JP4856552B2 - カーテン塗工機で紙/板紙を塗工するための方法 - Google Patents
カーテン塗工機で紙/板紙を塗工するための方法 Download PDFInfo
- Publication number
- JP4856552B2 JP4856552B2 JP2006553609A JP2006553609A JP4856552B2 JP 4856552 B2 JP4856552 B2 JP 4856552B2 JP 2006553609 A JP2006553609 A JP 2006553609A JP 2006553609 A JP2006553609 A JP 2006553609A JP 4856552 B2 JP4856552 B2 JP 4856552B2
- Authority
- JP
- Japan
- Prior art keywords
- coating
- coating material
- supply
- thickness
- web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000576 coating method Methods 0.000 title claims description 241
- 239000011248 coating agent Substances 0.000 title claims description 239
- 238000000034 method Methods 0.000 title claims description 34
- 239000000123 paper Substances 0.000 title claims description 13
- 239000011087 paperboard Substances 0.000 title claims description 10
- 239000000463 material Substances 0.000 claims description 116
- 230000001105 regulatory effect Effects 0.000 claims description 34
- 238000004891 communication Methods 0.000 claims description 4
- 238000007766 curtain coating Methods 0.000 claims 5
- 239000010410 layer Substances 0.000 description 85
- 238000005259 measurement Methods 0.000 description 10
- 239000011247 coating layer Substances 0.000 description 9
- 239000002356 single layer Substances 0.000 description 6
- 230000007547 defect Effects 0.000 description 4
- 230000008901 benefit Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 239000012467 final product Substances 0.000 description 2
- 230000033001 locomotion Effects 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000002427 irreversible effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000013049 sediment Substances 0.000 description 1
- 238000004062 sedimentation Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000002459 sustained effect Effects 0.000 description 1
Images


Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H23/00—Processes or apparatus for adding material to the pulp or to the paper
- D21H23/02—Processes or apparatus for adding material to the pulp or to the paper characterised by the manner in which substances are added
- D21H23/22—Addition to the formed paper
- D21H23/46—Pouring or allowing the fluid to flow in a continuous stream on to the surface, the entire stream being carried away by the paper
- D21H23/48—Curtain coaters
Landscapes
- Coating Apparatus (AREA)
- Paper (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
Claims (6)
- カーテン塗工機で紙/板紙を塗工する方法であり、
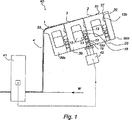
当該方法は、ノズルビームの使用を含み、該ノズルビームは、塗工されるべきウェブに亘って延在する長さを有するよう構成され、且つ、前記カーテン塗工機の長さ方向に延在し且つ供給素子によって塗工材料を備える少なくとも2つの供給室と、該供給室と流れ連絡するノズルスロットとを含むノズルユニットとを含み、前記供給室は、前記カーテン塗工機の長さ方向に延在し、且つ、各供給室から供給され且つ前記ノズルスロットの出口孔からさらに放出される塗工材料も有し、当該方法は、少なくとも2つの塗工材料層から成る塗工の使用を含む方法であって、
前記塗工の全体的厚さ及び横方向プロファイルは、少なくとも1つの塗工材料層の厚さを調節することによって制御され、前記少なくとも1つの塗工材料層は、紙/板紙ウェブの上の前記塗工の総量を決定するために、単独で或いは一緒に、前記塗工の総量の少なくとも40%を提供すること、並びに、前記塗工材料の決定された量は、前記塗工のための所望の全体的厚さ及び横方向プロファイルを達成するために横ウェブ方向にプロファイル化されるときに、前記少なくとも1つの塗工材料層の厚さを規制するための基礎として用いられ、
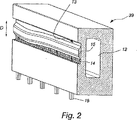
前記少なくとも1つの供給室とそれに関連する前記ノズルスロットとの間で、前記塗工機の長さ方向に延在する少なくとも1つの等化室と、該等化室内に開口する供給孔とを使用することを特徴とする、
方法。 - 規制された塗工材料層の中の前記塗工の量は、前記塗工の総量の50%〜80%を成すことを特徴とする、請求項1に記載の方法。
- 前記少なくとも1つの塗工材料層を規制するために、前記塗工材料の供給をバイパスするステップをさらに含む、請求項1に記載の方法。
- 前記塗工は少なくとも3つの塗工材料層を含む請求項1に記載の方法であって、当該方法は、前記少なくとも1つの塗工材料層を2つの他の塗工材料層の間に配置するステップを含むことを特徴とする方法。
- 前記少なくとも1つの供給室とそれに関連する前記ノズルスロットとの間の流れ連絡は、供給室壁の1つに設けられた孔を用いた方法において達成され、前記塗工材料は、前記孔を通じて前記ノズルスロットに通過可能であること、並びに、前記ノズルユニットは、横方向塗工プロファイルを規制するために、前記供給孔の有効領域を調節し得る素子を備えることを特徴とする、請求項1に記載の方法。
- 少なくとも2つの塗工材料層から成る塗工で紙/板紙を塗工するためのカーテン塗工機であり、
ノズルビームを含み、該ノズルビームは、塗工されるべきウェブに亘って延在する長さを有するよう構成され、且つ、当該カーテン塗工機の長さ方向に延在し且つ供給素子によって塗工材料を備える少なくとも2つの供給室と、該供給室と流れ連絡するノズルスロットとを含むノズルユニットとを含み、前記供給室は、当該カーテン塗工機の長さ方向に延在し、且つ、各供給室から供給され且つ前記ノズルスロットの出口孔からさらに放出される塗工材料も有するカーテン塗工機であって、
紙/板紙ウェブからの塗工の総量を決定するために、繊維状ウェブに関連して配置される測定素子と、少なくとも1つの塗工材料層の厚さを調節するための規制素子とを含み、前記塗工の全体的厚さ及び横方向プロファイルは、少なくとも1つの塗工材料層の厚さを調節することによって制御され、前記少なくとも1つの塗工材料層は、前記塗工のための所望の全体的厚さ及び横方向プロファイルを達成するために、横ウェブ方向においてプロファイル化されるときに、単独で或いは一緒に、前記塗工の総量の少なくとも40%を提供し、前記塗工材料の決定された量は、前記塗工のための所望の全体的厚さ及び横方向プロファイルを達成するために横ウェブ方向にプロファイル化されるときに、前記少なくとも1つの塗工材料層の厚さを規制するための基礎として用いられ、
前記少なくとも1つの供給室とそれに関連する前記ノズルスロットとの間で、前記塗工機の長さ方向に延在する少なくとも1つの等化室と、該等化室内に開口する供給孔とを使用することを特徴とする、
カーテン塗工機。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FI20045056A FI121242B (fi) | 2004-02-25 | 2004-02-25 | Menetelmä ja järjestely paperi-/kartonkirainan päällystämiseksi verhopäällystyslaitteella |
| FI20045056 | 2004-02-25 | ||
| PCT/FI2005/050052 WO2005080682A1 (en) | 2004-02-25 | 2005-02-25 | Method for coating a paper/board web with a curtain coater apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007522931A JP2007522931A (ja) | 2007-08-16 |
| JP4856552B2 true JP4856552B2 (ja) | 2012-01-18 |
Family
ID=31725822
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006553609A Expired - Fee Related JP4856552B2 (ja) | 2004-02-25 | 2005-02-25 | カーテン塗工機で紙/板紙を塗工するための方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP4856552B2 (ja) |
| CH (1) | CH701934B1 (ja) |
| DE (1) | DE112005000426B4 (ja) |
| FI (1) | FI121242B (ja) |
| WO (1) | WO2005080682A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI119444B (fi) | 2003-09-10 | 2008-11-14 | Metso Paper Inc | Paperi-/kartonkirainan päällystyslaite |
| FI115655B (fi) * | 2004-02-25 | 2005-06-15 | Metso Paper Inc | Menetelmä paperi-/kartonkirainan päällystämiseksi |
| JP5282284B2 (ja) * | 2008-04-25 | 2013-09-04 | ボイス パテント ゲーエムベーハー | カーテンコータ |
| DE202008013874U1 (de) | 2008-10-20 | 2009-01-08 | Metso Paper, Inc. | Vorrichtung zum Auftragen von flüssigem oder pastösem Aufnahmemedium auf eine laufende Materialbahn |
| DE202008015982U1 (de) | 2008-12-03 | 2009-02-26 | Metso Paper, Inc. | Vorrichtung zum Auftragen von flüssigem oder pastösem Aufnahmemedium auf eine laufende Materialbahn |
| JPWO2011145172A1 (ja) | 2010-05-18 | 2013-07-22 | フォイト パテント ゲゼルシャフト ミット ベシュレンクテル ハフツングVOITH PATENT GmbH | Dfコータ用ヘッド |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05104062A (ja) * | 1991-07-05 | 1993-04-27 | Mitsubishi Paper Mills Ltd | 塗被紙の製造方法 |
| JPH06142590A (ja) * | 1992-11-04 | 1994-05-24 | Konica Corp | 塗布装置 |
| JPH07204561A (ja) * | 1994-01-19 | 1995-08-08 | Mitsubishi Heavy Ind Ltd | スリットノズル塗装装置 |
| JPH07265774A (ja) * | 1994-03-31 | 1995-10-17 | Mitsubishi Paper Mills Ltd | 樹脂塗工機の樹脂量プロファイルの制御装置及び塗工方法 |
| JPH09253554A (ja) * | 1996-03-27 | 1997-09-30 | Mitsubishi Paper Mills Ltd | カーテン塗布方法およびその装置 |
| JPH11262716A (ja) * | 1998-01-28 | 1999-09-28 | Voith Sulzer Papiertechnik Patent Gmbh | インキカ―テン塗布装置 |
| JP2002274020A (ja) * | 2001-03-21 | 2002-09-25 | Konica Corp | インクジェット記録用紙の製造方法及び塗布方法 |
| WO2002084029A2 (en) * | 2001-04-14 | 2002-10-24 | Dow Global Technologies Inc. | Process for making multilayer coated paper or paperboard |
| JP2004025002A (ja) * | 2002-06-25 | 2004-01-29 | Toppan Printing Co Ltd | 塗布装置および方法 |
| JP2004154773A (ja) * | 2002-10-15 | 2004-06-03 | Dow Global Technologies Inc | 被覆基材の製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3508947A (en) * | 1968-06-03 | 1970-04-28 | Eastman Kodak Co | Method for simultaneously applying a plurality of coated layers by forming a stable multilayer free-falling vertical curtain |
| DE10057733A1 (de) * | 2000-11-22 | 2002-05-23 | Voith Paper Patent Gmbh | Vorhang-Auftragsvorrichtung |
-
2004
- 2004-02-25 FI FI20045056A patent/FI121242B/fi not_active IP Right Cessation
-
2005
- 2005-02-25 CH CH01356/06A patent/CH701934B1/de not_active IP Right Cessation
- 2005-02-25 DE DE112005000426T patent/DE112005000426B4/de not_active Expired - Fee Related
- 2005-02-25 JP JP2006553609A patent/JP4856552B2/ja not_active Expired - Fee Related
- 2005-02-25 WO PCT/FI2005/050052 patent/WO2005080682A1/en not_active Ceased
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05104062A (ja) * | 1991-07-05 | 1993-04-27 | Mitsubishi Paper Mills Ltd | 塗被紙の製造方法 |
| JPH06142590A (ja) * | 1992-11-04 | 1994-05-24 | Konica Corp | 塗布装置 |
| JPH07204561A (ja) * | 1994-01-19 | 1995-08-08 | Mitsubishi Heavy Ind Ltd | スリットノズル塗装装置 |
| JPH07265774A (ja) * | 1994-03-31 | 1995-10-17 | Mitsubishi Paper Mills Ltd | 樹脂塗工機の樹脂量プロファイルの制御装置及び塗工方法 |
| JPH09253554A (ja) * | 1996-03-27 | 1997-09-30 | Mitsubishi Paper Mills Ltd | カーテン塗布方法およびその装置 |
| JPH11262716A (ja) * | 1998-01-28 | 1999-09-28 | Voith Sulzer Papiertechnik Patent Gmbh | インキカ―テン塗布装置 |
| JP2002274020A (ja) * | 2001-03-21 | 2002-09-25 | Konica Corp | インクジェット記録用紙の製造方法及び塗布方法 |
| WO2002084029A2 (en) * | 2001-04-14 | 2002-10-24 | Dow Global Technologies Inc. | Process for making multilayer coated paper or paperboard |
| JP2004527669A (ja) * | 2001-04-14 | 2004-09-09 | ダウ グローバル テクノロジーズ インコーポレイティド | 多層塗工紙又は多層塗工板紙の製造方法 |
| JP2004025002A (ja) * | 2002-06-25 | 2004-01-29 | Toppan Printing Co Ltd | 塗布装置および方法 |
| JP2004154773A (ja) * | 2002-10-15 | 2004-06-03 | Dow Global Technologies Inc | 被覆基材の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE112005000426T5 (de) | 2007-01-11 |
| CH701934B1 (de) | 2011-04-15 |
| FI20045056L (fi) | 2005-08-26 |
| FI20045056A0 (fi) | 2004-02-25 |
| JP2007522931A (ja) | 2007-08-16 |
| WO2005080682A1 (en) | 2005-09-01 |
| FI121242B (fi) | 2010-08-31 |
| DE112005000426B4 (de) | 2013-02-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2492641C (en) | A cigarette paper | |
| JP4856552B2 (ja) | カーテン塗工機で紙/板紙を塗工するための方法 | |
| US7972658B2 (en) | Control of a coating process | |
| JP4681005B2 (ja) | スライド送りカーテン塗工機の塗布幅を調整する装置 | |
| FI118926B (fi) | Paperi-/kartonkirainan verhopäällystyslaite | |
| JP4937480B2 (ja) | ヘッドボックス制御のための方法 | |
| US6162331A (en) | Apparatus and process for controlling or regulating a web property profile | |
| US7694646B2 (en) | Paper/board web coating apparatus | |
| US6536443B1 (en) | Apparatus for regulating the breaking length ratio of a manufactured paper web | |
| US6993408B2 (en) | Method for the control of quality in a paper web | |
| JP2007523271A (ja) | 紙/板紙を塗工するための方法 | |
| WO2005024133A1 (en) | Arrangement in a nozzle beam for a fibrous web coating apparatus | |
| JP2006263590A (ja) | 塗布ダイ、塗工装置および塗工方法 | |
| JP4913510B2 (ja) | シミュレーション方法、繊維配向制御方法、及び繊維配向制御装置 | |
| JP3137217U (ja) | 平面から供給するカーテンコーティング装置の塗工幅の調節装置 | |
| CA2102374A1 (en) | Method of making paper | |
| EP2276886A2 (de) | Vorrichtung zur online-steuerung und/oder - regelung eines faserorientierungsquerprofils | |
| FI119113B (fi) | Säätömenetelmä ja -järjestelmä kuiturainan konesuuntaisen paksuuden säätämiseksi | |
| EP2017383A2 (de) | Vorrichtung zur Herstellung einer Faserstoffbahn | |
| WO2007110474A1 (en) | Method and arrangement for controlling coat weight in coating a fibre web |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090623 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090707 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091006 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20091014 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091104 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20091111 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110125 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110425 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111018 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111028 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141104 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |