JP4693473B2 - 射出成形機 - Google Patents
射出成形機 Download PDFInfo
- Publication number
- JP4693473B2 JP4693473B2 JP2005115668A JP2005115668A JP4693473B2 JP 4693473 B2 JP4693473 B2 JP 4693473B2 JP 2005115668 A JP2005115668 A JP 2005115668A JP 2005115668 A JP2005115668 A JP 2005115668A JP 4693473 B2 JP4693473 B2 JP 4693473B2
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- tip
- injection
- nozzle tip
- injection molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
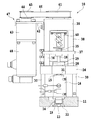
11 固定プラテン
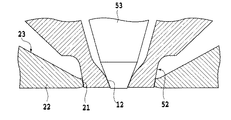
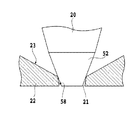
12 ゲート
13 射出ノズル
14 リングヒータ
15 射出シリンダ
16 バンドヒータ
17 トーピード
18 プランジャ
19 ノズル収容穴
20 ノズルチップ
21 シール穴
22 チップホルダ
23 テーパ斜面
24 金型
25 摺動貫通部
26 ジャケット
27 雄ねじ部
28 調整ナット
29 固定ナット
30 支持用スペーサ
31 板ばね
32 樹脂導入通路
33 樹脂供給孔
34 樹脂供給通路
35 ボールねじ軸
36 連結用スペーサ
37 案内板
38 案内用スペーサ
39 軸受ホルダ
40 ボールナット
41 従動スプロケット
42 ブラケット
43 減速機
44 出力軸
45 駆動スプロケット
46 歯付きベルト
47 張力調整機構
48 プランジャ駆動モータ
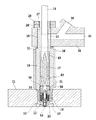
49 案内筒
50 ノズルヘッド
51 ねじ部
52 テーパ面
53 ゲートピン
54 トーピード
55 圧縮コイルばね
56 スプルー
57 隙間
58 テーパ面
Claims (1)
- 射出シリンダの先端部に連結されるノズルヘッドと、
このノズルヘッドと一体に設けられ、外周が先細りのテーパ面となって当該ノズルヘッドから突出するノズルチップと、
このノズルチップに形成され、基端が前記ノズルヘッドの溶融樹脂の通路に連通すると共に末端が当該ノズルチップの先端面に開口するゲートと、
前記射出シリンダの基端部を支持する支持部材に固定プラテンを介して取り付けられるチップホルダと、
前記ノズルチップのテーパ面を囲むように前記チップホルダに形成され、前記ノズルチップとの相対変位により内周面が前記ノズルチップのテーパ面の全周に亙って線接触状態となるように緊密に当接し得るシール穴と
を具え、前記シール穴は、前記ノズルチップのテーパ面と同じ向きのテーパ面をその内周に有し、そのテーパ角が前記ノズルチップのテーパ面のテーパ角よりも小さく設定されていることを特徴とする射出成形機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005115668A JP4693473B2 (ja) | 2005-04-13 | 2005-04-13 | 射出成形機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005115668A JP4693473B2 (ja) | 2005-04-13 | 2005-04-13 | 射出成形機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006289852A JP2006289852A (ja) | 2006-10-26 |
| JP4693473B2 true JP4693473B2 (ja) | 2011-06-01 |
Family
ID=37410951
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005115668A Active JP4693473B2 (ja) | 2005-04-13 | 2005-04-13 | 射出成形機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4693473B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5485558B2 (ja) * | 2009-01-30 | 2014-05-07 | キヤノン電子株式会社 | 射出成形機 |
| JP2015098147A (ja) * | 2013-11-20 | 2015-05-28 | 小島プレス工業株式会社 | 射出成形機 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004148765A (ja) * | 2002-10-31 | 2004-05-27 | Tokai Rubber Ind Ltd | ゴム製品の射出成形方法 |
| JP2004188951A (ja) * | 2002-12-10 | 2004-07-08 | Lee Tetsushu | 糸引き防止スプールブッシュ及び射出成形機のノズル |
| JP2006175648A (ja) * | 2004-12-21 | 2006-07-06 | Ikegami Kanagata Kogyo Kk | 射出成形金型の検査機及びこれと金型の連結装置 |
-
2005
- 2005-04-13 JP JP2005115668A patent/JP4693473B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004148765A (ja) * | 2002-10-31 | 2004-05-27 | Tokai Rubber Ind Ltd | ゴム製品の射出成形方法 |
| JP2004188951A (ja) * | 2002-12-10 | 2004-07-08 | Lee Tetsushu | 糸引き防止スプールブッシュ及び射出成形機のノズル |
| JP2006175648A (ja) * | 2004-12-21 | 2006-07-06 | Ikegami Kanagata Kogyo Kk | 射出成形金型の検査機及びこれと金型の連結装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006289852A (ja) | 2006-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108688090A (zh) | 注射成型机 | |
| JP4560980B2 (ja) | 射出成形機 | |
| JP5080324B2 (ja) | 射出成形用ホットランナ金型のバルブゲート | |
| JP4693473B2 (ja) | 射出成形機 | |
| JP2007001268A (ja) | プリプラ式射出成形装置 | |
| US20230302703A1 (en) | Injection nozzle, injection apparatus, and injection molding machine | |
| JP2008062637A (ja) | 射出成形用ホットランナ金型のバルブゲート | |
| CN107775879B (zh) | 注射成型机 | |
| JP6666637B2 (ja) | 射出装置 | |
| JP2008055789A (ja) | 射出装置および射出成形機 | |
| JP5485558B2 (ja) | 射出成形機 | |
| JP6644442B2 (ja) | 射出装置 | |
| JPH115232A (ja) | プリプランジャー式射出成形装置 | |
| JP7554158B2 (ja) | シャットオフノズル、シャットオフノズル調整用の治具、およびニードル弁の位置調整方法 | |
| JP5622326B2 (ja) | 射出成形機および射出成形機の作動方法 | |
| JP3730129B2 (ja) | 軽合金射出成形装置のノズル装置 | |
| JP2005324501A (ja) | 樹脂材料の射出ノズル装置 | |
| JP3725802B2 (ja) | 射出装置 | |
| JP2010131812A (ja) | 射出成形方法および射出成形機 | |
| JP5083656B2 (ja) | 射出成形機におけるチェックリングの強制開き動作 | |
| JP6128415B2 (ja) | 射出成形機の射出装置 | |
| JPH07214618A (ja) | 射出成形機におけるチェックリングの開閉装置 | |
| JP3494160B2 (ja) | 射出成形装置 | |
| JP2015104871A (ja) | 材料射出装置、射出成形機、及びシール部材 | |
| JPH0442096Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080411 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100907 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100910 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101109 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20101125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110218 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110222 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140304 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4693473 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |