JP5037726B2 - 加圧体及びペリクル貼付装置 - Google Patents
加圧体及びペリクル貼付装置 Download PDFInfo
- Publication number
- JP5037726B2 JP5037726B2 JP2011518116A JP2011518116A JP5037726B2 JP 5037726 B2 JP5037726 B2 JP 5037726B2 JP 2011518116 A JP2011518116 A JP 2011518116A JP 2011518116 A JP2011518116 A JP 2011518116A JP 5037726 B2 JP5037726 B2 JP 5037726B2
- Authority
- JP
- Japan
- Prior art keywords
- pellicle
- pressurizing
- pressure
- photomask
- mask
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F1/00—Originals for photomechanical production of textured or patterned surfaces, e.g., masks, photo-masks, reticles; Mask blanks or pellicles therefor; Containers specially adapted therefor; Preparation thereof
- G03F1/62—Pellicles, e.g. pellicle assemblies, e.g. having membrane on support frame; Preparation thereof
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F1/00—Originals for photomechanical production of textured or patterned surfaces, e.g., masks, photo-masks, reticles; Mask blanks or pellicles therefor; Containers specially adapted therefor; Preparation thereof
- G03F1/62—Pellicles, e.g. pellicle assemblies, e.g. having membrane on support frame; Preparation thereof
- G03F1/64—Pellicles, e.g. pellicle assemblies, e.g. having membrane on support frame; Preparation thereof characterised by the frames, e.g. structure or material, including bonding means therefor
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F1/00—Originals for photomechanical production of textured or patterned surfaces, e.g., masks, photo-masks, reticles; Mask blanks or pellicles therefor; Containers specially adapted therefor; Preparation thereof
- G03F1/68—Preparation processes not covered by groups G03F1/20 - G03F1/50
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Preparing Plates And Mask In Photomechanical Process (AREA)
Description
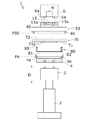
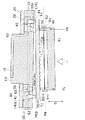
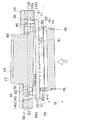
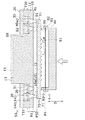
図1は、第1実施例におけるペリクル貼付装置1の要部を示す正面図である。図1において、ペリクル貼付装置1は水平式である。ペリクル貼付装置1においてフォトマスク70は水平に保持される。ペリクル貼付装置1は、下から上に向けて、下側エアシリンダ2、下側ベース部材3、ペリクル加圧体4、マスク加圧体50、及び上側ベース部材6を備えている。下側エアシリンダ2及び上側ベース部材6は、ペリクル貼付装置1のフレーム(図示せず)に固定されている。
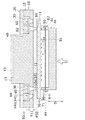
マスク加圧体50は、次の変形構成を適用できる。
2 下側エアシリンダ(アクチュエータ)
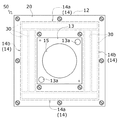
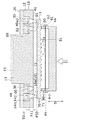
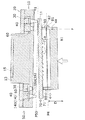
10 本体
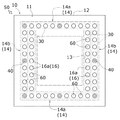
16 開口部
16a 貫通孔
20 カバー体
30 緩衝材部材
40 加圧ピン(接触部材)
60 キャップピン(被覆部材)
70 フォトマスク
80 ペリクル組立体
81 ペリクル膜
D 加圧方向
P4 ペリクル加圧面
P50 マスク加圧面
Claims (9)
- 所定の加圧方向に沿って、フォトマスクと、ペリクル膜と前記ペリクル膜を支持するペリクルフレームとによって構成されているペリクル組立体とを、加圧するための加圧体において、
前記加圧方向の一側において、前記フォトマスク又は前記ペリクル組立体に接触するための、3以上の接触部材と、
前記接触部材を前記一側に脱落不能に支持し、且つ、前記接触部材を支持する位置を前記加圧方向に直交する平面内で変更可能とする、開口部が形成された、本体と、
前記加圧方向の他側において、前記本体に固定される、カバー体と、
前記加圧方向において、前記接触部材と前記カバー体との間に配置される、緩衝材部材と、
を備えている。 - 請求項1に記載の加圧体であって、
前記開口部に前記一側に脱落不能に支持されると共に、前記開口部を閉鎖するように前記接触部材と並べて配置されることによって、前記緩衝材部材が前記一側に露出するのを防止する、被覆部材を、更に備えている。 - 請求項2に記載の加圧体であって、
前記開口部が、4以上の貫通孔の集合である。 - 請求項3に記載の加圧体であって、
複数の前記被覆部材を備えており、
1つの前記接触部材及び1つの前記被覆部材が、それぞれ、1つの前記貫通孔を閉鎖できる寸法を有している。 - 請求項4に記載の加圧体であって、
前記貫通孔の内面がテーパー状であり、
前記接触部材及び前記被覆部材が、前記貫通孔の内面に対応するテーパー状の外面を有している。 - 請求項1に記載の加圧体であって、
複数の前記緩衝材部材を備えており、
前記各緩衝材部材が、前記平面に沿って異なる位置に配置されている。 - 請求項6に記載の加圧体であって、
前記緩衝材部材の素材が、前記位置に応じて異なっている。 - 請求項6に記載の加圧体であって、
前記緩衝材部材の前記加圧方向における厚みが、前記位置に応じて異なっている。 - 所定の加圧方向に沿って、フォトマスクと、ペリクル膜と前記ペリクル膜を支持するペリクルフレームとによって構成されているペリクル組立体とを加圧するための、一対の加圧体と、
前記一対の加圧体の少なくとも一方を、前記加圧方向に沿って付勢可能なアクチュエータと、
を備えている、ペリクル貼付装置であって、
前記一対の加圧体の少なくとも一方が、請求項1〜8のいずれか1つに記載の加圧体である。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2009/060084 WO2010140223A1 (ja) | 2009-06-02 | 2009-06-02 | 加圧体及びペリクル貼付装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP5037726B2 true JP5037726B2 (ja) | 2012-10-03 |
| JPWO2010140223A1 JPWO2010140223A1 (ja) | 2012-11-15 |
Family
ID=43297369
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011518116A Active JP5037726B2 (ja) | 2009-06-02 | 2009-06-02 | 加圧体及びペリクル貼付装置 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5037726B2 (ja) |
| KR (1) | KR101318147B1 (ja) |
| WO (1) | WO2010140223A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5600921B2 (ja) * | 2009-10-19 | 2014-10-08 | 凸版印刷株式会社 | ペリクル貼付装置 |
| WO2012172642A1 (ja) * | 2011-06-14 | 2012-12-20 | 松下精機株式会社 | ペリクル貼付装置 |
| US10455549B2 (en) * | 2013-06-25 | 2019-10-22 | Nokia Solutions And Networks Oy | Control of resources |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09146261A (ja) * | 1995-11-20 | 1997-06-06 | Nikon Corp | 自動ペリクル貼付装置 |
| JP2005165170A (ja) * | 2003-12-05 | 2005-06-23 | Matsushita Seiki Kk | Fpdマスク用ペリクル貼付装置 |
| JP2009058956A (ja) * | 2007-08-29 | 2009-03-19 | Samsung Electronics Co Ltd | ペリクル付着装置及びそれを利用したペリクル付着方法 |
-
2009
- 2009-06-02 KR KR1020117026915A patent/KR101318147B1/ko active Active
- 2009-06-02 JP JP2011518116A patent/JP5037726B2/ja active Active
- 2009-06-02 WO PCT/JP2009/060084 patent/WO2010140223A1/ja not_active Ceased
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09146261A (ja) * | 1995-11-20 | 1997-06-06 | Nikon Corp | 自動ペリクル貼付装置 |
| JP2005165170A (ja) * | 2003-12-05 | 2005-06-23 | Matsushita Seiki Kk | Fpdマスク用ペリクル貼付装置 |
| JP2009058956A (ja) * | 2007-08-29 | 2009-03-19 | Samsung Electronics Co Ltd | ペリクル付着装置及びそれを利用したペリクル付着方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101318147B1 (ko) | 2013-10-15 |
| KR20130053357A (ko) | 2013-05-23 |
| WO2010140223A1 (ja) | 2010-12-09 |
| JPWO2010140223A1 (ja) | 2012-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8159654B2 (en) | Pressure body and pellicle mounting apparatus | |
| US9892949B2 (en) | Imprint method, imprint apparatus, and article manufacturing method | |
| JP5395769B2 (ja) | テンプレートチャック、インプリント装置、及びパターン形成方法 | |
| KR101325762B1 (ko) | 광학검사 장치 | |
| US9568819B2 (en) | Holding apparatus, imprint apparatus and article manufacturing method using same | |
| KR20110089071A (ko) | 리소그래피용 펠리클 및 그 제조 방법 | |
| JP5037726B2 (ja) | 加圧体及びペリクル貼付装置 | |
| US20110198769A1 (en) | Imprint apparatus and article manufacturing method | |
| US20160016354A1 (en) | Mold, imprint apparatus, and article manufacturing method | |
| US20150261104A1 (en) | Electrostatic chuck cleaner, cleaning method, and exposure apparatus | |
| KR20170086405A (ko) | 기판 보유 지지 장치, 묘화 장치, 포토마스크 검사 장치, 및 포토마스크의 제조 방법 | |
| TWI412883B (zh) | 加壓體及薄膜黏貼裝置 | |
| JP2011017833A (ja) | ペリクル貼付装置およびペリクル貼付方法、ペリクル付マスク | |
| WO2017038788A1 (ja) | 物体保持装置、露光装置、フラットパネルディスプレイの製造方法、デバイス製造方法、物体の保持方法、及び露光方法 | |
| JP2012058400A (ja) | ペリクルの製造方法 | |
| JP5328495B2 (ja) | インプリント装置及び物品の製造方法 | |
| JP6874314B2 (ja) | 物体保持装置、露光装置、フラットパネルディスプレイの製造方法、及びデバイス製造方法 | |
| JP2023173638A (ja) | 基板処理装置 | |
| JP6231576B2 (ja) | 半導体加工装置および半導体加工法 | |
| JP2011085831A (ja) | ペリクル貼付装置およびペリクル貼付方法、ペリクル付マスク | |
| JP2007331041A (ja) | 平板状ワークの作業装置 | |
| JP2004219934A (ja) | 基板貼り合わせ装置及び基板貼り合わせ方法 | |
| JP2007299925A (ja) | ステージ装置および露光装置 | |
| KR101773556B1 (ko) | 위치 정렬 장치 및 그 방법 | |
| KR20260008748A (ko) | 기판 지지체 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120605 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120704 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150713 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5037726 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |