JP4856375B2 - Vリブドベルト - Google Patents
Vリブドベルト Download PDFInfo
- Publication number
- JP4856375B2 JP4856375B2 JP2004379133A JP2004379133A JP4856375B2 JP 4856375 B2 JP4856375 B2 JP 4856375B2 JP 2004379133 A JP2004379133 A JP 2004379133A JP 2004379133 A JP2004379133 A JP 2004379133A JP 4856375 B2 JP4856375 B2 JP 4856375B2
- Authority
- JP
- Japan
- Prior art keywords
- belt
- rubber
- ribbed belt
- weight
- parts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Description
更にゴムとしてエチレン・α−オレフィンを選択することで、優れた耐オゾン性、耐熱性、耐寒性を有しているとともに比較的に安価で、脱ハロゲンという要求を満たすVリブドベルトとすることができる。
表1の配合に従いゴム組成物を調製し、カレンダーロールにて厚み1.0mmに圧延したゴムシートを作製した。このゴムシートを165°Cで30分間加硫し、得られた加硫ゴムの物性を測定した。JIS K6253に従い硬度(JIS−A)を、JIS K6251に従い切断時の伸びEB(%)を、100%伸張時の応力M100(MPa)を測定した。尚、表中のCMDとは列理直角を意味する。

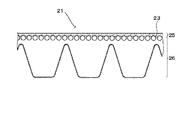
2 伸張部
3 心線
4 接着部
5 カバー帆布
6 圧縮部
Claims (2)
- 伸張部とベルト周方向に延びるリブを形成した圧縮部を有し、ベルト長手方向に沿って心線を埋設したVリブドベルトであって、圧縮部が、ゴム100重量部に対して(イ)窒素吸着比表面積が70〜160m 2 /gかつジブチルフタレート吸油量が100〜150cm 3 /100gのカーボンブラックを20〜60重量部、(ロ)窒素吸着比表面積が10〜70m 2 /g未満かつジブチルフタレート吸油量が30〜100cm 3 /100g未満のカーボンブラックを15〜55重量部の割合で含有するゴム組成物で構成されることを特徴とするVリブドベルト。
- ゴムがエチレン・α−オレフィンゴムである請求項1記載のVリブドベルト。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004379133A JP4856375B2 (ja) | 2004-12-28 | 2004-12-28 | Vリブドベルト |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004379133A JP4856375B2 (ja) | 2004-12-28 | 2004-12-28 | Vリブドベルト |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006183805A JP2006183805A (ja) | 2006-07-13 |
| JP2006183805A5 JP2006183805A5 (ja) | 2008-02-21 |
| JP4856375B2 true JP4856375B2 (ja) | 2012-01-18 |
Family
ID=36737054
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004379133A Active JP4856375B2 (ja) | 2004-12-28 | 2004-12-28 | Vリブドベルト |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4856375B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008078700A1 (ja) | 2006-12-22 | 2008-07-03 | Bando Chemical Industries, Ltd. | 伝動ベルト用ゴム組成物及び伝動ベルト |
| JP5179464B2 (ja) * | 2007-02-23 | 2013-04-10 | ゲイツ・ユニッタ・アジア株式会社 | 摩擦伝動ベルト |
| WO2008102459A1 (ja) | 2007-02-23 | 2008-08-28 | Gates Unitta Asia Company | 摩擦伝動ベルト |
| JP5291901B2 (ja) | 2007-07-27 | 2013-09-18 | バンドー化学株式会社 | 摩擦伝動ベルト及びそれを用いた自動車の補機駆動ベルト伝動装置 |
| JP5945562B2 (ja) * | 2013-03-28 | 2016-07-05 | 三ツ星ベルト株式会社 | 伝動用ベルト及びベルト変速装置 |
| JP5907211B2 (ja) * | 2014-05-26 | 2016-04-26 | 横浜ゴム株式会社 | ゴム組成物及びこれを用いるコンベヤベルト |
| EP3483210A4 (en) * | 2016-07-11 | 2019-08-28 | Bridgestone Corporation | RUBBER COMPOSITION, CONVEYOR BELT AND BELT CONVEYOR |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4414673B2 (ja) * | 2003-04-25 | 2010-02-10 | バンドー化学株式会社 | 摩擦伝動ベルト |
| JP2004347108A (ja) * | 2003-04-28 | 2004-12-09 | Mitsuboshi Belting Ltd | ローエッジvベルト |
-
2004
- 2004-12-28 JP JP2004379133A patent/JP4856375B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006183805A (ja) | 2006-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4672603B2 (ja) | 摩擦伝動ベルト | |
| JP4745789B2 (ja) | Vリブドベルト及びvリブドベルトの製造方法 | |
| JP4861029B2 (ja) | 摩擦伝動ベルト | |
| JP2009156467A (ja) | 動力伝動ベルト | |
| JP4856375B2 (ja) | Vリブドベルト | |
| JP2006234089A (ja) | 摩擦伝動ベルト用ゴム組成物及び摩擦伝動ベルト | |
| JP2008304053A (ja) | 摩擦伝動ベルト | |
| JP4808081B2 (ja) | ベルト伝動装置 | |
| JP2008157445A (ja) | 摩擦伝動ベルト及びその製造方法 | |
| JP2008082538A (ja) | 動力伝動ベルト及び動力伝動ベルトの製造方法 | |
| JP2006266494A (ja) | Vリブドベルト | |
| JP2007262147A (ja) | ゴム組成物及び伝動ベルト | |
| JP6746818B1 (ja) | Vリブドベルトとその製造方法、およびゴム組成物 | |
| JP2007198468A (ja) | 摩擦伝動ベルト | |
| JP2007092880A (ja) | 伝動ベルト | |
| JP2007298162A (ja) | 摩擦伝動ベルト | |
| JP2006124484A (ja) | エチレン・α−オレフィンゴム組成物と繊維との接着体の製造方法及び動力伝動ベルト | |
| JP5416566B2 (ja) | 摩擦伝動ベルト | |
| JP2007120752A (ja) | 摩擦伝動ベルト及びその製造方法 | |
| JP2006064015A (ja) | 摩擦伝動ベルト及び摩擦伝動ベルトの製造方法 | |
| JP2006258114A (ja) | 摩擦伝動ベルト | |
| JP2006077785A (ja) | 動力伝動ベルト | |
| JP2006275070A (ja) | Vリブドベルト | |
| JP2007118218A (ja) | 摩擦伝動ベルトの製造方法 | |
| JP4624753B2 (ja) | Vリブドベルト |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071228 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071228 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101028 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20101207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110607 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110613 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111025 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111028 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141104 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4856375 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |