JP4933459B2 - 熱硬化性接着剤テープ、物品および方法 - Google Patents
熱硬化性接着剤テープ、物品および方法 Download PDFInfo
- Publication number
- JP4933459B2 JP4933459B2 JP2007558188A JP2007558188A JP4933459B2 JP 4933459 B2 JP4933459 B2 JP 4933459B2 JP 2007558188 A JP2007558188 A JP 2007558188A JP 2007558188 A JP2007558188 A JP 2007558188A JP 4933459 B2 JP4933459 B2 JP 4933459B2
- Authority
- JP
- Japan
- Prior art keywords
- pressure sensitive
- starting material
- black
- adhesive
- sensitive adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229920001187 thermosetting polymer Polymers 0.000 title claims description 54
- 238000000034 method Methods 0.000 title description 25
- 239000002390 adhesive tape Substances 0.000 title description 3
- 239000007858 starting material Substances 0.000 claims description 76
- 239000012790 adhesive layer Substances 0.000 claims description 70
- 239000000049 pigment Substances 0.000 claims description 52
- 239000000853 adhesive Substances 0.000 claims description 49
- 230000001070 adhesive effect Effects 0.000 claims description 49
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 42
- 239000010410 layer Substances 0.000 claims description 36
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 25
- 239000003822 epoxy resin Substances 0.000 claims description 21
- 229920000647 polyepoxide Polymers 0.000 claims description 21
- 238000004040 coloring Methods 0.000 claims description 8
- 238000004519 manufacturing process Methods 0.000 claims description 6
- 238000006116 polymerization reaction Methods 0.000 claims description 6
- 239000007795 chemical reaction product Substances 0.000 claims description 5
- 238000005266 casting Methods 0.000 claims 1
- 239000000758 substrate Substances 0.000 description 31
- 239000000203 mixture Substances 0.000 description 23
- 239000004593 Epoxy Substances 0.000 description 20
- 239000011521 glass Substances 0.000 description 18
- 239000000243 solution Substances 0.000 description 18
- 239000006229 carbon black Substances 0.000 description 13
- 238000012360 testing method Methods 0.000 description 13
- 239000002585 base Substances 0.000 description 10
- 239000003795 chemical substances by application Substances 0.000 description 9
- 238000002156 mixing Methods 0.000 description 9
- 239000000178 monomer Substances 0.000 description 8
- 239000006185 dispersion Substances 0.000 description 7
- 239000000047 product Substances 0.000 description 7
- 238000001723 curing Methods 0.000 description 6
- 230000005855 radiation Effects 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- -1 acrylic ester Chemical class 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 5
- 239000006188 syrup Substances 0.000 description 5
- 235000020357 syrup Nutrition 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 230000001143 conditioned effect Effects 0.000 description 4
- 229910021485 fumed silica Inorganic materials 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 125000005233 alkylalcohol group Chemical group 0.000 description 3
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 3
- 239000003086 colorant Substances 0.000 description 3
- 230000007717 exclusion Effects 0.000 description 3
- 238000013007 heat curing Methods 0.000 description 3
- 229920001296 polysiloxane Polymers 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- JWYVGKFDLWWQJX-UHFFFAOYSA-N 1-ethenylazepan-2-one Chemical compound C=CN1CCCCCC1=O JWYVGKFDLWWQJX-UHFFFAOYSA-N 0.000 description 2
- QCBSYPYHCJMQGB-UHFFFAOYSA-N 2-ethyl-1,3,5-triazine Chemical compound CCC1=NC=NC=N1 QCBSYPYHCJMQGB-UHFFFAOYSA-N 0.000 description 2
- FIHBHSQYSYVZQE-UHFFFAOYSA-N 6-prop-2-enoyloxyhexyl prop-2-enoate Chemical compound C=CC(=O)OCCCCCCOC(=O)C=C FIHBHSQYSYVZQE-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 230000003078 antioxidant effect Effects 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- QGBSISYHAICWAH-UHFFFAOYSA-N dicyandiamide Chemical compound NC(N)=NC#N QGBSISYHAICWAH-UHFFFAOYSA-N 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000008240 homogeneous mixture Substances 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 150000003509 tertiary alcohols Chemical class 0.000 description 2
- HHQAGBQXOWLTLL-UHFFFAOYSA-N (2-hydroxy-3-phenoxypropyl) prop-2-enoate Chemical compound C=CC(=O)OCC(O)COC1=CC=CC=C1 HHQAGBQXOWLTLL-UHFFFAOYSA-N 0.000 description 1
- KWVGIHKZDCUPEU-UHFFFAOYSA-N 2,2-dimethoxy-2-phenylacetophenone Chemical compound C=1C=CC=CC=1C(OC)(OC)C(=O)C1=CC=CC=C1 KWVGIHKZDCUPEU-UHFFFAOYSA-N 0.000 description 1
- KUBDPQJOLOUJRM-UHFFFAOYSA-N 2-(chloromethyl)oxirane;4-[2-(4-hydroxyphenyl)propan-2-yl]phenol Chemical compound ClCC1CO1.C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 KUBDPQJOLOUJRM-UHFFFAOYSA-N 0.000 description 1
- LXWLHXNRALVRSL-UHFFFAOYSA-N 3-(oxiran-2-ylmethoxy)propylsilane Chemical compound [SiH3]CCCOCC1CO1 LXWLHXNRALVRSL-UHFFFAOYSA-N 0.000 description 1
- XMIIGOLPHOKFCH-UHFFFAOYSA-N 3-phenylpropionic acid Chemical compound OC(=O)CCC1=CC=CC=C1 XMIIGOLPHOKFCH-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- JUJWROOIHBZHMG-UHFFFAOYSA-N Pyridine Chemical compound C1=CC=NC=C1 JUJWROOIHBZHMG-UHFFFAOYSA-N 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 239000003637 basic solution Substances 0.000 description 1
- 238000003776 cleavage reaction Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000004850 liquid epoxy resins (LERs) Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000005191 phase separation Methods 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000005464 sample preparation method Methods 0.000 description 1
- 230000007017 scission Effects 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000001029 thermal curing Methods 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000005341 toughened glass Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/35—Heat-activated
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J163/00—Adhesives based on epoxy resins; Adhesives based on derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
- C09J7/381—Pressure-sensitive adhesives [PSA] based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/385—Acrylic polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2666/00—Composition of polymers characterized by a further compound in the blend, being organic macromolecular compounds, natural resins, waxes or and bituminous materials, non-macromolecular organic substances, inorganic substances or characterized by their function in the composition
- C08L2666/02—Organic macromolecular compounds, natural resins, waxes or and bituminous materials
- C08L2666/04—Macromolecular compounds according to groups C08L7/00 - C08L49/00, or C08L55/00 - C08L57/00; Derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/20—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself
- C09J2301/208—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself the adhesive layer being constituted by at least two or more adjacent or superposed adhesive layers, e.g. multilayer adhesive
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/408—Additional features of adhesives in the form of films or foils characterized by the presence of essential components additives as essential feature of the adhesive layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2463/00—Presence of epoxy resin
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
- Y10T428/1452—Polymer derived only from ethylenically unsaturated monomer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
- Y10T428/1476—Release layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
- Y10T428/24967—Absolute thicknesses specified
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/269—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension including synthetic resin or polymer layer or component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2848—Three or more layers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2852—Adhesive compositions
- Y10T428/287—Adhesive compositions including epoxy group or epoxy polymer
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Laminated Bodies (AREA)
Description
光重合性第1の出発材料の第1の出発材料層を形成する工程と、
光重合性第2の出発材料の第2の出発材料層を形成する工程と、
第1の厚さを有するとともに第1の熱硬化性感圧接着剤を含む第1の接着剤層を製造するために前記第1の出発材料層を光重合(例えば、紫外線(UV)による)させる工程と、
第2の厚さを有するとともに第2の熱硬化性感圧接着剤を含む第2の接着剤層を製造するために前記第2の出発材料層を光重合(例えば、紫外線(UV)による)させる工程と、
前記第1の接着剤層を前記第2の接着剤層の主面に接着する工程と、
を含む。
第1の接着剤層: 黒色
最小:0.125% 32
最大:5% 1
好ましい
最小:0.25% 30
最大:0.75% 8
第2の接着剤層 黒でない色
最小:0.0% 90
最大:0.1% 33
75部のn−ブチルアクリレート、25部のNビニルカプロラクタムおよび0.04部の光開始剤(「イルガキュア(Irgacure)」651という商品名でニューヨーク州タリータウンのチバ・スペシャルティ・ケミカルズ・コーポレーション(Ciba Specialty Chemicals Corporation(Tarrytown,NY))から入手できるα,α−ジメトキシ−α−フェニルアセトフェノン)を混合し、紫外線黒色ランプを照射して約1500cpsの粘度を有するシロップを形成させることによりプレミックス組成物を調製した。
約49℃に加熱しつつ30分にわたり高速で設定されたプロペラミキサによりn−ブチルアクリレートとN−ビニルカプロラクタムの50/50混合物30.7部、22.35部のブチルアクリレート、23.84部の液体エポキシ樹脂(「エポン(Epon)」828という商品名でテキサス州ヒューストンのレゾリューション・パフォーマンス・プロダクツLLC(Resolution Performance Products LLC(Houston,TX))から入手できるビスフェノールA−エピクロルヒドリン)および13.2部の固体エポキシ(「エポン(Epon)」1101F)樹脂(フェノール,4,4’−(1−メチルエチリデン)ビス−,2,2−((1−メチルエチリデン)ビス(4,1−フェニレンオキシメチレン))ビス(オキシラン)を有するポリマーを混合して均一混合物を形成させることにより接着剤組成物を調製した。その後、連続混合しつつ混合物を約32℃に冷却し、以下のものを添加し約30分間混合した:0.025部の1,6−ヘキサンジオールジアクリレート、1.4部の非微粉化エポキシ促進剤(「クレゾル(Curezol)」2MZ−Azineという商品名でペンシルバニア州アレンタウンのエアープロダクツ・アンド・ケミカルズ(Air Products and Chemicals Inc.(Allentown,PA))から入手できる(2,4−ジアミノ−(2’−メチルイミダゾールイル−(1’))エチル−S−トリアジン)、0.05部の酸化防止剤(「イルガノックス(Irganox)」1010という商品名でチバ・スペシャルティ・ケミカルズ・コーポレーション(Ciba Specialty Chemicals Corp.)から入手できるベンゼンプロパン酸)、3.7部のジシアンジアミド、0.30部のブラック顔料分散液(「ペンカラー(Penncolor)」9B117という商品名でペンシルバニア州ドイレスタウンのペン・カラー(Penn Color,Inc.(Doylestown,PA))から入手できるアクリルキャリア中のカーボンブラック顔料約15%を有する分散液)、4.2部のヒュームドシリカ(「カボシル(Cabosil)」M−5という商品名でマサチューセッツ州ビレリカのキャボット・コーポレーション(Cabot Corporation(Billerica,MA))から入手できるヒュームドシリカ)および0.15部の「イルガキュア(Irgacure)」651光開始剤を添加し、32℃で30分にわたり混合した。連続混合しつつ均一混合物を約27℃に冷却し、その後、濾過した。
実施例1〜4からのテープの各々をミネソタ州セントポールのスリーエム・カンパニー(3M Company(St.Paul,MN))によって販売されている厚さ20ミルの9214「ストラクチュラル・ボンディング・テープ(Structural Bonding Tape)」の層に貼合わせた。その後、これらの2層テープを清浄なスモールフットミラーボタンにくっつけられた第2の層(より厚く/より少ない顔料)により清浄なスモールフットミラーボタンに貼合わせた。その後、テープを貼合わされたミラーボタンを2インチ×5インチの清浄な強化ガラス板の錫側に第1の層(より薄い/より多い顔料)により接着させた。ボタンの被着の前にガラス板を90℃に前もって暖めた。70psigで設定された2インチのシリンダーを有する空気圧プレスを用いて、テープを貼合わされたミラーボタンを暖かいガラス板に接着させた。その後、ミラーボタン/ガラス板アセンブリをピーク温度での30分と合わせて約141℃および170psigでオートクレーブ処理して接着剤のエポキシ相を硬化させた。サンプルを試験の前に周囲温度で一晩状態調節した。
トルク試験
しっかり取り付けられたミラーボタン/ガラス板アセンブリに1端で、および「インストロン(Instron)」力測定装置に他端で装着された12インチのレバーアームを用いてトルクの測定値を得た。クロスヘッド速度は6インチ/分であった。フィート・ポンドでのピーク力を記録した。くっつけられたボタン上に加えられた力は、ボタンがガラスにくっつけられていたので平面内であった。また、破壊モードについて、接着剤が接着剤層内で破壊し、ミラーボタンとガラスの両方の上に材料を残す破壊モードを凝集(C)として付記し、接着剤の大部分がボタン上に残り、薄い残留膜のみがガラス上に残る破壊モードをガラスから接着剤(A〜G)として付記した。試験結果を表1に示している。
開裂試験はミラーボタンが如何にうまくガラス板に接着しているかの目安である。試験サンプルを上述したように調製し、室温および相対湿度40〜60%で少なくとも24時間にわたり状態調節した。ミラーボタンをくっつけられたガラス板を「インストロン(Instron)」引張試験機にクランプされている試験固定具内に取り付けた。取り付け端を有する長さ70mmのレバーアームは、バックミラーがウィンドシールド上でレバーアームにくっつく仕方から逆さまな方式でミラーボタン上に滑るように設計されている。レバーアームを引張試験機の顎内にクランプし、2.5ミリメートル/分の速度で上方に動かす。破断点最大値、すなわち、ミラーボタンがガラス板から束縛を脱する時、その力をポンドで記録する。トルク試験のためと同じ基準を用いて破壊のモードも観察する。
目視主観的色試験を3つのレベルスケールで行った。レベルは、グレー、ダークグレーおよびブラックであった。

用いられた促進剤が微粉化2MZ−Azineであり、カーボンブラック分散液(「ペンコ(Pennco)」9B117)の量が組成物の全重量を基準にして0.23%、1.5%、2.5%および3.5%であったことを除き、実施例7〜13に関するテープを実施例2、3、4、5に関する基本溶液に関する手順により調製し、5ミルおよび25ミルの厚さで被覆した。顔料含有率、すなわち、カーボンブラックのみを表2に示しており、第1の層厚さ、アクリル硬化正否、色評価およびトルク試験も含まれている。25ミルの厚さを有するテープをもう1つの接着剤層に貼合わせずに試験した。5ミルのテープを厚さ20ミルの9214「ストラクチュラル・ボンディング・テープ(Structural Bonding Tape)」に貼合わせた。これらの2層サンプルをガラスに接着する時、第1の層(より薄い/より多い顔料)をガラスにくっつけ、第2の層(より厚い/より少ない顔料)をミラーボタンにくっつける。
顔料分散液量が2.8%(0.42%カーボンブラック)または3.8%(0.57%カーボンブラック)のいずれかであったことを除き、実施例14〜19に関する溶液およびテープを2、3、4、5に関する基本溶液に関する手順により調製した。目標厚さは顔料量ごとに5、8および10ミルであった。但し、実厚さは表3に示したようにより厚い。9214「ストラクチュラル・ボンディング・テープ(Structural Bonding Tape)」に貼合わせることによりテープを調製し、テープのトルクおよび開裂を試験し、結果を表3に示している。テープのすべては色が本質的に黒であった。
カーボンブラック分散液の量を表4に示したように変えたことを除き、実施例2、3、4、5に関する基本溶液に関する手順および実施例3の詳細により実施例20〜25に関する溶液およびテープを調製した。全アクリル硬化エネルギーも変え、最終テープのトルク、開裂、応力、歪み、弾性率および色を試験した。
Claims (3)
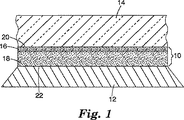
- 熱硬化性感圧接着剤テープであって、
第1の厚さを有するとともに第1の熱硬化性感圧接着剤を含む第1の接着剤層であって、
前記第1の熱硬化性感圧接着剤が光重合性アクリル成分と熱硬化性エポキシ樹脂成分とブラック着色顔料とを含む第1の出発材料の光重合反応生成物であり、
前記第1の熱硬化性感圧接着剤が前記ブラック着色顔料なしに硬化した時には黒色ではないものであり、
前記第1の出発材料が、前記第1の熱硬化性感圧接着剤が実質的に硬化した後に前記第1の熱硬化性感圧接着剤に黒色を有させるのに十分な量の前記ブラック着色顔料を含む、第1の接着剤層と、
第2の厚さを有するとともに第2の熱硬化性感圧接着剤を含む第2の接着剤層であって、
前記第2の熱硬化性感圧接着剤が光重合性アクリル成分と熱硬化性エポキシ樹脂成分とを含む第2の出発材料の光重合反応生成物であり、
前記第2の熱硬化性感圧接着剤が前記第2の熱硬化性感圧接着剤に黒色を有させるのに十分なブラック着色顔料を含んでいないかぎり、前記第2の熱硬化性感圧接着剤は硬化した時に黒色ではないものであり、
前記第2の熱硬化性感圧接着剤が、前記第2の熱硬化性感圧接着剤が実質的に硬化した後に前記第2の接着剤に黒色を有させる量の前記ブラック着色顔料を含まない、第2の接着剤層と、
を含み、
前記第1の熱硬化性感圧接着剤が実質的に硬化した後に前記第1の熱硬化性感圧接着剤に黒色を有させるのに前記十分な量のブラック着色顔料を含んでいる状態であっても、前記第1の接着剤層が、前記第1の出発材料の実質的な光重合を可能にするのに十分に薄い前記第1の出発材料の層から製造され、
前記第2の出発材料が、前記第2の熱硬化性感圧接着剤が硬化した後に前記第2の熱硬化性感圧接着剤に黒色を有させるのに十分な量の前記ブラック着色顔料を含んでいたならば、前記第2の接着剤層が、前記第2の出発材料の実質的な光重合を妨げるのに十分に厚い前記第2の出発材料の層から製造され、
前記第1の接着剤層が前記第2の接着剤層の主面に接着される、
熱硬化性感圧接着剤テープ。 - 前記第1の出発材料中の前記ブラック着色顔料含有率が前記第1の出発材料の少なくとも約0.125重量%であり、前記第2の出発材料中の前記ブラック着色顔料含有率が前記第1の出発材料の0.0〜0.1重量%の範囲内である、請求項1に記載のテープ。
- 前記第2の接着剤層に接着されたミラーボタンまたはヒンジプレートと組み合わさっている、請求項1又は2に記載のテープ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US65811905P | 2005-03-03 | 2005-03-03 | |
| US60/658,119 | 2005-03-03 | ||
| PCT/US2006/007321 WO2006094079A2 (en) | 2005-03-03 | 2006-03-02 | Thermosettable adhesive tape, articles and methods |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008531824A JP2008531824A (ja) | 2008-08-14 |
| JP2008531824A5 JP2008531824A5 (ja) | 2009-04-16 |
| JP4933459B2 true JP4933459B2 (ja) | 2012-05-16 |
Family
ID=36677268
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007558188A Expired - Fee Related JP4933459B2 (ja) | 2005-03-03 | 2006-03-02 | 熱硬化性接着剤テープ、物品および方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (3) | US8535473B2 (ja) |
| EP (1) | EP1861475A2 (ja) |
| JP (1) | JP4933459B2 (ja) |
| KR (2) | KR101464912B1 (ja) |
| CN (1) | CN101166802B (ja) |
| WO (1) | WO2006094079A2 (ja) |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090255213A1 (en) * | 2008-04-11 | 2009-10-15 | Innovida Holdings, Inc. | Sandwich panel with closed edge and methods of fabricating |
| US20090282777A1 (en) * | 2008-05-13 | 2009-11-19 | Innovida Factories, Ltd. | Angle joint for sandwich panels and method of fabricating same |
| US20090307995A1 (en) * | 2008-06-13 | 2009-12-17 | Innovida Factories, Ltd. | Roof construction joints made of sandwich panels |
| US9694560B2 (en) * | 2008-06-23 | 2017-07-04 | The Boeing Company | Multi-layer film adhesive |
| US8733033B2 (en) * | 2008-06-27 | 2014-05-27 | Millport Associates, SA | Sandwich panel ground anchor and ground preparation for sandwich panel structures |
| US8782991B2 (en) * | 2008-07-10 | 2014-07-22 | Millport Associates S.A. | Building roof structure having a round corner |
| US20100050553A1 (en) * | 2008-08-29 | 2010-03-04 | Innovida Factories, Ltd. | sandwich panel joint and method of joining sandwich panels |
| US20100050549A1 (en) * | 2008-08-29 | 2010-03-04 | Innovida Factories, Ltd. | Joint of parallel sandwich panels |
| US20110223394A1 (en) * | 2008-12-04 | 2011-09-15 | Nitto Denko Corporation | Double-faced pressure-sensitive adhesive tape for solar cell modules |
| CN102690611B (zh) * | 2011-12-27 | 2015-06-24 | 3M中国有限公司 | 胶带组合物以及由其制备的胶带 |
| DE202012004946U1 (de) * | 2012-05-21 | 2013-08-26 | Tesa Se | Lichtabsorbierende hitzeaktivierbare Klebemasse und Klebeband enthaltend solche Klebemasse |
| KR101322872B1 (ko) | 2012-07-16 | 2013-10-29 | (주)테크피아 | 점착제, 점착제 테이프 및 표시 장치 |
| JP6112891B2 (ja) * | 2013-02-08 | 2017-04-12 | デクセリアルズ株式会社 | 粘着テープ用樹脂組成物、粘着テープ及び粘着テープの製造方法 |
| US8875475B2 (en) | 2013-03-14 | 2014-11-04 | Millport Associates S.A. | Multiple panel beams and methods |
| US20140366799A1 (en) * | 2013-06-13 | 2014-12-18 | Shurtape Technologies, Llc | Adhesive tape having shaped edge and method of making same |
| ES2556903T3 (es) * | 2013-06-13 | 2016-01-20 | 3M Innovative Properties Company | Rollo de una cinta adhesiva que tiene una capa adhesiva que comprende un adhesivo estructural y método de fabricación del mismo |
| US10985355B2 (en) * | 2015-10-23 | 2021-04-20 | Sumitomo Chemical Company, Limited | Method for producing functional film, control device, and control method |
| WO2018017475A1 (en) * | 2016-07-18 | 2018-01-25 | 3M Innovative Properties Company | Distribution cabling tape and system |
| JP6663569B2 (ja) * | 2016-09-30 | 2020-03-13 | ブラザー工業株式会社 | 粘着テープカートリッジ及び粘着テープロール並びに粘着テープロールの製造方法 |
| JP6729259B2 (ja) | 2016-09-30 | 2020-07-22 | ブラザー工業株式会社 | 粘着テープロールの製造方法及び粘着テープカートリッジの製造方法 |
| JP7275471B2 (ja) * | 2017-10-02 | 2023-05-18 | Agc株式会社 | 透明基体および表示装置 |
| EP3766153A4 (en) | 2018-03-15 | 2021-12-15 | Corning Research & Development Corporation | EXTERIOR COURSE SPLICE |
| WO2020150222A1 (en) * | 2019-01-16 | 2020-07-23 | Henkel IP & Holding GmbH | Curable compositions for production of reaction induced phase separated compositions with improved properties |
| TWI849134B (zh) * | 2019-05-31 | 2024-07-21 | 日商積水化學工業股份有限公司 | 接著劑組成物、光學零件、電子零件及電子模組 |
| JP6888720B2 (ja) * | 2020-07-28 | 2021-06-16 | 王子ホールディングス株式会社 | 光学部材貼合用粘着シート及び積層体の製造方法 |
| CN112778954A (zh) * | 2021-02-06 | 2021-05-11 | 湖北冠昌胶粘科技有限公司 | 粘合剂、带粘合层的面材及制备方法 |
| JP2024052224A (ja) * | 2022-09-30 | 2024-04-11 | 日東電工株式会社 | 粘着シート及び積層体 |
| EP4361229A1 (en) * | 2022-10-31 | 2024-05-01 | 3M Innovative Properties Company | Multilayer pre-crosslinked structural adhesive tape |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004035665A1 (ja) * | 2002-10-17 | 2004-04-29 | Bridgestone Corporation | フィルム及びその粘着剤 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5086088A (en) * | 1989-03-09 | 1992-02-04 | Minnesota Mining And Manufacturing Company | Epoxy-acrylate blend pressure-sensitive thermosetting adhesives |
| US5095046A (en) * | 1990-02-06 | 1992-03-10 | Exxon Chemical Patents Inc. | Hot melt adhesive of ethylene/unsaturated acid copolymer and epoxy crosslinker |
| DE69629053T2 (de) * | 1995-01-13 | 2004-04-22 | Minnesota Mining And Mfg. Co., St. Paul | Verfahren und Zusammensetzung zum Verbinden von Komponenten mit Glas |
| ATE223466T1 (de) * | 1996-07-04 | 2002-09-15 | Tesa Ag | Klebfolienstreifen |
| US6045895A (en) * | 1997-12-01 | 2000-04-04 | 3M Innovative Properties Company | Multilayer films having pressure sensitive adhesive layers |
| JP4254069B2 (ja) * | 2001-03-14 | 2009-04-15 | パナソニック電工株式会社 | 近赤外線カット材料の製造方法 |
| IL165319A0 (en) * | 2002-05-28 | 2006-01-15 | Spraker Ronald L | A system and methods for filtering electromagneticvisual and minimizing acoustic transmissions |
| AU2003251312A1 (en) | 2002-05-28 | 2003-12-12 | 3M Innovative Properties Company | Curable adhesive articles having topographical features therein |
| JP5711168B2 (ja) * | 2012-02-27 | 2015-04-30 | 富士フイルム株式会社 | 平版印刷版原版および平版印刷版の作製方法 |
-
2006
- 2006-03-02 KR KR1020137031245A patent/KR101464912B1/ko not_active IP Right Cessation
- 2006-03-02 CN CN2006800144340A patent/CN101166802B/zh not_active Expired - Fee Related
- 2006-03-02 WO PCT/US2006/007321 patent/WO2006094079A2/en active Application Filing
- 2006-03-02 JP JP2007558188A patent/JP4933459B2/ja not_active Expired - Fee Related
- 2006-03-02 US US11/817,529 patent/US8535473B2/en not_active Expired - Fee Related
- 2006-03-02 EP EP06748268A patent/EP1861475A2/en not_active Ceased
-
2007
- 2007-10-02 KR KR1020077022493A patent/KR101377856B1/ko not_active IP Right Cessation
-
2013
- 2013-08-16 US US13/968,513 patent/US10184070B2/en active Active
-
2019
- 2019-01-08 US US16/242,422 patent/US20190193384A1/en active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004035665A1 (ja) * | 2002-10-17 | 2004-04-29 | Bridgestone Corporation | フィルム及びその粘着剤 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20070116844A (ko) | 2007-12-11 |
| US8535473B2 (en) | 2013-09-17 |
| EP1861475A2 (en) | 2007-12-05 |
| US20130330493A1 (en) | 2013-12-12 |
| US20190193384A1 (en) | 2019-06-27 |
| CN101166802B (zh) | 2013-01-02 |
| US20090004423A1 (en) | 2009-01-01 |
| KR101377856B1 (ko) | 2014-03-25 |
| CN101166802A (zh) | 2008-04-23 |
| JP2008531824A (ja) | 2008-08-14 |
| WO2006094079A2 (en) | 2006-09-08 |
| WO2006094079A3 (en) | 2006-11-09 |
| US10184070B2 (en) | 2019-01-22 |
| KR20140018352A (ko) | 2014-02-12 |
| KR101464912B1 (ko) | 2014-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4933459B2 (ja) | 熱硬化性接着剤テープ、物品および方法 | |
| US10471681B2 (en) | Heat de-bondable adhesive articles | |
| JP4355367B2 (ja) | コンポーネントをガラスへ接合するための方法および組成物 | |
| US9827739B2 (en) | Heat de-bondable optical articles | |
| TWI343409B (ja) | ||
| JP2004503406A (ja) | ガラス要素およびそれに使用するためのラミネート | |
| JPS61227029A (ja) | ルーバー状プラスチツクフイルムを支持する方法 | |
| US20150267089A1 (en) | Transparent double-sided adhesive sheet and image display device using same | |
| JP2002196144A (ja) | 液晶性転写体及びその製造方法 | |
| JP6018397B2 (ja) | 情報表示面用の両面粘着シート,情報表示面の保護シート,及び前記両面粘着シート及び保護シートの製造方法 | |
| CN102869737A (zh) | 粘接剂组合物及使用了粘接剂组合物的叠层体的制造方法 | |
| JP6318671B2 (ja) | 画像表示装置の製造方法 | |
| KR100912631B1 (ko) | 다층구조의 광학용 양면 점착 테이프 및 그 제조방법 | |
| WO2019130175A1 (en) | Method for preparing multi-layer optical laminates | |
| KR102367455B1 (ko) | 재단 특성과 단차 흡수성이 우수한 광학용 점착 시트 | |
| JP5243014B2 (ja) | マーキングシートの製造方法及び表示体 | |
| JPH06148431A (ja) | 光学用部材の表面保護フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090226 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090226 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110309 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110329 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110628 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110705 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110929 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120117 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120216 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150224 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |