JP5036813B2 - 熱交換素子、熱交換器および熱交換素子の製造方法 - Google Patents
熱交換素子、熱交換器および熱交換素子の製造方法 Download PDFInfo
- Publication number
- JP5036813B2 JP5036813B2 JP2009513901A JP2009513901A JP5036813B2 JP 5036813 B2 JP5036813 B2 JP 5036813B2 JP 2009513901 A JP2009513901 A JP 2009513901A JP 2009513901 A JP2009513901 A JP 2009513901A JP 5036813 B2 JP5036813 B2 JP 5036813B2
- Authority
- JP
- Japan
- Prior art keywords
- heat exchange
- exchange element
- adhesive
- partition member
- water
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 36
- 238000005192 partition Methods 0.000 claims description 126
- 230000001070 adhesive effect Effects 0.000 claims description 95
- 239000000853 adhesive Substances 0.000 claims description 94
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 claims description 82
- 239000003063 flame retardant Substances 0.000 claims description 75
- 239000000463 material Substances 0.000 claims description 55
- 239000011358 absorbing material Substances 0.000 claims description 28
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 25
- 239000002904 solvent Substances 0.000 claims description 11
- 239000002250 absorbent Substances 0.000 claims description 7
- 239000007788 liquid Substances 0.000 description 14
- 229920005989 resin Polymers 0.000 description 13
- 239000011347 resin Substances 0.000 description 13
- 239000003125 aqueous solvent Substances 0.000 description 12
- 230000000694 effects Effects 0.000 description 12
- 239000000123 paper Substances 0.000 description 11
- 238000010521 absorption reaction Methods 0.000 description 8
- -1 alkaline earth metal salt Chemical class 0.000 description 8
- 239000007864 aqueous solution Substances 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 238000010586 diagram Methods 0.000 description 6
- 239000003230 hygroscopic agent Substances 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 230000035699 permeability Effects 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- 230000002745 absorbent Effects 0.000 description 5
- UXVMQQNJUSDDNG-UHFFFAOYSA-L Calcium chloride Chemical compound [Cl-].[Cl-].[Ca+2] UXVMQQNJUSDDNG-UHFFFAOYSA-L 0.000 description 4
- 229920003043 Cellulose fiber Polymers 0.000 description 4
- 239000001110 calcium chloride Substances 0.000 description 4
- 229910001628 calcium chloride Inorganic materials 0.000 description 4
- 239000000470 constituent Substances 0.000 description 4
- 239000000839 emulsion Substances 0.000 description 4
- 239000005038 ethylene vinyl acetate Substances 0.000 description 4
- KWGKDLIKAYFUFQ-UHFFFAOYSA-M lithium chloride Chemical compound [Li+].[Cl-] KWGKDLIKAYFUFQ-UHFFFAOYSA-M 0.000 description 4
- 239000004745 nonwoven fabric Substances 0.000 description 4
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 4
- 239000004840 adhesive resin Substances 0.000 description 3
- 229920006223 adhesive resin Polymers 0.000 description 3
- 238000010009 beating Methods 0.000 description 3
- LNEUSAPFBRDCPM-UHFFFAOYSA-N carbamimidoylazanium;sulfamate Chemical compound NC(N)=N.NS(O)(=O)=O LNEUSAPFBRDCPM-UHFFFAOYSA-N 0.000 description 3
- 230000007613 environmental effect Effects 0.000 description 3
- 239000003292 glue Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000003960 organic solvent Substances 0.000 description 3
- 239000012466 permeate Substances 0.000 description 3
- 229920002635 polyurethane Polymers 0.000 description 3
- 239000004814 polyurethane Substances 0.000 description 3
- 150000003839 salts Chemical class 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 239000004925 Acrylic resin Substances 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- 239000004254 Ammonium phosphate Substances 0.000 description 2
- ZRALSGWEFCBTJO-UHFFFAOYSA-N Guanidine Chemical compound NC(N)=N ZRALSGWEFCBTJO-UHFFFAOYSA-N 0.000 description 2
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 229910052783 alkali metal Inorganic materials 0.000 description 2
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 2
- 229910000148 ammonium phosphate Inorganic materials 0.000 description 2
- 235000019289 ammonium phosphates Nutrition 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- MNNHAPBLZZVQHP-UHFFFAOYSA-N diammonium hydrogen phosphate Chemical compound [NH4+].[NH4+].OP([O-])([O-])=O MNNHAPBLZZVQHP-UHFFFAOYSA-N 0.000 description 2
- 229940079593 drug Drugs 0.000 description 2
- 239000003814 drug Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 239000003456 ion exchange resin Substances 0.000 description 2
- 229920003303 ion-exchange polymer Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 2
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 2
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000000741 silica gel Substances 0.000 description 2
- 229910002027 silica gel Inorganic materials 0.000 description 2
- 239000000779 smoke Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- NWUYHJFMYQTDRP-UHFFFAOYSA-N 1,2-bis(ethenyl)benzene;1-ethenyl-2-ethylbenzene;styrene Chemical compound C=CC1=CC=CC=C1.CCC1=CC=CC=C1C=C.C=CC1=CC=CC=C1C=C NWUYHJFMYQTDRP-UHFFFAOYSA-N 0.000 description 1
- GEHMBYLTCISYNY-UHFFFAOYSA-N Ammonium sulfamate Chemical compound [NH4+].NS([O-])(=O)=O GEHMBYLTCISYNY-UHFFFAOYSA-N 0.000 description 1
- 229920001661 Chitosan Polymers 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- CHJJGSNFBQVOTG-UHFFFAOYSA-N N-methyl-guanidine Natural products CNC(N)=N CHJJGSNFBQVOTG-UHFFFAOYSA-N 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229920002125 Sokalan® Polymers 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 229910021536 Zeolite Inorganic materials 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- 239000000783 alginic acid Substances 0.000 description 1
- 235000010443 alginic acid Nutrition 0.000 description 1
- 229920000615 alginic acid Polymers 0.000 description 1
- 229960001126 alginic acid Drugs 0.000 description 1
- 150000004781 alginic acids Chemical class 0.000 description 1
- 150000001340 alkali metals Chemical class 0.000 description 1
- BFNBIHQBYMNNAN-UHFFFAOYSA-N ammonium sulfate Chemical compound N.N.OS(O)(=O)=O BFNBIHQBYMNNAN-UHFFFAOYSA-N 0.000 description 1
- 229910052921 ammonium sulfate Inorganic materials 0.000 description 1
- 235000011130 ammonium sulphate Nutrition 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 235000011148 calcium chloride Nutrition 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 239000000679 carrageenan Substances 0.000 description 1
- 235000010418 carrageenan Nutrition 0.000 description 1
- 229920001525 carrageenan Polymers 0.000 description 1
- 229940113118 carrageenan Drugs 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- ZZTURJAZCMUWEP-UHFFFAOYSA-N diaminomethylideneazanium;hydrogen sulfate Chemical compound NC(N)=N.OS(O)(=O)=O ZZTURJAZCMUWEP-UHFFFAOYSA-N 0.000 description 1
- SWSQBOPZIKWTGO-UHFFFAOYSA-N dimethylaminoamidine Natural products CN(C)C(N)=N SWSQBOPZIKWTGO-UHFFFAOYSA-N 0.000 description 1
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 229960004198 guanidine Drugs 0.000 description 1
- 229960000789 guanidine hydrochloride Drugs 0.000 description 1
- 150000002357 guanidines Chemical class 0.000 description 1
- PJJJBBJSCAKJQF-UHFFFAOYSA-N guanidinium chloride Chemical compound [Cl-].NC(N)=[NH2+] PJJJBBJSCAKJQF-UHFFFAOYSA-N 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000011344 liquid material Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 125000006353 oxyethylene group Chemical group 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000004584 polyacrylic acid Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 239000002952 polymeric resin Substances 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920001282 polysaccharide Polymers 0.000 description 1
- 239000005017 polysaccharide Substances 0.000 description 1
- 150000004804 polysaccharides Chemical class 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 229940047670 sodium acrylate Drugs 0.000 description 1
- 238000000638 solvent extraction Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 229920003169 water-soluble polymer Polymers 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
- 239000010457 zeolite Substances 0.000 description 1
- UHVMMEOXYDMDKI-JKYCWFKZSA-L zinc;1-(5-cyanopyridin-2-yl)-3-[(1s,2s)-2-(6-fluoro-2-hydroxy-3-propanoylphenyl)cyclopropyl]urea;diacetate Chemical compound [Zn+2].CC([O-])=O.CC([O-])=O.CCC(=O)C1=CC=C(F)C([C@H]2[C@H](C2)NC(=O)NC=2N=CC(=CC=2)C#N)=C1O UHVMMEOXYDMDKI-JKYCWFKZSA-L 0.000 description 1
Images








Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D9/00—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D9/0062—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one heat-exchange medium being formed by spaced plates with inserted elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D9/00—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24F—AIR-CONDITIONING; AIR-HUMIDIFICATION; VENTILATION; USE OF AIR CURRENTS FOR SCREENING
- F24F3/00—Air-conditioning systems in which conditioned primary air is supplied from one or more central stations to distributing units in the rooms or spaces where it may receive secondary treatment; Apparatus specially designed for such systems
- F24F3/12—Air-conditioning systems in which conditioned primary air is supplied from one or more central stations to distributing units in the rooms or spaces where it may receive secondary treatment; Apparatus specially designed for such systems characterised by the treatment of the air otherwise than by heating and cooling
- F24F3/14—Air-conditioning systems in which conditioned primary air is supplied from one or more central stations to distributing units in the rooms or spaces where it may receive secondary treatment; Apparatus specially designed for such systems characterised by the treatment of the air otherwise than by heating and cooling by humidification; by dehumidification
- F24F3/147—Air-conditioning systems in which conditioned primary air is supplied from one or more central stations to distributing units in the rooms or spaces where it may receive secondary treatment; Apparatus specially designed for such systems characterised by the treatment of the air otherwise than by heating and cooling by humidification; by dehumidification with both heat and humidity transfer between supplied and exhausted air
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/02—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations
- F28F3/025—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being corrugated, plate-like elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2275/00—Fastening; Joining
- F28F2275/02—Fastening; Joining by using bonding materials; by embedding elements in particular materials
- F28F2275/025—Fastening; Joining by using bonding materials; by embedding elements in particular materials by using adhesives
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
- Y10T29/49366—Sheet joined to sheet
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Description
2 間隔保持部材
3 接着剤
4 第1の層状空気流路
5 第2の層状空気流路
6 第1の空気
7 第2の空気
10、20 熱交換素子
31、32 コルゲーター
33 プレスロール
34 糊付けロール
100 熱交換器
実施の形態1.
図1は、本発明の実施の形態1にかかる熱交換素子の構造の一例を示す斜視図である。図1に示すように、実施の形態1にかかる熱交換素子10は、複数層に設けられた第1の層状空気流路4と、第1の層状空気流路4の層間に積層され、この第1の層状空気流路4と直行して複数層に設けられた第2の層状空気流路5とを有する。この第1の層状空気流路4および第2の層状空気流路5は、第1、第2の空気流路4、5間を仕切るシート状の仕切部材1と、第1、第2の空気流路を形成するとともに仕切部材間の間隔を保持するコルゲートシート状の間隔保持部材2と、仕切部材1と間隔保持部材2とを接着する接着剤3と、により形成されている。このように構成された熱交換素子10は、第1の層状空気流路4を流れる第1の空気6と、第2の空気流路5を流れる第2の空気7との間で、仕切部材1を媒体として潜熱および顕熱を交換する。
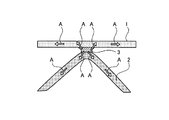
つぎに、図1に示した熱交換素子10の製作方法について説明する。図4は、熱交換素子10の製作方法を説明するための図であり、コルゲート加工を説明するための模式図である。まず、吸液性を有する素材によりシート状の仕切部材1を形成する。また、吸液性を有する素材によりシート状の間隔保持部材2を形成する。つぎに、シート状の仕切部材1と間隔保持部材2とを、たとえば図4に示すように片段のダンボール等をコルゲート(表面の起伏生成)状加工するコルゲート加工機にかける。すなわち、シート状の間隔保持部材2にコルゲーター31、32で山(起伏)を付ける。そして、間隔保持部材2の山(起伏)の片側の稜部に糊付けロール34で糊(接着剤3)を付ける。その後、糊(接着剤3)が付けられた間隔保持部材2を、プレスロール33により送られるシート状の仕切部材1と貼り合わせる。
実施例1では、上述した実施の形態1にかかる熱交換素子を以下の条件により作製した。仕切部材1には、セルロース繊維(パルプ)を叩解加工して200秒/100cc以上のガーレー透気抵抗度が確保されるようにした坪量約20g/m2の吸液性素材の特殊加工紙を使用した。間隔保持部材2には、吸液性素材として坪量約40g/m2の白色の片艶上質紙を使用した。
図6は、実施の形態2にかかる熱交換素子における仕切部材1と間隔保持部材2との接着部の拡大断面図である。なお、実施の形態2にかかる熱交換素子は、図1に示した実施の形態1にかかる熱交換素子と同じ構造を有する。
実施例2では、上述した実施の形態2にかかる熱交換素子を以下の条件により作製した。仕切部材1には、オキシエチレン基を含むポリウレタン(PUR)系樹脂の非多孔膜とパルプ素材の不織布(坪量20g/m2程度)とを熱圧着したシートを、使用した。間隔保持部材2には、実施例1の場合と同一の坪量約40g/m2の白色の片艶上質紙を用いた。
実施例3では、上述した実施の形態3にかかる熱交換素子を以下の条件により作製した。仕切部材1には、ポリエステル系の熱可塑性樹脂(防燃1級相当に難燃化処理を施してある)を20μm〜30μmの厚みに押し出し加工したフィルムにポリエチレンテレフタレート系樹脂を用いた不織布を接着したものを用いた。間隔保持部材2には、実施例1の場合と同一の坪量約40g/m2の白色の片艶上質紙を用いた。
図7は、実施の形態3にかかる熱交換素子における仕切部材1と間隔保持部材2との接着部の拡大断面図である。図7に示す実施の形態3にかかる熱交換素子は、図1に示した実施の形態1にかかる熱交換素子と同じ構造を有する。また、図8は、実施の形態3にかかる他の熱交換素子における仕切部材1と間隔保持部材2との接着部の拡大断面図である。図8に示す実施の形態3にかかる他の熱交換素子は、図2に示した実施の形態1にかかる熱交換素子と同じ構造を有する。
実施例4では、上述した実施の形態3にかかる熱交換素子を以下の条件により作製した。仕切部材1には、実施例1の場合と同一の、セルロース繊維(パルプ)を叩解加工して200秒/100cc以上のガーレー透気抵抗度が確保されるようにした坪量約20g/m2の吸液性素材の特殊加工紙を使用した。間隔保持部材2には、難燃化されたポリエチレンテレフタレート樹脂のシートをコルゲート状に成型したシート(厚さ60μm程度)を使用した。
実施例5では、上述した実施の形態3にかかる熱交換素子を以下の条件により作製した。仕切部材1には、実施例1の場合と同一の、セルロース繊維(パルプ)を叩解加工して200秒/100cc以上のガーレー透気抵抗度が確保されるようにした坪量約20g/m2の吸液性素材の特殊加工紙を使用した。間隔保持部材2には、プラスチックダンボール(原料:ポリプロピレン樹脂)を細長く切断して、その断面がI字型の細長い棒状になるように加工したものを使用した。

実施の形態4では、上述した本発明にかかる熱交換素子を備えた熱交換器に着いて説明する。図9は、上述した熱交換素子10、20を組み込んだ空調用熱交換器100の天板101aを取り外した斜視図である。本実施の形態にかかる熱交換器100は、直方体状の筐体101内に収容されている。筐体101の対向する側面の一方には室内側の吸い込み口104および吹きだし口106が設けられ、他方には室内側の吸い込み口105および吹きだし口107が設けられている。吸い込み口104と吹きだし口107との間、吸い込み口105と吹きだし口106との間は、それぞれ筐体101内の排気流路108、給気流路109により連通される。
Claims (10)
- 第1の気体の流路である第1の気体流路と、第2の気体の流路であって前記第1の気体流路上に設けられた第2の空気流路と、を形成するとともに前記第1の気体流路と前記第2の気体流路とを仕切る仕切部材と、
前記第1の気体流路と前記第2の気体流路とを形成するとともに前記仕切部材間の間隔を保持する間隔保持部材と、
前記仕切部材と前記間隔保持部材とを接着する接着剤と、
を備え、
前記接着剤は、水溶性難燃剤を含浸した水溶媒系接着剤であって、前記第1、第2の気体流路に前記仕切部材が露出するように設けられ、
前記仕切部材および前記間隔保持部材が、前記接着剤中の水分と前記水分中に含浸された前記水溶性難燃剤とを吸収する吸液性を有する素材からなること
を特徴とする熱交換素子。 - 第1の気体の流路である第1の気体流路と、第2の気体の流路であって前記第1の気体流路上に設けられた第2の空気流路と、を形成するとともに前記第1の気体流路と前記第2の気体流路とを仕切る仕切部材と、
前記第1の気体流路と前記第2の気体流路とを形成するとともに前記仕切部材間の間隔を保持する間隔保持部材と、
前記仕切部材と前記間隔保持部材とを接着する接着剤と、
を備え、
前記接着剤は、水溶性難燃剤を含浸した水溶媒系接着剤であって、前記第1、第2の気体流路に前記仕切部材が露出するように設けられ、
前記仕切部材が非吸液性を有する素材からなり、前記間隔保持部材が前記接着剤中の水分と前記水分中に含浸された前記水溶性難燃剤とを吸収する吸液性を有する素材からなること
を特徴とする熱交換素子。 - 前記第1の気体流路の流路の方向と、前記第2の気体流路の流路の方向と、が異なること、
を特徴とする請求項1または2に記載の熱交換素子。 - 前記第1の気体流路の流路の方向と、前記第2の気体流路の流路の方向と、が直行していること、
を特徴とする請求項3に記載の熱交換素子。 - 層状の前記第1の気体流路と層状の前記第2の気体流路とが交互に複数層積層されていること、
を特徴とする請求項1〜4のいずれか一つに記載の熱交換素子。 - 前記仕切部材が吸湿性を有すること、
を特徴とする請求項1に記載の熱交換素子。 - 前記水溶性難燃剤が吸湿性を有すること、
を特徴とする請求項1〜6のいずれか一つに記載の熱交換素子。 - 第1の気体と第2の気体との熱交換を行う熱交換器であって、請求項1〜7のいずれか一つに記載の熱交換素子を備えること、
を特徴とする熱交換器。 - 熱交換素子における第1の気体の流路である第1の気体流路と、第2の気体の流路であって前記第1の気体流路上に設けられた第2の空気流路と、を形成するとともに前記第1の気体流路と前記第2の気体流路とを仕切る仕切部材を形成する仕切部材形成工程と、
前記第1の気体流路と前記第2の気体流路とを形成するとともに前記仕切部材間の間隔を保持する間隔保持部材を形成する間隔保持部材形成工程と、
前記仕切部材と前記間隔保持部材とを接着剤により接着して熱交換素子を形成する接着工程と、
を含む熱交換素子の製造方法であって、
前記接着剤は、水溶性難燃剤を含浸した水溶媒系接着剤であって、前記接着工程において、前記第1、第2の気体流路に前記仕切部材が露出するように設けられ、
前記仕切部材および前記間隔保持部材を、前記接着剤中の水分と前記水分中に含浸された前記水溶性難燃剤とを吸収する吸液性を有する素材により形成すること、
を特徴とする熱交換素子の製造方法。 - 熱交換素子における第1の気体の流路である第1の気体流路と、第2の気体の流路であって前記第1の気体流路上に設けられた第2の空気流路と、を形成するとともに前記第1の気体流路と前記第2の気体流路とを仕切る仕切部材を形成する仕切部材形成工程と、
前記第1の気体流路と前記第2の気体流路とを形成するとともに前記仕切部材間の間隔を保持する間隔保持部材を形成する間隔保持部材形成工程と、
前記仕切部材と前記間隔保持部材とを接着剤により接着して熱交換素子を形成する接着工程と、
を含む熱交換素子の製造方法であって、
前記接着剤は、水溶性難燃剤を含浸した水溶媒系接着剤であって、前記接着工程において、前記第1、第2の気体流路に前記仕切部材が露出するように設けられ、
前記仕切部材を非吸液性を有する素材により形成し、前記間隔保持部材を前記接着剤中の水分と前記水分中に含浸された前記水溶性難燃剤とを吸収する吸液性を有する素材により形成すること、
を特徴とする熱交換素子の製造方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2007/059387 WO2008139560A1 (ja) | 2007-05-02 | 2007-05-02 | 熱交換素子および熱交換器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2008139560A1 JPWO2008139560A1 (ja) | 2010-07-29 |
| JP5036813B2 true JP5036813B2 (ja) | 2012-09-26 |
Family
ID=40001793
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009513901A Active JP5036813B2 (ja) | 2007-05-02 | 2007-05-02 | 熱交換素子、熱交換器および熱交換素子の製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8726978B2 (ja) |
| EP (1) | EP2146171B1 (ja) |
| JP (1) | JP5036813B2 (ja) |
| KR (1) | KR101148711B1 (ja) |
| CN (1) | CN101657688B (ja) |
| HK (1) | HK1138636A1 (ja) |
| TW (1) | TW200844391A (ja) |
| WO (1) | WO2008139560A1 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100938802B1 (ko) * | 2009-06-11 | 2010-01-27 | 국방과학연구소 | 마이크로채널 열교환기 |
| DE202012002693U1 (de) * | 2012-03-15 | 2013-06-18 | Klingenburg Gmbh | Feuchtigkeits- und/oder Wärmeaustauschvorrichtung |
| KR101458127B1 (ko) * | 2012-07-04 | 2014-11-06 | 주식회사 크레펀 | 멀티 디스플레이 시스템 및 그 제어방법 |
| KR101440723B1 (ko) * | 2013-03-14 | 2014-09-17 | 정인숙 | 현열교환기, 이를 포함하는 열회수 환기장치, 및 그 해빙운전과 점검운전 방법 |
| US20220163272A1 (en) * | 2017-05-18 | 2022-05-26 | Kai Klingenburg | Heat-exchanger plate |
| DE102014017362A1 (de) * | 2014-11-24 | 2016-05-25 | Klingenburg Gmbh | Plattenelement für einen Plattenwärmetauscher |
| EP3390946B1 (en) * | 2015-12-18 | 2020-12-16 | Core Energy Recovery Solutions Inc. | Enthalpy exchanger |
| EP3418642B1 (en) * | 2016-02-19 | 2020-10-21 | Mitsubishi Electric Corporation | Heat exchanger ventilation device, heat exchanger mounting method, and heat exchanger removal method |
| US11022376B2 (en) * | 2016-10-07 | 2021-06-01 | Sumitomo Precision Products Co., Ltd. | Heat exchanger |
| US11365942B2 (en) | 2018-03-16 | 2022-06-21 | Hamilton Sundstrand Corporation | Integral heat exchanger mounts |
| US20220178630A1 (en) * | 2019-02-27 | 2022-06-09 | Panasonic Intellectual Property Management Co., Ltd. | Heat exchange element and heat exchange-type ventilation device using same |
| CN111365770A (zh) * | 2020-04-14 | 2020-07-03 | 青岛海尔空调器有限总公司 | 散热装置及空调室外机 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6226498A (ja) * | 1985-07-26 | 1987-02-04 | Japan Vilene Co Ltd | 全熱交換素子 |
| JP2001027489A (ja) * | 1999-05-10 | 2001-01-30 | Mitsubishi Electric Corp | 熱交換器及び熱交換器の製造方法 |
| JP2003148892A (ja) * | 2001-11-16 | 2003-05-21 | Mitsubishi Electric Corp | 熱交換器及び熱交換換気装置 |
| JP2006150323A (ja) * | 2004-11-01 | 2006-06-15 | Japan Gore Tex Inc | 隔膜およびその製法、並びに該隔膜を備えた熱交換器 |
| WO2008041327A1 (fr) * | 2006-10-03 | 2008-04-10 | Mitsubishi Electric Corporation | Élément d'échange thermique total et appareil d'échange thermique total |
| WO2008129669A1 (ja) * | 2007-04-17 | 2008-10-30 | Mitsubishi Electric Corporation | 全熱交換素子の製造方法および全熱交換素子 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60101156A (ja) * | 1983-11-07 | 1985-06-05 | Sanyo Chem Ind Ltd | アルミニウム製熱交換器またはそのフイン材用親水性皮膜形成剤 |
| JPH0299193A (ja) | 1988-10-05 | 1990-04-11 | Ishikawajima Harima Heavy Ind Co Ltd | オゾン水製造装置 |
| JPH06109395A (ja) | 1992-09-24 | 1994-04-19 | Abb Gadelius Kk | フィン付きプレート型熱交換器に於ける熱交換素子 |
| JPH10153398A (ja) | 1996-11-20 | 1998-06-09 | Tokushu Paper Mfg Co Ltd | 全熱交換体用紙及びその製造方法 |
| JPH10212691A (ja) | 1997-01-29 | 1998-08-11 | Tokushu Paper Mfg Co Ltd | 全熱交換器用紙 |
| JP3791726B2 (ja) | 1997-12-19 | 2006-06-28 | 特種製紙株式会社 | 全熱交換器用紙及びそれを使用した全熱交換器用エレメント |
| CA2283089C (en) * | 1999-05-10 | 2004-05-25 | Mitsubishi Denki Kabushiki Kaisha | Heat exchanger and method for preparing it |
| CN100557127C (zh) | 2001-06-01 | 2009-11-04 | 三菱制纸株式会社 | 无孔全热交换元件用纸和使用它的全热交换元件 |
| JP2003251133A (ja) | 2002-03-07 | 2003-09-09 | Seibu Giken Co Ltd | 吸着シート及びそれを用いた吸着体 |
| JP4221708B2 (ja) | 2003-07-04 | 2009-02-12 | 三菱電機株式会社 | 熱交換器 |
| JP4206894B2 (ja) | 2003-10-15 | 2009-01-14 | 三菱電機株式会社 | 全熱交換素子 |
| GB2417315B (en) * | 2003-10-15 | 2006-07-05 | Mitsubishi Electric Corp | Heat exchanging element |
| WO2007013153A1 (ja) * | 2005-07-27 | 2007-02-01 | Mitsubishi Denki Kabushiki Kaisha | 熱交換素子およびそれを搭載した熱交換換気装置 |
| US7320361B2 (en) * | 2005-10-28 | 2008-01-22 | Mitsubishi Denki Kabushiki Kaisha | Heat exchanger |
-
2007
- 2007-05-02 US US12/593,122 patent/US8726978B2/en active Active
- 2007-05-02 CN CN2007800527751A patent/CN101657688B/zh active Active
- 2007-05-02 JP JP2009513901A patent/JP5036813B2/ja active Active
- 2007-05-02 WO PCT/JP2007/059387 patent/WO2008139560A1/ja active Application Filing
- 2007-05-02 KR KR1020097020365A patent/KR101148711B1/ko active IP Right Grant
- 2007-05-02 EP EP07742822.5A patent/EP2146171B1/en active Active
- 2007-05-29 TW TW096119079A patent/TW200844391A/zh unknown
-
2010
- 2010-04-28 HK HK10104117.8A patent/HK1138636A1/xx not_active IP Right Cessation
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6226498A (ja) * | 1985-07-26 | 1987-02-04 | Japan Vilene Co Ltd | 全熱交換素子 |
| JP2001027489A (ja) * | 1999-05-10 | 2001-01-30 | Mitsubishi Electric Corp | 熱交換器及び熱交換器の製造方法 |
| JP2003148892A (ja) * | 2001-11-16 | 2003-05-21 | Mitsubishi Electric Corp | 熱交換器及び熱交換換気装置 |
| JP2006150323A (ja) * | 2004-11-01 | 2006-06-15 | Japan Gore Tex Inc | 隔膜およびその製法、並びに該隔膜を備えた熱交換器 |
| WO2008041327A1 (fr) * | 2006-10-03 | 2008-04-10 | Mitsubishi Electric Corporation | Élément d'échange thermique total et appareil d'échange thermique total |
| WO2008129669A1 (ja) * | 2007-04-17 | 2008-10-30 | Mitsubishi Electric Corporation | 全熱交換素子の製造方法および全熱交換素子 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101657688A (zh) | 2010-02-24 |
| WO2008139560A1 (ja) | 2008-11-20 |
| CN101657688B (zh) | 2011-07-27 |
| KR101148711B1 (ko) | 2012-05-23 |
| TW200844391A (en) | 2008-11-16 |
| EP2146171B1 (en) | 2017-06-28 |
| JPWO2008139560A1 (ja) | 2010-07-29 |
| HK1138636A1 (en) | 2010-08-27 |
| EP2146171A4 (en) | 2014-02-19 |
| KR20100005061A (ko) | 2010-01-13 |
| EP2146171A1 (en) | 2010-01-20 |
| TWI365968B (ja) | 2012-06-11 |
| US8726978B2 (en) | 2014-05-20 |
| US20100139901A1 (en) | 2010-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5036813B2 (ja) | 熱交換素子、熱交換器および熱交換素子の製造方法 | |
| KR100893819B1 (ko) | 열교환기 및 열교환 환기장치 | |
| JP4855386B2 (ja) | 全熱交換素子及び全熱交換器 | |
| JP4206894B2 (ja) | 全熱交換素子 | |
| TWI525294B (zh) | Heat exchange components and air conditioning devices | |
| US20100175859A1 (en) | Total heat exchange element and manufacturing method thereof | |
| JP2001027489A (ja) | 熱交換器及び熱交換器の製造方法 | |
| JP5987854B2 (ja) | 熱交換素子及び熱交換器 | |
| JP5610777B2 (ja) | 全熱交換素子 | |
| KR100837023B1 (ko) | 전열교환 소자 및 전열교환기 | |
| JP6833106B2 (ja) | 全熱交換素子および全熱交換器 | |
| JP4305530B2 (ja) | 熱交換器 | |
| JP2002228382A (ja) | 熱交換器 | |
| WO2023223455A1 (ja) | 全熱交換素子、全熱交換器、および全熱交換素子の製造方法 | |
| JP2007003161A (ja) | 熱交換器とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110906 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111031 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120605 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120703 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150713 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5036813 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |