JP4775005B2 - 搬送物の搬送方法、搬送物の搬送プログラム、搬送装置の位置調整装置及びicハンドラー - Google Patents
搬送物の搬送方法、搬送物の搬送プログラム、搬送装置の位置調整装置及びicハンドラー Download PDFInfo
- Publication number
- JP4775005B2 JP4775005B2 JP2006017774A JP2006017774A JP4775005B2 JP 4775005 B2 JP4775005 B2 JP 4775005B2 JP 2006017774 A JP2006017774 A JP 2006017774A JP 2006017774 A JP2006017774 A JP 2006017774A JP 4775005 B2 JP4775005 B2 JP 4775005B2
- Authority
- JP
- Japan
- Prior art keywords
- gripping member
- center position
- electronic component
- supply unit
- gripping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images














Description
しかしながら、上記特許文献1においては、把持部材の中心位置を求めるだけであって、吸着把持する電子部品との相対位置関係は考慮されていない。従って、把持部材は所定の移動先に移動させることができるが、把持部材の中心位置と電子部品の中心位置が一致した状態で、把持部材が電子部品を吸着把持しているとは限らない。同様に、吸着把持した電子部品を、移動先のポケットまたはテストソケットに配置できるとは限らない。
また、第1方向及び該第1方向に対して直交する第2方向に移動可能に支持されたハン
ドの把持部材を供給部の把持位置に移動させ、前記供給部に配置された直方体形状の搬送物の一側面が前記第1方向及び前記第2方向と互いに平行となるように該搬送物を前記把持部材にて把持し、把持された前記搬送物を受入部に配置する搬送装置における搬送物の搬送方法として、予め、前記供給部に配置されたテスト用の搬送物を前記把持部材にて把持し、前記第1方向及び前記第2方向に出射されるライン状のライン光によって、前記テスト用の搬送物における前記第1方向及び前記第2方向の中心位置と、同テスト用の搬送物を把持した状態の前記把持部材における前記第1方向及び前記第2方向の中心位置とを求め、前記第1方向及び前記第2方向の各々にて前記テスト用の搬送物の前記中心位置と前記把持部材の前記中心位置とのずれ量を求め、前記供給部に配置された搬送物を前記把持部材にて把持する際、前記第1方向及び前記第2方向の各々における前記中心位置間のずれ量に基づいて、前記供給部における前記把持部材の把持位置を前記第1方向及び前記第2方向の各々にて補正して、前記第1方向及び前記第2方向の各々にて前記把持部材の中心位置と前記搬送物の中心位置とを一致させた状態で、前記供給部に配置された搬送物を前記把持部材にて把持するようにした。加えて、当該把持された搬送物を前記受入部に配置する際、該把持された搬送物が前記受入部と接触しない位置まで前記把持部材を下降させ、当該把持部材から搬送物を落下させることにより前記搬送物を前記受入部に配置するようにした。
そして、予め、前記供給部に配置された搬送物を前記把持部材にて把持するごとに、前記第1方向及び前記第2方向の各々にて前記搬送物の前記中心位置と前記把持部材の前記中心位置とのずれ量を求め、前記供給部に配置された搬送物を前記把持部材にて把持する際、予め求められた複数の前記ずれ量の平均値を用いて前記供給部における前記把持部材の把持位置を補正するようにした。
この場合、前記供給部に配置されたテスト用の搬送物を用いて前記ずれの量を求めることが望ましい。
また、予め、供給部に配置された直方体形状の搬送物を把持部材にて把持するごとに、第1方向及び第2方向の各々にて搬送物の中心位置と把持部材の中心位置とのずれ量を求めておき、次に供給部に配置された搬送物を前記把持部材にて把持する際には、予め求めておいた第1方向及び第2方向の各々における複数のずれの量を統計処理し、該統計処理の結果を用いて供給部における把持部材の把持位置を補正することが望ましい。このようにすれば、搬送物を把持部材で把持するごとに把持位置の変動を吸収することができる。
向に移動可能に支持されたハンドの把持部材を供給部の把持位置に移動させ、前記供給部に配置された直方体形状の搬送物の一側面が前記第1方向及び前記第2方向と互いに平行となるように該搬送物を前記把持部材にて把持し、把持した前記搬送物を受入部に配置する搬送装置における搬送物の搬送をコンピューターに実行させる、搬送物の搬送プログラムとして、予め、前記供給部に配置された搬送物を、前記把持部材にて把持し、前記第1方向及び前記第2方向に出射されるライン状のライン光によって、前記搬送物における前記第1方向及び前記第2方向の中心位置と、前記搬送物を把持した状態の前記把持部材における前記第1方向及び前記第2方向の中心位置とのずれ量を求めるずれ量算出手順と、前記供給部に配置された搬送物を前記把持部材にて把持する際、前記第1方向及び前記第2方向の各々における前記中心位置間のずれ量に基づいて、前記供給部における前記把持部材の把持位置を前記第1方向及び前記第2方向の各々にて補正する位置補正手順と、前記第1方向及び前記第2方向の各々にて前記把持部材の中心位置と前記搬送物の中心位置とを一致させた状態で、前記供給部に配置された前記搬送物を前記把持部材にて把持する把持手順と、当該把持された搬送物を前記受入部に配置する際、該把持された搬送物が前記受入部と接触しない位置まで前記把持部材を下降させ、当該把持部材から搬送物を落下させることにより前記搬送物を前記受入部に配置する配置手順とを、コンピューターに実行させるようにした。
また、第1方向及び該第1方向に対して直交する第2方向に移動可能に支持されたハンドの把持部材を供給部の把持位置に移動させ、前記供給部に配置された直方体形状の搬送物の一側面が前記第1方向及び前記第2方向と互いに平行となるように該搬送物を前記把持部材にて把持し、把持した前記搬送物を受入部に配置する搬送装置における搬送物の搬送をコンピューターに実行させる、搬送物の搬送プログラムとして、予め、前記供給部に配置されたテスト用の搬送物を前記把持部材にて把持し、前記第1方向及び前記第2方向に出射されるライン状のライン光によって、把持された前記テスト用の搬送物における前記第1方向及び前記第2方向の中心位置と、同テスト用の搬送物を把持した状態の前記把持部材における前記第1方向及び前記第2方向の中心位置とを求め、前記第1方向及び前記第2方向の各々にて前記テスト用の搬送物の前記中心位置と前記把持部材の中心位置とのずれ量を求めるずれ量算出手順と、前記供給部に配置された搬送物を前記把持部材にて把持する際、前記第1方向及び前記第2方向の各々における前記中心位置間のずれ量に基づいて、前記供給部における前記把持部材の把持位置を前記第1方向及び前記第2方向の各々にて補正する位置補正手順と、前記第1方向及び前記第2方向の各々にて前記把持部材の中心位置と前記搬送物の中心位置とを一致させた状態で、前記供給部に配置された前記搬送物を前記把持部材にて把持する把持手順と、当該把持された搬送物を前記受入部に配置する際、該把持された搬送物が前記受入部と接触しない位置まで前記把持部材を下降させ、当該把持部材から搬送物を落下させることにより前記搬送物を前記受入部に配置する配置手順とを、コンピューターに実行させるようにした。
そして、前記ずれ量算出手順では、予め、前記供給部に配置された搬送物を前記把持部材にて把持するごとに、前記第1方向及び前記第2方向の各々にて前記搬送物の前記中心位置と前記把持部材の前記中心位置とのずれ量を求め、前記位置補正手順において、前記供給部に配置された搬送物を前記把持部材にて把持する際、予め求められた複数の前記ずれ量の平均値を用いて前記供給部における前記把持部材の把持位置を補正するようにした。
持位置に誤差、すなわち把持された搬送物における前記第1方向及び前記第2方向の中心位置と該搬送物を把持した把持部材における前記第1方向及び前記第2方向の中心位置とのずれが生じても、該ずれの量を求めることにより、コンピューターが、搬送物における前記第1方向及び前記第2方向の中心位置と把持部材における前記第1方向及び前記第2方向の中心とを一致させつつ供給部に配置された直方体形状の搬送物が把持部材によって把持されるように制御することができるようになる。
この場合、供給部に配置された搬送物を把持部材にて把持する際、コンピューターが、供給部に配置されたテスト用の搬送物を用いて前記ずれの量を求めるように制御することが望ましい。
また、ずれ量算出手順において、予め、供給部に配置された直方体形状の搬送物を把持部材にて把持するごとに、第1方向及び第2方向の各々にて搬送物の中心位置と把持部材の中心位置とのずれ量を求め、位置補正手順において、供給部に配置された搬送物を把持部材にて把持する際、予め求められた第1方向及び第2方向の各々における複数のずれ量の平均値を用いて供給部における把持部材の把持位置を補正するように、コンピューターが制御することが望ましい。このような搬送物の搬送プログラムによれば、搬送物を把持部材にて把持するごとに求めておいたずれ量をそれぞれ統計処理することができる。その結果、搬送物を把持部材で把持するごとに把持位置の変動を吸収することができる。
また、供給部に配置された直方体形状の搬送物を搬送し、受入部に配置する搬送装置の位置調整装置であって、第1方向にライン状の第1のライン光を出射する第1光出射手段と、当該第1光出射手段と相対向するように配置され、前記第1のライン光を受光する第1受光手段と、前記第1方向に対して直交する第2方向にライン状の第2のライン光を出射する第2光出射手段と、当該第2光出射手段と相対向するように配置され、前記第2の
ライン光を受光する第2受光手段と、前記第1方向及び前記第2方向に移動可能に構成されて前記供給部に配置された前記搬送物の一側面が前記第1方向及び前記第2方向と互いに平行となるように該搬送物を把持し、落下により該把持した搬送物を前記受入部に配置させる把持部材と、テスト用の搬送物を把持した前記把持部材を前記第1方向及び前記第2方向と直交する第3方向に移動させて、前記把持されたテスト用の搬送物と共に前記把持部材を前記第1のライン光及び前記第2のライン光を通過させる移動手段と、前記第1受光手段からの検出信号に基づいて、前記第1方向における前記通過したテスト用の搬送物の中心位置と前記通過した把持部材の中心位置とを算出し、前記第1方向にて前記搬送物の中心位置と前記把持部材の前記中心位置とのずれを第1方向ずれ量として算出する第1方向ずれ量算出手段と、前記第2受光手段からの検出信号に基づいて、前記第2方向における前記通過したテスト用の搬送物の中心位置と前記通過した把持部材の中心位置とを算出し、前記第2方向にて前記搬送物の中心位置と前記把持部材の前記中心位置とのずれを第2方向ずれ量として算出する第2方向ずれ量算出手段と、前記第1方向ずれ量及び第2方向ずれ量に基づいて、前記供給部における前記把持部材の把持位置の前記第1方向及び前記第2方向の各々における補正値を求める補正値算出手段と、当該求めた補正値に基づいて、前記第3方向から見た前記把持部材の中心位置と前記第3方向から見た前記搬送物の中心位置とを一致させる位置補正手段と、を備えるようにした。
そして、前記第1方向ずれ量算出手段では、予め、前記供給部に配置された搬送物を前記把持部材にて把持するごとに、前記第1方向にて前記搬送物の前記中心位置と前記把持部材の前記中心位置とのずれ量を求め、前記第2方向ずれ量算出手段では、予め、前記供給部に配置された搬送物を前記把持部材にて把持するごとに、前記第2方向にて前記搬送物の前記中心位置と前記把持部材の前記中心位置とのずれ量を求め、前記第1方向及び前記第2方向の各々における補正値のうち、前記第1方向の補正値は予め求められた前記第1方向ずれ量の平均値として算出され、前記第2方向の補正値は予め求められた前記第2方向ずれ量の平均値として算出されるようにした。
さらに、前記把持部材として、吸着ノズルを用いるようにした。
この場合、前記供給部に配置されたテスト用の搬送物を用いて前記補正値を求めるようにすることが望ましい。
また、予め、供給部に配置された直方体形状の搬送物を把持部材にて把持するごとに、第1方向にて搬送物の中心位置と把持部材の中心位置とのずれ量を求めるとともに、第2方向にて搬送物の中心位置と把持部材の中心位置とのずれ量を求め、これら第1方向及び第2方向の各々における補正値のうち、第1方向の補正値は予め求められた複数の第1方
向ずれ量の平均値として算出され、第2方向の補正値は予め求められた複数の第2方向ずれ量の平均値として算出されるようにすることが望ましい。このようにすれば、搬送物を把持部材にて把持するごとに算出した第1方向及び第2方向のずれ量を各々統計処理することにより、上記第1方向ずれ量及び上記第2方向ずれ量を各々算出することができる。そのため、把持部材の供給部における把持位置の補正値を、該把持位置の変動を吸収しつつより高い精度で求めることができる。
そして、前記把持部材として、吸着ノズルを用いるようにすることが望ましい。
また、供給部に配置された直方体形状の電子部品を搬送し、受入部に配置するICハンドラーであって、前記電子部品を供給する供給部と、前記電子部品が配置される受入部と、第1方向にライン状の第1のライン光を出射する第1光出射手段と、当該第1光出射手段と相対向するように配置され、前記第1のライン光を受光する第1受光手段と、前記第1方向に対して直交する第2方向にライン状の第2のライン光を出射する第2光出射手段と、当該第2光出射手段と相対向するように配置され、前記第2のライン光を受光する第2受光手段と、前記第1方向及び前記第2方向に移動可能に構成されて前記供給部に配置された前記電子部品の一側面が前記第1方向及び前記第2方向と互いに平行となるように該電子部品を把持し、該把持した電子部品を落下させることにより前記電子部品を前記受入部に配置させる把持部材と、テスト用の電子部品を把持した前記把持部材を前記第1方向及び前記第2方向と直交する第3方向に移動させて、前記把持されたテスト用の電子部品と共に前記把持部材を前記第1のライン光及び前記第2のライン光を通過させる移動手段と、前記第1受光手段からの検出信号に基づいて、前記通過したテスト用の電子部品の
前記第1方向における中心位置と前記通過した把持部材の前記第1方向における中心位置とを算出し、前記第1方向にて前記電子部品の中心位置と前記把持部材の前記中心位置とのずれを第1方向ずれ量として算出する第1方向ずれ量算出手段と、前記第2受光手段からの検出信号に基づいて、前記通過したテスト用の電子部品の前記第2方向における中心位置と前記通過した把持部材の前記第2方向における中心位置とを算出し、前記第2方向にて前記電子部品の中心位置と前記把持部材の前記中心位置とのずれを第2方向ずれ量として算出する第2方向ずれ量算出手段と、前記第1方向ずれ量及び前記第2方向ずれ量に基づいて、前記供給部における前記把持部材の把持位置の前記第1方向及び前記第2方向の各々における補正値を求める補正値算出手段と、当該求めた補正値に基づいて、前記第3方向から見た前記把持部材の中心位置と前記第3方向から見た前記電子部品の中心位置とを一致させる位置補正手段とを備えるようにした。
そして、前記第1方向ずれ量算出手段では、予め、前記供給部に配置された電子部品を前記把持部材にて把持するごとに、前記第1方向にて前記電子部品の前記中心位置と前記把持部材の前記中心位置とのずれ量を求め、前記第2方向ずれ量算出手段では、予め、前記供給部に配置された電子部品を前記把持部材にて把持するごとに、前記第2方向にて前記電子部品の前記中心位置と前記把持部材の前記中心位置とのずれ量を求め、前記第1方向及び前記第2方向の各々における補正値のうち、前記第1方向の補正値は予め求められた前記第1方向ずれ量の平均値として算出され、前記第2方向の補正値は予め求められた前記第2方向ずれ量の平均値として算出されるようにした。
この場合、前記供給部に配置されたテスト用の電子部品を用いて前記補正値を求めるようにすることが望ましい。
また、予め、供給部に配置された直方体形状の電子部品を前記把持部材にて把持するごとに、第1方向にて電子部品の中心位置と把持部材の中心位置とのずれ量を求めるとともに、第2方向にて電子部品の中心位置と把持部材の中心位置とのずれ量を求め、これら第1方向及び第2方向の各々における補正値のうち、第1方向の補正値は予め求められた複数の第1方向ずれ量の平均値として算出され、第2方向の補正値は予め求められた複数の第2方向ずれ量の平均値として算出されるようにすることが望ましい。このようなICハンドラーによれば、電子部品を把持部材にて把持するごとに算出した第1方向及び第2方向の複数のずれ量を各々統計処理することにより、上記第1方向ずれ量及び上記第2方向ずれ量を各々算出することができる。そのため、把持部材の供給部における把持位置の補正値を、該把持位置の変動を吸収しつつより高い精度で求めることができる。
図1は、搬送装置としてのICハンドラー10の平面図を示す。ICハンドラー10は、その基台11の上面11aに第1及び第2ホットプレート12,13が備えられている。各ホットプレート12,13は、その上面に複数の四角形状のポケット12a,13aが凹設されている。各ホットプレート12,13に形成された複数のポケット12a,13aは、前後方向(Y方向)に2列に予め定めた間隔で形成されている。第1及び第2ホットプレート12,13は、各ポケット12a,13aに検査前の電子部品Tが配置され、配置された電子部品Tを加熱(予備加熱)する。第1ホットプレート12と第2ホットプレート13は、それぞれ別々に所望の温度にポケット12a,13a中の電子部品Tを加熱制御でいるようになっている。
基台11の上面11aであって第1及び第2ホットプレート12,13の後方(Y方向)位置には、第1及び第2テストソケット14,15が備えられている。受入部としての第1及び第2テストソケット14,15は、四角形状の凹部であって、その底面に複数の接続端子が形成され、基台11内に設けられた測定装置U1(図12参照)と電気的に接続されている。そして、第1及び第2テストソケット14,15内に電子部品Tが配置されると、電子部品Tは、その下面Tbに形成された外部端子が測定装置U1と電気的に接続され同測定装置U1によって電気的特性の検査が行われる。
び第2テストソケット14,15のいずれかに配置され、測定装置U1にて測定検査される。そして、測定装置U1の検査にとって良品と判定された電子部品Tは、所定の良品回収トレイ17の所定のポケット17aに配置される。反対に、測定装置U1の検査にとって不良品と判定された電子部品Tは、所定の不良品回収トレイ18の所定のポケット18aに配置される。
図1において、基台11の左側には、Y軸案内部材21が第2方向としての前後方向(Y方向)に設置され、その上側に配置したX軸案内部材22を前後方向(Y方向)に移動可能に支持している。X軸案内部材22は、第1方向としての左右方向(X方向)に延び、その基端部がY軸案内部材21に対して前後方向(Y方向)に移動可能に支持連結され、先端部が基台11の右側まで延出されている。そして、X軸案内部材22は、Y軸案内部材21内に設けたY軸モータMYの正逆回転によって駆動する公知の移動機構を介して同Y軸案内部材21に沿って、即ち前後方向(Y方向)に往復移動するようになっている。
着ノズル25を下方に移動させて、吸着ノズル25にて吸着された電子部品Tを離脱すると、それぞれ前記ポケット12a,13a,17a,18a、テストソケット14,15等に電子部品Tを収容させることができる。
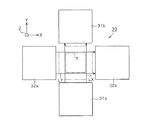
図6はずれ位置検出装置30の全体斜視図、図7はその平面図を示す。図6において、ずれ位置検出装置30は、X軸ずれ位置検出部31とY軸ずれ位置検出部32とから構成されている。X軸ずれ位置検出部31は、第1光出射装置としてのX軸光出射装置31aとX軸ラインセンサ31bとから構成されている。また、Y軸ずれ位置検出部32は、第2光出射装置としてのY軸光出射装置32aとY軸ラインセンサ32bとから構成されている。
ライン光としてのビームLYを、相対向する位置にあるY軸ラインセンサ32bに向かって出射する。
とき、その電子部品Tの上面Taが、ビームLX,LYより十分に下方位置になる高さ位置に設定されている。
図12において、ICハンドラー10は、第1方向ずれ量算出手段、第2方向ずれ量算出手段、第1補正値算出手段及び第2補正値算出手段としての制御部40、X軸モータドライバ41、Y軸モータドライバ42、Z軸モータドライバ43、X軸ずれ位置検出ドライバ44、Y軸ずれ位置検出ドライバ45、バルブドライバ46、外部入出力インターフェース(外部IF)47とを備えている。制御部40は、各ドライバ41〜46、外部入出力IF47とバスを介して接続している。
コーダ49は、ロータリエンコーダよりなり、Y軸モータMYの回動量を検出しそのY軸検出信号SYをY軸モータドライバ42に出力する。Y軸モータドライバ42は、このY軸検出信号SYを制御部40に出力する。
報を制御部40に出力する。
bからのY軸部品位置検出信号SLTY及びY軸ノズル位置検出信号SLNYを入力する。CPU51は、Y軸部品位置検出信号SLTYに基づいて電子部品Tを吸着した吸着ノズル25のY軸光出射装置32a側に面した前後方向(Y方向)の両端部の位置PTy1、PTy2の位置を割り出す。また、CPU51は、Y軸ノズル位置検出信号SLNYに基づいて、電子部品Tを吸着している吸着ノズル25のY軸光出射装置32a側に面した前後方向(Y方向)の両端部の位置PNy1、PNy2の位置を割り出す。
なお、説明の便宜上、供給トレイ16のポケット16aに配置された電子部品Tを把持するためにそのポケット16aへの吸着ノズル25の移動位置(吸着位置)に対する補正値(吸着位置補正値ΔPx1,ΔPy1)と、電子部品Tを第1テストソケット14に配置するためのその第1テストソケット14への吸着ノズル25の移動位置(離脱位置)に対する補正値(配置位置補正値ΔPx2,ΔPy2)を求めるための処理動作について説明する。
図13において、ずれ位置算出のための操作をすると、CPU51は、ROM52に予め記憶されているずれ位置算出プログラムに従って、まず、RAM53に設けたテスト回数カウンタの内容Nを「0」にセットする(ステップS1)。続いて、CPU51は、テスト用の電子部品Tが収容されている供給トレイ16のポケット16aに吸着ノズル25の吸着位置の位置データを読み出す(ステップS2)。
量(X軸ずれ量ΔX1及びY軸ずれ量ΔY1)があるということは、熱膨張や稼働中に進行する機械歪み等による、ポケット16aとハンド24(吸着ノズル)との間の相対的なずれ等が発生することを意味し、そのずれの大きさがX軸ずれ量ΔX1及びY軸ずれ量ΔY1として表される。
ΔPy1=(ΔY11+ΔY12+…+ΔY1j)/j
尚、この時点では、X軸ずれ量ΔX1及びY軸ずれ量ΔY1の数は1つなので、そのまま、X軸ずれ量ΔX1及びY軸ずれ量ΔY1がそれぞれ補正値ΔPx1,ΔPy1となる。
内されると、CPU51は、Z軸モータドライバ43を介してZ軸モータMZを駆動制御して、検出空間Zに向かって吸着ノズル25を下降させる(ステップS23)。
ΔPy2=(ΔY21+ΔY22+…+ΔY2j)/j
尚、この時点では、X軸ずれ量ΔX2及びY軸ずれ量ΔY2の数は1つなので、そのまま、X軸ずれ量ΔX2及びY軸ずれ量ΔY2がそれぞれ補正値ΔPx2,ΔPy2となる。
いて、CPUは、テスト回数カウンタの内容Nが予め定めた基準値Nkに達したか判断する(ステップS31)。基準値Nkは、上記した電子部品Tによるずれ位置算出処理の回数であって、本実施形態は、供給トレイ16の全てのポケット16aに収容されているテスト用の電子部品Tの数に設定している。つまり、供給トレイ16のポケット16aに収容されている全ての電子部品Tについてずれ位置算出処理が行われることになる。
Tを離脱させれば、電子部品Tは第1テストソケット14内に収容させことができる。従って、第1テストソケット14内に確実に配置された電子部品Tは、接続不良を起こすことなく、測定装置U1で測定される。
(1)本実施形態によれば、供給トレイ16のポケット16aに収容された電子部品Tを吸着ノズル25で吸着把持して、その把持した状態で吸着ノズル25の中心軸C1と電子部品Tの中心位置C2とのX軸ずれ量ΔX1及びY軸ずれ量ΔY1を求めた。そして、教示データに基づく吸着ノズル25の中心軸C1の吸着位置を、両ずれ量ΔX1,ΔY1に基づいて補正した。
ン状のビームLX,LYに対して電子部品Tを吸着した吸着ノズル25を同ビームLX,LYを遮るように下降させるだけで、吸着ノズル25の中心位置(中心軸C1)と電子部品Tの中心位置C2を割り出すための、X軸及びY軸部品位置検出信号SLTX,SLTYとX軸及びY軸ノズル位置検出信号SLNX,SLNYを検出することができる。
・上記実施形態では、供給部として供給トレイ16の吸着位置における吸着位置補正値ΔPx1,ΔPy1を求めた。これを、供給部として第1及び第2ホットプレート12,13、第1及び第2テストソケット14,15とし、これら第1及び第2ホットプレート12,13、第1及び第2テストソケット14,15の吸着位置における吸着位置補正値を求めるようにしてもよい。
Claims (13)
- 第1方向及び該第1方向に対して直交する第2方向に移動可能に支持されたハンドの把持部材を供給部の把持位置に移動させ、前記供給部に配置された直方体形状の搬送物の一側面が前記第1方向及び前記第2方向と互いに平行となるように該搬送物を前記把持部材にて把持し、把持された前記搬送物を受入部に配置する搬送装置における搬送物の搬送方法であって、
予め、前記供給部に配置された搬送物を前記把持部材にて把持し、前記第1方向及び前記第2方向に出射されるライン状のライン光によって、把持された前記搬送物における前記第1方向及び前記第2方向の中心位置と、前記搬送物を把持した状態の前記把持部材における前記第1方向及び前記第2方向の中心位置とを求め、前記第1方向及び前記第2方向の各々にて前記搬送物の前記中心位置と前記把持部材の前記中心位置とのずれ量を求め、
前記供給部に配置された搬送物を前記把持部材にて把持する際、前記第1方向及び前記第2方向の各々における前記中心位置間のずれ量に基づいて、前記供給部における前記把持部材の把持位置を前記第1方向及び前記第2方向の各々にて補正して、前記第1方向及び前記第2方向の各々にて前記把持部材の中心位置と前記搬送物の中心位置とを一致させた状態で、前記供給部に配置された前記搬送物を前記把持部材にて把持し、
当該把持された搬送物を前記受入部に配置する際、該把持された搬送物が前記受入部と接触しない位置まで前記把持部材を下降させ、当該把持部材から前記搬送物を落下させることにより前記搬送物を前記受入部に配置するようにしたことを特徴とする搬送物の搬送方法。 - 第1方向及び該第1方向に対して直交する第2方向に移動可能に支持されたハンドの把持部材を供給部の把持位置に移動させ、前記供給部に配置された直方体形状の搬送物の一側面が前記第1方向及び前記第2方向と互いに平行となるように該搬送物を前記把持部材にて把持し、把持された前記搬送物を受入部に配置する搬送装置における搬送物の搬送方法であって、
予め、前記供給部に配置されたテスト用の搬送物を前記把持部材にて把持し、前記第1方向及び前記第2方向に出射されるライン状のライン光によって、前記テスト用の搬送物
における前記第1方向及び前記第2方向の中心位置と、同テスト用の搬送物を把持した状態の前記把持部材における前記第1方向及び前記第2方向の中心位置とを求め、前記第1方向及び前記第2方向の各々にて前記テスト用の搬送物の前記中心位置と前記把持部材の前記中心位置とのずれ量を求め、
前記供給部に配置された搬送物を前記把持部材にて把持する際、前記第1方向及び前記第2方向の各々における前記中心位置間のずれ量に基づいて、前記供給部における前記把持部材の把持位置を前記第1方向及び前記第2方向の各々にて補正して、前記第1方向及び前記第2方向の各々にて前記把持部材の中心位置と前記搬送物の中心位置とを一致させた状態で、前記供給部に配置された搬送物を前記把持部材にて把持し、
当該把持された搬送物を前記受入部に配置する際、該把持された搬送物が前記受入部と接触しない位置まで前記把持部材を下降させ、当該把持部材から搬送物を落下させることにより前記搬送物を前記受入部に配置するようにしたことを特徴とする搬送物の搬送方法。 - 予め、前記供給部に配置された搬送物を前記把持部材にて把持するごとに、前記第1方向及び前記第2方向の各々にて前記搬送物の前記中心位置と前記把持部材の前記中心位置とのずれ量を求め、
前記供給部に配置された搬送物を前記把持部材にて把持する際、予め求められた複数の前記ずれ量の平均値を用いて前記供給部における前記把持部材の把持位置を補正する請求項1または2に記載の搬送物の搬送方法。 - 第1方向及び該第1方向に対して直交する第2方向に移動可能に支持されたハンドの把持部材を供給部の把持位置に移動させ、前記供給部に配置された直方体形状の搬送物の一側面が前記第1方向及び前記第2方向と互いに平行となるように該搬送物を前記把持部材にて把持し、把持した前記搬送物を受入部に配置する搬送装置における搬送物の搬送をコンピューターに実行させる、搬送物の搬送プログラムであって、
予め、前記供給部に配置された搬送物を前記把持部材にて把持し、前記第1方向及び前記第2方向に出射されるライン状のライン光によって、前記搬送物における前記第1方向及び前記第2方向の中心位置と、前記搬送物を把持した状態の前記把持部材における前記第1方向及び前記第2方向の中心位置とを求め、前記第1方向及び前記第2方向の各々にて前記搬送物の前記中心位置と前記把持部材の前記中心位置とのずれ量を求めるずれ量算出手順と、
前記供給部に配置された搬送物を前記把持部材にて把持する際、前記第1方向及び前記第2方向の各々における前記中心位置間のずれ量に基づいて、前記供給部における前記把持部材の把持位置を前記第1方向及び前記第2方向の各々にて補正する位置補正手順と、
前記第1方向及び前記第2方向の各々にて前記把持部材の中心位置と前記搬送物の中心位置とを一致させた状態で、前記供給部に配置された前記搬送物を前記把持部材にて把持する把持手順と、
当該把持された搬送物を前記受入部に配置する際、該把持された搬送物が前記受入部と接触しない位置まで前記把持部材を下降させ、当該把持部材から搬送物を落下させることにより前記搬送物を前記受入部に配置する配置手順と、
を、コンピューターに実行させることを特徴とする搬送物の搬送プログラム。 - 第1方向及び該第1方向に対して直交する第2方向に移動可能に支持されたハンドの把持部材を供給部の把持位置に移動させ、前記供給部に配置された直方体形状の搬送物の一側面が前記第1方向及び前記第2方向と互いに平行となるように該搬送物を前記把持部材にて把持し、把持した前記搬送物を受入部に配置する搬送装置における搬送物の搬送をコンピューターに実行させる、搬送物の搬送プログラムであって、
予め、前記供給部に配置されたテスト用の搬送物を前記把持部材にて把持し、前記第1方向及び前記第2方向に出射されるライン状のライン光によって、把持された前記テスト
用の搬送物における前記第1方向及び前記第2方向の中心位置と、同テスト用の搬送物を把持した状態の前記把持部材における前記第1方向及び前記第2方向の中心位置とを求め、前記第1方向及び前記第2方向の各々にて前記テスト用の搬送物の前記中心位置と前記把持部材の中心位置とのずれ量を求めるずれ量算出手順と、
前記供給部に配置された搬送物を前記把持部材にて把持する際、前記第1方向及び前記第2方向の各々における前記中心位置間のずれ量に基づいて、前記供給部における前記把持部材の把持位置を前記第1方向及び前記第2方向の各々にて補正する位置補正手順と、
前記第1方向及び前記第2方向の各々にて前記把持部材の中心位置と前記搬送物の中心位置とを一致させた状態で、前記供給部に配置された前記搬送物を前記把持部材にて把持する把持手順と、
当該把持された搬送物を前記受入部に配置する際、該把持された搬送物が前記受入部と接触しない位置まで前記把持部材を下降させ、当該把持部材から搬送物を落下させることにより前記搬送物を前記受入部に配置する配置手順と、
を、コンピューターに実行させることを特徴とする搬送物の搬送プログラム。 - 前記ずれ量算出手順では、予め、前記供給部に配置された搬送物を前記把持部材にて把持するごとに、前記第1方向及び前記第2方向の各々にて前記搬送物の前記中心位置と前記把持部材の前記中心位置とのずれ量を求め、
前記位置補正手順において、前記供給部に配置された搬送物を前記把持部材にて把持する際、予め求められた複数の前記ずれ量の平均値を用いて前記供給部における前記把持部材の把持位置を補正することを、コンピューターに実行させる請求項4または5に記載の搬送物の搬送プログラム。 - 供給部に配置された直方体形状の搬送物を搬送し、受入部に配置する搬送装置の位置調整装置であって、
第1方向にライン状の第1のライン光を出射する第1光出射手段と、
当該第1光出射手段と相対向するように配置され、前記第1のライン光を受光する第1受光手段と、
前記第1方向に対して直交する第2方向にライン状の第2のライン光を出射する第2光出射手段と、
当該第2光出射手段と相対向するように配置され、前記第2のライン光を受光する第2受光手段と、
前記第1方向及び前記第2方向に移動可能に構成されて前記供給部に配置された搬送物の一側面が前記第1方向及び前記第2方向と互いに平行となるように該搬送物を把持し、該把持した搬送物を落下させることにより前記搬送物を前記受入部に配置させる把持部材と、
前記搬送物を把持した前記把持部材を前記第1方向及び前記第2方向と直交する第3方向に移動させて、前記把持された搬送物と共に前記把持部材を前記第1のライン光及び前記第2のライン光を通過させる移動手段と、
前記第1受光手段からの検出信号に基づいて、前記通過した搬送物の前記第1方向における中心位置と前記通過した把持部材の前記第1方向における中心位置とを算出し、前記第1方向にて前記搬送物の中心位置と前記把持部材の前記中心位置とのずれを第1方向ずれ量として算出する第1方向ずれ量算出手段と、
前記第2受光手段からの検出信号に基づいて、前記通過した搬送物の前記第2方向における中心位置と前記通過した把持部材の前記第2方向における中心位置とを算出し、前記第2方向にて前記搬送物の中心位置と前記把持部材の前記中心位置とのずれを第2方向ずれ量として算出する第2方向ずれ量算出手段と、
前記第1方向ずれ量及び第2方向ずれ量に基づいて、前記供給部における前記把持部材の把持位置の前記第1方向及び前記第2方向の各々における補正値を求める補正値算出手段と、
当該求めた補正値に基づいて、前記第3方向から見た前記把持部材の中心位置と前記第3方向から見た前記搬送物の中心位置とを一致させる位置補正手段と、
を備えたことを特徴とする搬送装置の位置調整装置。 - 供給部に配置された直方体形状の搬送物を搬送し、受入部に配置する搬送装置の位置調整装置であって、
第1方向にライン状の第1のライン光を出射する第1光出射手段と、
当該第1光出射手段と相対向するように配置され、前記第1のライン光を受光する第1受光手段と、
前記第1方向に対して直交する第2方向にライン状の第2のライン光を出射する第2光出射手段と、
当該第2光出射手段と相対向するように配置され、前記第2のライン光を受光する第2受光手段と、
前記第1方向及び前記第2方向に移動可能に構成されて前記供給部に配置された前記搬送物の一側面が前記第1方向及び前記第2方向と互いに平行となるように該搬送物を把持し、該把持した搬送物を落下させることにより前記搬送物を前記受入部に配置させる把持部材と、
テスト用の搬送物を把持した前記把持部材を前記第1方向及び前記第2方向と直交する第3方向に移動させて、前記把持されたテスト用の搬送物と共に前記把持部材を前記第1のライン光及び前記第2のライン光を通過させる移動手段と、
前記第1受光手段からの検出信号に基づいて、前記通過したテスト用の搬送物の前記第1方向における中心位置と前記通過した把持部材の前記第1方向における中心位置とを算出し、前記第1方向にて前記搬送物の中心位置と前記把持部材の前記中心位置とのずれを第1方向ずれ量として算出する第1方向ずれ量算出手段と、
前記第2受光手段からの検出信号に基づいて、前記通過したテスト用の搬送物の前記第2方向における中心位置と前記通過した把持部材の前記第2方向における中心位置とを算出し、前記第2方向にて前記搬送物の中心位置と前記把持部材の前記中心位置とのずれを第2方向ずれ量として算出する第2方向ずれ量算出手段と、
前記第1方向ずれ量及び第2方向ずれ量に基づいて、前記供給部における前記把持部材の把持位置の前記第1方向及び前記第2方向の各々における補正値を求める補正値算出手段と、
当該求めた補正値に基づいて、前記第3方向から見た前記把持部材の中心位置と前記第3方向から見た前記搬送物の中心位置とを一致させる位置補正手段と、
を備えたことを特徴とする搬送装置の位置調整装置。 - 前記第1方向ずれ量算出手段では、予め、前記供給部に配置された搬送物を前記把持部材にて把持するごとに、前記第1方向にて前記搬送物の前記中心位置と前記把持部材の前記中心位置とのずれ量を求め、
前記第2方向ずれ量算出手段では、予め、前記供給部に配置された搬送物を前記把持部材にて把持するごとに、前記第2方向にて前記搬送物の前記中心位置と前記把持部材の前記中心位置とのずれ量を求め、
前記第1方向及び前記第2方向の各々における補正値のうち、前記第1方向の補正値は予め求められた前記第1方向ずれ量の平均値として算出され、前記第2方向の補正値は予め求められた前記第2方向ずれ量の平均値として算出される請求項7又は8に記載の搬送装置の位置調整装置。 - _前記把持部材は吸着ノズルである請求項7〜9のいずれか一項に記載の搬送装置の位置調整装置。
- 供給部に配置された直方体形状の電子部品を搬送し、受入部に配置するICハンドラー
であって、
前記電子部品を供給する供給部と、
前記電子部品が配置される受入部と、
第1方向にライン状の第1のライン光を出射する第1光出射手段と、
当該第1光出射手段と相対向するように配置され、前記第1のライン光を受光する第1受光手段と、
前記第1方向に対して直交する第2方向にライン状の第2のライン光を出射する第2光出射手段と、
当該第2光出射装置と相対向するように配置され、前記第2のライン光を受光する第2受光手段と、
前記第1方向及び前記第2方向に移動可能に構成されて前記供給部に配置された前記電子部品の一側面が前記第1方向及び前記第2方向と互いに平行となるように該電子部品を把持し、該把持した電子部品を落下させることにより前記電子部品を前記受入部に配置させる把持部材と、
前記電子部品を把持した前記把持部材を前記第1方向及び前記第2方向と直交する第3方向に移動させて、前記把持された電子部品と共に前記把持部材を前記第1のライン光及び前記第2のライン光を通過させる移動手段と、
前記第1受光手段からの検出信号に基づいて、前記通過した電子部品の前記第1方向における中心位置と前記通過した把持部材の前記第1方向における中心位置とを算出し、前記第1方向にて前記電子部品の中心位置と前記把持部材の前記中心位置とのずれを第1方向ずれ量として算出する第1方向ずれ量算出手段と、
前記第2受光手段からの検出信号に基づいて、前記通過した電子部品の前記第2方向における中心位置と前記通過した把持部材の前記第2方向における中心位置とを算出し、前記第2方向にて前記電子部品の中心位置と前記把持部材の前記中心位置とのずれを第2方向ずれ量として算出する第2方向ずれ量算出手段と、
前記第1方向ずれ量及び前記第2方向ずれ量に基づいて、前記供給部における前記把持部材の把持位置の前記第1方向及び前記第2方向の各々における補正値を求める補正値算出手段と、
当該求めた補正値に基づいて、前記第3方向から見た前記把持部材の中心位置と前記第3方向から見た前記電子部品の中心位置を一致させる位置補正手段と、
を備えたことを特徴とするICハンドラー。 - 供給部に配置された直方体形状の電子部品を搬送し、受入部に配置するICハンドラーであって、
前記電子部品を供給する供給部と、
前記電子部品が配置される受入部と、
第1方向にライン状の第1のライン光を出射する第1光出射手段と、
当該第1光出射手段と相対向するように配置され、前記第1のライン光を受光する第1受光手段と、
前記第1方向に対して直交する第2方向にライン状の第2のライン光を出射する第2光出射手段と、
当該第2光出射手段と相対向するように配置され、前記第2のライン光を受光する第2受光手段と、
前記第1方向及び前記第2方向に移動可能に構成されて前記供給部に配置された前記電子部品の一側面が前記第1方向及び前記第2方向と互いに平行となるように該電子部品を把持し、該把持した電子部品を落下させることにより前記電子部品を前記受入部に配置させる把持部材と、
テスト用の電子部品を把持した前記把持部材を前記第1方向及び前記第2方向と直交する第3方向に移動させて、前記把持されたテスト用の電子部品と共に前記把持部材を前記第1のライン光及び前記第2のライン光を通過させる移動手段と、
前記第1受光手段からの検出信号に基づいて、前記通過したテスト用の電子部品の前記第1方向における中心位置と前記通過した把持部材の前記第1方向における中心位置とを算出し、前記第1方向にて前記電子部品の中心位置と前記把持部材の前記中心位置とのずれを第1方向ずれ量として算出する第1方向ずれ量算出手段と、
前記第2受光手段からの検出信号に基づいて、前記通過したテスト用の電子部品の前記第2方向における中心位置と前記通過した把持部材の前記第2方向における中心位置とを算出し、前記第2方向にて前記電子部品の中心位置と前記把持部材の前記中心位置とのずれを第2方向ずれ量として算出する第2方向ずれ量算出手段と、
前記第1方向ずれ量及び前記第2方向ずれ量に基づいて、前記供給部における前記把持部材の把持位置の前記第1方向及び前記第2方向の各々における補正値を求める補正値算出手段と、
当該求めた補正値に基づいて、前記第3方向から見た前記把持部材の中心位置と前記第3方向から見た前記電子部品の中心位置とを一致させる位置補正手段と、
を備えたことを特徴とするICハンドラー。 - 前記第1方向ずれ量算出手段では、予め、前記供給部に配置された電子部品を前記把持部材にて把持するごとに、前記第1方向にて前記電子部品の前記中心位置と前記把持部材の前記中心位置とのずれ量を求め、
前記第2方向ずれ量算出手段では、予め、前記供給部に配置された電子部品を前記把持部材にて把持するごとに、前記第2方向にて前記電子部品の前記中心位置と前記把持部材の前記中心位置とのずれ量を求め、
前記第1方向及び前記第2方向の各々における補正値のうち、前記第1方向の補正値は予め求められた前記第1方向ずれ量の平均値として算出され、前記第2方向の補正値は予め求められた前記第2方向ずれ量の平均値として算出される請求項11または12に記載のICハンドラー。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006017774A JP4775005B2 (ja) | 2006-01-26 | 2006-01-26 | 搬送物の搬送方法、搬送物の搬送プログラム、搬送装置の位置調整装置及びicハンドラー |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006017774A JP4775005B2 (ja) | 2006-01-26 | 2006-01-26 | 搬送物の搬送方法、搬送物の搬送プログラム、搬送装置の位置調整装置及びicハンドラー |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007198903A JP2007198903A (ja) | 2007-08-09 |
| JP4775005B2 true JP4775005B2 (ja) | 2011-09-21 |
Family
ID=38453650
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006017774A Expired - Fee Related JP4775005B2 (ja) | 2006-01-26 | 2006-01-26 | 搬送物の搬送方法、搬送物の搬送プログラム、搬送装置の位置調整装置及びicハンドラー |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4775005B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2081034B1 (en) * | 2008-01-16 | 2014-03-12 | ISMECA Semiconductor Holding SA | Arrangement and method for handling electronic components |
| WO2009104247A1 (ja) * | 2008-02-19 | 2009-08-27 | 株式会社アドバンテスト | トレイ移送装置の移動誤差の補正方法及び補正用プログラム |
| JP2011179885A (ja) * | 2010-02-26 | 2011-09-15 | Seiko Epson Corp | キャリブレーション装置及びキャリブレーション方法及び位置検出用治具及び部品検査装置 |
| CN102621428B (zh) * | 2012-04-01 | 2014-07-09 | 东莞市冠佳电子设备有限公司 | 机械手式在线测试设备 |
| WO2016194174A1 (ja) * | 2015-06-03 | 2016-12-08 | 富士機械製造株式会社 | 部品装着機 |
| CN111954460B (zh) * | 2020-08-01 | 2022-08-09 | 深圳市华成工业控制股份有限公司 | 一种基于视觉的自动焊锡位置校正方法及系统 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63109923A (ja) * | 1986-10-29 | 1988-05-14 | Hitachi Ltd | 部品位置補正認識機構 |
| JP2872092B2 (ja) * | 1992-08-07 | 1999-03-17 | ヤマハ発動機株式会社 | 部品装着方法及び同装置 |
| JP3061953B2 (ja) * | 1992-09-02 | 2000-07-10 | 日本電気株式会社 | 半導体素子の位置決め装置 |
| JP3265143B2 (ja) * | 1994-12-22 | 2002-03-11 | ジューキ株式会社 | 部品搭載方法および装置 |
| JPH1041697A (ja) * | 1996-07-25 | 1998-02-13 | Citizen Watch Co Ltd | 部品の装着位置の補正方法及び部品装着装置 |
| JP3957839B2 (ja) * | 1997-10-22 | 2007-08-15 | 協立電機株式会社 | チップ部品の非接触位置決め方法及びその装置 |
-
2006
- 2006-01-26 JP JP2006017774A patent/JP4775005B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007198903A (ja) | 2007-08-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101905895B1 (ko) | 전자 부품 검사 장치 및 전자 부품 반송 방법 | |
| JP4775005B2 (ja) | 搬送物の搬送方法、搬送物の搬送プログラム、搬送装置の位置調整装置及びicハンドラー | |
| JP5359801B2 (ja) | 電子部品検査装置、および電子部品搬送装置 | |
| JP2013024829A (ja) | 電子部品搬送装置及び電子部品搬送方法 | |
| KR20140117319A (ko) | 전자 부품 반송 장치 및 전자 부품 검사 장치 | |
| CN108352308B (zh) | 晶片拾取装置 | |
| WO2015083414A1 (ja) | 電子部品搬送装置 | |
| TW201430356A (zh) | 電子元件作業單元、作業方法及其應用之作業設備 | |
| JP2016058320A (ja) | 端子挿入用位置合わせ装置 | |
| JP4481201B2 (ja) | 干渉検知方法および同装置 | |
| JP4410988B2 (ja) | 半導体素子のテストハンドラの素子搬送装置の作業位置の認識方法 | |
| KR101667488B1 (ko) | 반도체 소자 이송장치 및 반도체 소자 이송방법 | |
| JP5212520B2 (ja) | 電子部品ハンドラ及びハンドラ | |
| US10784130B2 (en) | Bonding apparatus | |
| CN114074236B (zh) | 焊接装置以及焊接方法 | |
| CN108702866B (zh) | 元件判定装置及元件判定方法 | |
| KR20220097135A (ko) | 반도체 패키지 절단 및 분류 장치 | |
| JP2008186984A (ja) | 搬送装置の位置調整方法、搬送装置の位置調整装置及びicハンドラー | |
| JP2011179885A (ja) | キャリブレーション装置及びキャリブレーション方法及び位置検出用治具及び部品検査装置 | |
| KR20220126454A (ko) | 디스펜싱 마운트 시스템 | |
| JP6884494B2 (ja) | 部品搬送装置、部品搬送方法および部品実装装置 | |
| JP5561731B2 (ja) | 電気テストユニット及びそれを備えた電気部品検査装置 | |
| JP6312814B2 (ja) | 電子回路組立装置 | |
| JP2009212166A (ja) | 部品移載装置および部品移載装置の部品認識方法 | |
| JP5522290B2 (ja) | 電子部品ハンドラ及びハンドラ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080204 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100405 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100817 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101018 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110531 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110613 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140708 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |