以下、本発明を実施するための形態について、図面を参照しながら説明する。
(実施の形態1)
図1は、本発明の実施の形態1における部品実装機100の概要を示す概要図である。
実施の形態1における部品実装機100は、本発明の生産システムの第一の例であり、かつ、本発明の電力制御方法を実行する生産システムの第一の例である。
図1に示すように、実施の形態における部品実装機100は、例えば、部品実装基板を生産するための生産ラインの一部を構成し、前工程から搬入される基板20に対し、複数の部品を実装して部品実装基板を生産する装置である。
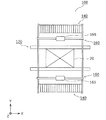
図2は、実施の形態1における部品実装機100の内部の主要な構成を示す平面図である。
部品実装機100は、基板20を搬送する搬送ユニット120と、基板20に実装される部品を供給する部品供給ユニット140と、部品供給ユニット140から供給される部品を、搬送ユニット120により搬入された基板20に実装する実装ユニット160とを備える。実装ユニット160は、装着ヘッド165により部品を基板20に実装する。
これら、搬送ユニット120、部品供給ユニット140、および実装ユニット160は、協調して動作の開始と停止とを繰り返すことで、部品実装基板を生産する。また、部品実装機100が備えるメイン制御ユニットによる制御の下で部品実装基板の生産は実行される。
なお、搬送ユニット120、部品供給ユニット140、および実装ユニット160のうちのいずれか二つが本発明の電力供給制御方法における第一ユニットおよび第二ユニットの一例である。例えば、搬送ユニット120を第一ユニットとした場合、部品供給ユニット140は、第二ユニットとして動作する。
図3は、実施の形態1の部品実装機100における制御信号の流れを示すブロック図である。
部品実装機100は、搬送ユニット120、部品供給ユニット140、および実装ユニット160の動作を制御するメイン制御ユニット110を備える。
搬送ユニット120は、基板を搬送する搬送レール等を含む第一動力部135と、第一動力部135の動作を制御する第一制御部121とを有する。
部品供給ユニット140は、保持している部品を順次送り出す部品供給部を含む第二動力部155と、第二動力部155の動作を制御する第二制御部141とを有する。
実装ユニット160は、装着ヘッド165等含む第三動力部175と、第三動力部175の動作を制御する第三制御部161とを有する。
また、図3に示すように、前工程から搬入される基板に対し、搬送ユニット120、部品供給ユニット140、および実装ユニット160の順に所定の動作を行い、1サイクルの作業が完了する。
また、この1サイクルの作業を実行するにあたり、作業工程における先のユニットの動作状況に応じて取得される信号に従って、作業工程における後のユニットの動作のための電力供給が開始される。本実施の形態では、具体的には、作業工程における先のユニットから、作業工程における後のユニットを宛先とする電力供給トリガおよび動作開始トリガが送信される。
以下、図3を用いて、部品実装機100が部品実装基板を生産する際の基本的な制御信号の流れを説明する。
まず、前工程から部品実装機100に基板が搬入される場合、例えば前工程から電力供給トリガと動作開始トリガとが部品実装機100に送信される。
メイン制御ユニット110は、これら電力供給トリガと動作開始トリガとを受信すると、搬送ユニット120が有する第一制御部121に、電力供給トリガと動作開始トリガとを送信する。
なお、部品実装機100に前工程から基板が搬入されたことを、部品実装機100が検出してもよい。例えば、部品実装機100が基板を検出する第一センサおよび第二センサを備え、第一センサが、前工程から搬出された基板を検出した場合、メイン制御ユニット110は、第一制御部121に電力供給トリガを送信する。さらに、第一センサよりも下流に配置された第二センサが、搬送ユニット120を稼動させるべき位置まで当該基板が到達したことを検出した場合、メイン制御ユニット110は、第一制御部121に動作開始トリガを送信する。
また、第一センサが基板を検出したタイミングよりも所定の時間(第一動力部135への電力供給の開始から動作可能になるまでの所用時間)の後に、第一制御部121は、当該電力供給トリガに対応する動作開始トリガを取得したとみなしてもよい。
第一制御部121は、これらトリガに従い、第一動力部135への電力供給を開始させ、かつ、動作の開始を指示する。その後、基板がステージ(基板が部品の実装のために停止される領域)に到着すると、第一制御部121から、部品供給ユニット140宛の電力供給トリガと動作開始トリガとがメイン制御ユニット110に送信される。
メイン制御ユニット110は、これら電力供給トリガと動作開始トリガとを受信すると、部品供給ユニット140が有する第二制御部141に、電力供給トリガと動作開始トリガとを送信する。
第二制御部141は、これらトリガに従い、第二動力部155への電力供給を開始させ、かつ、動作の開始を指示する。その後、第二動力部155が有する部品供給部が動作可能な状態になると、第二制御部141から、実装ユニット160宛の電力供給トリガと動作開始トリガとがメイン制御ユニット110に送信される。
メイン制御ユニット110は、これら電力供給トリガと動作開始トリガと受信すると、実装ユニット160が有する第三制御部161に、電力供給トリガと動作開始トリガとを送信する。
第三制御部161は、これらトリガに従い、第三動力部175への電力供給を開始させ、かつ、動作の開始を指示する。その後、当該基板に対する部品の実装が完了すると、第三制御部161から、搬送ユニット120宛の電力供給トリガと動作開始トリガとがメイン制御ユニット110に送信される。
メイン制御ユニット110は、これら電力供給トリガと動作開始トリガと受信すると、搬送ユニット120が有する第一制御部121に、電力供給トリガと動作開始トリガとを送信する。
第一制御部121は、これらトリガに従い、第一動力部135への電力供給を開始させ、かつ、動作の開始を指示する。これにより、部品の実装が完了した当該基板の搬出が行われる。
なお、各制御部(121、141、161)はそれぞれ、作業工程で先に動作するユニットを送信元とする電力供給トリガと動作開始トリガとを取得しなくてもよい。例えば、各制御部はそれぞれ、先に動作するユニットの動作状況を検出することで、電力供給トリガと動作開始トリガとを取得してもよい。
言い換えれば、各制御部は、先に動作するユニットの動作状況を検出することで、自ユニットの動作部への電力供給の開始のタイミングと動作の開始のタイミングとを認識してもよい。
つまり、各制御部は、先に動作するユニットの動作状況に応じて取得される信号に従うことで、適切なタイミングで、自ユニットの動作部への電力供給の開始と動作の開始指示とを行うことができる。
以上、搬送ユニット120、部品供給ユニット140、および実装ユニット160が協調して行われる基本的な一連の処理が繰り返されることにより、複数の基板のそれぞれについて、順次、部品の実装が行われる。
ここで、本実施の形態の部品実装機100では、搬送ユニット120、部品供給ユニット140、および実装ユニット160のそれぞれ(以下、「各ユニット」という。)は、動作が終了するごとに、動作終了通知をメイン制御ユニット110に送信する。
メイン制御ユニット110は、各ユニットから動作終了通知を受信すると、動作終了通知の送信元のユニットが動作するための電力供給を停止するか否かを判断する。つまり、当該ユニットについての電力供給をオフにするか否かを判断する。
メイン制御ユニット110は、当該電力供給をオフにすると判断した場合、当該ユニットの制御部に電力供給オフ指令を送信する。
なお、メイン制御ユニット110、第一制御部121、第二制御部141、および第三制御部161のそれぞれが実行する処理は、例えば、CPU(Central Processing Unit)が、それぞれの処理のための制御プログラムを読み込んで実行することで実現される。
図4は、実施の形態1におけるメイン制御ユニット110の主要な機能構成を示すブロック図である。
図4に示すように、メイン制御ユニット110は、電力供給トリガの送受信を行う電力供給トリガ通信部111と、動作開始トリガの送受信を行う動作開始トリガ通信部112と、動作終了通知を取得する動作終了通知取得部113と、各ユニットについて電力供給をオフにするか否かを判断する電力供給オフ判断部114と、電力供給オフ判断部114による判断に用いられる情報を管理する動作時間管理部115と、各ユニットに電力供給オフ指令を送信する電力供給オフ指令部116とを有する。
動作時間管理部115は、具体的には、各ユニットが行う動作の終了から次の動作の開始までの時間を示す停止時間情報を取得し保持している。また、各ユニットの、電力供給の停止の所要時間と、電力供給の開始から動作可能になるまでの所要時間とを取得し保持している。
例えば、搬送ユニット120が、基板の搬入のための動作を終了してから、当該基板の搬出のための動作を開始するまでの時間を示す停止時間情報および上記各所要時間を、過去の搬送ユニット120の動作実績、または、数値計算等により取得し保持している。
例えば、メイン制御ユニット110は、各ユニットについての電力供給を継続させたまま、部品実装機100に数サイクル分の動作を行わせる。また、この数サイクル分の動作をさせている期間中に、ユニットごとの動作の停止時間を計測し蓄積する。さらにその蓄積された情報から、例えば、ユニットごとの動作の停止時間の最小値を当該ユニットについての停止時間情報として算出する。これにより、ユニットごとの停止時間情報を取得することができる。
なお、停止時間情報としては、時間そのものを表す“14秒”等の数値である場合、および、所定のカウンタにより計測された“840”等の、時間を示すカウンタ値である場合などがある。
また、動作時間管理部115は、例えばコンピュータ等の外部の装置と通信することで、停止時間情報ならびに電力の停止および復旧の所要時間を示す情報を取得してもよい。
ここで、動作終了通知取得部113が、例えば搬送ユニット120から基板の搬出の完了に伴う動作終了通知を取得した場合を想定する。この場合、電力供給オフ判断部114は、動作時間管理部115が保持している、基板の搬出後の停止時間を示す停止時間情報に基づいて、搬送ユニット120についての電力供給、つまり、第一動力部135の駆動のための電力供給をオフにするか否かを判断する。具体的な判断の手法については後述する。
例えば、電力供給オフ判断部114により、搬送ユニット120についての電力供給、つまり、第一動力部135の駆動のための電力供給をオフにすると判断された場合、電力供給オフ指令部116は、第一制御部121に、電力供給オフ指令を送信する。
第一制御部121は、当該電力供給オフ指令を受信すると、第一動力部135への電力供給を停止させる。つまり、当該電力供給をオフにさせる。
メイン制御ユニット110は、このような、電力供給をオフにするか否かの判断処理(以下、「電力供給オフ判断処理」という。)を、各ユニットについて行う。
また、各ユニットは、電力供給オフ判断処理の結果に応じて電力供給オフ指令が送信された場合、この指令に従って電力供給をオフにする。
図5は、実施の形態1における搬送ユニット120の主要な機能構成を示すブロック図である。
なお、部品供給ユニット140および実装ユニット160のそれぞれは、搬送ユニット120と同様の、電力供給の制御に関する機能構成を有し、メイン制御ユニット110の制御の下で動作する。そのため、これら3つのユニットを代表して、搬送ユニット120の機能構成を説明し、他の2つのユニットの機能構成の図示および説明は省略する。
搬送ユニット120の第一制御部121は、電力供給トリガを取得する電力供給トリガ取得部122と、動作開始トリガを取得する動作開始トリガ取得部123と、電力供給トリガを送信する電力供給トリガ送信部124と、動作開始トリガを送信する動作開始トリガ送信部125と、電力供給オフ指令を取得する電力供給オフ指令取得部126と、第一動力部135への電力供給を制御する電力供給制御部127と、第一動力部135の動作を制御する動作制御部128と、動作終了通知を送信する動作終了通知送信部129とを有する。
動作制御部128は、第一動力部135による所定の動作(例えば基板の搬入)が完了すると、当該動作が完了した旨の通知を動作終了通知送信部129に行う。動作終了通知送信部129は当該通知がなされると、メイン制御ユニット110に動作終了通知を送信する。
メイン制御ユニット110では、上述のように、搬送ユニット120についての電力供給オフ判断処理がなされる。その結果、メイン制御ユニット110から電力供給オフ指令が送信されると、電力供給オフ指令取得部126により、当該電力供給オフ指令が取得される。
電力供給オフ指令取得部126は、当該電力供給オフ指令を取得すると、電力供給制御部127にその旨を通知する。電力供給制御部127はその旨の通知を受けると、第一動力部135の電力供給をオフにする。
なお、その後に送信される、搬送ユニット120宛の電力供給トリガおよび動作開始トリガにより、第一動力部135による次の動作(例えば、基板の搬出)が的確に実行される。
以上のように構成された実施の形態1における部品実装機100の動作の流れを、図6〜図11を用いて説明する。
図6は、実施の形態1における部品実装機100の各ユニットの電力供給および動作のオン/オフのタイミングを示すタイミングチャートの一例である。
なお、各ユニットへの電力供給トリガおよび動作開始トリガは、上述のように、メイン制御ユニット110を介して各ユニットへ送信される。しかし、図6および後述する図7では、タイミングチャートの明確化のために、メイン制御ユニット110の図示は省略している。
図6に示すように、前工程から電力供給トリガが送信されると(t1)、搬送ユニット120では、第一動力部135の駆動のための電力供給がオンにされる。その後、電力供給の開始から搬送ユニット120が動作可能になるまでの所要時間(例えば1秒)だけ経過することで、第一動力部135は動作可能な状態となる。また、前工程から動作開始トリガが送信され(t2)、これにより、第一動力部135は、例えば基板の搬入のための動作を開始する。
このように、動作を開始すべきタイミングよりも、電力供給の開始から搬送ユニット120が動作可能になるまでの所要時間だけ前のタイミングに、当該電力供給が開始される。これにより、搬送ユニット120は、動作を開始すべきタイミングで即座に当該動作を開始することができる。
なお、電力供給の開始は、動作を開始すべきタイミングよりも上記所要時間だけ前のタイミング以前(上記所要時間だけ前のタイミングと同じまたは前)であればよい。つまり、搬送ユニット120が動作を開始すべきタイミングまでに、当該動作が可能なように電力供給が安定的な状態になっていれば、搬送ユニット120に無駄な待ち時間を発生させることがない。
なお、電力供給の開始から搬送ユニット120が動作可能になるまでの所要時間は、言い換えると、搬送ユニット120が動作可能な安定的な状態にまで、供給される電力が復旧するための所用時間である。そこで、電力供給の開始から搬送ユニット120が動作可能になるまでの所要時間を「電力復旧の所要時間」とも表現する。
第一動力部135による基板の搬入のための動作が完了すると、動作完了通知がメイン制御ユニット110へ送信される。メイン制御ユニット110は、搬送ユニット120の当該動作から次の動作までの時間を示す停止時間情報に基づいて、搬送ユニット120についての電力供給をオフするか否かを判断する。
本例の場合、メイン制御ユニット110は、搬送ユニット120についての電力供給をオフにすると判断し、電力供給オフ指令を搬送ユニット120に送信する。その結果、第一動力部135の駆動のための電力供給はオフにされる(t3)。
また、図6に示すように、部品供給ユニット140および実装ユニット160もそれぞれ、作業工程で先に動作するユニットからメイン制御ユニット110を介して電力供給トリガおよび動作開始トリガを受信する。これにより、部品供給ユニット140および実装ユニット160はそれぞれ、動力部(155、175)の駆動のための電力供給を開始し、部品の供給のための動作、および、部品の基板への実装のための動作を行う。
また、部品供給ユニット140および実装ユニット160においても、動作を開始すべきタイミングよりも電力復旧の所要時間だけ前のタイミングに、電力供給が開始される。
また、図6に示す例では、部品供給ユニット140および実装ユニット160についても、メイン制御ユニット110により、電力供給をオフにすると判断され、それぞれの動作完了の後に、それぞれ電力供給がオフにされている。
実装ユニット160は、搬送ユニット120宛の電力供給トリガを送信し、搬送ユニット120は、当該電力供給トリガを受信する。これにより、搬送ユニット120は、第一動力部135への電力供給をオンにする(t4)。
また、実装ユニット160は、搬送ユニット120宛の動作開始トリガを送信し、搬送ユニット120は、当該動作開始トリガを受信する。これにより、搬送ユニット120は、第一動力部135に基板の搬出のための動作を開始させる(t5)。
その後、当該動作が完了すると、当該動作の完了を示す動作完了通知が搬送ユニット120からメイン制御ユニット110へ送信される。メイン制御ユニット110は、搬送ユニット120の当該動作から次の動作までの時間を示す停止時間情報に基づいて電力供給のオフの可否を判断する。
本例の場合、メイン制御ユニット110は、搬送ユニット120についての電力供給をオフにすると判断し、電力供給オフ指令を搬送ユニット120に送信する。その結果、第一動力部135の駆動のための電力供給はオフにされる(t6)。
その後、搬送ユニット120は、次の動作(新たな基板の搬入)のための電力供給トリガを受信することで、第一動力部135の駆動のための電力供給を開始する(t7)。搬送ユニット120はさらに、当該次の動作を開始するための動作開始トリガを受信することで、当該次の動作を開始する(t8)。
このように、本実施の形態の部品実装機100では、各ユニットの各動作の完了のたびに、メイン制御ユニット110による電力供給オフ判断処理が行われる。
当該処理は、例えば、各ユニットについての停止時間情報に示される時間と、所定の閾値とを比較することで行われる。
本実施の形態においては、メイン制御ユニット110の電力供給オフ判断部114は、あるユニットについての停止時間情報に示される時間が、電力供給の停止の所要時間と、電力供給の開始から当該ユニットが動作可能になるまでの所要時間(電力復旧の所要時間)との和よりも長い場合、当該電力供給を停止すると判断する。
なお、当該判断に用いられる電力供給の停止の所要時間は、実際の所要時間(実測値または理論値)と完全同一である必要はない。例えば、実際の電力供給の停止の所要時間より長い時間を、当該判断に用いる電力供給の停止の所要時間として採用してもよい。
このことは、当該判断に用いられる電力復旧の所要時間についても同じであり、実際の電力復旧の所要時間(実験値または理論値)より長い時間を、当該判断に用いる電力復旧の所要時間として採用してもよい。
また、例えば、あるユニットについての実際の電力供給の停止の所要時間と、実際の電力復旧の所要時間との和に、所定の値を加算した結果を、当該ユニットについての停止時間情報に示される時間とを比較することで、当該判断が行われてもよい。
このように、電力供給オフ判断処理に用いる、電力供給の停止の所要時間と電力復旧の所要時間との少なくとも一方を長めに見積もってもよい。
これにより、例えば、あるユニットの電力供給の停止から電力復旧までに要する時間が、過去の実績から得られた時間より僅かに長いだけで当該ユニットへの電力供給がオフにされるリスク、つまり、厳格な基準を用いることによる生産効率の低下のリスクが排除される。
図7は、実施の形態1における部品実装機100の各ユニットの電力供給および動作のオン/オフのタイミングを示すタイミングチャートの別の一例である。
図7に示すように、例えば搬送ユニット120については、電力復旧の所要時間はTsであり、電力供給の停止の所要時間はTcである。
また、図7に示す例では、基板の搬出のための動作の終了(t6)に伴う動作の停止時間Tn(t6からt8までの時間)は、Tc+Tsよりも短い。従って、電力供給オフ判断部114は、搬送ユニット120についての電力供給はオフしないと判断する。つまり、図7に示す例では、基板の搬出のための動作の終了から、次の基板の搬入のための動作の開始までの時間が短いため、第一動力部135への電力供給はオンのまま維持される。
そのため、電力供給をオフにすることにより、生産効率が低下するといった弊害の発生は防止される。
なお、図4の説明において、動作時間管理部115は、ユニットごとの動作の停止時間を計測し、計測した停止時間の最小値を当該ユニットについての停止時間情報として算出する旨を説明した。しかし、ユニットごとの動作の停止時間の平均値または最大値を当該ユニットについての停止時間情報として扱ってもよい。
この場合、実際の動作の停止時間を、事前に計測された停止時間を用いて長めに見積もることになり、Tn>Tc+Tsという条件を満たす機会が増加する。つまり、電力供給が停止される機会が増加する。
すなわち、消費電力の削減を優先する場合には、長めの時間に設定された停止時間情報を使用し、生産効率の維持または向上を優先する場合には、短めの時間に設定された停止時間情報を使用する、という停止時間情報の使い分けも可能である。
次に、メイン制御ユニット110による処理の流れを図8および図9を用いて詳細に説明する。
図8は、実施の形態1におけるメイン制御ユニット110の処理の流れの一例を示すフロー図である。
なお、図8、図9およびこれら図の説明において、“XXユニット”は、搬送ユニット120、部品供給ユニット140、および実装ユニット160のいずれかである。つまり、メイン制御ユニット110は、これら各ユニットに対して同じ処理をすることができる。
まず、電力供給トリガ通信部111は、XXユニット宛の電力供給トリガを取得した場合(S10でYes)、XXユニットへ電力供給トリガを送付する(S11)。
また、動作開始トリガ通信部112は、XXユニット宛の動作開始トリガを取得した場合(S12でYes)、XXユニットへ動作開始トリガを送付する(S13)。
その後、動作終了通知取得部113が、XXユニットからの動作終了通知を取得した場合(S14でYes)、電力供給オフ判断部114は、XXユニットについての電力供給オフ判断処理を行う(S20)。
電力供給オフ判断部114により、当該電力供給をオフにすると判断された場合(S30でYes)、電力供給オフ指令部116は、XXユニットに、電力供給オフ指令を送信する(S31)。
その後、XXユニットが行うべき次の動作がある場合(S32でYes)、XXユニット宛の電力供給トリガの取得の確認(S10)に移行する。
なお、電力供給オフ判断処理(S20)において、当該電力供給をオフにしないと判断された場合(S30でNo)も、XXユニット宛の電力供給トリガの取得の確認(S10)に移行する。
ここで、当該電力供給をオフにしないと判断された場合(S30でNo)は、XXユニットの動力部の駆動のための電力供給はオンのまま維持されている。そのため、この場合に、S11でXXユニットに送信される電力供給トリガはXXユニットにおいて無視される。従って、当該電力供給をオフにしないと判断された場合(S30でNo)には、メイン制御ユニット110は、S10およびS11の処理を省略し、XXユニット宛の動作開始トリガの取得の確認(S12)に移行してもよい。
図9は、実施の形態1における電力供給オフ判断処理の流れの一例を示すフロー図である。
電力供給オフ判断部114は、まず、電力供給オフ判断処理の開始の時点で、XXユニット宛の次の電力供給トリガが取得されていないかを確認する(S21)。つまり、この時点で、XXユニット宛の次の電力供給トリガが取得されている場合、判断するまでもなく、電力供給のオンは維持されるべきである。従って、電力供給オフ判断処理の開始の時点で、XXユニット宛の次の電力供給トリガが取得されている場合(S21でYes)、電力供給オフ判断部114はXXユニットについての電力供給をオンのまま維持すると決定する。
また、XXユニット宛の次の電力供給トリガが取得されていない場合(S21でNo)、電力供給オフ判断部114は、動作時間管理部115から、停止時間情報として、次の動作開始までの時間Tnを取得する(S22)。また、動作時間管理部115から、XXユニットにおける電力復旧の所要時間Tsと、電力供給の停止の所要時間Tcとを取得する(S23)。
電力供給オフ判断部114はさらに、TnとTc+Tsとを比較する。その結果、Tn>Tc+Tsである場合(S24でYes)、電力供給をオフにすると決定する(S25)。
また、Tn>Tc+Tsではない場合(S24でNo)、電力供給オフ判断部114は、電力供給のオンを維持すると決定する(S26)。
なお、電力供給オフ判断部114による電力供給オフ判断処理(図9に示す一連の処理、図8のS20に相当)の流れを明確に説明する便宜上、図8において、電力供給オフ判断処理(S20)は、動作終了通知の取得の確認(S14でYes)の後に開始するよう図示されている。
しかしながら、電力供給オフ指令の送信(S31)が、動作終了通知の取得確認(S14)の後に行われるのであれば、電力供給オフ判断処理(S20)は、動作終了通知の取得の確認(S14でYes)の前に開始されていてもよい。
次に、上記の一連の処理を行うメイン制御ユニット110と通信するXXユニットが行う処理、つまり、搬送ユニット120、部品供給ユニット140、および実装ユニット160のそれぞれが行う処理の流れを図10および図11を用いて詳細に説明する。
図10は、実施の形態1における各ユニットが行う処理の流れの一例を示すフロー図である。図10を用いて、XXユニットとしての搬送ユニット120の処理の流れの一例を説明する。なお、部品供給ユニット140、および実装ユニット160のそれぞれも、図10および図11に示す処理を行う。
まず電力供給トリガ取得部122が、搬送ユニット120宛の電力供給トリガを取得すると(S40でYes)、電力供給制御部127にその旨の通知を行う。電力供給制御部127は、当該通知を受け取ると、第一動力部135への電力供給をオンにする(S41)。
なお、この時点で、第一動力部135への電力供給がオンのまま維持されている場合は、当該処理(S41)は省略される。
また、動作開始トリガ取得部123は、搬送ユニット120宛の動作開始トリガを取得すると(S42でYes)、動作制御部128にその旨の通知を行う。動作制御部128は、当該通知を受け取ると、第一動力部135が動作可能な安定的な状態にまで、電力が復旧しているかを確認する(S43)。
電力が復旧している場合(S43でYes)、動作制御部128は、第一動力部135に動作を開始させる(S44)。
なお、上述のように、第一動力部135が動作を開始すべきタイミングよりも電力復旧の所要時間だけ前に、電力供給が開始するように、搬送ユニット120宛の電力供給トリガは送信される。そのため原則として、S43の処理では、第一動力部135が動作可能な安定的な状態にまで電力が復旧していることが確認される。
また、例えば、上述のように消費電力の削減が優先されている場合、つまり、Tnが長めの時間に設定されている場合、第一動力部135の実際の停止時間が当該Tnよりも短い場合が想定される。この場合、動作開始トリガ取得部123が動作開始トリガを取得した時点では、電力が完全に復旧していないことが考えられる。しかし、このような場合であっても電力の復旧の確認処理(S43)が行われるため、電力の復旧の完了(S43でYes)を待って、第一動力部135の動作が適切に開始される。
その後、S44で開始された動作が終了すると(S45)、動作終了通知送信部129は、メイン制御ユニット110に、当該動作が終了したことを示す動作終了通知を送信する(S46)。
その後、図9に示す電力供給オフ判断処理がメイン制御ユニット110で実行される。その結果、電力供給オフ指令取得部126が、メイン制御ユニット110から電力供給オフ指令を取得した場合(S47でYes)、電力供給制御部127にその旨の通知を行う。
電力供給制御部127は、当該通知を受け取ると、第一動力部135への電力供給をオフにする(S48)。
その後、搬送ユニット120が行うべき次の動作(例えば、新たな基板の搬入)がある場合(S49でYes)、搬送ユニット120宛の電力供給トリガを取得したか否かの確認(S40)に移行する。
つまり、メイン制御ユニット110からの電力供給オフ指令により、第一動力部135の駆動のための電力供給が停止された場合であっても、次の動作のための電力供給トリガにより、電力供給は復活する。これにより搬送ユニット120は、当該次の動作を適切なタイミングで開始することができる。
図11は、実施の形態1における各ユニットが他のユニットに対する信号を送信する際の処理の流れの一例を示すフロー図である。
なお、図11における“YYユニット”は、図11の処理の主体であるユニットから見た場合の、作業工程における次のユニットを意味する。例えば、搬送ユニット120から見た場合の部品供給ユニット140である。また、実装ユニット160から見た場合の搬送ユニット120である。
図11を用いて、搬送ユニット120が、YYユニットとしての部品供給ユニット140に信号を送信する際の処理の流れの一例を説明する。
電力供給トリガ送信部124は、部品供給ユニット140についての電力供給の開始のタイミングである場合(S50でYes)、部品供給ユニット140宛の電力供給トリガをメイン制御ユニット110に送信する。
また、動作開始トリガ送信部125は、部品供給ユニット140が動作を開始すべきタイミングである場合(S50でYes)、部品供給ユニット140宛の動作開始トリガをメイン制御ユニット110に送信する。
ここで、部品供給ユニット140が動作を開始すべきタイミングとは、例えば、搬送ユニット120が搬入した基板がステージに到着するタイミングまたはその近傍のタイミングである。また、上述のように、部品供給ユニット140が動作を開始すべきタイミングから、電力復旧の所要時間だけ前のタイミングで部品供給ユニット140の第二動力部155の電力供給が開始するように、部品供給ユニット140宛の電力供給トリガが送信される。
なお、電力供給トリガ送信部124および動作開始トリガ送信部125が、適切なタイミングで部品供給ユニット140宛の電力供給トリガおよび動作開始トリガを送信するための手順は、特定のものに限定されない。
例えば、第一制御部121による処理を実現するCPUによって実行される制御プログラムに規定される、搬送ユニット120の動作シーケンスに電力供給トリガおよび動作開始トリガの送信タイミングが埋め込まれていてもよい。
搬送ユニット120は、部品供給ユニット140が行うべき次の動作がある場合、例えば、搬送ユニット120が新たな基板を搬入した場合(S54でYes)、部品供給ユニット140についての電力供給の開始のタイミングであるかの確認(S50)に移行する。
以上説明したように、実施の形態1における部品実装機100は、協調して動作の開始と停止とを繰り返すことで部品実装基板を生産する搬送ユニット120、部品供給ユニット140および実装ユニット160それぞれについて、動作の停止中に電力供給を停止すべきかを判断する。
また、この判断には、各ユニットの動作の停止時間が考慮される。従って、生産効率を低下させずに、部品実装機100の消費電力量を削減することができる。
つまり、部品実装機100が正常動作を継続している場合であっても、部品実装基板の生産を行う複数のユニットのうち、1サイクルの作業中における停止時間の割合が高いユニットについては、動作の停止中の電力供給はオフにされる。従って、消費電力量の削減量は向上する。
また、各ユニットは電力供給が停止された場合であっても、次の動作のための電力供給トリガを受信するため、電力は復旧し、次の動作は的確に実行される。具体的には、次の動作を開始すべきタイミングより電力復旧の所要時間だけ前のタイミングで電力供給が開始される。そのため、次の動作を開始すべきタイミングで即座に当該次の動作を開始することができる。
(実施の形態2)
実施の形態2として、各ユニットが自ユニットの部品実装動作のための電力供給を停止するか否かの判断を行う部品実装機について説明する。
図12は、実施の形態2の部品実装機101における制御信号の流れを示すブロック図である。
なお、実施の形態2における部品実装機101は、本発明の生産システムの第二の例であり、かつ、本発明の電力制御方法を実行する生産システムの第二の例である。
部品実装機101は、搬送ユニット120、部品供給ユニット140、および実装ユニット160を備える。
これら実施の形態2における各ユニットの部品実装に係る動作内容は、実施の形態1における各ユニットと同じである。
つまり、図12に示すように、前工程から搬入される基板に対し、搬送ユニット120、部品供給ユニット140、および実装ユニット160の順に所定の動作を行い、1サイクルの作業が完了する。
また、この1サイクルの作業を実行するにあたり、作業工程における先のユニットから、作業工程における後のユニットを宛先とする電力供給トリガおよび動作開始トリガが送信される。
ここで、図12と図3とを比較して分かるように、実施の形態2における部品実装機101では、実施の形態1における部品実装機100とは異なり、各ユニットは電力供給オフ指令を外部から受信しない。
これは、各ユニットの制御部(121、141、161)が、自ユニットが有する動力部(135、155、175)への電力供給をオフにするか否かを判断する機能を有するからである。
図13は、実施の形態2における搬送ユニット120の主要な機能構成を示すブロック図である。
なお、実施の形態2における部品供給ユニット140および実装ユニット160のそれぞれは、実施の形態2における搬送ユニット120と同様の機能構成を有し、自ユニットについての電力供給オフ判断処理を行うことができる。そのため、これら3つのユニットを代表して、実施の形態2における搬送ユニット120の機能構成を説明し、他の2つのユニットの機能構成の図示および説明は省略する。
図13に示すように、実施の形態2における搬送ユニット120は、実施の形態1における搬送ユニット120が有する機能構成から、電力供給オフ指令取得部126と、動作終了通知送信部129が省略され、かつ、動作時間管理部131と、電力供給オフ判断部132が追加された構成である。
動作時間管理部131は、搬送ユニット120が行う動作の終了から次の動作の開始までの時間を示す停止時間情報、電力供給の停止の所用時間、および電力復旧の所要時間を取得し保持している。
電力供給オフ判断部132は、動作時間管理部131が保持している停止時間情報に基づいて、搬送ユニット120についての電力供給、つまり、第一動力部135の駆動のための電力供給をオフにするか否かを判断する。具体的な判断の手法については、実施の形態1と同じである。
つまり、電力供給オフ判断部132は、電力供給の停止の所要時間Tcと電力復旧の所要時間Tsとの和(Tc+Ts)と、停止時間情報に示される動作の停止時間Tnとを比較する。その結果、TnがTc+Tsよりも長い場合、当該電力供給をオフにすると判断する。
電力供給オフ判断部132により電力供給をオフにすると判断された場合、電力供給制御部127は、当該判断結果に従い、第一動力部135への電力供給をオフにする。
その後、電力供給トリガ取得部122は、前工程または実装ユニット160から送信される、次の動作のための電力供給トリガを受信する。これにより、電力供給制御部127は、第一動力部135への電力供給をオンにする。そのため、電力は復旧し、次の動作は的確に実行される。
また、実施の形態1と同じく、次の動作を開始すべきタイミングより電力復旧の所要時間だけ前のタイミングで電力供給が開始されるように、次の動作のための電力供給トリガは送信される。そのため、次の動作を開始すべきタイミングで即座に当該次の動作を開始することができる。
このように、実施の形態2における部品実装機101では、協調して部品実装基板を生産する複数のユニットのそれぞれが、電力供給オフ判断部132を備える。これにより、各ユニットは、生産効率を低下させない範囲で、動作の停止中の電力供給をオフにすることができる。つまり、電力供給をオフにした場合であっても、次の動作は、開始すべきタイミングで開始することができる。
従って、実施の形態2における部品実装機101は、実施の形態1における部品実装機100と同じく、生産効率を低下させずに消費電力量を削減することができる。
なお、各ユニットは、それぞれ動作時間管理部131を備えなくてもよい。この場合、例えば、ユニットごとの停止時間情報ならびに電力の停止および復旧の所要時間を示す情報を、コンピュータ等の外部の装置と通信することで取得してもよい。
(実施の形態3)
実施の形態3として、複数の部品実装機を備える部品実装基板生産システムについての説明を行う。
図14は、実施の形態3の部品実装基板生産システム1000における制御信号の流れを示すブロック図である。
なお、実施の形態3における部品実装基板生産システム1000は、本発明の生産システムの第三の例であり、かつ、本発明の電力制御方法を実行する生産システムの第三の例である。
部品実装基板生産システム1000は、協調して動作の開始と停止とを繰り返すことで部品実装基板を生産する、第一部品実装機1100、第二部品実装機1200、および第三部品実装機1300を備える。
なお、これら部品実装機(1100、1200、1300)のうちのいずれか二つが本発明の電力供給制御方法における第一ユニットおよび第二ユニットの一例である。例えば、第一部品実装機1100を第一ユニットとした場合、第二部品実装機1200は、第二ユニットとして動作する。
部品実装基板生産システム1000では、第一部品実装機1100、第二部品実装機1200、および第三部品実装機1300の順に基板に対する部品実装作業を行う。つまり、これら部品実装機による1サイクル分の作業により、1枚の基板に対して部品実装基板生産システム1000で行われるべき部品実装作業が完了する。
このように、部品実装基板生産システム1000は、部品実装基板を生産するための生産ラインの一種である。
なお、第一部品実装機1100、第二部品実装機1200、および第三部品実装機1300のそれぞれを、以下「各部品実装機」という。
第一部品実装機1100は、制御部1110と動力部1135とを備える。第二部品実装機1200は、制御部1210と動力部1235とを備える。第三部品実装機1300は、制御部1310と動力部1335とを備える。
各部品実装機において、動力部(1135、1235、1335)は、制御部(1110、1210、1310)の制御の下で、基板の搬送、部品の供給および部品の基板への実装を行うための機構を有している。
また、部品実装基板生産システム1000では、図14に示すように、上流から下流にかけて、順次、電力供給トリガと動作開始トリガとが送信されている。
なお、部品実装基板生産システム1000においても、実施の形態1で説明したように、上流から下流にかけて電力供給トリガと動作開始トリガとが実際に送信されなくてもよい。例えば、各部品実装機は、自機に搬入される基板を検出することで、電力供給トリガと動作開始トリガとを取得してもよい。また、例えば、各部品実装機のそれぞれが、作業工程で先に動作する部品実装機等の動作状況を検出することで、電力供給トリガと動作開始トリガとを取得してもよい。いずれの場合であっても、各部品実装機は、先に動作する部品実装機の動作状況に応じて取得される信号に従うことで、適切なタイミングで、自機の動作部への電力供給の開始と動作の開始指示とを行うことができる。
例えば、第一部品実装機1100において、制御部1110は、例えば前工程から送信される電力供給トリガを受信すると動力部1135への電力供給をオンにする。また、その後に送信される動作開始トリガを受信すると、動力部1135による1枚の基板に対する部品実装のための動作を開始させる。
その後、動力部1135による当該動作が完了すると、当該基板を搬出するとともに、下流の第二部品実装機1200に、電力供給トリガと動作開始トリガとを送信する。
また、実施の形態1および2と同じく、第二部品実装機1200が動作を開始すべきタイミングよりも電力復旧の所要時間だけ前のタイミングに、第二部品実装機1200における部品実装のための電力供給が開始されるように、第二部品実装機1200宛の電力供給トリガが送信される。
また、第二部品実装機1200も、第一部品実装機1100と同様に、第三部品実装機1300に、電力供給トリガと動作開始トリガとを送信する。
また、各部品実装機の制御部(1110、1210、1310)は、実施の形態2における、各ユニットの制御部(121、141、161)と同じく、自機が部品実装動作を行うための電力供給をオフにするか否かを判断する機能、つまり、自機についての電力供給オフ判断処理を実行する機能を有している。
図15は、実施の形態3における第一部品実装機1100の主要な機能構成を示すブロック図である。
なお、実施の形態3における第二部品実装機1200および第三部品実装機1300のそれぞれは、第一部品実装機1100と同様の機能構成を有し、自機についての電力供給オフ判断処理を行うことができる。そのため、これら3つの部品実装機を代表して、実施の形態3における第一部品実装機1100の機能構成を説明し、他の2つの部品実装機の機能構成の図示および説明は省略する。
図15に示すように、第一部品実装機1100は、電力供給トリガ取得部1122と、動作開始トリガ取得部1123と、電力供給トリガ送信部1124と、動作開始トリガ送信部1125と、電力供給制御部1127と、動作制御部1128と、動作時間管理部1131と、電力供給オフ判断部1132とを有する。
動作時間管理部1131は、第一部品実装機1100が行う動作の終了から次の動作の開始までの時間を示す停止時間情報ならびに電力の停止および復旧の所要時間を取得し保持している。例えば、停止時間情報として、1枚の基板の搬出から次の基板の搬入までの時間を示す情報が保持されている。
なお、停止時間情報ならびに電力の停止および復旧の所要時間は、実施の形態1と同様に、過去の第一部品実装機1100の動作実績、または、数値計算等により取得され保持されている。
電力供給オフ判断部1132は、動作時間管理部1131が保持している停止時間情報に基づいて、第一部品実装機1100についての電力供給、つまり、動力部1135の駆動のための電力供給をオフにするか否かを判断する。具体的な判断の手法については、実施の形態1および2と同じである。
つまり、電力供給オフ判断部1132は、電力供給の停止の所要時間Tcと、電力復旧の所要時間Tsとの和(Tc+Ts)と、停止時間情報に示される動作の停止時間Tnとを比較する。その結果、TnがTc+Tsよりも長い場合、当該電力供給をオフにすると判断する。
つまり、実施の形態3における第一部品実装機1100では、実施の形態2における各ユニットと同様に、協調して部品実装基板を生産する複数のユニット(本実施の形態においては複数の部品実装機)のそれぞれが、電力供給オフ判断部1132を備える。これにより、各部品実装機は、生産効率を低下させない範囲で、動作の停止中の電力供給をオフにすることができる。
例えば、第一部品実装機1100の処理能力が低い、または、第一部品実装機1100で処理すべき作業量が多い場合など、第二部品実装機1200において、ある基板を搬出してから、次の基板が搬入されるまでに比較的長い待ち時間が生じる場合がある。
このような場合、第二部品実装機1200は、この待ち時間と、電力の停止および復旧の所要時間とを比較することで、生産効率を低下させない範囲で動力部1235の駆動のための電力供給をオフにすることができる。
つまり、第二部品実装機1200は、当該電力供給をオフにした場合であっても、次の基板に対する動作は、開始すべきタイミングで開始することができる。
従って、実施の形態3における部品実装基板生産システム1000は、実施の形態1および2における部品実装機100および部品実装機101と同じく、生産効率を低下させずに消費電力量を削減することができる。
(実施の形態1〜3の補足)
実施の形態1〜3では、あるユニットまたはある部品実装機について、電力供給をオフにすると判断された場合、当該ユニットまたは当該部品実装機の動力部全体に対する電力供給がオフされている。
しかしながら、当該ユニットまたは当該部品実装機の動力部の一部のみに対する電力供給をオフにしてもよい。つまり、電力供給をオフにすると判断された場合であっても、当該ユニットまたは当該部品実装機が行うべき動作の一部を担う構成要素への電力供給をオンのままに維持してもよい。
以下、実施の形態1における実装ユニット160を例にとり、実装ユニット160の動作のための電力供給をオフにすると判断された場合に、実装ユニット160の動作の一部を担う構成要素への電力供給をオンのままに維持する処理について説明する。
図16は、実施の形態1〜3の補足における実装ユニット160の機能構成の一例示すブロック図である。
図16に示すように、実装ユニット160は、第三制御部161と第三動力部175とを備え、第三動力部175は、X方向駆動部176、Y方向駆動部177、Z方向駆動部178、および回転駆動部179を有する。また、第三制御部161は、電力供給制御部167を有する。
X方向駆動部176、Y方向駆動部177、および、Z方向駆動部178のぞれぞれは、具体的には、装着ヘッド165のX軸方向、Y軸方向、およびZ軸方向(XY平面に垂直な方向、図2参照)の移動を駆動するモータ等である。
また、回転駆動部179は、具体的には、装着ヘッド165のZ軸回りの回転を駆動するモータ等である。
これらX方向駆動部176〜回転駆動部179のそれぞれは、実装ユニット160全体としての動作の一部の動作を担うユニットであり、以下、サブユニットともいう。
なお、実装ユニット160が備えるサブユニットは、これらに限られず、例えば、装着ヘッド165が有するノズルの上下動を駆動するモータ等であってもよい。
また、第三制御部161は、図5に示す搬送ユニット120の第一制御部121と同じく、電力供給トリガ取得部等の他の機能構成も有しているが、図16では省略されている。
このような構成を有する実装ユニット160は、例えばメイン制御ユニット110から電力供給オフ指令を受信した場合、一部のサブユニットについては電力供給をオフにせず、電力供給をオンのまま維持する。
このようなサブユニットごとの電力供給のオンオフ制御は、例えば、複数のサブユニットそれぞれの電力供給の停止の可否を示すサブユニット情報に基づいて行われる。これにより、例えば、簡易かつ的確に、サブユニットごとの電力供給のオンおよびオフが制御される。
図17は、図16に示す実装ユニット160において参照されるサブユニット情報のデータ構成の一例を示す図である。
図17に示すように、サブユニット情報200には、サブユニットごとの、電力供給の停止の可否を示すフラグが含まれている。具体的には、フラグが“1”であるサブユニットは電力供給の停止が可であり、フラグが“0”であるサブユニットは電力供給の停止が不可である。
例えば、Z方向駆動部178については、電力供給の停止が不可であることがサブユニット情報200に示されている。
Z方向駆動部178への電力供給の停止が不可である要因としては例えば以下の要因が挙げられる。すなわち、Z方向駆動部178への電力供給を停止すると、装着ヘッド165が、例えば自重で降下してしまうなど、電力供給の停止時点の高さ位置を維持できず、無視できないほど当該高さ位置からずれてしまうためである。
この場合、Z方向駆動部178への電力供給を停止してしまうと、例えば、電力供給が再開された際の速やかな正常な動作の開始が保障できない。
そこで、第三制御部161の電力供給制御部167は、このようなサブユニットごとの特性に応じて、一部のサブユニットのみについて電力供給をオフにし、他の一部のサブユニットについては電力供給をオンのまま維持させる。
なお、サブユニット情報200は、実装ユニット160の所定の記憶領域に予め記憶させておいてもよく、または、必要に応じたタイミングで実装ユニット160が他の装置から受信してもよい。
図18は、図16に示す実装ユニット160が行う処理の流れの一例を示すフロー図である。
なお、図18に示す処理フローは、図10に示す処理フローと比較すると、S41aおよびS48aの処理のみが異なるため、ここでは、S41aおよびS48aの処理を中心に説明する。
第三制御部161が、メイン制御ユニット110から電力供給オフ指令を取得した場合(S47でYes)、電力供給制御部167は、サブユニット情報200を参照し、フラグが“1”であるサブユニットについてのみ電力供給をオフにする(S48a)。
つまり、サブユニット情報200が図17に示す内容である場合、X方向駆動部176、Y方向駆動部177、および回転駆動部179への電力供給はオフにされ、Z方向駆動部178への電力供給はオンのまま維持される。
その後、第三制御部161が、メイン制御ユニット110から電力供給トリガを取得した場合(S40)、電力供給制御部167は、フラグが“1”であり、かつ、電力供給がオフにされているサブユニット(本例の場合、X方向駆動部176、Y方向駆動部177、および回転駆動部179)への電力供給をオンにする(S41a)。
このように、生産システムを構成するあるユニットについて、電力供給をオフにすると判断された場合であっても、当該ユニットが有する少なくとも一つのサブユニットに対する電力供給をオンのままに維持してもよい。
これにより、例えば、生産効率の低下を抑制しつつ、消費電力の削減を推し進めることができる。
なお、図16〜図18を用いて、部品実装ユニット160によるサブユニットごとの電力供給のオンオフ制御について説明したが、サブユニットごとの電力供給のオンオフ制御は、他の種類のユニットで実行されてもよい。例えば、搬送ユニット120および部品供給ユニット140が、上述のサブユニットごとの電力供給のオンオフ制御を行ってもよい。
また、例えば、実施の形態3における第一部品実装機1100において、制御部1110は、動力部1135への電力供給をオフにすると判断した場合であっても、サブユニットとしての実装ユニット等への電力供給をオンのまま維持させてもよい。
また、サブユニット情報200は必要に応じて更新されてもよい。これにより、例えばサブユニットそれぞれの動作が改良された場合など、サブユニットごとの機能および能力等に変化が生じた場合であっても、サブユニットごとの適切な電力供給のオンオフ制御が保障される。
また、サブユニットごとの電力供給のオンオフ制御は、サブユニット情報200を参照せずに実行されてもよい。例えば、電力供給の停止が不可であるサブユニット側で、電力供給をオフする指示を無視する仕組みがハードウェアまたはソフトウェアによって実現されてもよい。
つまり、あるユニットが、複数のサブユニットを有する場合であって、当該ユニットの動作のための電力供給を停止すると判断された場合に、少なくとも一つのサブユニットの電力供給を停止し、他の少なくとも一つのサブユニットの電力供給を停止しないという制御が行われてもよい。これにより、生産効率の低下を抑制しつつ、消費電力を削減することができる。
また、あるユニットの動作のための電力供給をオフするか否かの判断(例えば、実施の形態1におけるメイン制御ユニット110が行う判断、または、実施の形態2における第一制御部121〜第三制御部161が行う判断)の時点で、当該ユニットが有する複数のサブユニットごとに、電力供給をオフするか否かの判断を行ってもよい。つまり、電力供給オフ判断処理の対象は、所定の動作を行うユニットの単位であっても、当該所定の動作の一部を担うサブユニットの単位であってもよい。
以上、本発明の電力供給制御方法および生産システムについて、実施の形態1〜3およびこれらの補足に基づいて説明した。しかしながら、本発明は、上記各実施の形態およびこれらの補足に限定されるものではない。本発明の趣旨を逸脱しない限り、当業者が思いつく各種変形を各実施の形態またはこれらの補足に施したもの、あるいは、上記説明された複数の構成要素を組み合わせて構築される形態も、本発明の範囲内に含まれる。
例えば、実施の形態3では、各部品実装機が、自機の部品実装動作のための電力供給をオフにするか否かを判断している。しかし、例えば、各部品実装機についての電力供給オフ判断処理を、各部品実装機の動作を制御するコンピュータ等の外部の制御装置が一括して行ってもよい。
また、実施の形態3における各部品実装機が、それぞれ、実施の形態1における部品実装機100、または、実施の形態2における部品実装機101のように、搬送ユニット120等の個々の要素ごとに、電力供給オフ判断処理を行ってもよい。
つまり、実施の形態3における各部品実装機は、自機の全体としての電力供給のオフの可否を判断するととともに、個々のユニットごとの電力供給のオフの可否を判断してもよい。こうすることで、消費電力量の削減量を向上させることが可能となる。
また、実施の形態1における部品実装機100では、メイン制御ユニット110が、各ユニットの電力供給オフ判断処理を行い、各ユニットの制御部(121、141、161)が、動力部(135、155、175)の動作の制御を行っている。
しかし、例えば、メイン制御ユニット110が、各ユニットの電力供給オフ判断処理に加え、各ユニットの動力部(135、155、175)の動作の制御を行ってもよい。つまり、部品実装機100において、メイン制御ユニット110が、各ユニットの動作の全てを制御してもよい。