JP4922724B2 - 溶液の塗布装置 - Google Patents
溶液の塗布装置 Download PDFInfo
- Publication number
- JP4922724B2 JP4922724B2 JP2006277935A JP2006277935A JP4922724B2 JP 4922724 B2 JP4922724 B2 JP 4922724B2 JP 2006277935 A JP2006277935 A JP 2006277935A JP 2006277935 A JP2006277935 A JP 2006277935A JP 4922724 B2 JP4922724 B2 JP 4922724B2
- Authority
- JP
- Japan
- Prior art keywords
- solution
- coating
- scale
- cup body
- head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
所定方向に沿って配置され上記基板に上記溶液を供給塗布する複数のノズルと、
上記所定方向とは交差する方向に沿って設けられたガイド部材に沿って移動可能に設けられ、上面に上記基板が載置される載置テーブルと、
この載置テーブルを上記ガイド部材に沿って移動させる第1の駆動手段と、
上記ガイド部材上に上記載置テーブルとは独立して移動可能に設けられた第1の可動部材と、
この第1の可動部材上に、上記所定方向に沿って移動可能に設けられた第2の可動部材と、
上記第1の可動部材および上記第2の可動部材を移動させる第2の駆動手段と、
上記第2の可動部材に支持され、上記ノズルから供給された溶液の重量を測定する秤と
を有することを特徴とする溶液の塗布装置にある。
上記複数の塗布ヘッドの上記所定方向における位置情報に基づいて上記秤を各塗布ヘッドに対応する位置に順次位置決めする制御手段を有することが好ましい。
このようにして1番目の塗布ヘッド22の調整が終了したならば、この塗布ヘッド22からの溶液の供給量の測定を再度行い、目標の供給量が得られているか否かを確認する。そして、目標の供給量が得られていれば良とし、得られていなければ上述した調整を繰り返す。
Claims (5)
- 基板に溶液を供給塗布する溶液の塗布装置であって、
所定方向に沿って配置され上記基板に上記溶液を供給塗布する複数のノズルと、
上記所定方向とは交差する方向に沿って設けられたガイド部材に沿って移動可能に設けられ、上面に上記基板が載置される載置テーブルと、
この載置テーブルを上記ガイド部材に沿って移動させる第1の駆動手段と、
上記ガイド部材上に上記載置テーブルとは独立して移動可能に設けられた第1の可動部材と、
この第1の可動部材上に、上記所定方向に沿って移動可能に設けられた第2の可動部材と、
上記第1の可動部材および上記第2の可動部材を移動させる第2の駆動手段と、
上記第2の可動部材に支持され、上記ノズルから供給された溶液の重量を測定する秤と
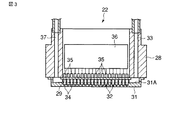
を有することを特徴とする溶液の塗布装置。 - 上記秤は、上記ノズルから供給される溶液を受けるカップ体を有し、このカップ体は上面開口がシャッタによって開閉可能になっていることを特徴とする請求項1記載の溶液の塗布装置。
- 上記複数のノズルが配置された上記所定方向の位置情報に基づいて上記秤を各ノズルに対応する位置に順次位置決めする制御手段を有することを特徴とする請求項1記載の溶液の塗布装置。
- 上記ノズルが設けられて上記所定方向に配置された複数の塗布ヘッドを有し、
上記複数の塗布ヘッドの上記所定方向における位置情報に基づいて上記秤を各塗布ヘッドに対応する位置に順次位置決めする制御手段を有することを特徴とする請求項1記載の溶液の塗布装置。 - 上記秤によって計測された溶液の供給量に基づいて各ノズルが供給する溶液の供給量を補正する制御手段を備えていることを特徴とする請求項1乃至請求項4のいずれかに記載の溶液の塗布装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006277935A JP4922724B2 (ja) | 2005-10-20 | 2006-10-11 | 溶液の塗布装置 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005305532 | 2005-10-20 | ||
| JP2005305532 | 2005-10-20 | ||
| JP2006277935A JP4922724B2 (ja) | 2005-10-20 | 2006-10-11 | 溶液の塗布装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007136450A JP2007136450A (ja) | 2007-06-07 |
| JP4922724B2 true JP4922724B2 (ja) | 2012-04-25 |
Family
ID=38199934
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006277935A Active JP4922724B2 (ja) | 2005-10-20 | 2006-10-11 | 溶液の塗布装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4922724B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4497181B2 (ja) | 2007-07-23 | 2010-07-07 | セイコーエプソン株式会社 | 液滴吐出方法、及び液滴吐出装置 |
| CN101689818B (zh) * | 2007-07-26 | 2012-08-29 | 芝浦机械电子株式会社 | 压电元件驱动装置和涂敷装置 |
| JP5280702B2 (ja) | 2008-02-18 | 2013-09-04 | 武蔵エンジニアリング株式会社 | 液体材料の塗布方法、その装置およびそのプログラム |
| JP5018842B2 (ja) * | 2009-08-10 | 2012-09-05 | セイコーエプソン株式会社 | 液滴吐出装置 |
| JP5840959B2 (ja) * | 2012-01-16 | 2016-01-06 | エムテックスマート株式会社 | 塗布方法及び装置 |
| JP6846941B2 (ja) * | 2017-02-01 | 2021-03-24 | 東京エレクトロン株式会社 | 塗布装置、および塗布方法 |
| KR20210104385A (ko) | 2020-02-17 | 2021-08-25 | 삼성디스플레이 주식회사 | 잉크젯 프린팅 장치, 이를 이용한 잉크젯 헤드의 검사 방법 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4333216B2 (ja) * | 2003-05-16 | 2009-09-16 | セイコーエプソン株式会社 | 液滴吐出装置 |
| JP2005161215A (ja) * | 2003-12-03 | 2005-06-23 | Seiko Epson Corp | 液滴吐出装置、および液滴吐出装置の調整方法 |
| JP2005185942A (ja) * | 2003-12-25 | 2005-07-14 | Seiko Epson Corp | 液滴吐出装置、及び液滴吐出ヘッド駆動方法 |
| JP2006159576A (ja) * | 2004-12-06 | 2006-06-22 | Sharp Corp | インク重量測定装置、インク重量測定方法およびフィルタ製造装置 |
| JP2007075767A (ja) * | 2005-09-15 | 2007-03-29 | Sharp Corp | 吐出重量測定方法および吐出重量測定装置ならびにカラーフィルタ製造方法およびカラーフィルタ製造装置 |
-
2006
- 2006-10-11 JP JP2006277935A patent/JP4922724B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007136450A (ja) | 2007-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4922724B2 (ja) | 溶液の塗布装置 | |
| KR100990001B1 (ko) | 액적 토출 방법 및 액적 토출 장치 | |
| KR100845880B1 (ko) | 용액 도포 장치 및 용액 공급량 계측 방법, 용액 공급 방법 | |
| JP4225076B2 (ja) | 液滴吐出装置 | |
| JP6106964B2 (ja) | 印刷装置、及び印刷方法 | |
| JP2007256449A (ja) | 液滴噴射検査装置、液滴噴射装置及び塗布体の製造方法 | |
| US8042914B2 (en) | Jetting error detector, droplet jetting applicator and display device manufacturing method | |
| WO2006112453A1 (ja) | 塗布装置及び塗布方法 | |
| JP2011215173A (ja) | インクジェット塗布装置 | |
| JP5172338B2 (ja) | 塗布装置、塗布装置の制御方法、および液体吐出装置 | |
| JP5218325B2 (ja) | 液滴吐出装置の吐出重量測定方法、及び、液滴吐出装置 | |
| JP4905140B2 (ja) | 重量測定方法及び液滴吐出装置 | |
| JP4914708B2 (ja) | 溶液の塗布装置及び塗布方法 | |
| US10328701B2 (en) | Method of calibrating a wiper position in an ink jet printer | |
| JP4887076B2 (ja) | 溶液の供給装置及び供給方法 | |
| US20230211601A1 (en) | Apparatus and method for processing substrate | |
| JP2013244449A (ja) | 描画装置、及び描画方法 | |
| JP3982393B2 (ja) | 液滴吐出装置、電気光学装置、電気光学装置の製造方法および電子機器 | |
| KR20230103792A (ko) | 기판 처리 장치 및 방법 | |
| US20240239099A1 (en) | Substrate processing method and substrate processing system using the same | |
| JP5619536B2 (ja) | 塗布方法及び装置 | |
| JP5018842B2 (ja) | 液滴吐出装置 | |
| KR20230017515A (ko) | 기판 처리액 공급 유닛 및 이를 구비하는 기판 처리 장치 | |
| JP5423917B2 (ja) | 液滴吐出装置の吐出重量測定方法、及び、液滴吐出装置 | |
| CN114649236A (zh) | 维护单元及具有该维护单元的基板处理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091009 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110916 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110927 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111126 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120131 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120206 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4922724 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150210 Year of fee payment: 3 |