JP4922162B2 - 粉還元鉄含有還元体の塊成体製造装置及びこれを備えた鎔鉄製造装置 - Google Patents
粉還元鉄含有還元体の塊成体製造装置及びこれを備えた鎔鉄製造装置 Download PDFInfo
- Publication number
- JP4922162B2 JP4922162B2 JP2007521399A JP2007521399A JP4922162B2 JP 4922162 B2 JP4922162 B2 JP 4922162B2 JP 2007521399 A JP2007521399 A JP 2007521399A JP 2007521399 A JP2007521399 A JP 2007521399A JP 4922162 B2 JP4922162 B2 JP 4922162B2
- Authority
- JP
- Japan
- Prior art keywords
- roll
- manufacturing apparatus
- agglomerate
- guide tube
- scraper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 140
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 title claims description 150
- 239000000843 powder Substances 0.000 title claims description 48
- 229910000805 Pig iron Inorganic materials 0.000 title claims description 28
- 239000000463 material Substances 0.000 claims abstract description 22
- 230000001154 acute effect Effects 0.000 claims abstract description 20
- 235000000396 iron Nutrition 0.000 claims abstract 15
- 238000007599 discharging Methods 0.000 claims abstract 3
- 239000003638 chemical reducing agent Substances 0.000 claims description 84
- 239000003245 coal Substances 0.000 claims description 27
- 238000005520 cutting process Methods 0.000 claims description 24
- 238000000926 separation method Methods 0.000 claims description 19
- 239000002826 coolant Substances 0.000 claims description 18
- 238000001816 cooling Methods 0.000 claims description 15
- 238000002309 gasification Methods 0.000 claims description 14
- 238000005452 bending Methods 0.000 claims description 13
- 238000002844 melting Methods 0.000 claims description 6
- 230000008018 melting Effects 0.000 claims description 6
- 239000000155 melt Substances 0.000 claims description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N nitrogen Substances N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 5
- 230000002093 peripheral effect Effects 0.000 claims description 5
- 239000012256 powdered iron Substances 0.000 claims description 5
- 229910052757 nitrogen Inorganic materials 0.000 claims description 3
- 238000007790 scraping Methods 0.000 claims description 3
- 238000009751 slip forming Methods 0.000 claims description 3
- QJGQUHMNIGDVPM-UHFFFAOYSA-N nitrogen group Chemical group [N] QJGQUHMNIGDVPM-UHFFFAOYSA-N 0.000 claims 1
- 229910052742 iron Inorganic materials 0.000 description 18
- 238000000034 method Methods 0.000 description 14
- 239000004484 Briquette Substances 0.000 description 8
- 239000007789 gas Substances 0.000 description 8
- 230000009467 reduction Effects 0.000 description 7
- 238000009826 distribution Methods 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 4
- 239000000498 cooling water Substances 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 239000000571 coke Substances 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 230000035699 permeability Effects 0.000 description 3
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 238000003912 environmental pollution Methods 0.000 description 2
- 239000000446 fuel Substances 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- 238000005245 sintering Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 0 *CCC(CCC1)CC1=C Chemical compound *CCC(CCC1)CC1=C 0.000 description 1
- GDOPTJXRTPNYNR-UHFFFAOYSA-N CC1CCCC1 Chemical compound CC1CCCC1 GDOPTJXRTPNYNR-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 238000003723 Smelting Methods 0.000 description 1
- 238000005054 agglomeration Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000010298 pulverizing process Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000002893 slag Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images
















Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B13/00—Making spongy iron or liquid steel, by direct processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
- B22F3/03—Press-moulding apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/16—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using pocketed rollers, e.g. two co-operating pocketed rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/30—Feeding material to presses
- B30B15/302—Feeding material in particulate or plastic state to moulding presses
- B30B15/308—Feeding material in particulate or plastic state to moulding presses in a continuous manner, e.g. for roller presses, screw extrusion presses
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B13/00—Making spongy iron or liquid steel, by direct processes
- C21B13/0006—Making spongy iron or liquid steel, by direct processes obtaining iron or steel in a molten state
- C21B13/0013—Making spongy iron or liquid steel, by direct processes obtaining iron or steel in a molten state introduction of iron oxide into a bath of molten iron containing a carbon reductant
- C21B13/002—Reduction of iron ores by passing through a heated column of carbon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/14—Agglomerating; Briquetting; Binding; Granulating
- C22B1/24—Binding; Briquetting ; Granulating
- C22B1/248—Binding; Briquetting ; Granulating of metal scrap or alloys
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2265/00—Safety or protection arrangements; Arrangements for preventing malfunction
- F28F2265/10—Safety or protection arrangements; Arrangements for preventing malfunction for preventing overheating, e.g. heat shields
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/10—Reduction of greenhouse gas [GHG] emissions
- Y02P10/134—Reduction of greenhouse gas [GHG] emissions by avoiding CO2, e.g. using hydrogen
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S100/00—Presses
- Y10S100/903—Pelleters
- Y10S100/907—Rotary
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Environmental & Geological Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Geology (AREA)
- Filling Or Emptying Of Bunkers, Hoppers, And Tanks (AREA)
- Manufacture Of Iron (AREA)
- Manufacture And Refinement Of Metals (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
- Treatment Of Steel In Its Molten State (AREA)
- Feeding, Discharge, Calcimining, Fusing, And Gas-Generation Devices (AREA)
Description
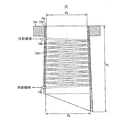
ガイドチューブ内側管751とガイドチューブ外側管753が密着しているため、冷却媒体が外部に漏洩する可能性はない。ガイドチューブ外側管753には螺旋形溝7531が形成されている。螺旋形溝7531は冷却媒体注入口758から冷却媒体流出口759まで連結される。螺旋形溝7531はガイドチューブ75を完全に囲む。螺旋形溝7531に沿って冷却媒体が流れるため、ガイドチューブ75を円滑に冷却することができる。螺旋形溝7531の断面は半円形で形成することができる。この場合、ガイドチューブ75の加工しやすくなる。
12 スクリューフィーダー
14 排気孔
16 開口部
18 装入ホッパー削り器
20 ロール
22 ロールの軸
24 ロールケーシング
26 ロールカバー
28 排出口
30 供給ボックス
31 支持部
32 ガイドチューブが挿入される貫通孔
34 冷却流路
35 固定用ボルト締結孔
36 供給ボックスの下部面
37 チークプレートが挿入される開口部
38 供給ボックスの下部空間
39 レベル調整用ホール
40 破砕機
50 貯蔵槽
60 溶融ガス化炉
70 ガイドチューブ(実施例1)
75 ガイドチューブ(実施例2)
80 塊成体
90 ロール削り器
92 ロール削り器支持台
94 ねじ
95 ロール削り器
96 ボルト
100 塊成体製造装置
102 装入ホッパーの内壁
104 装入ホッパーの内壁傾斜面
122 スクリュー
180 装入ホッパー削り器の削り面
182 空間
184 装入ホッパーの削り部材
186 装入ホッパーの一対の支持部材
188 ナット
200 鎔鉄製造装置
202 ロールコア
204 ロールタイヤ
341 冷却流路の入口
343 冷却流路の出口
361 供給ボックスの下部面の多数の突出部
711 ガイドチューブの最短長さに対応する辺
713 ガイドチューブの最長長さに対応する辺
715 ガイドチューブの端部面
751 ガイドチューブ内側管
753 ガイドチューブ外側管
755 フランジ
758 冷却媒体注入口
759 冷却媒体流出口
901 ロール削り器の第1面
903 ロール削り器の第2面
951 削り器ロール
952 ブッシュ
953 ロール削り器の軸
955 ロール削り器の固定ブロック
956 カバー部材
957 ストッパー
959 ベース部材
1845 装入ホッパーの削り面の両側面
1862 装入ホッパーの第1支持部材
1864 装入ホッパーの第2支持部材
2041 凹部
7131 ガイドチューブの端部
7531 螺旋形溝
9511 削り器ロールの削り器部
9511a 削り器ロール外周の凸部
9511b 削り器ロール外周の凹部
9513 削り器ロールの固定部
9551 ボルト
9553 ナット
9571 ボルト
Claims (58)
- 粉還元鉄含有還元体が装入される装入ホッパー、
前記装入ホッパーの内部に設置され、前記装入ホッパーに流入する粉還元鉄含有還元体を排出する一対のスクリューフィーダー、及び
前記装入ホッパーから前記スクリューフィーダーによって排出する粉還元鉄含有還元体を圧縮して、塊成体を製造し、相互離隔してギャップを形成する一対のロールを含み、
前記各スクリューフィーダーが前記一対のロールの軸方向に沿って並んで配列されて、
前記スクリューフィーダーの中心軸を含む平面は、前記一対のロールの軸を含む平面と実質的に垂直交差し、
前記スクリューフィーダーの中心軸と鉛直方向が鋭角をなし、
前記各々のスクリューフィーダーの中心軸の延長線は、鉛直方向に前記ギャップの中心を通る線上で交差し、
前記装入ホッパーの下部に設置されて、前記粉還元鉄含有還元体を前記一対のロールに伝達しながら、前記装入ホッパーに対向して、下部に凸状空間を形成する供給ボックスをさらに含むことにより、前記粉還元鉄含有還元体が前記供給ボックス内に流入して前記供給ボックス内で密閉されるようにし、
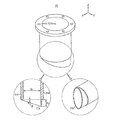
前記装入ホッパーは、前記ギャップ側に延びたガイドチューブを含み、ガイドチューブが前記供給ボックスに挿入され、
前記一対のロールに流入する前記粉還元鉄含有還元体の量は、前記一対のロールの長さ方向に沿って実質的に均等であるようにしたことを特徴とする塊成体製造装置。 - 前記スクリューフィーダーの中心軸と鉛直方向がなす角度は、7°乃至9°であることを特徴とする請求項1に記載の塊成体製造装置。
- 前記スクリューフィーダーの中心軸と鉛直方向がなす角度は、実質的に8°であることを特徴とする請求項2に記載の塊成体製造装置。
- 前記還元体は副原料をさらに含むことを特徴とする請求項1に記載の塊成体製造装置。
- 前記供給ボックスは、前記装入ホッパーに対向して膨らむように形成されて傾いた中心部と、前記中心部の両端に連結された周辺部を含むことを特徴とする請求項1に記載の塊成体製造装置。
- 前記供給ボックス中心部の水平面に対する傾斜角と前記ガイドチューブ端部面の水平面に対する傾斜角が実質的に同じであることを特徴とする請求項1に記載の塊成体製造装置。
- 前記供給ボックスの中心部の下部面は前記ロール表面に対向するように設けられたことを特徴とする請求項1に記載の塊成体製造装置。
- 前記供給ボックスの中心部の下部面には、前記ロールの長さ方向に多数の突出部が形成されていることを特徴とする請求項7に記載の塊成体製造装置。
- 前記一対のロールの両側面に位置して、前記ロールの回転を支持する支持部が前記供給ボックスの下部面に突出されていることを特徴とする請求項1に記載の塊成体製造装置。
- 前記供給ボックスの内部に前記ガイドチューブが挿入される貫通孔を囲む冷却流路が形成されたことを特徴とする請求項1に記載の塊成体製造装置。
- 冷却流路の入口及び出口を前記供給ボックス上の前記ガイドチューブの間に設置したことを特徴とする請求項1に記載の塊成体製造装置。
- 前記ガイドチューブの最大長さに対応する前記ガイドチューブの端部が前記供給ボックスの下部に突出することを特徴とする請求項1に記載の塊成体製造装置。
- 前記ガイドチューブは鉛直方向に対して鋭角で傾きながら、前記ガイドチューブの端部が前記ロールの軸方向で前記ギャップの中心を囲むことを特徴とする請求項1に記載の塊成体製造装置。
- 前記ガイドチューブの端部面は、楕円状であることを特徴とする請求項13に記載の塊成体製造装置。
- 前記ガイドチューブの長さは、前記ギャップの中心から遠くなるほど段々長くなることを特徴とする請求項13に記載の塊成体製造装置。
- 前記ガイドチューブの外周に段差が形成されたことを特徴とする請求項15に記載の塊成体製造装置。
- 前記ガイドチューブの最大長さと、前記ガイドチューブの最短長さの差は、0.54r乃至1.15rであることを特徴とする請求項15に記載の塊成体製造装置。
但し、rはガイドチューブの内半径である。 - 前記ガイドチューブの最短長さと最大長さを含む平面は、前記一対のロールの軸を含む平面と実質的に垂直交差することを特徴とする請求項15に記載の塊成体製造装置。
- 前記ガイドチューブの端部面は、水平面と20°乃至35°の角度をなしていることを特徴とする請求項15に記載の塊成体製造装置。
- 前記ガイドチューブ内に冷却媒体が流れることを特徴とする請求項13に記載の塊成体製造装置。
- 前記ガイドチューブの内径は、前記粉還元鉄含有還元体の排出方向に沿って段々大きくなることを特徴とする請求項13に記載の塊成体製造装置。
- 前記ガイドチューブの入口側内径と出口側内径の差に対する前記ガイドチューブの最大長さの比は75乃至100であることを特徴とする請求項21に記載の塊成体製造装置。
- 前記ガイドチューブは、
前記粉還元鉄含有還元体が通過するガイドチューブ内側管、及び
前記ガイドチューブ内側管を囲むガイドチューブ外側管を含むことを特徴とする請求項13に記載の塊成体製造装置。 - 前記ガイドチューブ内側管と前記ガイドチューブ外側管との間に冷却媒体が流れることを特徴とする請求項23に記載の塊成体製造装置。
- 前記ガイドチューブ外側管には、前記ガイドチューブ内側管と対向する螺旋状の溝が形成されて、前記螺旋状の溝に沿って前記冷却媒体が流れることを特徴とする請求項24に記載の塊成体製造装置。
- 前記螺旋状の溝の断面は、半円形であることを特徴とする請求項25に記載の塊成体製造装置。
- 前記冷却媒体は、窒素であることを特徴とする請求項20に記載の塊成体製造装置。
- 前記スクリューフィーダーに前記装入ホッパーの内壁に付着した粉還元鉄含有還元体を除去する一つ以上の装入ホッパー削り器を装着することを特徴とする請求項1に記載の塊成体製造装置。
- 前記装入ホッパー削り器の削り面が前記装入ホッパーの内壁と等距離に離隔して前記装入ホッパーの内壁長さ方向に延びることを特徴とする請求項28に記載の塊成体製造装置。
- 前記削り面は、前記スクリューフィーダーと離隔して前記スクリューフィーダーとの間に空間を形成することを特徴とする請求項29に記載の塊成体製造装置。
- 前記削り面の両端が折れ曲がって前記スクリューフィーダーに連結固定されることを特徴とする請求項29に記載の塊成体製造装置。
- 前記削り面の両端は曲率を有して折れ曲ることを特徴とする請求項31に記載の塊成体製造装置。
- 前記削り面の両側面のうちの少なくとも一つは前記スクリューフィーダーの回転方向に傾いて形成されることを特徴とする請求項29に記載の塊成体製造装置。
- 前記装入ホッパーの内壁傾斜面に付着した粉還元鉄含有還元体を除去する装入ホッパー削り器は、削り面の両端から折れ曲がって前記スクリューフィーダー表面まで延びた折れ曲長が互いに異なることを特徴とする請求項28に記載の塊成体製造装置。
- 前記スクリューフィーダーの中心軸下部にスクリューが装着されていて、前記スクリューの直上部に前記折れ曲長が異なる削り器を設置することを特徴とする請求項34に記載の塊成体製造装置。
- 前記装入ホッパー削り器は、
前記装入ホッパーの内壁に付着した粉還元鉄含有還元体を除去する削り部材、及び
前記削り部材の両端に連結して、前記スクリューフィーダーに固定装着される一対の支持部材を含むことを特徴とする請求項28に記載の塊成体製造装置。 - 前記支持部材は、前記スクリューフィーダーにねじ結合されることを特徴とする請求項36に記載の塊成体製造装置。
- 前記削り部材は、前記装入ホッパーの内壁に付着した粉還元鉄含有還元体を除去する削り面を含み、前記削り部材は前記削り面で折れ曲がって前記支持部材に連結されることを特徴とする請求項36に記載の塊成体製造装置。
- 前記装入ホッパーの内壁傾斜面に付着した粉還元鉄含有還元体を除去する装入ホッパー削り器は、前記削り面の両端から折れ曲って一対の支持部材に連結するまでの折れ曲長が互いに異なることを特徴とする請求項38に記載の塊成体製造装置。
- 前記装入ホッパー削り器は、前記スクリューフィーダーに付着した第1支持部と、前記第1支持部の下部に位置しながら前記スクリューフィーダーに付着した第2支持部を含み、前記第1支持部に連結された前記折れ曲長は前記第2支持部に連結された前記他の折れ曲長より長いことを特徴とする請求項39に記載の塊成体製造装置。
- 前記装入ホッパー削り器は、前記スクリューフィーダーの長さ方向に沿って2個以上装着されることを特徴とする請求項28に記載の塊成体製造装置。
- 前記2個以上の削り器は、前記スクリューフィーダーを間において互いに反対方向に交互に装着されることを特徴とする請求項41に記載の塊成体製造装置。
- 粉還元鉄含有還元体が装入される装入ホッパー、
前記装入ホッパーの内部に設置され、前記装入ホッパーに流入する粉還元鉄含有還元体を排出する一対のスクリューフィーダー、及び
前記装入ホッパーから前記スクリューフィーダーによって排出する粉還元鉄含有還元体を圧縮して、塊成体を製造し、相互離隔してギャップを形成する一対のロールを含み、
前記各スクリューフィーダーが前記一対のロールの軸方向に沿って並んで配列されて、
前記スクリューフィーダーの中心軸を含む平面は、前記一対のロールの軸を含む平面と実質的に垂直交差し、
前記スクリューフィーダーの中心軸と鉛直方向が鋭角をなし、
前記各々のスクリューフィーダーの中心軸の延長線は、鉛直方向に前記ギャップの中心を通る線上で交差し、
前記装入ホッパーの下部に設置されて、前記粉還元鉄含有還元体を前記一対のロールに伝達しながら、前記装入ホッパーに対向して、下部に凸状空間を形成する供給ボックスをさらに含むことにより、前記粉還元鉄含有還元体が前記供給ボックス内に流入して前記供給ボックス内で密閉されるようにし、
前記装入ホッパーは、前記ギャップ側に延びたガイドチューブを含み、ガイドチューブが前記供給ボックスに挿入され、
前記一対のロールに流入する前記粉還元鉄含有還元体の量は、前記一対のロールの長さ方向に沿って実質的に均等であるようにし、
前記一対のロールの周りを囲むロールケーシング、及び
前記ロールと離隔して前記ロールの長さ方向に前記ロールケーシング内側間を連結するように設置されて、前記ロール表面に付着した塊成体を取り外すロール削り器をさらに含むことを特徴とする塊成体製造装置。 - 前記ロール削り器は、前記ロールの下部に設けられることを特徴とする請求項43に記載の塊成体製造装置。
- 前記取り外した塊成体と隣接する前記ロール削り器の第1面は、前記ロールの表面に対向する前記ロール削り器の第2面と鋭角をなすことを特徴とする請求項43に記載の塊成体製造装置。
- 前記鋭角は30°乃至60°であることを特徴とする請求項45に記載の塊成体製造装置。
- 前記ロール削り器と前記ロールとの間の離隔距離は、前記一対のロールの間の間隔以下であることを特徴とする請求項43に記載の塊成体製造装置。
- 前記ロール削り器と前記ロールとの間の離隔距離は、2mm乃至4mmであることを特徴とする請求項47に記載の塊成体製造装置。
- 前記ロール削り器は、前記一対のロールに対応して位置する複数の削り器ロールを含むことを特徴とする請求項43に記載の塊成体製造装置。
- 前記各削り器ロールは、
前記一対のロールに対応位置して、塊成体を取り外す削り器部、及び
前記削り器部を支持する固定部を含むことを特徴とする請求項49に記載の塊成体製造装置。 - 前記削り器ロールの削り器部は、互いに離隔されていることを特徴とする請求項50に記載の塊成体製造装置。
- 前記削り器部の外周に凹部及び凸部が連続形成されることを特徴とする請求項50に記載の塊成体製造装置。
- 前記ロール表面には多数の凹部が形成されており、前記ロールの凹部は前記削り器ロールの凸部と対向することを特徴とする請求項52に記載の塊成体製造装置。
- 前記ロールとこれに対応する前記ロール削り器との離隔距離は3mm乃至5mmであることを特徴とする請求項49に記載の塊成体製造装置。
- 前記ロール削り器は、
前記ロールの長さ方向に前記ロールケーシング内側間を連結する軸、及び
前記軸の両端を固定する一対の固定ブロック
をさらに含み、
前記複数の削り器ロールは、前記軸上に設けられることを特徴とする請求項49に記載の塊成体製造装置。 - 前記ロール削り器は、
前記削り器ロールと前記軸との間に挿入されるブッシュ、
前記削り器ロールと前記ブッシュが前記軸から抜け出ないように支持するカバー部材、
前記カバー部材を前記軸に固定するストッパー、及び
前記固定ブロックを前記ロールケーシングに固定する固定部材
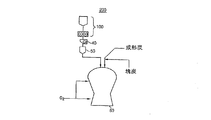
をさらに含むことを特徴とする請求項55に記載の塊成体製造装置。 - 請求項1に記載の塊成体製造装置、
前記塊成体製造装置から排出する塊成体を破砕する破砕機、及び
前記破砕機で破砕した前記塊成体を装入して溶融する溶融ガス化炉
を含むことを特徴とする鎔鉄製造装置。 - 塊炭及び成形炭より選択された少なくともひとつの石炭を前記溶融ガス化炉に供給することを特徴とする請求項57に記載の鎔鉄製造装置。
Applications Claiming Priority (15)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020040053896A KR101036640B1 (ko) | 2004-07-12 | 2004-07-12 | 분환원철 함유 환원체의 괴성체 제조 장치 및 이를 이용한용철제조장치 |
| KR10-2004-0053896 | 2004-07-12 | ||
| KR10-2004-0053895 | 2004-07-12 | ||
| KR1020040053895A KR101036638B1 (ko) | 2004-07-12 | 2004-07-12 | 분환원철 함유 환원체의 괴성체 제조 장치 및 이를 이용한용철제조장치 |
| KR1020040055558A KR101036646B1 (ko) | 2004-07-16 | 2004-07-16 | 분환원철 함유 환원체의 괴성체 제조 장치 및 이를 이용한용철제조장치 |
| KR1020040055555A KR101036639B1 (ko) | 2004-07-16 | 2004-07-16 | 분환원철 함유 환원체의 괴성체 제조 장치 및 이를 이용한용철제조장치 |
| KR10-2004-0055555 | 2004-07-16 | ||
| KR10-2004-0055558 | 2004-07-16 | ||
| KR1020040060124A KR101036643B1 (ko) | 2004-07-30 | 2004-07-30 | 분환원철 함유 환원체의 괴성체 제조 장치 및 이를 이용한용철제조장치 |
| KR10-2004-0060124 | 2004-07-30 | ||
| KR1020050062163A KR100711765B1 (ko) | 2005-07-11 | 2005-07-11 | 분환원철 함유 환원체의 괴성체 제조 장치 및 이를 구비한용철제조장치 |
| KR10-2005-0062161 | 2005-07-11 | ||
| KR10-2005-0062163 | 2005-07-11 | ||
| KR1020050062161A KR100711764B1 (ko) | 2005-07-11 | 2005-07-11 | 분환원철 함유 환원체의 괴성체 제조 장치 및 이를 구비한용철제조장치 |
| PCT/KR2005/002241 WO2006006820A1 (en) | 2004-07-12 | 2005-07-12 | Apparatus for manufacturing compacted irons of reduced materials comprising fine direct reduced irons and apparatus for manufacturing molten irons using the same |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010204075A Division JP5118182B2 (ja) | 2004-07-12 | 2010-09-13 | 粉還元鉄含有還元体の塊成体製造装置及びこれを備えた鎔鉄製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008506041A JP2008506041A (ja) | 2008-02-28 |
| JP4922162B2 true JP4922162B2 (ja) | 2012-04-25 |
Family
ID=35784131
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007521399A Active JP4922162B2 (ja) | 2004-07-12 | 2005-07-12 | 粉還元鉄含有還元体の塊成体製造装置及びこれを備えた鎔鉄製造装置 |
| JP2010204075A Active JP5118182B2 (ja) | 2004-07-12 | 2010-09-13 | 粉還元鉄含有還元体の塊成体製造装置及びこれを備えた鎔鉄製造装置 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010204075A Active JP5118182B2 (ja) | 2004-07-12 | 2010-09-13 | 粉還元鉄含有還元体の塊成体製造装置及びこれを備えた鎔鉄製造装置 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US7588717B2 (ja) |
| EP (1) | EP1784514B2 (ja) |
| JP (2) | JP4922162B2 (ja) |
| AT (1) | ATE443162T1 (ja) |
| AU (1) | AU2005263068B2 (ja) |
| BR (1) | BRPI0506138B1 (ja) |
| CA (1) | CA2573227C (ja) |
| DE (1) | DE602005016693D1 (ja) |
| MX (1) | MX2007000465A (ja) |
| UA (1) | UA82955C2 (ja) |
| WO (1) | WO2006006820A1 (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2311464C2 (ru) | 2002-12-21 | 2007-11-27 | Поско | Аппарат для получения расплавленного чугуна путем горячего прессования измельченного непосредственно восстановленного железа и прокаленных добавок и способ применения этого аппарата |
| WO2006004350A1 (en) * | 2004-06-30 | 2006-01-12 | Posco | Apparatus for manufacturing compacted irons of reduced materials comprising fine direct reduced irons and apparatus for manufacturing molten irons using the same |
| CA2573227C (en) * | 2004-07-12 | 2011-04-12 | Posco | Apparatus for manufacturing compacted irons of reduced materials comprising fine direct reduced irons and apparatus for manufacturing molten irons using the same |
| KR100797864B1 (ko) * | 2006-12-20 | 2008-01-24 | 주식회사 포스코 | 분환원철 함유 환원체의 괴성체 제조 장치 및 이를 구비한용철제조장치 |
| KR100797838B1 (ko) * | 2006-12-21 | 2008-01-24 | 주식회사 포스코 | 치크 플레이트 가압 장치 |
| US8518146B2 (en) | 2009-06-29 | 2013-08-27 | Gb Group Holdings Limited | Metal reduction processes, metallurgical processes and products and apparatus |
| DE102010035763B4 (de) * | 2010-08-28 | 2012-03-15 | Khd Humboldt Wedag Gmbh | Gekühlte Seitenwand für eine Rollenpresse |
| RU2495943C1 (ru) * | 2012-02-14 | 2013-10-20 | Государственное предприятие "Украинский научно-технический центр металлургической промышленности "Энергосталь" (ГП "УкрНТЦ "Энергосталь") | Линия брикетирования железосодержащих отходов |
| JP2014062301A (ja) * | 2012-09-21 | 2014-04-10 | Kobe Steel Ltd | 還元鉄冷却装置及び還元鉄冷却方法 |
| DE202012104789U1 (de) * | 2012-12-10 | 2014-03-13 | Maschinenfabrik Köppern Gmbh & Co. Kg | Walzenpresse |
| CN112410550B (zh) * | 2020-11-18 | 2022-09-27 | 崇义县高坌长飞矿业有限公司华山页岩矿 | 一种包裹式镍合金用红土矿制团装置 |
| CN112606466A (zh) * | 2020-11-30 | 2021-04-06 | 浙江星淦科技有限公司 | 一种五金模具加工废料处理装置 |
| CN117774430B (zh) * | 2023-12-12 | 2024-05-07 | 广东泛瑞新材料有限公司 | 一种铁氧体加工用原料处理装置 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3269611A (en) * | 1964-02-04 | 1966-08-30 | Komarek Greaves And Company | Feeding mechanism |
| US4076520A (en) | 1975-06-05 | 1978-02-28 | Midrex Corporation | Method for continuous passivation of sponge iron material |
| SU658054A1 (ru) | 1976-01-12 | 1979-04-25 | Предприятие П/Я Р-6729 | Питатель валкового уплотнител порошковых материалов |
| SU831829A1 (ru) | 1979-11-05 | 1981-05-23 | Московский Ордена Трудовогокрасного Знамени Институт Сталии Сплавов | Способ подготовки губчатогожЕлЕзА K плАВКЕ |
| JPS56150110A (en) * | 1980-04-24 | 1981-11-20 | Mitsubishi Heavy Ind Ltd | Forming equipment for hot briquet of reduced iron |
| JPS59133334A (ja) * | 1983-01-20 | 1984-07-31 | Mitsubishi Heavy Ind Ltd | 混合機能を有する圧縮成形装置 |
| JPS59170212A (ja) * | 1983-03-16 | 1984-09-26 | Nippon Steel Corp | 還元鉄ブリケツトの製造方法 |
| JPH01252714A (ja) * | 1988-03-31 | 1989-10-09 | Nippon Steel Corp | 溶融還元炉用混合塊成化ブリケット及び塊成化ブリケットの溶融還元方法 |
| JPH059526A (ja) * | 1991-06-27 | 1993-01-19 | Mitsubishi Heavy Ind Ltd | 銑鉄製造装置 |
| JP3145834B2 (ja) * | 1993-03-08 | 2001-03-12 | 株式会社神戸製鋼所 | 還元鉄ブリケットの製造方法 |
| JPH08503737A (ja) | 1993-09-30 | 1996-04-23 | マシネンファブリーク・ケッパーン・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンデイト・ゲゼルシャフト | 細粒状鉱石からの海綿状鉄練炭の製造方法 |
| DE9318843U1 (de) * | 1993-12-08 | 1994-03-17 | Maschinenfabrik Köppern GmbH & Co KG, 45529 Hattingen | Vorrichtung zum Heißbrikettieren von Eisenschwamm |
| KR100584745B1 (ko) | 2001-12-21 | 2006-05-30 | 주식회사 포스코 | 일반탄 및 분철광석을 이용한 용철제조공정에 있어서함철더스트 및 슬러지 재활용 장치 및 방법 |
| RU2311464C2 (ru) * | 2002-12-21 | 2007-11-27 | Поско | Аппарат для получения расплавленного чугуна путем горячего прессования измельченного непосредственно восстановленного железа и прокаленных добавок и способ применения этого аппарата |
| CA2573227C (en) * | 2004-07-12 | 2011-04-12 | Posco | Apparatus for manufacturing compacted irons of reduced materials comprising fine direct reduced irons and apparatus for manufacturing molten irons using the same |
-
2005
- 2005-07-12 CA CA2573227A patent/CA2573227C/en active Active
- 2005-07-12 US US11/571,966 patent/US7588717B2/en active Active
- 2005-07-12 AT AT05761263T patent/ATE443162T1/de not_active IP Right Cessation
- 2005-07-12 BR BRPI0506138-5A patent/BRPI0506138B1/pt active IP Right Grant
- 2005-07-12 MX MX2007000465A patent/MX2007000465A/es active IP Right Grant
- 2005-07-12 JP JP2007521399A patent/JP4922162B2/ja active Active
- 2005-07-12 EP EP05761263.2A patent/EP1784514B2/en active Active
- 2005-07-12 DE DE602005016693T patent/DE602005016693D1/de active Active
- 2005-07-12 WO PCT/KR2005/002241 patent/WO2006006820A1/en active Application Filing
- 2005-07-12 AU AU2005263068A patent/AU2005263068B2/en active Active
- 2005-12-07 UA UAA200700370A patent/UA82955C2/uk unknown
-
2010
- 2010-09-13 JP JP2010204075A patent/JP5118182B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE602005016693D1 (de) | 2009-10-29 |
| EP1784514A4 (en) | 2008-06-25 |
| CA2573227A1 (en) | 2006-01-19 |
| AU2005263068B2 (en) | 2008-10-30 |
| BRPI0506138B1 (pt) | 2018-05-15 |
| US20070235909A1 (en) | 2007-10-11 |
| EP1784514B1 (en) | 2009-09-16 |
| AU2005263068A1 (en) | 2006-01-19 |
| US7588717B2 (en) | 2009-09-15 |
| EP1784514A1 (en) | 2007-05-16 |
| EP1784514B2 (en) | 2015-11-18 |
| ATE443162T1 (de) | 2009-10-15 |
| JP2008506041A (ja) | 2008-02-28 |
| MX2007000465A (es) | 2007-03-08 |
| WO2006006820A1 (en) | 2006-01-19 |
| UA82955C2 (en) | 2008-05-26 |
| JP5118182B2 (ja) | 2013-01-16 |
| BRPI0506138A (pt) | 2006-10-24 |
| JP2011017086A (ja) | 2011-01-27 |
| CA2573227C (en) | 2011-04-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4922162B2 (ja) | 粉還元鉄含有還元体の塊成体製造装置及びこれを備えた鎔鉄製造装置 | |
| CN1795279B (zh) | 用于制造包含直接还原铁粉的还原材料的压制铁的设备以及使用该设备制造铁水的设备 | |
| JP4202326B2 (ja) | 還元鉄粉及び焼成副原料を高温塊状化する溶融鉄製造装置及びその溶融鉄製造方法 | |
| JP5007415B2 (ja) | 溶鉄製造装置 | |
| JP4966200B2 (ja) | 粉還元鉄含有還元体の塊成体製造装置及びこれを備えた鎔鉄製造装置 | |
| CN1842606B (zh) | 用于制造包含直接还原铁粉的还原材料的压制铁的设备以及使用该设备制造铁水的设备 | |
| RU2354721C2 (ru) | Устройство для производства прессованного железа из восстановленных материалов, содержащих мелкозернистое непосредственно восстановленное железо, и устройство для производства литого чугуна, в котором используется это устройство | |
| KR101118285B1 (ko) | 분환원철 함유 환원체의 괴성체 제조 장치 및 이를 이용한용철제조장치 | |
| WO2008075865A1 (en) | Apparatus for manufacturing compacted irons and apparatus for manufacturing molten iron | |
| EP1781829B1 (en) | Apparatus for manufacturing compacted irons of reduced materials comprising fine direct reduced irons and apparatus for manufacturing molten irons using the same. | |
| KR101072490B1 (ko) | 분환원철 함유 환원체의 괴성체 제조 장치 및 이를 이용한용철제조장치 | |
| CN109443020B (zh) | 一种高温熔岩造粒余热回收系统 | |
| KR101036646B1 (ko) | 분환원철 함유 환원체의 괴성체 제조 장치 및 이를 이용한용철제조장치 | |
| KR101036639B1 (ko) | 분환원철 함유 환원체의 괴성체 제조 장치 및 이를 이용한용철제조장치 | |
| KR101036638B1 (ko) | 분환원철 함유 환원체의 괴성체 제조 장치 및 이를 이용한용철제조장치 | |
| KR100711765B1 (ko) | 분환원철 함유 환원체의 괴성체 제조 장치 및 이를 구비한용철제조장치 | |
| KR100711764B1 (ko) | 분환원철 함유 환원체의 괴성체 제조 장치 및 이를 구비한용철제조장치 | |
| RU2354722C2 (ru) | Устройство для производства спрессованного железа из восстановленных материалов, содержащих мелкодисперсное восстановленное железо, и установка для производства расплавленного железа, включающая устройство для производства спрессованного железа | |
| WO2008078936A1 (en) | Apparatus for manufacturing compacted irons and apparatus for manufacturing molten iron comprising the same | |
| KR101036643B1 (ko) | 분환원철 함유 환원체의 괴성체 제조 장치 및 이를 이용한용철제조장치 | |
| WO2008075845A1 (en) | Apparatus for manufacturing compacted irons of reduced materials comprising fine direct reduced irons and apparatus for manufacturing molten irons provided with the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100405 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100511 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111206 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120203 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4922162 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150210 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |