特徴とする。
前記弾性構造の弾性力を調整する弾性力調整手段を備えることを特徴とする。
また、請求項3に記載の発明では、
前記押し当て力調整手段は、前記押し当てる力の水平方向成分と垂直方向成分とを個別に調整することを特徴とする。
また、弾性構造といった簡単な構成で溶接ビードに整形ロールを押し当てる力を調整することができる。
また、請求項2に記載の発明によれば、弾性構造の弾性力を調整することで、より最適な力で溶接ビードを整形することができる。
また、請求項3に記載の発明によれば、押し当てる力の水平方向成分と垂直方向成分とを個別に調整することで、最適な力で溶接ビードを整形することができる。
実施形態は、本発明を適用したビード整形装置である。
(構成)
図1及び図2は、ビード整形装置において溶接ビード305を整形する部分である整形ロール41,51,71,81や支えロール91,101の配置を模式的に示す。
図1及び図2に示すように、ビード整形装置は、通材進行方向が図中矢印A方向であるH形鋼に対して、第1及び第2の溶接ピンチロール11,21の出側に溶接ビードの整形のための複数の第1乃至第4の整形ロール41,51,71,81を備えている。また、第1乃至第4の整形ロール41,51,71,81に対応するように配置した第1及び第2の支えロール91,101を備えている。
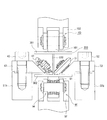
図3に示すように、下フランジ材302とウェブ材303との溶接部分に第1及び第2の整形ロール41,51を押し当てるとともに、当該ウェブ材303における第1及び第2の整形ロール41,51の押し当て部分に対応する裏面側に第1の支えロール91を配置している。
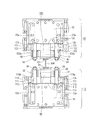
図4及び図5に示すように、ビード整形装置1は、大別して、回転自在として第1及び第2の溶接ピンチロール11,21を備えている第1及び第2の溶接ピンチロール機構10,20と、第1乃至第4の整形ロール41,51,71,81を備えている第1及び第2の整形ロール機構30,60と、回転自在として第1及び第2の支えロール91,101を備えている第1及び第2の支えロール機構90,100とを備えている。このビード整形装置1は、上下方向に延びるハウジングポスト171に対して昇降自在に支持されている。
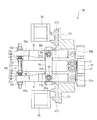
図6に示すように、第1の溶接ピンチロール機構10には、フレーム12におけるH形鋼300の通材進行方向側(H形鋼300の排出側)に、一対の支持部(或いはブラケット部)12a,12aにより第1のシャフト110が回転自在に取り付けられている。同様に、第2の溶接ピンチロール機構20には、筐体22のH形鋼300の進行方向側に、一対の支持部22a,22aにより第2のシャフト120が回転自在に取り付けられている。
第1のシャフト110の側方支持部113,113にはピン115,115が貫通していて、側方支持部113,113上面から当該ピン115,115が突出しており、これにより、第1のシャフト110は、側方支持部113,113の上面で、ピン115,115により、水平方向で回転自在に、第1の整形ロール機構30(図4、図5)の第1及び第2の支持アーム31,32をそれぞれ支持している。さらに、第1のシャフト110は、中央部112にて、第1の支えロール機構90の本体部92(図4、図5)を回転自在に支持している。
このように、第1のシャフト110には、第1の整形ロール機構30及び第1の支えロール機構90が組み付けられ、第2のシャフト120には、第2の整形ロール機構60及び第2の支えロール機構100が組み付けられている。
図7に示すように、第1の整形ロール機構30は、第1及び第2の支持アーム31,32、第1及び第2の整形ロール41,51、並びに幅調整機構130を備えている。
第1及び第2の支持アーム31,32はそれぞれ、H形鋼300の左右それぞれに配置された略長手棒状体であり、略中央付近31a,32aが前記ピン115,115により回転自在に支持されている。ここで、第1及び第2の支持アーム31,32の略中央付近31a,32aに各ピン115,115を挿通して、当該各ピン115,115の端部に平板35を掛け渡し、各ピン115,115にボルト34,34を螺合して平板35を固定することで、支持アーム31,32はその上下方向の移動が制限されている(上下方向が固定されている)。
そして、第1の支持アーム31は、一端31b側に第1の整形ロール41を備えており、また、第2の支持アーム32は、一端32b側に第2の整形ロール51を備えている。
図8に示すように、第1の支持アーム31(図7)の一端31bにボルト42によって支持ブロック43が固定されており、当該支持ブロック43に対して第1の整形ロール41が回転自在に支持されている。例えば、第1の整形ロール41は、下フランジ材302に対して略45°の角度をなすようにして支持されている。第2の整形ロール51についても同様に、第2の支持アーム32(図7)の一端32bにボルト52によって支持ブロック53が固定されており、当該支持ブロック53に対して回転自在に支持されている。そして、第2の整形ロール51は、下フランジ材302に対して略45°の角度をなすようにして支持されている。なお、ボルト42,52により固定される支持ブロック43,53に回転自在に整形ロール41,51を取り付けることで、各支持アーム31,32に対して各整形ロール41,51を容易に脱着できる。
この図9と図7にも示すように、第1及び第2の支持アーム31,32には、第1の整形ロール41と第2の整形ロール51との幅(距離)を調整するための幅調整機構130が設けられている。
図10に示すように、内側ナット133と他端部31cとの間には、ネジ131が挿通された、2枚の平座金134,135と当該2枚の平座金134,135の間に配置された弾性部材であるバネ136とが取り付けられている。ここで、他端部31cのネジ挿通孔31dの直径D1は、ネジ131の直径d1よりも多少大きい値になっている。なお、第2の支持アーム32の他端部32c近傍の構成もこれと同様な構成になっている。
高さ調整機構140では、本体部92の他端部92aにネジ(全ネジ)141を挿通して、他端部92aから上側に出たネジ141の端部141aを第1及び第2の支持アーム31,32の他端の下側面31d,32dに当接させている。そして、本体部92の他端部92aを挟み込むように、2つのナット142,143を取り付ける。ここで、本体部92の他端部92aの下側面側に配置されるナット142を下側ナット142といい、反対側(本体部92の他端部92aの上側面側)に配置されているナット143を上側ナット143という。
図11に示すように、上側ナット143と他端部92aとの間には、ネジ141が挿通された、2枚の平座金144,145と当該2枚の平座金144,145の間に配置された弾性部材であるバネ146とが取り付けられている。ここで、本体部92の他端部92aのネジ挿通孔92bの直径D2は、ネジ141の直径d2よりも多少大きい値になっている。
また、図4及び図5のように、第1のシャフト110が第1の溶接ピンチロール機構10に取り付けられていることから、第1のシャフト110に組み付けられている第1の整形ロール機構30及び第1の支えロール機構90は、第1の溶接ピンチロール機構10とともに変位することになる。
すなわち、例えば、第3及び第4の支持アーム61,62にも、図9に示すように、第3の整形ロール71と第4の整形ロール81との幅(距離)を調整するための幅調整機構150が設けられている。
高さ調整機構160では、本体部102の他端部102aにネジ(全ネジ)161を挿通して、他端部102aから上側に出たネジ161の端部161aを第3及び第4の支持アーム61,62の他端の下側面61d,62dに当接させている。そして、本体部102の他端部102aを挟み込むように、2つのナット161,162を取り付ける。ここで、本体部102の他端部102aの上側面側に配置されるナット162を上側ナット162といい、反対側(本体部102の他端部102aの下側面側)に配置されているナット163を下側ナット163という。そして、下側ナット163と他端部102aとの間には、ネジ161が挿通された、2枚の平座金164,165と当該2枚の平座金164,165の間に配置された弾性部材であるバネ166とが取り付けられている。
また、第2のシャフト120が第2の溶接ピンチロール機構20に取り付けられていることから、第2のシャフト120に組み付けられている第2の整形ロール機構60及び第2の支えロール機構100は、第2の溶接ピンチロール機構20とともに変位することになる。
ビード整形装置は、H形鋼の溶接の際に次のように動作する。
先ず、図4及び図5でH形鋼300が通板される前に、第1及び第2の溶接ピンチロール機構10,20はH形鋼300の寸法等に応じて所定位置に移動し、第1乃至第4の整形ロール41,51,71,81及び第1及び第2の支えロール91,101を所定位置に配置する。例えば、図5に位置Bから位置Cへの変化として示すように第2の整形ロール機構60を搬送して第1の溶接ピンチロール機構10に取り付けて、その後、第1の溶接ピンチロール機構10が所定位置に移動する。このときの所定位置への移動は、図示しないレール172(図7)によって移動自在に支持されている第1及び第2の溶接ピンチロール機構10,20を、図示しない昇降機構が操作することで行う。
また、バネ136,146,156,166の長さを調整するためのネジ及びナットは、前記弾性構造の弾性力を調整する弾性力調整手段を実現している。
Claims (3)
- フランジ材の表面とウェブ材とを溶着してH形鋼を製造するときに当該溶着部分に発生した溶接ビードに押し当てて当該溶接ビードを整形する整形ロールと、
前記整形ロールの押し当て位置に対応して前記フランジ材の裏面に配置され、前記フランジ材を支える支えロールと、
前記溶接ビードに前記整形ロールを押し当てる力を調整する押し当て力調整手段と、を備え、
前記押し当て力調整手段は、前記整形ロールを支持する支持部及び前記支えロールを支持する支持部の少なくとも一方が回動自在に支持されるとともに弾性構造を含んで構成されており、
回動自在に支持された支持部の一端に前記整形ロールまたは前記支えロールが回転自在に支持され、他端に前記弾性構造を介して当該他端の位置を調整する調整機構が設けられ、
前記支持部を介して前記整形ロールまたは前記支えロールの位置が調整されるとともに、前記弾性構造の弾性力が前記支持部を介して前記溶接ビードに前記整形ロールを押し当てる力として伝達されることを特徴とする溶接H形鋼の溶接ビード整形装置。 - 前記弾性構造の弾性力を調整する弾性力調整手段を備えることを特徴とする請求項1に記載の溶接H形鋼の溶接ビード整形装置。
- 前記押し当て力調整手段は、前記押し当てる力の水平方向成分と垂直方向成分とを個別に調整することを特徴とする請求項1または請求項2に記載の溶接H形鋼の溶接ビード整形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006090824A JP5055802B2 (ja) | 2006-03-29 | 2006-03-29 | 溶接h形鋼の溶接ビード整形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006090824A JP5055802B2 (ja) | 2006-03-29 | 2006-03-29 | 溶接h形鋼の溶接ビード整形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007260739A JP2007260739A (ja) | 2007-10-11 |
| JP5055802B2 true JP5055802B2 (ja) | 2012-10-24 |
Family
ID=38634243
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006090824A Active JP5055802B2 (ja) | 2006-03-29 | 2006-03-29 | 溶接h形鋼の溶接ビード整形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5055802B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102909502A (zh) * | 2012-10-17 | 2013-02-06 | 安徽肯达机械科技有限公司 | 一种变截面工字梁的卧式自动拼装设备 |
| TWI819740B (zh) * | 2022-08-09 | 2023-10-21 | 葳盛精密工業有限公司 | 型鋼整形及預拱機構 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60228015A (ja) * | 1984-04-26 | 1985-11-13 | Hitachi Plant Eng & Constr Co Ltd | 配管の溶接ビ−ド仕上機 |
| JPH106029A (ja) * | 1996-06-24 | 1998-01-13 | Kawasaki Steel Corp | フラッシュバット溶接機の突き合わせ溶接部の形状検出方法 |
| JP4304907B2 (ja) * | 2002-03-20 | 2009-07-29 | Jfeスチール株式会社 | 溶接h形鋼の溶接ビード整形装置 |
-
2006
- 2006-03-29 JP JP2006090824A patent/JP5055802B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007260739A (ja) | 2007-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1833659B1 (en) | Method and apparatus for controlling the gap between the horn and the anvil of an ultrasonic welding system | |
| AU2016240763B2 (en) | Apparatus for manufacturing welded section steel, and method for manufacturing welded section steel | |
| US8783324B2 (en) | Device for processing a packing material using ultrasound | |
| JP2008503349A (ja) | 冷間ロール成形装置 | |
| JP5055802B2 (ja) | 溶接h形鋼の溶接ビード整形装置 | |
| JP2014087815A (ja) | 溶接型鋼の歪矯正装置 | |
| JP6568890B2 (ja) | 溶接装置 | |
| JP2013086112A (ja) | 矯正機 | |
| JP2010110995A (ja) | 中空成形装置 | |
| JP2012505755A5 (ja) | ||
| JP4304907B2 (ja) | 溶接h形鋼の溶接ビード整形装置 | |
| JP2012505755A (ja) | 駆動手段のための支持軸受デバイスを備えた曲げプレス機 | |
| JP4714705B2 (ja) | 射出成形機の型締装置 | |
| JP4287841B2 (ja) | 射出成形機の横型型締装置 | |
| JP4312967B2 (ja) | ロールの撓みが2次元的に制御される圧延機 | |
| WO2013167172A1 (en) | Ultrasonic bonding device | |
| WO2019163619A1 (ja) | プレスブレーキにおけるクラウニング方法及びプレスブレーキ | |
| KR100589211B1 (ko) | 진공성형기에 있어서의 금형구동장치 | |
| JP7241394B2 (ja) | ローラ装置 | |
| JPH0272948A (ja) | 積層ガラス板の押圧組立て装置 | |
| KR200216565Y1 (ko) | 라미네이터 롤러 가압장치 | |
| CN220591208U (zh) | 简易电动弯板装置 | |
| JP3764464B2 (ja) | 成形機の型締機構 | |
| JPH01205821A (ja) | 冷間ロール成形装置 | |
| EP0932584B1 (de) | Biegevorrichtung für auf erweichungstemperatur erwärmte glasscheiben |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090213 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100928 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110927 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111117 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120703 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120716 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150810 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5055802 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |