JP4906676B2 - カムロブの成形方法 - Google Patents
カムロブの成形方法 Download PDFInfo
- Publication number
- JP4906676B2 JP4906676B2 JP2007280280A JP2007280280A JP4906676B2 JP 4906676 B2 JP4906676 B2 JP 4906676B2 JP 2007280280 A JP2007280280 A JP 2007280280A JP 2007280280 A JP2007280280 A JP 2007280280A JP 4906676 B2 JP4906676 B2 JP 4906676B2
- Authority
- JP
- Japan
- Prior art keywords
- molded product
- intermediate molded
- cam
- molding
- tertiary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/02—Die forging; Trimming by making use of special dies ; Punching during forging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
Description
4,104 変形孔
5,105 位置決め部
6,106 カムトップ予定部
7,107 カムベース予定部
8,108 カムトップ
9,109 カムベース
10,110 カムロブ孔
35 第二型彫空間
36 三次中間成形品成形ダイ
W1,W101 一次中間成形品
W2,W102 二次中間成形品
W3,W103 三次中間成形品
W4,W104 四次中間成形品
W5,W105 カムロブ
X2,X102 二次中間成形品の軸心
X5,X105 カムロブの軸心
Claims (5)
- 外周が軸心(X5,X105)を中心に半円形状のカムベース(9,109)と、外周がカムベース(9,109)から外側に突出するカムトップ(8,108)と、軸心(X5,X105)を中心に軸線方向に貫通するカムロブ孔(10,110)と、を有するカムロブの成形方法において、
一次中間成形品(W1)を成形する第一工程と、
前記一次中間成形品(W1)に前記カムトップ(8,108)となる予定のカムトップ予定部(6,106)の径方向の肉厚が、前記カムベース(9,109)となる予定のカムベース予定部(7,107)の径方向の肉厚よりも厚くなるように軸線方向に貫通する予備孔(3,103)を成形すると共に、カムトップ予定部側の外周にカムベース予定部(7,107)のベース円より径方向外側に突出した位置決め部(5,105)が成形された二次中間成形品(W2,W102)を成形する第二工程と、
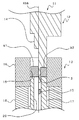
該二次中間成形品(W2,W102)の位置決め部(5,105)を三次中間成形品(W3,W103)を成形する三次中間成形品成形ダイ(36)に当接させることによって位置決めし、二次中間成形品(W2,W102)を軸線方向に押圧して、前記カムトップ(8,108)、前記カムベース(9,109)、及び前記予備孔(3,103)が変形した変形孔(4,104)が成形された三次中間成形品(W3,W103)を鍛造にて成形する第三工程と、
前記変形孔(4,104)より大きい前記カムロブ孔(10,110)を成形して前記カムロブ(W5,W105)を成形する第四工程と、を有することを特徴とするカムロブの成形方法。 - 前記二次中間成形品(W2,W102)の位置決め部(5,105)が、前記三次中間成形品(W3,W103)の外周形状の一部と一致していることを特徴とする請求項1に記載のカムロブの成形方法。
- 前記三次中間成形品(W3,W103)にサイジング加工を施し、表面粗度の低いカムロブ外周面を有する四次中間成形品(W4,W104)を鍛造にて成形することを特徴とする請求項1又は2に記載のカムロブの成形方法。
- 前記一次中間成形品(W1)に、軸心(X2)に対する垂直断面形状が円の一部が欠けた欠円形状である前記予備孔(3)を成形した前記二次中間成形品(W2)を成形することを特徴とする請求項1乃至3の何れかに記載のカムロブの成形方法。
- 前記一次中間成形品(W101)に、軸心(X102)から偏心した前記予備孔(103)を成形した前記二次中間成形品(W102)を成形することを特徴とする請求項1乃至4の何れかに記載のカムロブの成形方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007280280A JP4906676B2 (ja) | 2007-10-29 | 2007-10-29 | カムロブの成形方法 |
| DE102008053474.9A DE102008053474B4 (de) | 2007-10-29 | 2008-10-28 | Verfahren zum Formen eines Nockenvorsprungs |
| US12/260,463 US8201434B2 (en) | 2007-10-29 | 2008-10-29 | Method of forming cam lobe |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007280280A JP4906676B2 (ja) | 2007-10-29 | 2007-10-29 | カムロブの成形方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009106952A JP2009106952A (ja) | 2009-05-21 |
| JP2009106952A5 JP2009106952A5 (ja) | 2011-08-18 |
| JP4906676B2 true JP4906676B2 (ja) | 2012-03-28 |
Family
ID=40514635
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007280280A Expired - Fee Related JP4906676B2 (ja) | 2007-10-29 | 2007-10-29 | カムロブの成形方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US8201434B2 (ja) |
| JP (1) | JP4906676B2 (ja) |
| DE (1) | DE102008053474B4 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104148574B (zh) * | 2014-07-01 | 2016-06-08 | 杭州新坐标科技股份有限公司 | 一种精密冷锻成形的凸轮片制造方法 |
| CN105033134B (zh) * | 2015-07-07 | 2017-06-27 | 杭州新坐标科技股份有限公司 | 一种凸轮片的精锻成形方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2767369B2 (ja) | 1993-09-28 | 1998-06-18 | 株式会社ショウエイ | 大型カム、その製作方法および鍛造用金型 |
| JP3405372B2 (ja) * | 1994-10-11 | 2003-05-12 | 日本精工株式会社 | 組立用カムロブの製造方法 |
| JPH09276976A (ja) * | 1996-04-11 | 1997-10-28 | Mitsubishi Materials Corp | 組立カムシャフト用カムピースの製造方法及びそれに用いる熱間鍛造金型 |
| US5829131A (en) * | 1997-11-21 | 1998-11-03 | Chrysler Corporation | Method of making camshaft lobes |
| DE10101934B4 (de) * | 2001-01-17 | 2004-11-11 | H.B. Seissenschmidt Ag | Verfahren zur Herstellung von scheibenförmigen Steuernocken oder dergleichen sowie Räumbügel zur Durchführung eines solchen Verfahrens |
| JP3931729B2 (ja) * | 2002-01-24 | 2007-06-20 | 日産自動車株式会社 | 組立式カムシャフト用カムピースの製造方法 |
| JP2006169961A (ja) * | 2003-12-12 | 2006-06-29 | Honda Motor Co Ltd | カムシャフト用カムの製造方法 |
| US7628129B2 (en) * | 2003-12-12 | 2009-12-08 | Honda Motor Co., Ltd. | Camshaft, method of manufacturing cam for camshaft, and method of manufacturing shaft for camshaft |
-
2007
- 2007-10-29 JP JP2007280280A patent/JP4906676B2/ja not_active Expired - Fee Related
-
2008
- 2008-10-28 DE DE102008053474.9A patent/DE102008053474B4/de not_active Expired - Fee Related
- 2008-10-29 US US12/260,463 patent/US8201434B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009106952A (ja) | 2009-05-21 |
| DE102008053474A1 (de) | 2009-05-07 |
| US20090107201A1 (en) | 2009-04-30 |
| DE102008053474B4 (de) | 2014-03-13 |
| US8201434B2 (en) | 2012-06-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8424407B2 (en) | Core metal and injection gear, and process for manufacturing core metal | |
| JP5803127B2 (ja) | 転がり軸受の軌道輪用粗形材の製造方法 | |
| JP6212349B2 (ja) | スパークプラグの主体金具成形品の製造方法、スパークプラグの主体金具の製造方法、及びスパークプラグの製造方法 | |
| JP2010075931A (ja) | フランジを備えた筒状金属部品のプレス成形方法 | |
| JP2009039750A (ja) | 鍔付き短円筒状部品等の鍛造方法 | |
| JP4906676B2 (ja) | カムロブの成形方法 | |
| US20120223612A1 (en) | Method of manufacturing rotor core of electric rotating machine | |
| JPH0469496B2 (ja) | ||
| US8925362B2 (en) | Method of manufacturing rotor core of electric rotating machine | |
| JP2009106952A5 (ja) | ||
| JP2009061481A (ja) | 金属部品製造方法とコアメタルとインジェクションギヤ | |
| JP4872827B2 (ja) | 異形フランジ付き棒状鍛造品の製造方法 | |
| EP1707763A1 (en) | Camshaft, method of manufacturing cam for camshaft, and method of manufacturing shaft for camshaft | |
| JP2009061503A (ja) | 金属部品製造方法とコアメタルとインジェクションギヤ | |
| US20110034259A1 (en) | Method of making a washer | |
| JP5099877B2 (ja) | 鍛造製品の成形方法 | |
| US8087279B2 (en) | Method and apparatus for manufacturing a legged annular member | |
| JP4868594B2 (ja) | カムロブの成形方法 | |
| JP2009178724A (ja) | 円筒部材の鍛造成形方法 | |
| JPH09103839A (ja) | ボールジョイント用ハウジングの製造方法 | |
| JP5342525B2 (ja) | ヨークシャフト製造方法 | |
| JP2000140976A (ja) | 部品の製造方法 | |
| JPH11300447A (ja) | 歯車の製造方法 | |
| JP5157957B2 (ja) | 突出部付き軸状部材の製造方法 | |
| JP3637249B2 (ja) | 外径側球面形状リングの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101025 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110702 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111222 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120110 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120110 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150120 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4906676 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |