RU2415748C2 - Бритвенные лезвия и бритвы - Google Patents
Бритвенные лезвия и бритвы Download PDFInfo
- Publication number
- RU2415748C2 RU2415748C2 RU2008134921/02A RU2008134921A RU2415748C2 RU 2415748 C2 RU2415748 C2 RU 2415748C2 RU 2008134921/02 A RU2008134921/02 A RU 2008134921/02A RU 2008134921 A RU2008134921 A RU 2008134921A RU 2415748 C2 RU2415748 C2 RU 2415748C2
- Authority
- RU
- Russia
- Prior art keywords
- blade
- blades
- razor
- plasma
- hair
- Prior art date
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26B—HAND-HELD CUTTING TOOLS NOT OTHERWISE PROVIDED FOR
- B26B21/00—Razors of the open or knife type; Safety razors or other shaving implements of the planing type; Hair-trimming devices involving a razor-blade; Equipment therefor
- B26B21/08—Razors of the open or knife type; Safety razors or other shaving implements of the planing type; Hair-trimming devices involving a razor-blade; Equipment therefor involving changeable blades
- B26B21/14—Safety razors with one or more blades arranged transversely to the handle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26B—HAND-HELD CUTTING TOOLS NOT OTHERWISE PROVIDED FOR
- B26B21/00—Razors of the open or knife type; Safety razors or other shaving implements of the planing type; Hair-trimming devices involving a razor-blade; Equipment therefor
- B26B21/08—Razors of the open or knife type; Safety razors or other shaving implements of the planing type; Hair-trimming devices involving a razor-blade; Equipment therefor involving changeable blades
- B26B21/14—Safety razors with one or more blades arranged transversely to the handle
- B26B21/22—Safety razors with one or more blades arranged transversely to the handle involving several blades to be used simultaneously
- B26B21/222—Safety razors with one or more blades arranged transversely to the handle involving several blades to be used simultaneously with the blades moulded into, or attached to, a changeable unit
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26B—HAND-HELD CUTTING TOOLS NOT OTHERWISE PROVIDED FOR
- B26B21/00—Razors of the open or knife type; Safety razors or other shaving implements of the planing type; Hair-trimming devices involving a razor-blade; Equipment therefor
- B26B21/54—Razor-blades
- B26B21/58—Razor-blades characterised by the material
- B26B21/60—Razor-blades characterised by the material by the coating material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/08—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an anti-friction or anti-adhesive surface
- B05D5/083—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an anti-friction or anti-adhesive surface involving the use of fluoropolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/14—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S76/00—Metal tools and implements, making
- Y10S76/08—Razor blade manufacturing
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Dry Shavers And Clippers (AREA)
- Knives (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Treatments Of Macromolecular Shaped Articles (AREA)
Abstract
Безопасная бритва включает лезвийный блок, содержащий защитный элемент, головку и по меньшей мере два лезвия с параллельными заостренными краями, расположенными между защитным элементом и головкой. Первое лезвие расположено так, что его заостренная кромка находится ближе к защитному элементу, а второе лезвие - ближе к головке. Первое лезвие обеспечивает силу резания волос большую, чем сила резания волос второго лезвия. Обеспечивается комфортное бритье с улучшенной чистотой. 9 з.п. ф-лы, 14 ил.
Description
Данное изобретение относится к бритвенным лезвиям.
Уровень техники
При бритье желательно добиваться чистого бритья, но при этом обеспечивать хороший комфорт бритья. Факторы, влияющие на качество бритья, включают в себя сопротивление трения между кромкой лезвия и кожей, силу резания, приложенную со стороны лезвия к волосу.
Общепринято, что бритвенные лезвия, используемые для влажного бритья, имеют тонкое полимерное покрытие на кромке лезвия, которое может понижать сопротивление трения между кромкой лезвия и кожей и таким образом уменьшает силу резания лезвия, что значительно повышает комфортность бритья. Такие покрытия описаны, например, в патенте США №5263256 на имя Trankiem, полное раскрытие которого включено сюда посредством ссылки. Полимерное покрытие способствует также гладкому скольжению лезвия по поверхности кожи, потенциально отслеживая выпуклость кожи по мере продвижения бритвы по коже пользователя.
Сущность изобретения
Один способ повышения чистоты бритья состоит в том, чтобы увеличить время зацепления бритвы с волосом и за счёт этого повысить способность бритвенного лезвия вытягивать волос из волосяного мешочка. Этого можно достичь видоизменением поверхности лезвия, чтобы придать лезвию повышенное сопротивление трения и увеличенные силы резания. Сила резания измеряется тестом разрезания шерстяного войлока, в котором измеряют силы резания лезвия измерением силы, потребной лезвию для того, чтобы прорезать шерстяной войлок. Сила резания каждого лезвия определяется измерением силы, которая требуется каждому лезвию для того, чтобы прорезать шерстяной войлок. Каждое лезвие проходит резку шерстяного войлока 5 раз и сила резания для каждой резки измеряется регистрирующим устройством. Сила резания определяется как наименьшая из полученных за 5 проходов.
Когда бритва имеет множество лезвий, одно или несколько лезвий проектируются для увеличенного времени зацепления с волосом, например, за счёт более высокого сопротивления трения, тогда как другие лезвия могут проектироваться для уменьшения силы резания и повышения комфортности, например, за счёт применения такого полимерного покрытия, как описанное в патенте США №5263256. Такое сочетание различных лезвий с разным сопротивлением трения в некоторых случаях обеспечивает повышенную чистоту при сохранении комфортности.
В общем в некоторых объектах настоящее изобретение характеризует бритву, которая включает в себя лезвийный блок безопасной бритвы, включающий в себя защитный элемент, головку и по меньшей мере два лезвия с параллельными заострёнными кромками, расположенные между защитным элементом и головкой. Первое лезвие расположено так, что заостренная кромка первого лезвия находится ближе к защитному элементу, а второе лезвие расположено так, что заостренная кромка второго лезвия находится ближе к головке.
В одном таком объекте первое лезвие имеет силу резания больше, чем сила резания второго лезвия.
В другом таком объекте второе лезвие покрыто большим количеством полимерного состава, чем первое лезвие.
В ещё одном объекте как первое, так и второе лезвия содержат полимерное покрытие, и полимерное покрытие на первом лезвии менее скользкое, чем полимерное покрытие на втором лезвии.
Некоторые варианты осуществления включают в себя один или несколько из следующих признаков. Первое лезвие может иметь силу резания больше по меньшей мере на примерно 0,1 фунта, например, на 0,2 фунта больше, чем сила резания второго лезвия. Например, первое лезвие может иметь силу резания больше силы резания второго лезвия на величину от примерно 0,1 до примерно 1,0 фунта, предпочтительно на величину от примерно 0,1 до примерно 0,5 фунта. Сила резания первого лезвия может быть в промежутке между примерно 1,2 фунта и 1,5 фунта. Лезвия могут быть покрыты полимерным составом, например таким как полифтористый углерод, такой как политетрафторэтилен. Второе лезвие может быть покрыто большим количеством полимерного состава, чем первое лезвие. Первое лезвие и второе лезвия могут быть покрыты разными полимерными составами. Например, полимерный состав, покрывающий первое лезвие, может быть менее скользким, чем полимерный состав, покрывающий второе лезвие. В ряде случаев первое лезвие может быть практически свободно от полимерного покрытия.
Данное изобретение, кроме того, представляет способы обработки бритвенного лезвия.
Например, данное изобретение характеризует способ, включающий в себя этапы, на которых: наносят полимерное покрытие на бритвенное лезвие и подвергают покрытое бритвенное лезвие обработке плазмой, лазером или электрическим током, посредством чего модифицируют по меньшей мере часть полимерного покрытия.
Данное изобретение, кроме того, представляет способы изготовления бритв, включающих в себя лезвийный блок безопасной бритвы, содержащий защитный элемент, головку и по меньшей мере два лезвия с параллельными и заострёнными кромками, которые расположены между защитным элементом и головкой, причём первое лезвие расположено так, что заостренная кромка первого лезвия находится ближе к защитному элементу, а второе лезвие расположено так, что заостренная кромка второго лезвия находится ближе к головке. Один такой способ включает в себя обработку первого или второго лезвия с целью обеспечить второму лезвию силу резания меньше, чем у первого лезвия.
Настоящее изобретение, кроме того, характеризует способы бритья. Один такой способ включает в себя этапы, на которых: (а) обеспечивают лезвийный блок безопасной бритвы, содержащий защитный элемент, головку и по меньшей мере два лезвия с параллельными заостренными кромками, расположенные между защитным элементом и головкой, причём первое лезвие расположено так, что заостренная кромка первого лезвия находится ближе к защитному элементу, а второе лезвие расположено так, что заостренная кромка второго лезвия находится ближе к головке, при этом первое лезвие имеет силу резания больше, чем сила резания второго лезвия, и (или) второе лезвие покрыто большим количеством полимерного состава, чем первое лезвие; и (b) касаются кожной поверхности этим лезвийным блоком безопасной бритвы.
В других объектах данное изобретение характеризует бритвы, включающие в себя описанные здесь лезвийные блоки.
В некоторых случаях описанные здесь бритвы обеспечивают бритьё с улучшенной чистотой по сравнению с контрольной бритвой, к примеру, с подобной бритвой, в которой все лезвия имеют практически одинаковое сопротивление трения. В некоторых случаях описанные здесь бритвы за счёт увеличения числа волос, срезанных за один проход, обеспечивают более высокую эффективность бритья относительно контрольной бритвы.
Подробности одного и нескольких вариантов осуществления настоящего изобретения представлены на сопровождающих чертежах и в описании, приведённом ниже. Из описания, чертежей и формулы изобретения очевидными станут другие признаки, цели и преимущества настоящего изобретения.
Описание чертежей
Фиг.1а-с представляют условную схему, показывающую срезание волоса, выступающего из волосяного мешочка.
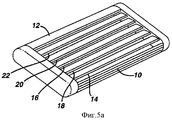
Фиг.2, 3а-b, 4 и 5а-с показывают бритвы со множеством лезвий, в которых одно или несколько лезвий обладают относительно большими силами резания, чем другое лезвие, расположенное в этой бритве.
Фиг.6 схематически иллюстрирует процесс формирования плазмы.
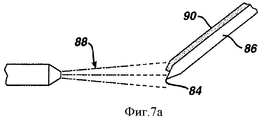
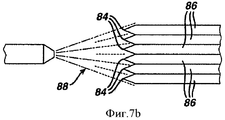
Фиг.7а и 7b показывают модификацию части лезвия с помощью плазмы.
Фиг.8 показывает изображение кромки лезвия после травления плазмой, полученное с помощью атомно-силового микроскопа (АРМ).
Одинаковые ссылки на разных чертежах обозначают одни и те же элементы.
Подробное описание
Вытягивание волоса перед его срезанием бритвой может привести к чистому сбриванию этого волоса. В случае многолезвийной бритвы первое лезвие может использоваться для вытягивания волоса из волосяного мешочка и срезания этого волоса до первой длины, тогда как второе лезвие, расположенное позади первого лезвия, срезает волос до второй, более короткой длины. На Фиг. 1 показано, что волос втягивается первым лезвием как наверх, так и вперёд. Пока волос находится в этом положении, он будет срезаться первым лезвием до первой длины. Волос будет возвращаться в волосяной мешочек относительно медленно и поэтому, пока волос ещё выступает из волосяного мешочка, второе лезвие способно срезать волос до второй, более короткой длины. При освобождении срезанный волос оказывается ниже поверхности кожи, что обеспечивает чистое бритьё и гладкое ощущение для кожи пользователя.
Бритвы с лезвиями с разным сопротивлением трения
На Фиг.2 показано, что картридж бритвы включает в себя защитный элемент 10, головку 12 и два лезвия 14 и 16. Первое лезвие 14 обладает силой резания больше, чем у второго лезвия 16, и расположено между защитным элементом и вторым лезвием. Поэтому в процессе использования бритвы первое лезвие 14 будет касаться волоса перед вторым лезвием 16. По мере того как первое лезвие 14 проходит по коже пользователя, оно зацепляет волос, тянет его и тем самым вытягивает волос из волосяного мешочка и срезает волос до первой длины. Прежде чем волос вернётся в свое естественное положение, второе лезвие 16, проходя по коже пользователя, срезает этот волос ещё раз до более короткой длины. После срезания волос возвращается в волосяной мешочек ниже поверхности кожи.
Как используется здесь и в тексте, и на чертежах, термин «первое лезвие» относится к лезвию, обладающему относительно более высокими силами резания, что соответствует более высокому сопротивлению трения, чем у того лезвия, которое именуется вторым лезвием. Точно так же термин «второе лезвие» относится к лезвию, обладающему относительно более низкими силами резания, что соответствует более низкому сопротивлению трения, чем у лезвия, которое именуется первым лезвием.
На Фиг.3а-b, 4 и 5а-с показаны другие лезвия, которые могут включать в себя защитный элемент, головку и несколько лезвий (соответственно три, четыре или пять лезвий). В каждом из этих случаев первое лезвие 14, в которого сила резания больше, чем у второго лезвия 16, расположено между защитным элементом 10 и вторым лезвием 16. На Фиг.3а и 3b изображена бритва с тремя лезвиями, в которой первое лезвие 14 может быть лезвием, ближайшим к защитному элементу (т.е. находится в главной позиции) (Фиг.3а), или может находиться позади главной позиции, тогда как в главной позиции находится третье лезвие 18 (Фиг.3b). Третье лезвие может обладать любой желательной силой резания, которая, как правило, находится в диапазоне от 0,8 до 1,5 фунта.
Хотя на всех Фиг.3а и 3b изображены бритвы, в которых первое и второе лезвия 14 и 16 расположены рядом друг с другом, в других случаях предусматривается, что первое и второе лезвие 14 и 16 не расположены рядом друг с другом. Например, в некоторых случаях (не показано) первое лезвие 14 расположено ближе всех к защитному элементу 10, в то время как третье лезвие 18 расположено между первым и вторым лезвиями 14 и 16. Вообще говоря, допускается любое расположение нескольких лезвий при том условии, что первое лезвие 14 находится ближе к защитному элементу, чем второе лезвие 16.
Как показано на Фиг.4, бритва может иметь четыре лезвия. На Фиг.4 показана бритва, имеющая два лезвия 14 с более высокими силами резания и два лезвия 16 с более низкими силами резания. Лезвия 14 с более высокими силами резания расположены попеременно с лезвиями 16, имеющими более низкие силы резания. Лезвия 14 с более высокими силами резания расположены ближе всех к защитному элементу (т.е. в главной позиции) и в третьей позиции от защитного элемента. Лезвия 16 с более низкими силами резания расположены во второй и четвёртой позициях от защитного элемента.
На всех Фиг.5а-5с показаны бритвы, каждая из которых имеет пять лезвий. В этих бритвах различаются положения первого и второго лезвий 14 и 16. Первое лезвие 14 на Фиг. 5а находится в главной позиции, а второе лезвие 16 находится в третьей позиции от защитного элемента 10. Эта бритва включает в себя также три дополнительных лезвия 18, 20 и 22. Как правило, эти лезвия будут иметь силы резания меньше 1,6 фунтов, например, в диапазоне от 0,8 до 1,5 фунта.
На Фиг.5b показан пример бритвы, в которой первое лезвие 14 находится не в главной позиции, а, напротив, во второй позиции от защитного элемента 10. Второе лезвие 16 расположено в третьей позиции прямо за первым лезвием. Как и на Фиг.5а, эта бритва также включает в себя лезвия 18, 20 и 22. На Фиг.5с показана бритва, в которой имеются два первых лезвия 14 и два вторых лезвия 16. У этой бритвы имеется также лезвие 18, которое находится в позиции, ближайшей к головке 12.
В некоторых случаях первое лезвие обладает силой резания, которая по меньшей мере примерно на 0,1 фунта больше, чем сила резания второго лезвия. В общем, сила резания первого лезвия больше силы резания второго лезвия на величину, приблизительно равную от 0,1 до 1,0 фунта (к примеру, от примерно 0,2, 0,3, 0,4 или 0,5 фунта до примерно 1,0, 0,9, 0,8, 0,7 или 0,6 фунта). Предпочтительно, первое лезвие обладает силой резания приблизительно на 0,2 фунта больше, чем сила резания второго лезвия.
Обеспечение лезвия с более высокими силами резания может быть выполнено несколькими способами. В некоторых случаях желательно, чтобы первое лезвие имело модифицированное полимерное покрытие. Например, такое лезвие может включать в себя покрытие из тефлона, которое модифицировано, например, с помощью плазменного травления, для пошагового увеличения его поверхностного трения. Воздействие плазмы на лезвие с покрытием при некоторых условиях может вызывать как физические, так и химические изменения на полимерном покрытии. Эти изменения могут влиять на разные свойства покрытия, в том числе - но без ограничения ими - шероховатость, смачиваемость, способность образовывать поперечные связи и молекулярная масса, причём каждое из этих свойств может повлиять на силу резания лезвия. Способы получения модифицированных полимерных покрытий описаны в заявке на патент США 11/392.127, поданной 29 марта 2006 г. под названием «Бритвенные лезвия и бритвы», полное раскрытие которой включено сюда посредством ссылки.
В некоторых случаях может использоваться лезвие, которое практически свободно от полимерного покрытия. Лезвие без какого-либо полимерного покрытия способно, однако, приводить к нежелательному снижению комфорта. Например, оно может слишком резко тянуть волосы.
Полимерное покрытие лезвия
Способы покрытия кромки лезвия полифтористыми углеродами известны в данной области техники и описаны, например, в патенте США №5263256 на имя Trankiem. Кромка лезвия с покрытием из полифтористого углерода может быть изготовлена посредством любого способа, известного в данной области техники. Например, кромка лезвия может быть покрыта посредством дисперсии полифтористого углерода.
Примеры полифтористых углеродов включают в себя порошки политетрафторэ-тилена с фирменными названиями МР 1100, МР 1200, МР 1600 и LW 1200, которые производит фирма DuPont.
Дисперсии полифтористых углеродов обычно включают в себя от 0,05 до 5% (процентов по массе) полифтористого углерода, предпочтительно от 0,7 до 1,2% (процентов по массе), распределённых в дисперсионных средах. Такой полимер может вводиться в поток или замешиваться непосредственно в перемешивающий резервуар с последующей гомогенизацией. При впрыске в поток обычно ниже по течению потока применяется статический смеситель.
Дисперсионная среда обычно включает в свой состав один или несколько из фтористых углеродов (к примеру, фреон фирмы DuPont), воду, летучее органическое соединение (к примеру, изопропиловый спирт) и (или) углекислый газ в сверхкритическом состоянии.
Дисперсию к режущему краю можно применить любым приемлемым способом, например, погружением или напылением дисперсии на кромку лезвия. При использовании распыления для повышения эффективности нанесения в сочетании с распылителем применяется электростатическое поле. Для улучшения адгезии покрытие обычно подвергается нагреву.
Покрытое лезвие затем нагревается для удаления дисперсионной среды и спекания полифтористого углерода с кромкой лезвия. Альтернативно лезвие может быть покрыто с помощью химического осаждения из паровой фазы, лазером или осаждением методом напыления.
Модификация покрытия лезвия
Материалы с низким поверхностным трением и водоотталкивающие материалы, такие как тефлон, могут быть, к примеру, модифицированы плазмой для пошагового повышения поверхностного трения. Примеры плазмы включают в себя, например, радиочастотную (RF) плазму и плазму от постоянного тока (DC). Воздействие плазмой на лезвие с покрытием при определённых условиях может вызвать изменение как химических, так и физических свойств полимерного покрытия. Эти изменения могут повлиять на различные свойства (к примеру, полимерные свойства), в том числе - но без ограничения ими - такие как шероховатость, смачиваемость, образование поперечных межмолекулярных связей и молекулярная масса, причём каждое из них может влиять на силу резания лезвия.
Для осуществления процесса модификации может быть применена система нанесения радиочастотной плазмой, подобная той, что условно изображена на Фиг.6. Как понятно специалистам в данной области техники, могут также применяться и другие традиционные плазменные системы. Типовая система 30 включает в себя герметичную вакуумную камеру 32, сделанную, к примеру, из стали, и содержит электрод 34 питания и электрод 36 заземления, сделанные каждый, к примеру, из алюминия.
Электрод 34 питания предпочтительно выполнен с возможностью соединения с источником 38 газа так, чтобы газ 40 можно было бы подать в камеру, например, через трубки в электроде питания в обычной форме душевой насадки. Предпочтительно, чтобы эти трубки в форме душевой насадки обеспечивали умеренно равномерный поток через единицу площади верхнего электрода. Соответственно трубки душевой насадки должны быть разнесены таким образом, чтобы была относительно равномерной концентрация газа, поступающего из душевой насадки. Количество и разнесение трубок зависит от удельного давления, зазора между электродами, температуры и других параметров процесса, как понятно специалистам в данной области техники.
Регулятор 42 скорости потока предпочтительно предусмотрен для управления потоком газа в камеру сквозь электрод питания. Для создания плазмы в газе, поданном в камеру, электрод питания электрически соединён с источником 44 радиочастотной (RF) мощности или иным подходящим источником питания.
Электрод 36 заземления электрически соединён с заземлением 46 системы вакуумной камеры. Предпочтительно, чтобы электрод 36 заземления имел поверхность 48 для поддержки подложки или другой структуры. Электрод заземления и его поддерживающая поверхность предпочтительно охлаждаются системой охлаждения, включающей в себя, к примеру, замкнутый контур 50 хладагента, соединённый с теплоотводящим змеевиком 51 и регулятором 52 температуры, что позволяет оператору задавать и поддерживать желательную температуру электрода, например, с помощью водяного охлаждения.
Насос 54 обеспечивает откачку камеры до желательного давления; давление в камере отслеживается, например, посредством датчика 56 давления. Предпочтительно также обеспечить аналитический иллюминатор 76, чтобы дать возможность оператору следить за ходом процесса.
Для создания плазмы пригодны такие газы, как, например, кислород, аргон, азот, а также большое число фторуглеродов. Выбором газа, мощности плазменного разряда, давления газа и геометрии лезвий можно воздействовать на степень и вид модификации лезвия или полимерного покрытия. Соответственно можно придавать лезвиям свойство сопротивления трения (т.е. силы резания) в некотором диапазоне значений.
Плазма, например плазма с интенсивной ионной бомбардировкой, в частности, такая как RF- или DC-плазма, может выборочно удалять полимер, например, на кромке лезвия. Соответственно, если лезвие покрыто полимером, это лезвие или часть лезвия могут быть обработаны плазмой (к примеру, в аргоне, кислороде или в их смеси), которая физически вытравит часть этого полимера. Состав плазмы (к примеру, химическую активность её элементов) обычно изменяют в зависимости от того, какой результат воздействия плазмы желателен. Например, когда полимер вытравливают для физической модификации полимера, то обычно предпочитают смесь аргона с кислородом (к примеру, аргон/кислород в смеси 90/10). Скорость травления будет тем больше, чем выше содержание кислорода. Пригодны также и такие газы, как неон и азот.
В некоторых случаях, как показано на Фиг.7а и 7b, лишь кромка 84 лезвия 86 подвергается травлению плазмой 88. Выборочное травление только части лезвия 86 можно осуществить разными путями. Например, можно использовать маску 90, прикрывающую ту часть лезвия 86, которая не модифицируется (см. Фиг.7а), или поставить лезвия 86 в поток плазмы 88 в такой геометрии, которая способствует экспозиции только части лезвия, например, кромки 84 лезвия 88 (см. Фиг.7b), что обеспечивает селективную экспозицию для желательной части лезвия.
В тех случаях, когда лезвие с покрытием обрабатывается плазмой, полимер по всей своей толщине может оказаться полностью вытравленным плазмой, что позволяет получать части лезвия (к примеру, кромку лезвия), свободные от полимерного покрытия. Альтернативно, плазма может вместо этого вытравливать лишь некоторую часть толщины полимера для утонения или изменения текстуры полимерного покрытия. Например, лезвие с полимерным покрытием можно подвергнуть обработке плазмой в таких условиях, которые сделают текстуру покрытия грубой, что может увеличить силы резания лезвия.
Обычно физическая модификация лезвия с покрытием может достигаться воздействием плазмой на лезвие с покрытием от 5 секунд до примерно 10 минут (к примеру, между примерно 1 и 8 минутами, предпочтительно примерно 5 минут). Давление обычно равно от примерно 1 до примерно 100 мТорр (к примеру, между примерно 10 и примерно 75 мТорр, предпочтительно между примерно 20 и примерно 40 мТорр). Обычно плазма подается с энергией от примерно 1 до примерно 100 Вт (к примеру, от примерно 5 до примерно 80 Вт, от примерно 10 до примерно 50 Вт или примерно 20 Вт).
На Фиг.8 приведен пример кромки лезвия, подвергнутого травлению плазмой. Лезвие было покрыто полимером МР 1600 и подвергалось воздействию плазмой мощностью 20 Вт в смеси 90% аргона и 10% кислорода в течение 5 минут при давлении между 20 и 40 мТорр. В результате такого воздействия примерно 3 мкм полимера было с кромки удалено, что сделало часть кромки по существу свободной от полимерного покрытия.
Хотя в некоторых случаях лезвие с покрытием может подвергаться воздействию плазмой для удаления, утонения или огрубления полимерного покрытия, в других случаях лезвие с покрытием может подвергаться воздействию плазмой для химической модификации полимерного покрытия. Например, если желательно увеличить силы резания, полимерное покрытие можно подвергнуть воздействию плазмой, что уменьшит скользкость полимерного покрытия за счет, например, снижения степени фторирования полимера, к примеру, полимера PTFE. Использовать можно как плазму типа RF, так и плазму типа DC, а время экспозиции может находиться в промежутке от нескольких секунд до 20 минут.
Химическая модификация лезвия с покрытием обычно осуществляется плазмой при давлении от примерно 1 до примерно 100 мТорр (к примеру, по меньшей мере примерно 1, 5, 10, 15, 10, 25, 30 или 40 мТорр и не более примерно 100, 95, 90, 85, 80, 75, 50 или 40 мТорр). Хотя условия обработки плазмой могут меняться в зависимости от природы желательной модификации (к примеру, травление плазмой или напыление плазмой), лезвия обычно подвергаются воздействию плазмой в течение от примерно 5 секунд до примерно 30 минут (к примеру, примерно 15 секунд, 30 секунд, 1 минуты, 2 минут, 50 минут, 10 минут и т.д.). Обычно обеспечивается плазма от примерно 1 до примерно 100 Вт (к примеру, примерно 5,10,15, 20,25, 30,40, 45, 50, 60, 70, 80, 90 или 100 Вт). Предпочтительно, чтобы исходное значение вакуума (давление до начала напыления) было более 10-6 Торр, а в процессе напыления по меньшей мере 10-3 Торр. Предпочтительно также, чтобы нагрев был ограничен температурой плавления полимера, что обычно менее 300°С. Предпочтительные условия будут меняться в зависимости от используемого газа.
Нанесения покрытия на лезвие с помощью плазмы
В ряде случаев лезвие, не имеющее полимерного покрытия, подвергается воздействию плазмой, которая напыляет на него покрытие. Например, лезвие без покрытия, которое обладает высокой силой резания, может быть модифицировано так, чтобы оно имело более низкую силу резания, посредством плазменного напыления содержащего фтор вещества, (к примеру, частицы FC2) непосредственно на лезвие (к примеру, на такое твёрдое покрытие, как алмазоподобный углерод). В рамках описанных выше способов использование напыления плазмой, к примеру, плазмой с интенсивной бомбардировкой ионами, может приводить к получению лезвий с физическими свойствами, отличньми от свойств лезвий, покрытых полимером (к примеру, полимером PTFE).
Предпочтительно, чтобы мономер газа содержал окисел гексафторпропилена, а источником тепла предпочтительно была токопроводящая нить, нагреваемая сопротивлением току и подвешенная над поверхностью структуры, или же термическая пластина с обращённой к структуре пиролизной поверхностью. Температура источника тепла предпочтительно должна быть долее 500 К, а поверхность структуры предпочтительно должна поддерживаться практически при температуре менее 300 К. Когда желательно иметь лезвия с более высокой силой резания, чем у лезвий с полимерным покрытием, то лезвия могут быть подвергнуты воздействию содержащей CF2 плазмы в течение времени, которого достаточно, чтобы понизить силу резания по отношению к силе резания лезвия без покрытия, но так, чтобы она была больше, чем у лезвия с полимерным покрытием.
Условия воздействия плазмой могут изменяться в зависимости от желательных свойств лезвия. Например, если желательно, чтобы количество плазменного напыления было больше, лезвие подвергается воздействию в течение более длительного времени. Обычно посредством описанного способа может достигаться напыление плёнки со свойствами, подобными свойствам массива PTFE.
Описано несколько вариантов осуществления. Следует, тем не менее, понимать, что без отхода от сущности и объёма данного изобретения могут вноситься ещё и другие изменения.
Например, хотя описана модификация лезвий с помощью плазмы, предусматриваются и другие способы модификации лезвий. В некоторых случаях для химической и физической дообработки поверхность лезвия с полимерным покрытием подвергается воздействию лазером или пучком электронов.
В некоторых случаях лезвие (к примеру, лезвие, покрытое полимером) подвергается дополнительной модификации; например, для того, чтобы изменить количество или толщину полимерного покрытия, лезвие может быть погружено в раствор. Дополнительная модификация может производиться, например, либо перед тем, как лезвие подвергается воздействию плазмой, лазером или электрическим током, либо после того, как оно было подвергнуто воздействию плазмой, лазером или электрическим током.
Соответственно другие варианты осуществления находятся в объеме нижеследующей формулы изобретения.
Claims (10)
1. Безопасная бритва, включающая лезвийный блок, содержащий защитный элемент, головку и по меньшей мере два лезвия с параллельными заостренными краями, расположенными между защитным элементом и головкой, причем первое лезвие расположено так, что его заостренная кромка находится ближе к защитному элементу, а второе лезвие расположено так, что его заостренная кромка находится ближе к головке, отличающаяся тем, что первое лезвие обеспечивает силу резания волос большую, чем сила резания волос второго лезвия.
2. Бритва по п.1, отличающаяся тем, что первое лезвие обеспечивает силу резания волос, которая по меньшей мере на примерно 0,1 фунта больше, чем сила резания волос второго лезвия.
3. Бритва по п.1, отличающаяся тем, что первое лезвие обеспечивает силу резания волос, которая больше, чем сила резания волос второго лезвия, по меньшей мере на примерно от 0,1 до 10 фунтов.
4. Бритва по п.1, отличающаяся тем, что лезвия покрыты полимерным составом.
5. Бритва по п.4, отличающаяся тем, что полимерный состав представляет собой полифтористый углерод.
6. Бритва по п.5, отличающаяся тем, что полифтористый углерод представляет собой политетрафторэтилен.
7. Бритва по п.4, отличающаяся тем, что второе лезвие покрыто большим количеством полимерного состава, чем первое лезвие.
8. Бритва по п.4, отличающаяся тем, что первое и второе лезвия покрыты разными полимерными составами.
9. Бритва по п.8, отличающаяся тем, что полимерный состав, покрывающий первое лезвие, является менее скользким, чем полимерный состав, покрывающий второе лезвие.
10. Бритва по п.1, отличающаяся тем, что первое лезвие практически свободно от полимерного покрытия.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/392,127 | 2006-03-29 | ||
| US11/392,127 US7882640B2 (en) | 2006-03-29 | 2006-03-29 | Razor blades and razors |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2008134921A RU2008134921A (ru) | 2010-05-10 |
| RU2415748C2 true RU2415748C2 (ru) | 2011-04-10 |
Family
ID=38325415
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2008134921/02A RU2415748C2 (ru) | 2006-03-29 | 2007-03-29 | Бритвенные лезвия и бритвы |
Country Status (14)
| Country | Link |
|---|---|
| US (2) | US7882640B2 (ru) |
| EP (1) | EP1998941B1 (ru) |
| JP (1) | JP4995258B2 (ru) |
| KR (1) | KR20080099338A (ru) |
| CN (1) | CN101410230B (ru) |
| AU (1) | AU2007230644B2 (ru) |
| BR (1) | BRPI0709676B1 (ru) |
| CA (1) | CA2647963A1 (ru) |
| ES (1) | ES2411333T3 (ru) |
| MX (1) | MX2008011756A (ru) |
| PL (1) | PL1998941T3 (ru) |
| RU (1) | RU2415748C2 (ru) |
| WO (1) | WO2007110848A1 (ru) |
| ZA (1) | ZA200807078B (ru) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL2303525T3 (pl) * | 2008-05-20 | 2017-05-31 | Edgewell Personal Care Brands, Llc | Technologia ostrza maszynki do golenia |
| US9248579B2 (en) | 2008-07-16 | 2016-02-02 | The Gillette Company | Razors and razor cartridges |
| KR101673499B1 (ko) | 2009-10-22 | 2016-11-07 | 빅-비올렉스 에스아 | 면도기 블레이드에 윤활 코팅을 형성하는 방법, 그러한 면도기 블레이드 및 면도기 블레이드 코팅 시스템 |
| GB201009019D0 (en) * | 2010-06-01 | 2010-07-14 | King Of Shaves Company The Ltd | Razor or razor blade cartridge and methods of manufacture therefore |
| JP5924094B2 (ja) * | 2012-04-18 | 2016-05-25 | 新明和工業株式会社 | 刃物、その製造方法およびそれを製造するためのプラズマ装置 |
| US11230025B2 (en) | 2015-11-13 | 2022-01-25 | The Gillette Company Llc | Razor blade |
| EP3429809B1 (en) | 2016-03-18 | 2021-07-28 | Personal Care Marketing And Research, Inc. | Razor cartridge |
| USD816905S1 (en) * | 2016-03-18 | 2018-05-01 | Personal Care Marketing and Research International | Razor cartridge |
| USD816906S1 (en) * | 2016-03-18 | 2018-05-01 | Personal Care Marketing and Research International | Razor cartridge |
| WO2017210290A1 (en) | 2016-05-31 | 2017-12-07 | Edgewell Personal Care Brands, Llc. | Pulsed laser deposition of fluorocarbon polymers on razor blade cutting edges |
| DE102016110239A1 (de) * | 2016-06-02 | 2017-12-07 | Wladimir Mor | Scherkopf für einen nassrasierer |
| US10384360B2 (en) * | 2016-06-29 | 2019-08-20 | The Gillette Company Llc | Razor blade with a printed object |
| US11654588B2 (en) * | 2016-08-15 | 2023-05-23 | The Gillette Company Llc | Razor blades |
| US9993931B1 (en) | 2016-11-23 | 2018-06-12 | Personal Care Marketing And Research, Inc. | Razor docking and pivot |
| US10011030B1 (en) * | 2017-02-13 | 2018-07-03 | The Gillette Company Llc | Razor blades |
| US10766157B2 (en) | 2017-02-13 | 2020-09-08 | The Gillette Company Llc | Razor blades |
| US10994379B2 (en) * | 2019-01-04 | 2021-05-04 | George H. Lambert | Laser deposition process for a self sharpening knife cutting edge |
| USD884971S1 (en) | 2019-02-27 | 2020-05-19 | Pcmr International Ltd | Razor cartridge |
| USD884970S1 (en) | 2019-02-27 | 2020-05-19 | PCMR International Ltd. | Razor cartridge guard |
| USD884969S1 (en) | 2019-02-27 | 2020-05-19 | Pcmr International Ltd | Combined razor cartridge guard and docking |
| US11338321B2 (en) * | 2019-05-09 | 2022-05-24 | The Gillette Company Llc | Method for modifying coated razor blade edges |
| US11872713B2 (en) | 2019-07-31 | 2024-01-16 | The Gillette Company Llc | Razors and razor cartridges with colored blades |
| CN114080306B (zh) * | 2019-07-31 | 2024-03-29 | 吉列有限责任公司 | 剃刀和剃刀刀片架 |
| US11000960B1 (en) | 2020-11-16 | 2021-05-11 | Personal Care Marketing And Research, Inc. | Razor exposure |
| WO2023028420A1 (en) * | 2021-08-24 | 2023-03-02 | Edgewell Personal Care Brands, Llc | System and method for coating a blade |
| US20230314470A1 (en) | 2022-03-31 | 2023-10-05 | The Gillette Company Llc | Blade edge tip measurement |
Family Cites Families (65)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US554660A (en) * | 1896-02-18 | Albert b | ||
| US1579844A (en) * | 1925-06-25 | 1926-04-06 | Richard H Smith | Safety razor |
| DE853397C (de) | 1950-10-08 | 1952-10-23 | Erich Fiebelkorn | Rasierapparat |
| US2817146A (en) * | 1953-07-01 | 1957-12-24 | George C Singer | Safety razor and guard means therefor |
| US3754329A (en) * | 1967-11-06 | 1973-08-28 | Warner Lambert Co | Razor blade with rf sputtered coating |
| DE2111183B2 (de) * | 1970-09-21 | 1978-03-23 | Vereinigte Edelstahlwerke Ag (Vew), Wien Niederlassung Vereinigte Edelstahlwerke Ag (Vew) Verkaufsniederlassung Buederich, 4005 Meerbusch | Verfahren und Anordnung zur zweistufigen Oberflächenhärtung von Werkstücken aus härtbaren Eisen- und Stahllegierungen |
| AU485283B2 (en) * | 1971-05-18 | 1974-10-03 | Warner-Lambert Company | Method of making a razorblade |
| US3777396A (en) * | 1972-06-01 | 1973-12-11 | Warner Lambert Co | Cartridges having tandemly mounted cutting edges on two sides thereof |
| US3834017A (en) * | 1972-09-05 | 1974-09-10 | Sperry Rand Corp | A dry shaver with hair guiding and skin stretching means |
| US3949470A (en) * | 1972-11-17 | 1976-04-13 | Hall Charles L | Safety razor |
| US3871073A (en) * | 1972-11-17 | 1975-03-18 | Gillette Co | Shaving system with a fixed edge between the blade edge and the guard |
| US3934338A (en) * | 1972-12-11 | 1976-01-27 | Philip Morris Incorporated | Multiple blade safety razor combination |
| NL7506985A (nl) * | 1975-06-12 | 1976-12-14 | Philips Nv | Scheerapparaat met een houder voor een snijele- ment. |
| US4167662A (en) * | 1978-03-27 | 1979-09-11 | National Research Development Corporation | Methods and apparatus for cutting and welding |
| US4304978A (en) * | 1978-10-05 | 1981-12-08 | Coherent, Inc. | Heat treating using a laser |
| CH640448A5 (fr) * | 1980-04-10 | 1984-01-13 | Lasag Ag | Procede d'ebavurage d'une piece mecanique et dispositif de mise en oeuvre du procede. |
| GB2108033B (en) * | 1981-10-13 | 1985-05-01 | Gillette Co | Safety razors |
| US4507538A (en) * | 1982-10-22 | 1985-03-26 | Mostek Corporation | Laser hardening with selective shielding |
| JPS60165319A (ja) | 1984-02-08 | 1985-08-28 | Feather Safety Razor Co Ltd | 安全かみそり刃及びその製造方法 |
| JPS60258416A (ja) | 1984-06-06 | 1985-12-20 | Feather Safety Razor Co Ltd | 安全かみそり刃及びその製造方法 |
| EP0191203A3 (en) | 1985-01-16 | 1988-02-17 | Jerome Hal Lemelson | Cutting tool structures, apparatus and method for making same |
| JPH0620464B2 (ja) * | 1989-04-03 | 1994-03-23 | 信越化学工業株式会社 | 医療用切開、圧入器具およびその製造方法 |
| US4998347A (en) * | 1989-05-08 | 1991-03-12 | Schaechter Friedrich | Shaving instrument with high energy beam induced microstretch element |
| US5360495A (en) * | 1989-07-25 | 1994-11-01 | Albert Schuler | Process for hardening cutting edges with an oval shaped plasma beam |
| US5488774A (en) * | 1990-01-24 | 1996-02-06 | Janowski; Leonard J. | Cutting edges |
| JP2633734B2 (ja) | 1991-02-19 | 1997-07-23 | 川崎重工業株式会社 | 刃先強化方法 |
| AU667816B2 (en) * | 1991-06-24 | 1996-04-18 | Gillette Company, The | Improvements in or relating to razor blades |
| US5263256A (en) * | 1992-04-17 | 1993-11-23 | The Gillette Company | Method of treating razor blade cutting edges |
| US5417132A (en) * | 1993-01-19 | 1995-05-23 | Alan R. Pfaff | Rotary cutting dies |
| US5343622A (en) * | 1993-02-22 | 1994-09-06 | Andrews Edward A | Bi-directional razor device |
| US6161288A (en) * | 1993-02-22 | 2000-12-19 | Andrews; Edward A. | Four blade bi-directional razor structure with flexible guard system |
| US6082007A (en) * | 1993-02-22 | 2000-07-04 | Andrews; Edward A. | In-line bi-directional manual shaving razors |
| US5347887A (en) | 1993-03-11 | 1994-09-20 | Microsurgical Techniques, Inc. | Composite cutting edge |
| WO1994026476A1 (en) | 1993-05-13 | 1994-11-24 | Invention Machine Corporation | Razor blade unit |
| DE4328961C2 (de) | 1993-08-27 | 1995-11-30 | Fraunhofer Ges Forschung | Verfahren zur Herstellung von Papiermessern |
| GB9320058D0 (en) * | 1993-09-29 | 1993-11-17 | Gillette Co | Savety razors |
| US6212777B1 (en) * | 1993-09-29 | 2001-04-10 | The Gillette Company | Safety razors |
| US5532495A (en) * | 1993-11-16 | 1996-07-02 | Sandia Corporation | Methods and apparatus for altering material using ion beams |
| GB9407896D0 (en) * | 1994-04-21 | 1994-06-15 | Gillette Co | Safety razors |
| EP0757615B1 (en) * | 1994-04-25 | 2004-03-31 | The Gillette Company | Process of coating a layer of amorphous diamond on blades |
| US5630275A (en) | 1994-08-23 | 1997-05-20 | Warner-Lambert Company | Multi-blade razor head with improved performance |
| US5546660A (en) * | 1994-09-30 | 1996-08-20 | Warner-Lambert Company | Dynamic razor head |
| US6295734B1 (en) * | 1995-03-23 | 2001-10-02 | The Gillette Company | Safety razors |
| US6468642B1 (en) * | 1995-10-03 | 2002-10-22 | N.V. Bekaert S.A. | Fluorine-doped diamond-like coatings |
| US5661907A (en) * | 1996-04-10 | 1997-09-02 | The Gillette Company | Razor blade assembly |
| US5888591A (en) | 1996-05-06 | 1999-03-30 | Massachusetts Institute Of Technology | Chemical vapor deposition of fluorocarbon polymer thin films |
| WO1998004382A1 (en) * | 1996-07-30 | 1998-02-05 | Drukker International B.V. | A method of producing a cutting tool insert |
| US6243951B1 (en) * | 1997-02-18 | 2001-06-12 | The Gillette Company | Safety razors |
| US5906053A (en) * | 1997-03-14 | 1999-05-25 | Fisher Barton, Inc. | Rotary cutting blade having a laser hardened cutting edge and a method for making the same with a laser |
| US6077572A (en) * | 1997-06-18 | 2000-06-20 | Northeastern University | Method of coating edges with diamond-like carbon |
| DE69924468T2 (de) * | 1998-01-20 | 2006-02-16 | Wheel Technology Ltd. | Elektrisches rasiergerät mit auf rollen montierten direktkontaktklingen |
| US6161287A (en) * | 1998-04-24 | 2000-12-19 | The Gillette Company | Razor blade system |
| US6178852B1 (en) * | 1998-11-25 | 2001-01-30 | Atlantic Commerce Properties | Rotary die laser machining and hardening apparatus and method |
| US6055731A (en) * | 1998-12-23 | 2000-05-02 | Wheel Technology Ltd. | Razor with convex blade assembly |
| GB9909463D0 (en) * | 1999-04-23 | 1999-06-23 | Gillette Co | Safety razors |
| JP2001003169A (ja) * | 1999-06-18 | 2001-01-09 | Sanyo Electric Co Ltd | 炭素系被膜の処理方法及び炭素系被膜並びに炭素系被膜を有する部品 |
| DE10030433C2 (de) * | 1999-06-23 | 2002-06-06 | Fraunhofer Ges Forschung | Verfahren zur Erzeugung verschleißbeständiger Randschichten an ausscheidungshärtbaren Werkstoffen |
| DE19931948B4 (de) * | 1999-07-09 | 2004-11-11 | Zwilling J. A. Henckels Ag | Verfahren zur Herstellung einer Klinge eines Schneidwerkzeuges und damit hergestelltes Erzeugnis |
| US6218642B1 (en) * | 1999-07-12 | 2001-04-17 | J. F. Helmold & Bro., Inc. | Laser hardened steel cutting rule |
| US6684513B1 (en) * | 2000-02-29 | 2004-02-03 | The Gillette Company | Razor blade technology |
| JP4741056B2 (ja) * | 2000-06-05 | 2011-08-03 | 株式会社貝印刃物開発センター | 刃部材及びその刃先の製造方法 |
| US6632301B2 (en) * | 2000-12-01 | 2003-10-14 | Benton Graphics, Inc. | Method and apparatus for bainite blades |
| EP2017044A1 (en) * | 2001-04-27 | 2009-01-21 | Eveready Battery Company, Inc. | Wet razor with four blades, and cartridge therefor |
| US6823759B2 (en) * | 2001-11-19 | 2004-11-30 | Mikronite Technologies Group, Inc. | Method and apparatus for strengthening and leveling a saw blade |
| JP4682130B2 (ja) | 2003-06-26 | 2011-05-11 | コーニンクレッカ フィリップス エレクトロニクス エヌ ヴィ | 曲げカミソリ刃及びそのようなカミソリ刃の製造 |
-
2006
- 2006-03-29 US US11/392,127 patent/US7882640B2/en active Active
-
2007
- 2007-03-29 CN CN200780010734.6A patent/CN101410230B/zh not_active Expired - Fee Related
- 2007-03-29 BR BRPI0709676-3A patent/BRPI0709676B1/pt not_active IP Right Cessation
- 2007-03-29 KR KR1020087023564A patent/KR20080099338A/ko not_active Application Discontinuation
- 2007-03-29 MX MX2008011756A patent/MX2008011756A/es active IP Right Grant
- 2007-03-29 AU AU2007230644A patent/AU2007230644B2/en not_active Ceased
- 2007-03-29 CA CA002647963A patent/CA2647963A1/en not_active Abandoned
- 2007-03-29 RU RU2008134921/02A patent/RU2415748C2/ru not_active IP Right Cessation
- 2007-03-29 JP JP2009501015A patent/JP4995258B2/ja not_active Expired - Fee Related
- 2007-03-29 WO PCT/IB2007/051131 patent/WO2007110848A1/en active Application Filing
- 2007-03-29 EP EP07735324A patent/EP1998941B1/en active Active
- 2007-03-29 ES ES07735324T patent/ES2411333T3/es active Active
- 2007-03-29 PL PL07735324T patent/PL1998941T3/pl unknown
-
2008
- 2008-08-15 ZA ZA200807078A patent/ZA200807078B/xx unknown
-
2010
- 2010-11-22 US US12/951,111 patent/US9027443B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN101410230A (zh) | 2009-04-15 |
| US9027443B2 (en) | 2015-05-12 |
| AU2007230644A1 (en) | 2007-10-04 |
| BRPI0709676B1 (pt) | 2019-05-28 |
| RU2008134921A (ru) | 2010-05-10 |
| EP1998941B1 (en) | 2013-03-13 |
| BRPI0709676A2 (pt) | 2011-07-26 |
| EP1998941A1 (en) | 2008-12-10 |
| CA2647963A1 (en) | 2007-10-04 |
| AU2007230644B2 (en) | 2012-04-12 |
| PL1998941T3 (pl) | 2013-08-30 |
| JP2009530013A (ja) | 2009-08-27 |
| US20110120973A1 (en) | 2011-05-26 |
| US7882640B2 (en) | 2011-02-08 |
| JP4995258B2 (ja) | 2012-08-08 |
| KR20080099338A (ko) | 2008-11-12 |
| ZA200807078B (en) | 2009-06-24 |
| MX2008011756A (es) | 2008-09-25 |
| WO2007110848A1 (en) | 2007-10-04 |
| ES2411333T3 (es) | 2013-07-05 |
| US20070227009A1 (en) | 2007-10-04 |
| CN101410230B (zh) | 2014-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2415748C2 (ru) | Бритвенные лезвия и бритвы | |
| US6468642B1 (en) | Fluorine-doped diamond-like coatings | |
| EP2389277B1 (en) | Formation of thin uniform coatings on blade edges using isostatic press | |
| KR100251503B1 (ko) | 면도날 절삭 연부 처리 방법 | |
| EP0454995A1 (en) | Coating process | |
| WO1997012757A1 (en) | Method for preserving precision edges using diamond-like nanocomposite film | |
| US20200338771A1 (en) | Razor blades | |
| WO2000047402A1 (en) | Fluorine-doped diamond-like coatings | |
| JP2019523824A (ja) | かみそりブレード刃先上のフルオロカーボンポリマーのパルスレーザ蒸着 | |
| CN110248783B (zh) | 处理经涂覆的剃刀刀刃的方法 | |
| KR20190103368A (ko) | 면도기 면도날 | |
| RU2146565C1 (ru) | Способ нанесения покрытия на режущие кромки |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20200330 |