JP4995258B2 - カミソリの刃及びカミソリ - Google Patents
カミソリの刃及びカミソリ Download PDFInfo
- Publication number
- JP4995258B2 JP4995258B2 JP2009501015A JP2009501015A JP4995258B2 JP 4995258 B2 JP4995258 B2 JP 4995258B2 JP 2009501015 A JP2009501015 A JP 2009501015A JP 2009501015 A JP2009501015 A JP 2009501015A JP 4995258 B2 JP4995258 B2 JP 4995258B2
- Authority
- JP
- Japan
- Prior art keywords
- blade
- razor
- cutting resistance
- coating
- plasma
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26B—HAND-HELD CUTTING TOOLS NOT OTHERWISE PROVIDED FOR
- B26B21/00—Razors of the open or knife type; Safety razors or other shaving implements of the planing type; Hair-trimming devices involving a razor-blade; Equipment therefor
- B26B21/08—Razors of the open or knife type; Safety razors or other shaving implements of the planing type; Hair-trimming devices involving a razor-blade; Equipment therefor involving changeable blades
- B26B21/14—Safety razors with one or more blades arranged transversely to the handle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26B—HAND-HELD CUTTING TOOLS NOT OTHERWISE PROVIDED FOR
- B26B21/00—Razors of the open or knife type; Safety razors or other shaving implements of the planing type; Hair-trimming devices involving a razor-blade; Equipment therefor
- B26B21/08—Razors of the open or knife type; Safety razors or other shaving implements of the planing type; Hair-trimming devices involving a razor-blade; Equipment therefor involving changeable blades
- B26B21/14—Safety razors with one or more blades arranged transversely to the handle
- B26B21/22—Safety razors with one or more blades arranged transversely to the handle involving several blades to be used simultaneously
- B26B21/222—Safety razors with one or more blades arranged transversely to the handle involving several blades to be used simultaneously with the blades moulded into, or attached to, a changeable unit
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26B—HAND-HELD CUTTING TOOLS NOT OTHERWISE PROVIDED FOR
- B26B21/00—Razors of the open or knife type; Safety razors or other shaving implements of the planing type; Hair-trimming devices involving a razor-blade; Equipment therefor
- B26B21/54—Razor-blades
- B26B21/58—Razor-blades characterised by the material
- B26B21/60—Razor-blades characterised by the material by the coating material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/08—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an anti-friction or anti-adhesive surface
- B05D5/083—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an anti-friction or anti-adhesive surface involving the use of fluoropolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/14—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S76/00—Metal tools and implements, making
- Y10S76/08—Razor blade manufacturing
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Dry Shavers And Clippers (AREA)
- Knives (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Treatments Of Macromolecular Shaped Articles (AREA)
Description
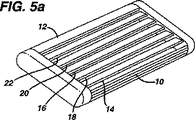
図2を参照すると、カミソリ用カートリッジは、ガード10、キャップ12、及び2枚の刃14、16を有している。第1の刃14は、第2の刃16よりも高い切断抵抗を有し、ガードと第2の刃との間に配置されている。したがってカミソリの使用時には第1の刃14は第2の刃16よりも先に毛髪と接触することになる。第1の刃14は使用者の皮膚を通過する際に毛髪と接触し、これを引っ張ることによって毛髪を毛包の外部へと引き出し、所定の第1の長さに切断する。毛髪が元の位置にまで完全に引っ込む前に、第2の刃16が使用者の皮膚を通過して毛髪をより短い長さに再び切断する。切断後、毛髪は皮膚の表面下の毛包内に定位する。
カミソリの刃先をポリフルオロカーボンでコーティングする方法は当該技術分野において公知であり、例えばトランキーム(Trankiem)に付与された米国特許第5,263,256号に開示されている。ポリフルオロカーボンでコーティングされた刃先は、当該技術分野において知られるいずれの方法によっても製造することができる。例えば刃先をポリフルオロカーボンの分散液によりコーティングしてもよい。
テフロン(登録商標)のような表面摩擦が低く濡れ性が低い材料は、例えばプラズマエッチングなどによってその表面摩擦が徐々に増加するように改質することができる。プラズマの例としては、高周波(RF)プラズマや直流(DC)プラズマを挙げることができる。コーティングされた刃を適当な条件下でプラズマに曝露することで高分子コーティングに化学的及び物理的変化をもたらすことができる。こうした変化によって、これらに限定されるものではないが、粗さ、濡れ性、架橋、分子量といったいずれも刃の切断抵抗に影響する様々な性質(例、高分子の性質)に影響を与えることができる。
場合により、高分子でコーティングされていない刃をプラズマに曝露してこれにコーティングを成膜する。例えば、プラズマを用いてフッ素含有部分(例、CF2化学種)を刃に直接(例えばダイヤモンド状炭素などの硬質コーティング上に)成膜することによって切断抵抗が高い、コーティングされていない刃を切断抵抗の低い刃へと改質することができる。例えば高イオン衝突プラズマなどのプラズマ蒸着を用いることによって上記に述べた方法を用いて高分子(例、PTFE高分子)をコーティングした刃とは異なる性質を有する刃を得ることができる。
Claims (12)
- ガード、キャップ、及び、ガードとキャップとの間に配置される少なくとも2枚の平行かつ鋭利な刃先を有する刃を有する安全カミソリ刃ユニットを備えたカミソリであって、少なくとも2枚の刃は、異なる摩擦抵抗を与えるような異なる種類の高分子コーティングによりコーティングされ、少なくとも2枚の刃は、ガードに近い方の刃先を画定する第1の刃およびキャップに近い方の刃先を画定する第2の刃を有し、第1の刃の高分子コーティングは、第1の刃が第2の刃の切断抵抗よりも高い切断抵抗を有するように第1の刃の摩擦抵抗を増加させるよう改質された、少なくとも一部のコーティングからなり、第1の刃をコーティングする高分子組成物は第2の刃をコーティングする高分子組成物よりも潤滑性が低いことを特徴とするカミソリ。
- 第1の刃は第2の刃の切断抵抗よりも少なくとも0.44N(0.1lbs.)高い切断抵抗を有する請求項1に記載のカミソリ。
- 第1の刃は第2の刃の切断抵抗よりも0.44N(0.1lbs.)〜44N(10lbs.)高い切断抵抗を有する請求項1に記載のカミソリ。
- 前記高分子コーティングの少なくとも一つはポリフルオロカーボンである請求項1に記載のカミソリ。
- 前記ポリフルオロカーボンはポリテトラフルオロエチレンである請求項4に記載のカミソリ。
- 第2の刃は第1の刃よりも多量の高分子組成物によってコーティングされる請求項1に記載のカミソリ。
- 第1の刃の高分子コーティングはプラズマに曝露されることにより形成される請求項1記載のカミソリ。
- 第1の刃の高分子コーティングは電流に曝露されることにより形成される請求項1記載のカミソリ。
- 第1の刃の高分子コーティングはレーザーまたは電気ビームに曝露されることにより形成される請求項1記載のカミソリ。
- 少なくとも2枚の刃は、3枚の平行かつ鋭利な刃先を有する刃からなる請求項1記載のカミソリ。
- 第1の刃はガードに最も近い刃である請求項10記載のカミソリ。
- 第1の刃はガードに最も近い刃ではない請求項10記載のカミソリ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/392,127 US7882640B2 (en) | 2006-03-29 | 2006-03-29 | Razor blades and razors |
| US11/392,127 | 2006-03-29 | ||
| PCT/IB2007/051131 WO2007110848A1 (en) | 2006-03-29 | 2007-03-29 | Razor blades and razors |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009530013A JP2009530013A (ja) | 2009-08-27 |
| JP4995258B2 true JP4995258B2 (ja) | 2012-08-08 |
Family
ID=38325415
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009501015A Expired - Fee Related JP4995258B2 (ja) | 2006-03-29 | 2007-03-29 | カミソリの刃及びカミソリ |
Country Status (14)
| Country | Link |
|---|---|
| US (2) | US7882640B2 (ja) |
| EP (1) | EP1998941B1 (ja) |
| JP (1) | JP4995258B2 (ja) |
| KR (1) | KR20080099338A (ja) |
| CN (1) | CN101410230B (ja) |
| AU (1) | AU2007230644B2 (ja) |
| BR (1) | BRPI0709676B1 (ja) |
| CA (1) | CA2647963A1 (ja) |
| ES (1) | ES2411333T3 (ja) |
| MX (1) | MX2008011756A (ja) |
| PL (1) | PL1998941T3 (ja) |
| RU (1) | RU2415748C2 (ja) |
| WO (1) | WO2007110848A1 (ja) |
| ZA (1) | ZA200807078B (ja) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2303525B1 (en) * | 2008-05-20 | 2016-11-30 | Edgewell Personal Care Brands, LLC | Razor blade technology |
| US9248579B2 (en) | 2008-07-16 | 2016-02-02 | The Gillette Company | Razors and razor cartridges |
| BR112012009418A2 (pt) | 2009-10-22 | 2016-06-14 | Bic Violex Sa | método de formação de um revestimento lubrificante em lâmina de barbear, lâmina de barbear e sistema de revestimento de lâmina de barbear |
| GB201009019D0 (en) * | 2010-06-01 | 2010-07-14 | King Of Shaves Company The Ltd | Razor or razor blade cartridge and methods of manufacture therefore |
| JP5924094B2 (ja) | 2012-04-18 | 2016-05-25 | 新明和工業株式会社 | 刃物、その製造方法およびそれを製造するためのプラズマ装置 |
| US11230025B2 (en) | 2015-11-13 | 2022-01-25 | The Gillette Company Llc | Razor blade |
| USD816906S1 (en) * | 2016-03-18 | 2018-05-01 | Personal Care Marketing and Research International | Razor cartridge |
| CN109414828B (zh) | 2016-03-18 | 2020-12-18 | 个人护理市场及调研公司 | 剃刀盒 |
| USD816905S1 (en) * | 2016-03-18 | 2018-05-01 | Personal Care Marketing and Research International | Razor cartridge |
| AU2017273534A1 (en) | 2016-05-31 | 2018-11-01 | Edgewell Personal Care Brands, Llc. | Pulsed laser deposition of fluorocarbon polymers on razor blade cutting edges |
| DE102016110239A1 (de) * | 2016-06-02 | 2017-12-07 | Wladimir Mor | Scherkopf für einen nassrasierer |
| US10384360B2 (en) * | 2016-06-29 | 2019-08-20 | The Gillette Company Llc | Razor blade with a printed object |
| US11654588B2 (en) | 2016-08-15 | 2023-05-23 | The Gillette Company Llc | Razor blades |
| US9993931B1 (en) | 2016-11-23 | 2018-06-12 | Personal Care Marketing And Research, Inc. | Razor docking and pivot |
| US10011030B1 (en) * | 2017-02-13 | 2018-07-03 | The Gillette Company Llc | Razor blades |
| US10766157B2 (en) * | 2017-02-13 | 2020-09-08 | The Gillette Company Llc | Razor blades |
| US10994379B2 (en) * | 2019-01-04 | 2021-05-04 | George H. Lambert | Laser deposition process for a self sharpening knife cutting edge |
| USD884971S1 (en) | 2019-02-27 | 2020-05-19 | Pcmr International Ltd | Razor cartridge |
| USD884970S1 (en) | 2019-02-27 | 2020-05-19 | PCMR International Ltd. | Razor cartridge guard |
| USD884969S1 (en) | 2019-02-27 | 2020-05-19 | Pcmr International Ltd | Combined razor cartridge guard and docking |
| US11338321B2 (en) * | 2019-05-09 | 2022-05-24 | The Gillette Company Llc | Method for modifying coated razor blade edges |
| AU2020322049A1 (en) * | 2019-07-31 | 2022-01-20 | The Gillette Company Llc | Razors and razor cartridges |
| CN114080307B (zh) * | 2019-07-31 | 2024-04-26 | 吉列有限责任公司 | 具有着色刀片的剃刀和剃刀刀片架 |
| US11000960B1 (en) | 2020-11-16 | 2021-05-11 | Personal Care Marketing And Research, Inc. | Razor exposure |
| CA3229086A1 (en) * | 2021-08-24 | 2023-03-02 | Edgewell Personal Care Brands, Llc | System and method for coating a blade |
| US20230314470A1 (en) | 2022-03-31 | 2023-10-05 | The Gillette Company Llc | Blade edge tip measurement |
Family Cites Families (65)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US554660A (en) * | 1896-02-18 | Albert b | ||
| US1579844A (en) | 1925-06-25 | 1926-04-06 | Richard H Smith | Safety razor |
| DE853397C (de) | 1950-10-08 | 1952-10-23 | Erich Fiebelkorn | Rasierapparat |
| US2817146A (en) * | 1953-07-01 | 1957-12-24 | George C Singer | Safety razor and guard means therefor |
| US3754329A (en) | 1967-11-06 | 1973-08-28 | Warner Lambert Co | Razor blade with rf sputtered coating |
| DE2111183B2 (de) | 1970-09-21 | 1978-03-23 | Vereinigte Edelstahlwerke Ag (Vew), Wien Niederlassung Vereinigte Edelstahlwerke Ag (Vew) Verkaufsniederlassung Buederich, 4005 Meerbusch | Verfahren und Anordnung zur zweistufigen Oberflächenhärtung von Werkstücken aus härtbaren Eisen- und Stahllegierungen |
| AU485283B2 (en) | 1971-05-18 | 1974-10-03 | Warner-Lambert Company | Method of making a razorblade |
| US3777396A (en) | 1972-06-01 | 1973-12-11 | Warner Lambert Co | Cartridges having tandemly mounted cutting edges on two sides thereof |
| US3834017A (en) | 1972-09-05 | 1974-09-10 | Sperry Rand Corp | A dry shaver with hair guiding and skin stretching means |
| US3949470A (en) | 1972-11-17 | 1976-04-13 | Hall Charles L | Safety razor |
| US3871073A (en) | 1972-11-17 | 1975-03-18 | Gillette Co | Shaving system with a fixed edge between the blade edge and the guard |
| US3934338A (en) * | 1972-12-11 | 1976-01-27 | Philip Morris Incorporated | Multiple blade safety razor combination |
| NL7506985A (nl) | 1975-06-12 | 1976-12-14 | Philips Nv | Scheerapparaat met een houder voor een snijele- ment. |
| US4167662A (en) | 1978-03-27 | 1979-09-11 | National Research Development Corporation | Methods and apparatus for cutting and welding |
| US4304978A (en) | 1978-10-05 | 1981-12-08 | Coherent, Inc. | Heat treating using a laser |
| CH640448A5 (fr) | 1980-04-10 | 1984-01-13 | Lasag Ag | Procede d'ebavurage d'une piece mecanique et dispositif de mise en oeuvre du procede. |
| GB2108033B (en) * | 1981-10-13 | 1985-05-01 | Gillette Co | Safety razors |
| US4507538A (en) | 1982-10-22 | 1985-03-26 | Mostek Corporation | Laser hardening with selective shielding |
| JPS60165319A (ja) | 1984-02-08 | 1985-08-28 | Feather Safety Razor Co Ltd | 安全かみそり刃及びその製造方法 |
| JPS60258416A (ja) | 1984-06-06 | 1985-12-20 | Feather Safety Razor Co Ltd | 安全かみそり刃及びその製造方法 |
| EP0191203A3 (en) | 1985-01-16 | 1988-02-17 | Jerome Hal Lemelson | Cutting tool structures, apparatus and method for making same |
| JPH0620464B2 (ja) | 1989-04-03 | 1994-03-23 | 信越化学工業株式会社 | 医療用切開、圧入器具およびその製造方法 |
| US4998347A (en) | 1989-05-08 | 1991-03-12 | Schaechter Friedrich | Shaving instrument with high energy beam induced microstretch element |
| US5360495A (en) | 1989-07-25 | 1994-11-01 | Albert Schuler | Process for hardening cutting edges with an oval shaped plasma beam |
| US5488774A (en) | 1990-01-24 | 1996-02-06 | Janowski; Leonard J. | Cutting edges |
| JP2633734B2 (ja) | 1991-02-19 | 1997-07-23 | 川崎重工業株式会社 | 刃先強化方法 |
| ES2118821T3 (es) * | 1991-06-24 | 1998-10-01 | Gillette Co | Hoja de afeitar y procedimiento para fabricar una hoja de afeitar. |
| US5263256A (en) * | 1992-04-17 | 1993-11-23 | The Gillette Company | Method of treating razor blade cutting edges |
| US5417132A (en) | 1993-01-19 | 1995-05-23 | Alan R. Pfaff | Rotary cutting dies |
| US6161288A (en) | 1993-02-22 | 2000-12-19 | Andrews; Edward A. | Four blade bi-directional razor structure with flexible guard system |
| US5343622A (en) | 1993-02-22 | 1994-09-06 | Andrews Edward A | Bi-directional razor device |
| US6082007A (en) | 1993-02-22 | 2000-07-04 | Andrews; Edward A. | In-line bi-directional manual shaving razors |
| US5347887A (en) | 1993-03-11 | 1994-09-20 | Microsurgical Techniques, Inc. | Composite cutting edge |
| AU7093494A (en) | 1993-05-13 | 1994-12-12 | Invention Machine Corporation | Razor blade unit |
| DE4328961C2 (de) | 1993-08-27 | 1995-11-30 | Fraunhofer Ges Forschung | Verfahren zur Herstellung von Papiermessern |
| GB9320058D0 (en) * | 1993-09-29 | 1993-11-17 | Gillette Co | Savety razors |
| US6212777B1 (en) * | 1993-09-29 | 2001-04-10 | The Gillette Company | Safety razors |
| US5532495A (en) | 1993-11-16 | 1996-07-02 | Sandia Corporation | Methods and apparatus for altering material using ion beams |
| GB9407896D0 (en) * | 1994-04-21 | 1994-06-15 | Gillette Co | Safety razors |
| BR9507514A (pt) | 1994-04-25 | 1997-09-02 | Gillette Co | Processo para formação de uma lâmina de barbear l mina unidade de barbear e processo para aplicação de um revestimento duro de carbono a uma lâmina |
| US5630275A (en) | 1994-08-23 | 1997-05-20 | Warner-Lambert Company | Multi-blade razor head with improved performance |
| US5546660A (en) | 1994-09-30 | 1996-08-20 | Warner-Lambert Company | Dynamic razor head |
| US6295734B1 (en) | 1995-03-23 | 2001-10-02 | The Gillette Company | Safety razors |
| US6468642B1 (en) | 1995-10-03 | 2002-10-22 | N.V. Bekaert S.A. | Fluorine-doped diamond-like coatings |
| US5661907A (en) * | 1996-04-10 | 1997-09-02 | The Gillette Company | Razor blade assembly |
| US5888591A (en) | 1996-05-06 | 1999-03-30 | Massachusetts Institute Of Technology | Chemical vapor deposition of fluorocarbon polymer thin films |
| DE69717635T2 (de) | 1996-07-30 | 2003-04-10 | Drukker International B.V., Cuyk | Verfahren zur herstellung eines schneideinsatzes für schneidwerkzeug |
| US6243951B1 (en) | 1997-02-18 | 2001-06-12 | The Gillette Company | Safety razors |
| US5906053A (en) | 1997-03-14 | 1999-05-25 | Fisher Barton, Inc. | Rotary cutting blade having a laser hardened cutting edge and a method for making the same with a laser |
| US6077572A (en) | 1997-06-18 | 2000-06-20 | Northeastern University | Method of coating edges with diamond-like carbon |
| DE69924468T2 (de) | 1998-01-20 | 2006-02-16 | Wheel Technology Ltd. | Elektrisches rasiergerät mit auf rollen montierten direktkontaktklingen |
| US6161287A (en) | 1998-04-24 | 2000-12-19 | The Gillette Company | Razor blade system |
| US6178852B1 (en) | 1998-11-25 | 2001-01-30 | Atlantic Commerce Properties | Rotary die laser machining and hardening apparatus and method |
| US6055731A (en) | 1998-12-23 | 2000-05-02 | Wheel Technology Ltd. | Razor with convex blade assembly |
| GB9909463D0 (en) | 1999-04-23 | 1999-06-23 | Gillette Co | Safety razors |
| JP2001003169A (ja) | 1999-06-18 | 2001-01-09 | Sanyo Electric Co Ltd | 炭素系被膜の処理方法及び炭素系被膜並びに炭素系被膜を有する部品 |
| DE10030433C2 (de) | 1999-06-23 | 2002-06-06 | Fraunhofer Ges Forschung | Verfahren zur Erzeugung verschleißbeständiger Randschichten an ausscheidungshärtbaren Werkstoffen |
| DE19931948B4 (de) | 1999-07-09 | 2004-11-11 | Zwilling J. A. Henckels Ag | Verfahren zur Herstellung einer Klinge eines Schneidwerkzeuges und damit hergestelltes Erzeugnis |
| US6218642B1 (en) | 1999-07-12 | 2001-04-17 | J. F. Helmold & Bro., Inc. | Laser hardened steel cutting rule |
| US6684513B1 (en) * | 2000-02-29 | 2004-02-03 | The Gillette Company | Razor blade technology |
| JP4741056B2 (ja) * | 2000-06-05 | 2011-08-03 | 株式会社貝印刃物開発センター | 刃部材及びその刃先の製造方法 |
| US6632301B2 (en) | 2000-12-01 | 2003-10-14 | Benton Graphics, Inc. | Method and apparatus for bainite blades |
| EP2181815B1 (en) * | 2001-04-27 | 2011-10-26 | Eveready Battery Company, Inc. | Wet razor with four blades, and cartridge therefor |
| US6823759B2 (en) | 2001-11-19 | 2004-11-30 | Mikronite Technologies Group, Inc. | Method and apparatus for strengthening and leveling a saw blade |
| JP4682130B2 (ja) | 2003-06-26 | 2011-05-11 | コーニンクレッカ フィリップス エレクトロニクス エヌ ヴィ | 曲げカミソリ刃及びそのようなカミソリ刃の製造 |
-
2006
- 2006-03-29 US US11/392,127 patent/US7882640B2/en active Active
-
2007
- 2007-03-29 BR BRPI0709676-3A patent/BRPI0709676B1/pt not_active IP Right Cessation
- 2007-03-29 MX MX2008011756A patent/MX2008011756A/es active IP Right Grant
- 2007-03-29 WO PCT/IB2007/051131 patent/WO2007110848A1/en active Application Filing
- 2007-03-29 KR KR1020087023564A patent/KR20080099338A/ko not_active Application Discontinuation
- 2007-03-29 EP EP07735324A patent/EP1998941B1/en active Active
- 2007-03-29 RU RU2008134921/02A patent/RU2415748C2/ru not_active IP Right Cessation
- 2007-03-29 AU AU2007230644A patent/AU2007230644B2/en not_active Ceased
- 2007-03-29 ES ES07735324T patent/ES2411333T3/es active Active
- 2007-03-29 JP JP2009501015A patent/JP4995258B2/ja not_active Expired - Fee Related
- 2007-03-29 CA CA002647963A patent/CA2647963A1/en not_active Abandoned
- 2007-03-29 PL PL07735324T patent/PL1998941T3/pl unknown
- 2007-03-29 CN CN200780010734.6A patent/CN101410230B/zh not_active Expired - Fee Related
-
2008
- 2008-08-15 ZA ZA200807078A patent/ZA200807078B/xx unknown
-
2010
- 2010-11-22 US US12/951,111 patent/US9027443B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| MX2008011756A (es) | 2008-09-25 |
| US20070227009A1 (en) | 2007-10-04 |
| JP2009530013A (ja) | 2009-08-27 |
| CA2647963A1 (en) | 2007-10-04 |
| BRPI0709676A2 (pt) | 2011-07-26 |
| EP1998941B1 (en) | 2013-03-13 |
| CN101410230B (zh) | 2014-12-10 |
| US9027443B2 (en) | 2015-05-12 |
| EP1998941A1 (en) | 2008-12-10 |
| RU2415748C2 (ru) | 2011-04-10 |
| BRPI0709676B1 (pt) | 2019-05-28 |
| RU2008134921A (ru) | 2010-05-10 |
| WO2007110848A1 (en) | 2007-10-04 |
| PL1998941T3 (pl) | 2013-08-30 |
| ZA200807078B (en) | 2009-06-24 |
| CN101410230A (zh) | 2009-04-15 |
| AU2007230644B2 (en) | 2012-04-12 |
| KR20080099338A (ko) | 2008-11-12 |
| US7882640B2 (en) | 2011-02-08 |
| AU2007230644A1 (en) | 2007-10-04 |
| ES2411333T3 (es) | 2013-07-05 |
| US20110120973A1 (en) | 2011-05-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4995258B2 (ja) | カミソリの刃及びカミソリ | |
| US11465307B2 (en) | Formation of thin uniform coatings on blade edges using isostatic press | |
| JP5461584B2 (ja) | 等方圧加圧を使用する、刃先上の薄く均一なコーティングの形成 | |
| US6468642B1 (en) | Fluorine-doped diamond-like coatings | |
| US11806886B2 (en) | Razor blades | |
| JP6966560B2 (ja) | カミソリ刃 | |
| JP2019523824A (ja) | かみそりブレード刃先上のフルオロカーボンポリマーのパルスレーザ蒸着 | |
| JP2020511192A (ja) | カミソリ刃 | |
| CN113661014A (zh) | 晶片杯 | |
| JPH01109699A (ja) | プラズマ処理装置 | |
| JP2008293967A (ja) | 電子源及び電子源の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110607 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110906 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20111021 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120220 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20120227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120410 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120509 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150518 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4995258 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |