JP5003363B2 - 穿孔工具 - Google Patents
穿孔工具 Download PDFInfo
- Publication number
- JP5003363B2 JP5003363B2 JP2007231293A JP2007231293A JP5003363B2 JP 5003363 B2 JP5003363 B2 JP 5003363B2 JP 2007231293 A JP2007231293 A JP 2007231293A JP 2007231293 A JP2007231293 A JP 2007231293A JP 5003363 B2 JP5003363 B2 JP 5003363B2
- Authority
- JP
- Japan
- Prior art keywords
- shank
- shaft
- bit
- main body
- fitted
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
- B23B51/12—Adapters for drills or chucks; Tapered sleeves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/10—Chucks characterised by the retaining or gripping devices or their immediate operating means
- B23B31/11—Retention by threaded connection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2226/00—Materials of tools or workpieces not comprising a metal
- B23B2226/75—Stone, rock or concrete
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/02—Connections between shanks and removable cutting heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2260/00—Details of constructional elements
- B23B2260/138—Screw threads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2270/00—Details of turning, boring or drilling machines, processes or tools not otherwise provided for
- B23B2270/12—Centering of two components relative to one another
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2270/00—Details of turning, boring or drilling machines, processes or tools not otherwise provided for
- B23B2270/58—Oblique elements
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/89—Tool or Tool with support
- Y10T408/907—Tool or Tool with support including detailed shank
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/89—Tool or Tool with support
- Y10T408/909—Having peripherally spaced cutting edges
- Y10T408/9098—Having peripherally spaced cutting edges with means to retain Tool to support
- Y10T408/90993—Screw driven means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/94—Tool-support
- Y10T408/95—Tool-support with tool-retaining means
Description
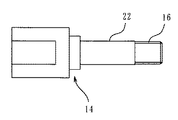
13 シャンク
14 ビット
21 短筒状部
22 基軸部
26 軸状部
28 軸状部の先端
25 凹陥部
27 凹陥部の底面
Claims (4)
- 工具本体の先端側に設けられた本体軸にシャンクを結合し、シャンクの先端側にビットを結合した穿孔工具において、
上記ビット又は本体軸によって構成された連結体あるいは上記シャンクとビット又はシャンクと本体軸との間に介装されたアダプタによって構成された連結体と上記シャンクとをネジ結合させるとともに、シャンクと連結体のネジ部の近傍には、上記シャンクと連結体の中心を合わせる芯合せ用の案内部を、互いに軸方向に嵌合する嵌合部と被嵌合部とによって構成し、上記嵌合部と被嵌合部には、ネジ結合の深度を規制する突き当て部を形成するとともに、
上記シャンク又はアダプタのビット結合側または上記本体軸側の端面に傾斜面を設けたことを特徴とする穿孔工具。 - 上記案内部を、上記シャンクと連結体のネジ部の先端側と基部側に設けたことを特徴とする、請求項1に記載の穿孔工具。
- 上記嵌合部と被嵌合部とをテーパ状に形成したことを特徴とする、請求項1又は2に記載の穿孔工具。
- 上記案内部は、上記被嵌合部の雌ネジ部の中心に配置された軸状部と、上記嵌合部の雄ネジ部の先端に開口形成された円形断面の凹陥部とによって構成され、上記突き当て部は、上記被嵌合部の軸状部の先端と、上記嵌合部の凹陥部の底面とによって構成されたことを特徴とする、請求項1〜3のいずれかに記載の穿孔工具。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007231293A JP5003363B2 (ja) | 2007-09-06 | 2007-09-06 | 穿孔工具 |
| PCT/JP2008/065205 WO2009031438A1 (ja) | 2007-09-06 | 2008-08-26 | 穿孔工具 |
| CN2008801042199A CN101821042B (zh) | 2007-09-06 | 2008-08-26 | 钻孔工具 |
| EP08829172.9A EP2184124B1 (en) | 2007-09-06 | 2008-08-26 | Boring tool |
| US12/669,989 US8956091B2 (en) | 2007-09-06 | 2008-08-26 | Drilling tool |
| TW097133903A TW200927413A (en) | 2007-09-06 | 2008-09-04 | Drilling tool |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007231293A JP5003363B2 (ja) | 2007-09-06 | 2007-09-06 | 穿孔工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009061546A JP2009061546A (ja) | 2009-03-26 |
| JP5003363B2 true JP5003363B2 (ja) | 2012-08-15 |
Family
ID=40428758
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007231293A Active JP5003363B2 (ja) | 2007-09-06 | 2007-09-06 | 穿孔工具 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8956091B2 (ja) |
| EP (1) | EP2184124B1 (ja) |
| JP (1) | JP5003363B2 (ja) |
| CN (1) | CN101821042B (ja) |
| TW (1) | TW200927413A (ja) |
| WO (1) | WO2009031438A1 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011116080B3 (de) * | 2011-10-10 | 2013-01-31 | Hartmetall-Werkzeugfabrik Paul Horn Gmbh | Werkzeugsystem zur spanabhebenden Bearbeitung eines Werkstücks |
| KR101559263B1 (ko) * | 2011-10-17 | 2015-10-08 | 미츠비시 마테리알 가부시키가이샤 | 헤드 교환식 절삭 공구용 홀더 및 헤드 교환식 절삭 공구 |
| CN104364042B (zh) | 2012-06-06 | 2016-09-28 | Osg株式会社 | 可转位式挤压丝锥 |
| DE102012221114B3 (de) * | 2012-11-19 | 2014-04-10 | Hilti Aktiengesellschaft | Setzwerkzeug für Einschlaganker |
| ITFI20130119A1 (it) * | 2013-05-23 | 2014-11-24 | Nuovo Pignone Srl | "interchangeable ball mill" |
| DE102013218884B4 (de) * | 2013-09-19 | 2015-05-21 | Kennametal Inc. | Spanendes Werkzeug |
| US9505059B2 (en) * | 2014-10-14 | 2016-11-29 | X'pole Precision Tools Inc. | Tools holder |
| US9844817B2 (en) * | 2015-08-11 | 2017-12-19 | Iscar, Ltd. | Replaceable cutting head having threaded mounting portion with two spaced apart conical abutment surfaces provided with the same cone angle, tool holder and rotary cutting tool |
| DE102016105354B4 (de) * | 2016-03-22 | 2018-03-22 | Hartmetall-Werkzeugfabrik Paul Horn Gmbh | Spanabhebendes Werkzeug |
| DE202017101104U1 (de) * | 2017-02-27 | 2017-03-27 | Kennametal Inc. | Rotations-Schneidwerkzeug-Baugruppe |
| DE102017127814A1 (de) * | 2017-11-24 | 2019-05-29 | Hartmetall-Werkzeugfabrik Paul Horn Gmbh | Werkzeug zur spanenden Bearbeitung eines Werkstücks |
| CN110227866A (zh) * | 2019-06-12 | 2019-09-13 | 河南一工钻业有限公司 | 圆柱定位的螺纹柄钻头 |
| DE102019131097A1 (de) * | 2019-11-18 | 2021-05-20 | Dreps Gmbh | Bohrwerkzeug |
| DE102022127520A1 (de) * | 2022-10-19 | 2024-04-25 | Schunk Gmbh & Co. Kg Spann- Und Greiftechnik | Dehnspanneinrichtung zum Fixieren eines Bauteils |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US829633A (en) * | 1905-11-11 | 1906-08-28 | Harry R Decker | Drill. |
| US3053118A (en) * | 1960-04-29 | 1962-09-11 | Lavallee & Ide Inc | Method of manufacturing reamers |
| US3586353A (en) * | 1969-01-13 | 1971-06-22 | Howard I Lorenz | Thread arrangement for earth boring members |
| JPS5866608A (ja) * | 1981-10-09 | 1983-04-20 | Mitsubishi Heavy Ind Ltd | 回転軸と工具との連結部の構造 |
| SE457935B (sv) * | 1987-07-08 | 1989-02-13 | Seco Tools Ab | Verktyg foer skaerande bearbetning samt skaerdel foer verktyget |
| US5114286A (en) * | 1991-08-13 | 1992-05-19 | Calkins Donald W | Interchangeable tool alignment system |
| SE509218C2 (sv) * | 1994-08-29 | 1998-12-21 | Sandvik Ab | Skaftverktyg |
| DE9417778U1 (de) * | 1994-11-05 | 1994-12-15 | Wolfcraft Gmbh | Forstner-Bohrer |
| SE509931C2 (sv) * | 1996-09-27 | 1999-03-22 | Seco Tools Ab | Pinnfräs, pinnfräshuvud samt metod för montering av ett lösbart pinnfräshuvud på ett skaft till en pinnfräs |
| CN2360195Y (zh) * | 1998-12-26 | 2000-01-26 | 徐达君 | 一种钻床用空心钻 |
| US6234729B1 (en) * | 1999-04-28 | 2001-05-22 | Harold D. Cook | Shrink fit shoulder interface |
| SE519656C2 (sv) * | 1999-12-21 | 2003-03-25 | Sandvik Ab | Verktygsförlängare och verktygsenhet |
| JP2002120218A (ja) * | 2000-10-16 | 2002-04-23 | Ichikawa Seiki:Kk | コンクリート用コアドリル |
| DE10114240A1 (de) | 2001-03-22 | 2003-01-30 | Johne & Co Praez Swerkzeuge Gm | Rotationswerkzeug |
| SE524557C2 (sv) * | 2002-03-21 | 2004-08-24 | Sandvik Ab | Roterande verktyg samt skärdel med flexibla organ fasthållningsorgan samt medbringare |
| JP4072943B2 (ja) * | 2002-05-31 | 2008-04-09 | 株式会社ミヤナガ | 回転切削工具 |
| JP4164337B2 (ja) * | 2002-11-15 | 2008-10-15 | ユニタック株式会社 | 深穴切削具 |
| US7004691B2 (en) | 2002-11-15 | 2006-02-28 | Unitac Incorporated | Deep hole cutter |
| US6966393B2 (en) * | 2003-06-02 | 2005-11-22 | The William J. Brady Loving Trust | Drill drive steel |
| SE528251C2 (sv) * | 2004-09-24 | 2006-10-03 | Seco Tools Ab | Handel för verktyg samt verktyg med ett övergångsparti mellan ett gängat parti och ett stödjande parti |
| JP2007030045A (ja) * | 2005-07-22 | 2007-02-08 | Max Co Ltd | 刃先交換型ドリル |
| DE102005055098A1 (de) | 2005-11-18 | 2007-06-21 | Günther & Co. GmbH | Werkzeugschaft |
| IL173877A (en) * | 2006-02-22 | 2010-04-15 | Gil Hecht | Cutting tool |
| SE532394C2 (sv) * | 2007-06-04 | 2010-01-12 | Sandvik Intellectual Property | Verktyg för spånavskiljande bearbetning samt grundkropp härför |
-
2007
- 2007-09-06 JP JP2007231293A patent/JP5003363B2/ja active Active
-
2008
- 2008-08-26 EP EP08829172.9A patent/EP2184124B1/en active Active
- 2008-08-26 US US12/669,989 patent/US8956091B2/en active Active
- 2008-08-26 WO PCT/JP2008/065205 patent/WO2009031438A1/ja active Application Filing
- 2008-08-26 CN CN2008801042199A patent/CN101821042B/zh active Active
- 2008-09-04 TW TW097133903A patent/TW200927413A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009061546A (ja) | 2009-03-26 |
| US8956091B2 (en) | 2015-02-17 |
| CN101821042A (zh) | 2010-09-01 |
| WO2009031438A1 (ja) | 2009-03-12 |
| EP2184124A4 (en) | 2013-04-24 |
| EP2184124B1 (en) | 2014-03-05 |
| US20100189523A1 (en) | 2010-07-29 |
| TW200927413A (en) | 2009-07-01 |
| EP2184124A1 (en) | 2010-05-12 |
| CN101821042B (zh) | 2013-01-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5003363B2 (ja) | 穿孔工具 | |
| US20110211921A1 (en) | Coupler for a Quick Change Insert Rotary Cutting Tool | |
| US20110081212A1 (en) | Tool interface | |
| JP2007038362A (ja) | 切削工具 | |
| KR20090063114A (ko) | 칩 제거 기계가공을 위한 공구의 기본체 | |
| US2090885A (en) | Dental drilling instrument | |
| US7811155B2 (en) | Grinding member for buttons on rock drill bit | |
| US8944728B2 (en) | Screw tap | |
| US20150298224A1 (en) | Rotating tool and tool head | |
| CN106077716A (zh) | 一种车床多功能切削器 | |
| AU2001254560B2 (en) | Grinding tool for buttons of a rock drill bit | |
| US20150061236A1 (en) | Soldered machining tool and soldered bar stock for forming the soldered machining tool | |
| US20050107021A1 (en) | Grinding member for buttons on rock drill bit | |
| CN204843075U (zh) | 一种钻头 | |
| TW202210243A (zh) | 切削用前端工具 | |
| KR101419400B1 (ko) | 절삭공구 | |
| JP2007167977A (ja) | 刃具交換式回転工具、その刃具交換式回転工具に用いられる交換刃具およびホルダー | |
| KR20130044541A (ko) | 절삭 공구 | |
| JP3240376U (ja) | 充電式電動工具用テーパーソケットアダプター | |
| JP2004283970A (ja) | 深孔切削具 | |
| CN215396110U (zh) | 一种外螺接口开孔器 | |
| CN220560444U (zh) | 一种可旋转的切削工具 | |
| CN210388779U (zh) | 一种柔性通孔珩铰刀 | |
| JP7111327B2 (ja) | 回転工具 | |
| CN218844794U (zh) | 一种具有同轴对接功能的螺丝 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100309 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111025 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120208 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120405 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120424 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120507 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150601 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5003363 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |