JP4685256B2 - プラスチック液晶パネルの製造方法 - Google Patents
プラスチック液晶パネルの製造方法 Download PDFInfo
- Publication number
- JP4685256B2 JP4685256B2 JP2001061025A JP2001061025A JP4685256B2 JP 4685256 B2 JP4685256 B2 JP 4685256B2 JP 2001061025 A JP2001061025 A JP 2001061025A JP 2001061025 A JP2001061025 A JP 2001061025A JP 4685256 B2 JP4685256 B2 JP 4685256B2
- Authority
- JP
- Japan
- Prior art keywords
- plastic
- liquid crystal
- crystal panel
- substrate
- adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
























Landscapes
- Liquid Crystal (AREA)
Description
【発明の属する技術分野】
本発明は、プラスチック基板を用いたプラスチック液晶パネルの製造方法に関するものである。
【0002】
【従来の技術】
2枚のプラスチック基板を貼り合わせてプラスチック液晶パネルを製造する方法として、たとえば特開平1−253712号公報に記載するものがある。
この公報に記載されたプラスチック基板を用いたプラスチック液晶パネルの製造方法を、図30を用いて説明する。
【0003】
図30に示すように、それぞれのプラスチック基板は2つのプラスチック基板供給ローラ60、60に巻かれており、そこからプラスチック基板を引き出して所定の処理を行う。図30の左側に図示する処理から説明する。
プラスチック基板供給ローラ60から一方のプラスチック基板を誘導ローラで誘導して引き出し、配向膜形成ローラ61を用いて配向膜を塗布し、プラスチック基板上に配向膜を形成する。その後、乾燥器62を通過させて、配向膜の乾燥処理を行う。
【0004】
その後、ラビング処理ローラ53を使用して、プラスチック基板に形成した配向膜の配向処理を行う。
さらにその後、液晶ポリマー層形成ローラ59を用いて液晶ポリマーを配向膜上に塗布し、さらに乾燥器62を通過させて、乾燥処理を行う。
【0005】
他方のプラスチック基板は、プラスチック基板供給ローラ60から、誘導ローラで誘導して引き出し、配向膜形成ローラ61を用いて配向膜を塗布し、プラスチック基板上に配向膜を形成する。その後、乾燥器62を通過させて、配向膜の乾燥処理を行う。
【0006】
その後、ラビング処理ローラ53を使用して、プラスチック基板に形成した配向膜の配向処理を行う。接着層積層ローラ64を用いて、2枚のプラスチック基板を接着するための接着層を形成し、さらに乾燥器62を通過させて、接着層の乾燥処理を行う。
【0007】
そののち、液晶ポリマーを形成したプラスチック基板と接着層を形成したプラスチック基板とを、積層ローラ69を用いて重ね合わせ、加熱恒温槽71を通過させて、接着層を硬化させる。
【0008】
さらにその後、貼り合わせたプラスチック基板の外側に偏光板を貼り付け、巻き取りローラ70に巻き取る。
【0009】
この図30に示すプラスチック基板を用いたプラスチック液晶パネルの製造方法は、プラスチック基板供給ローラ60から巻き取りローラ70までプラスチック基板を連続的に供給し、所定の処理を行うことからロール・トゥ・ロールと呼ばれている。
【0010】
【発明が解決しようとする課題】
特開平1−253712号公報に記載のプラスチック液晶パネルの製造方法では、プラスチック基板供給ローラ60から巻き取りローラ70までの一連の製造ラインを新規にライン構築を行わなければならない。
そこで、現状のガラス基板を用いた液晶表示パネルを製造する生産ラインにてプラスチック液晶パネルが製造可能な方法が求められている。
【0011】
〔発明の目的〕
本発明の目的は、上記課題を解決して、現有のガラス基板プロセスを使用し設備投資を最低限に抑えて且つ低コストで製造可能なプラスチック液晶パネルの製造方法を提供することである。
【0012】
【課題を解決するための手段】
上記目的を達成するために、本発明のプラスチック液晶パネルの製造方法は、下記記載の手段を提供する。
【0013】
本発明のプラスチック液晶パネルの製造方法は、プラスチック基板に形成した透明電極のパターニング工程と、配向膜の形成工程と、該配向膜の配向処理工程と、ギャップ材およびシール材の形成工程と、2枚のプラスチック基板の重ね合わせ工程と、液晶注入工程とを有するプラスチック液晶パネルの製造方法において、前記透明電極のパターニング工程から少なくとも前記配向膜の配向処理工程まで、前記プラスチック基板を支持基板に粘着剤を用いて貼り付けて行うことを特徴とする。
【0014】
〔作用〕
本発明のプラスチック液晶パネルの製造方法は、プラスチック基板を剛性を有する支持基板に粘着剤を用いて貼り付けて、透明電極のパターニング工程から少なくとも配向膜の配向処理工程までの所定の処理を行い、その所定の処理が終了した後、支持基板からプラスチック基板を剥離する。
このことで、プラスチック液晶パネルの専用製造装置を設置せずにガラス基板の製造装置を用いて、プラスチック液晶パネルの製造が可能となる。
【0015】
プラスチック基板を、剛性を有する支持基板に粘着剤を用いて貼り付けていることから、本発明ではプラスチック基板表面が平坦となり、透明電極のパターニング工程から配向処理工程を精度良く行うことができる。
さらに、現状のガラス基板製造装置の通過センサー、厚さセンサー、およびアライメントセンサー等の設定やセンサー部品を換えずに、プラスチック液晶パネルを製造することが可能となる。
【0016】
また、支持基板とプラスチック基板との貼り付けに粘着剤を用いることによって、プラスチック基板の剥離面が綺麗にでき、支持基板は何度でも使用できる。このため品質の良いプラスチック液晶パネルが得られると同時に低コスト化が可能となる。
さらにまた、粘着剤として感温性粘着剤を用いることにより、本発明では支持基板からのプラスチック基板の剥離が温度管理だけで簡単に行うことができる。
【0017】
【発明の実施の形態】
以下、本発明の最良の実施形態におけるプラスチック液晶パネルの製造方法を図面に基づいて詳細に説明する。図1から図29は、本実施形態によるプラスチック液晶パネルの製造方法を示す図面である。
【0018】
本発明のプラスチック液晶パネルの製造方法では、図1に示すように、プラスチック液晶パネルの基板となるプラスチック基板13、14を、粘着剤として感温性粘着剤15を介して支持基板11、12に貼り付けて処理を行う。支持基板11、12としては、剛性を有するものを使用する。
剛体である支持基板11、12にプラスチック基板13、14を貼り付けることにより、プラスチック基板13、14の表面は平坦となり、所定の処理を高精度で行うことができる。また、粘着剤である感温性粘着剤15は、貼り付けた支持基板11、12とプラスチック基板13、14との剥離を容易に行えるように選択した。
【0019】
すなわち、第1のプラスチック基板13は感温性粘着剤15を介して第1の支持基板11に貼り付け第1のプラスチック−支持基板の合板17とし、第2のプラスチック基板14は感温性粘着剤15を介して第2の支持基板12に貼り付け第2のプラスチック−支持基板の合板18とする。
【0020】
この第1および第2のプラスチック−支持基板の合板17、18による製造方法を、以下説明する。
【0021】
図2に示すように、プラスチック基板13、14に酸化インジウムスズからなる透明電極16を形成した透明電極付きプラスチック基板19がロール状になったものを用意する。
【0022】
この透明電極付きプラスチック基板19としては、たとえば帝人株式会社の商品名HD200−60Bを用いる。
プラスチック基板13、14の材質としては、ポリカーボネート、変性アクリル樹脂、ポリメタクリル樹脂、ポリエーテルサルフォン、ポリエチレンテレフタレート、またはノルボルデン樹脂などが使用可能であり、プラスチック基板厚さは50μm〜250μmとする。このプラスチック基板13、14上に形成する酸化インジウムスズからなる透明電極16は、100nmから200nmの厚さで形成してある。
【0023】
感温性粘着剤15は、上面および下面にそれぞれ上側セパレートフィルム21および下側セパレートフィルム22を設けたものが、感温性粘着剤付きフィルム20として、たとえばニッタ株式会社の商品名 インテリマーCS2020HSとして入手可能である。この感温性粘着剤15は、外部の温度変化に応じて結晶状態から非結晶状態に可逆的変化を起こし、粘着と非粘着の特性変化がある温度(スイッチング温度と称する)を境に生じる。そして、非粘着時の粘着力は粘着時の1/10程度と小さくなり、きわめて容易に剥離することができる。
【0024】
本実施形態では、低い温度になると粘着力が小さくなる低温剥離タイプの感温性粘着剤15を使用し、スイッチング温度は5℃とした。
すなわち、5℃以上では粘着力が大きくプラスチック基板13、14と、支持基板11、12との固着力は充分に大きく処理工程中に両者が剥離することはなく、5℃以下の温度雰囲気中では粘着力が小さくなってプラスチック基板13、14と、支持基板11、12とは容易に剥離できる。
【0025】
感温性粘着剤付きフィルム20としては、感温性粘着剤15が上面および下面の両面にポリエチレンテレフタレートフィルムからなる上側セパレートフィルム21および下側セパレートフィルム22で挟み込まれ、巻き取られロール状のものを用意する。
【0026】
図3を用いて透明電極付きプラスチック基板19と感温性粘着剤15との貼り合わせ工程を説明する。
【0027】
感温性粘着剤付きフィルム20は、感温性粘着剤付きフィルム供給ローラ58にセットする。
一方、透明電極付きプラスチック基板19は、プラスチック基板供給ローラ60にセットする。
【0028】
感温性粘着剤付きフィルム20は、第1の誘導ローラ65でガイドし、この第1の誘導ローラ65を通過した時点で下側セパレートフィルム22を剥離する。
そして、下側セパレートフィルム22は、第1の誘導ローラ65の上方に設けられた第2の誘導ローラ66を経由して、下側セパレートフィルム巻き取りローラ70で巻き取られる。
【0029】
第1の誘導ローラ65を通過し、下側セパレートフィルム22が剥離された感温性粘着剤付きフィルム20の感温性粘着剤15は、図3における上面に剥き出したまま第3の誘導ローラ67を経由し、積層ローラ69へと導かれる。
【0030】
また、プラスチック基板供給ローラ60から第4の誘導ローラ68を介して、透明電極付きプラスチック基板19が供給される。
このとき、透明電極16の形成面は、図3において透明電極付きプラスチック基板19の下方に向いている。
【0031】
つぎに、この透明電極付きプラスチック基板19を、積層ローラ69の下を通過させ、下側セパレートフィルム22を剥離した感温性粘着剤付きフィルム20と貼り合わせる。
【0032】
積層ローラ69を通過後、感温性粘着剤付きフィルム20と透明電極付きプラスチック基板19は、感温性粘着剤15を介して積層され、感温性粘着剤付きプラスチック基板23となる。
なお、このときは感温性粘着剤15は、まだ上側セパレートフィルム21にて保護されている。
【0033】
つぎに図4に示すように、長尺の感温性粘着剤付きプラスチック基板23を、ローダーカセットや収納カセットに収納できる大きさに打ち抜く。
本実施形態では、現有のガラス基板の液晶パネル製造ラインのガラス基板と同じ大きさに打ち抜いた。
【0034】
打ち抜き工程は、積層された感温性粘着剤付きプラスチック基板23をプレス刃24で切断する。プレス刃24はトムソン刃と呼ばれる木板盤に剃刀の刃を立てたものを使用する。
この図4では、上側セパレートフィルム21と感温性粘着剤15と透明電極付きプラスチック基板19との間には隙間があるように図示しているが、これは理解しやすくするために隙間を設けたもので、実際には隙間なく密着している。
【0035】
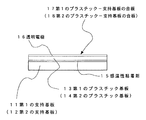
切断した感温性粘着剤付きプラスチック基板23の断面構造を図5に示す。
透明電極16を形成した透明電極付きプラスチック基板19の透明電極16形成面と反対側に感温性粘着剤15が形成され、その感温性粘着剤15上に上側セパレートフィルム21が形成されている。
【0036】
つぎに図6に示すように、プラスチック基板を支持基板への貼り合わせ処理を行なう。このとき、第1、第2の支持基板11、12の材質は、剛性を有するとともに、透明性を有するガラス基板、または透明性を有し耐熱性のある透明性樹脂基板を用いる。
【0037】
第1、第2の支持基板11、12の厚さは、現状のガラス基板を使用した液晶パネル製造装置で処理をするため、1.1mm〜0.5mmとすることが好ましい。また、外形大きさは、その液晶パネル製造装置で用いる大きさに合わせる。
さらに、第1、第2の支持基板11、12の大きさは、位置合わせの容易性の観点から、図7に示すように、第1、第2のプラスチック基板13、14より若干(1mm程度)大きくすることが望ましい。この寸法差は、図4を用いて説明した打ち抜き工程で、プレス刃24によってバリと呼ばれる加工痕が周縁部に若干発生し外形大きさがわずかに大きくなったときでも、位置合わせができるように設けている。
【0038】
まず図6に示すように、上側セパレーターフィルム21を感温性粘着剤付きプラスチック基板23から剥離して、感温性粘着剤15を露出させる。
【0039】
つぎに、支持基板11、12とプラスチック基板13、14とを感温性粘着剤15を介して貼り合わせる。
このとき、貼り合わせはラミネーター装置やローラ等(図示せず)を用いて行う。この貼り合わせ時には、気泡が内部に発生しないように行い、図1に示す第1、および第2のプラスチック−支持基板の合板17、18とする。
【0040】
前述のように、感温性粘着剤15のスイッチング温度は5℃に設定しており、室温で貼り合わせ処理を行えば、支持基板11、12とプラスチック基板13、14とは固着される。
【0041】
なお、プラスチック基板13、14と支持基板11、12との間に微量の気泡が入った場合は、加圧加熱装置(オートクレ−ブ)の中に入れ、第1、第2の支持基板11、12と第1、第2のプラスチック基板13、14間に入った気泡を取り除く。
このときの加圧加熱条件は、温度50℃、圧力5kg/cm2とする。
【0042】
つぎに図8に示すように、それぞれプラスチック−支持基板の合板17、18をローダーカセット26に収納し、所定の処理を行う。
まずはじめに、ローダーカセット26に収納されている第1、および第2のプラスチック−支持基板の合板17、18を洗浄装置25へ送り込む。
【0043】
これらの第1、および第2のプラスチック−支持基板の合板17、18は、ロボット(図示ぜず)により、コロ搬送系27に載せられ、洗浄装置25内に送られる。
この洗浄装置25では、弱アルカリ性の界面活性剤や中性洗剤などを用いて油脂の汚れを落とし、さらにその後、弱アルカリ性の界面活性剤や中性洗剤をリンスするための純水28のシャワー洗浄を行う。
この洗浄工程は、図8に示すシャワー洗浄以外にディップ洗浄でも良い。
【0044】
この洗浄工程の処理温度は、60℃以下であるが、スイッチング温度の5℃よりは十分高いため、第1、第2のプラスチック−支持基板の合板17、18の感温性粘着剤15の粘着力は全く変化せず、支持基板11、12とプラスチック基板13、14とは剥離しない。
【0045】
つぎに図9に示すように、窒素ガスを噴射するエアナイフ29のわずかな隙間に第1、第2のプラスチック−支持基板の合板17、18を通過させて乾燥させる。このときも第1、第2のプラスチック−支持基板の合板17、18は剥離しない。
【0046】
つぎに、第1、第2のプラスチック−支持基板の合板17、18上に感光性材料であるフォトレジストを透明電極16上に形成する。このフォトレジスト形成工程では、ポジ型感光性レジスト30をスピンナー法もしくはロールコーター法で塗布する。
本実施形態では、ロールコーター31を用いてポジ型感光性レジスト30を形成した。
【0047】
その後、図示しないが、ポジ型感光性レジスト30膜中の残留溶剤を蒸発させて透明電極16との密着力を強化するために、温度80℃で時間10分間の熱処理を行い、ポジ型感光性レジスト30をプリベーク処理する。
【0048】
つぎに、図10に示すように、ポジ型感光性レジスト30の露光工程を行う。第1、および第2のプラスチック−支持基板の合板17、18を、露光装置にセットし、ポジ型感光性レジスト30上方にセットされたフォトマスク32のアライメントを行う。そして、フォトマスク32とを介して紫外線を照射し、ポジ型感光性レジスト30の露光処理を行う。このときフォトマスク32とポジ型感光性レジスト30との間は、100μm以下のすきまを設けて露光する。
【0049】
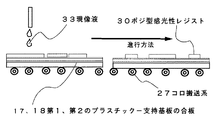
つぎに図11に示すように、ポジ型感光性レジスト30の現像工程を行う。第1、および第2のプラスチック−支持基板の合板17、18は、コロ搬送系27上を移動しながら、現像液33を滴下する。
このとき、現像液33には、水酸化カリウム(KOH)の3〜10%溶液を用いる。この結果、ポジ型感光性レジスト30は、光照射部が除去されるようにパターニングされる。
【0050】
その後、ポジ型感光性レジスト30をさらに硬化させるために、温度120℃から130℃で、時間10分間のポストベーク処理を行う。
【0051】
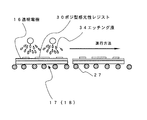
つぎに、図12に示すように、透明電極16のエッチング工程を行う。
すなわち、パターニングしたポジ型感光性レジスト30をエッチングマスクとして透明電極16をエッチングする。透明電極16のエッチング液34は、臭化水素酸(HBr)の40〜55%溶液を用いてシャワーエッチングする。
【0052】
つぎに、図13に示すように、エッチングマスクとして使用したポジ型感光性レジスト30の剥離処理を行う。
第1、第2のプラスチック−支持基板の合板17,18をコロ搬送系27にて搬送しながら、剥離液35をポジ型感光性レジスト30上にシャワー散布する。
剥離液35には、水酸化カリウム(KOH)の2〜5%溶液を用いる。さらにその後、純水洗浄処理を行い剥離液35を洗い流す。
【0053】
つぎに、図14に示すように、第1、第2のプラスチック−支持基板の合板17、18を乾燥させるためコロ搬送系27にて搬送しながら遠赤外線等のヒーター36下を通過させ、さらに、上下に設けられたエアナイフ29の5mm〜10mm程度の隙間を通り、純水を除去し乾燥する。
【0054】
その後、第1、第2のプラスチック−支持基板の合板17、18を、透明電極16パターンの配線間の短絡および導通検査するために、リーク検査機を用いて短絡および導通検査を行う。リーク検査機は、真空吸着にて載物台上に配置するが、このとき、第1、第2のプラスチック−支持基板の合板17、18は剛体なので、真空吸引を完全に行うことができ、位置ずれは発生しない。
【0055】
つぎに、図15に示すように、透明電極16の短絡および導通検査を終了した後、一度、次工程の開始日までストックする。このとき、第1、第2のプラスチック−支持基板の合板17、18の収納には、収納カセット37を用いてストック室に保管する。
ただし、ストック室が10℃以下の低温になると感温性粘着剤15が剥離する可能性があるため、室温管理のクリーンルームに第1、第2のプラスチック−支持基板の合板17、18を保管することが望ましい。
【0056】
つぎに第1、第2のプラスチック−支持基板の合板17、18の透明電極16上に配向膜を形成する。
【0057】
図16に示すように、ポリイミド樹脂膜からなる配向膜38を、透明電極16上にオフセット印刷法を用いて塗布する。
つぎに、150℃で約15分間、連続炉の中で焼成処理し、配向膜38を硬化させる。
【0058】
つぎに、図17に示すように、配向膜38の配向処理工程を行う。
配向膜38の配向処理工程は、バフ材を形成したラビング処理ローラ63を用いて行い、配向処理条件はバフ材の切り込み量を0.6mmに調整し、ラビング処理ローラ63の回転数を1000rpmとする。第1、第2のプラスチック−支持基板の合板17、18の送り速度は、25mm/秒とし1回通過させる。
【0059】
ここから2枚の第1、第2のプラスチック−支持基板の合板17、18のうち第1のプラスチック−支持基板の合板17から第1の支持基板11を剥離する。この第1のプラスチック基板13には、後述するように新たな第3の支持基板を貼り合わせた上で、2枚の基板間のギャップ寸法を制御するギャップ材を形成する。
【0060】
第1の支持基板11の剥離は、図18に示すように、第1のプラスチック−支持基板の合板17を、0℃〜5℃の低温乾燥炉39に約20分間入れる。
【0061】
第1のプラスチック−支持基板の合板17の温度が0℃〜5℃安定した後、薄刃状のカッターなどを第1の支持基板11と第1のプラスチック基板13間に差し込み、第1の支持基板11と第1のプラスチック基板13とを分離させる。このとき、感温性粘着剤15はスイッチング温度以下となっていることから粘着力はほとんど消失しているため、第1のプラスチック基板13に歪みを与えることなく容易に剥離することが可能となる。
【0062】
また、感温性粘着剤15は、第1のプラスチック基板13側には残らず、第1の支持基板11側に残る。
なお、この感温性粘着剤15は、トルエンなどの溶剤に浸漬すれば溶解除去することができ、支持基板として再度利用できる。
【0063】
つぎに、図19に示すように、剥離した第1のプラスチック基板13を新たな第3の支持基板40に貼り合わせる。第3の支持基板40は、剛性を有するガラス基板または樹脂基板を用いる。
第1のプラスチック基板13は、全面で第3の支持基板40に固着するのではなく両者の固着力を小さくするように、第3の支持基板40の四隅もしくは周辺に、紫外線剥離粘着剤41としてヒューグル製HUO−15A(商品名)を設置しておく。
【0064】
つぎに、第1のプラスチック基板13の配向膜38形成面と反対側の面と第3の支持基板40とを、紫外線剥離粘着剤41を用いて貼り合わせ接着合板42とする。
この第1のプラスチック基板13を新たな第3の支持基板40に貼り合わせる理由は、ギャップ材を配向膜38上に散布した後、第1のプラスチック基板13からの第3の支持基板40の剥離を容易にして、ギャップ材が配向膜38上から脱落および位置ずれが発生しないようにするためである。
【0065】
つぎに図20に示すように、基板間のギャップ寸法を制御するギャップ材43として接着剤付きのビーズを乾式法または湿式法のスペーサ散布機を用いて配向膜38上に均一に散布する。
ギャップ材43は、球径が7μm〜10μmの樹脂材料からなるプラスチックビーズ、または酸化シリコンからなるシリカビーズとする。このとき、セルギャップを均一に出すために、プラスチックビーズの場合150個/mm2〜200個/mm2散布し、シリカビーズを使用する場合は、50個/mm2〜100個/mm2散布する。
【0066】
この実施形態では、ギャップ材43として、その周囲に接着剤が形成された、たとえばエポスターYS−63GA(日本触媒株式会社製)を150個/mm2〜180個/mm2の条件で散布した。
【0067】
ギャップ材43を散布した後、図20に示すように、接着合板42の第1のプラスチック基板13の上方より、紫外線ランプ44を用いて紫外線を照射する。紫外線が照射されると、紫外線剥離粘着剤41は粘着力が完全に無くなる。紫外線剥離粘着剤41は粘着力が完全に無くなっているので、図21に示すように、配向膜38上に散布したギャップ材43が脱落や移動して散布密度が不均一になることなく第3の支持基板40を剥離できる。
【0068】
つぎに、2枚のプラスチック基板13、14を貼り合わせ、基板間に液晶を封入するためのシール材45形成工程を図22に示す。
第2のプラスチック基板14は、第1のプラスチック基板13と異なり、第2の支持基板12はラビング工程後も剥離せず、第2のプラスチック−支持基板の合板18のままである。
【0069】
シール材45は、スクリーン印刷法により配向膜38形成面側で、第2のプラスチック基板14の周縁部に形成する。
このとき、液晶を注入するための注入口に相当する部分にはシール材45は形成しない。なおシール材45としては、熱硬化型の弾性接着剤、たとえば三井化学製ストラクトボンドMCP−207(商品名)を使用する。ここで熱硬化型の弾性接着剤を使用する理由は、プラスチック基板との密着性を向上させるためである。プラスチック基板に力が加わり湾曲や変形が発生したとき、弾性を持たないシール材45はプラスチック基板から剥離してしまうが、弾性を有するシール材45であれば湾曲や変形に追従して剥離が発生することはない。
【0070】
つぎに、第2のプラスチック基板14に形成された熱硬化型の弾性接着剤からなるシール材45のプレキュア処理を行うために、硬化温度より低めの90℃〜110℃に設定された加熱炉内へ移動させる。
このプレキュア処理は、シール材45の粘度を下げ、シール印刷時に取り込んだ微少な泡を取り除くために行う。
【0071】
その後、シール材45を形成した第2のプラスチック−支持基板の合板18を、0℃〜5℃の低温乾燥炉40に約20分間入れ、温度が0℃〜5℃に安定した後、第2のプラスチック基板14と第2の支持基板12間に薄刃状のカッターなどを差し込み、第2のプラスチック基板14と第2の支持基板12とを分離させる。
【0072】
このとき、感温性粘着剤15はスイッチング温度以下となっていることから粘着力はほとんど消失しているため、第2のプラスチック基板14に歪みを与えることなく、図23に示すように容易に剥離することが可能となる。
また、感温性粘着剤15は、第2のプラスチック基板14側には残らず、第2の支持基板12側に残る。なお、この感温性粘着剤15は、トルエンなどの溶剤に浸漬すれば、溶解除去され支持基板として再度利用できる。
【0073】
つぎに、第1、2のプラスチック基板13、14を、アライメントマークを用い、所定の位置で第1、2のプラスチック基板13、14を重ね合わせる。
【0074】
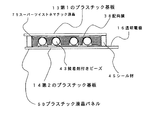
そして、図24に示すように、貼り合わせた2枚のプラスチック基板13、14のシール材45を硬化するために、重ね合わせた基板をエアバック47を用いて、0.4〜1.2kg/cm2の圧力を加え、120〜160℃の温度で1〜4時間、炉の中で焼成する。
【0075】
このとき、図24に示すように、シール材45で貼り合わせたプラスチック基板13、14の間に、ほぼ同サイズの大きさの無塵紙46を挟むとよい。
重ね合わせたプラスチック基板13、14間に小さなゴミが混入した場合、基板間のギャップ寸法がゴミにより変動してしまうが、無塵紙46をプラスチック基板13、14間に配置すると、無塵紙46がギャップ寸法変動を吸収し、所定のギャップ寸法が得られる。また、重ね合わせたプラスチック基板13、14が密着しはがれにくくなることも防止できる効果も無塵紙46は有する。
【0076】
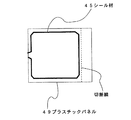
その後、完成した大型プラスチックパネル48を切断してプラスチックパネルを形成する。図25に対角で2インチ程度のプラスチックパネルが多数個配列された大型プラスチックパネル48の平面図を示す。プラスチックパネルはシール材45で囲まれている。
【0077】
図26に示すように、プレス刃24を設けたプレス機を用いて大型プラスチックパネル48を切断してプラスチックパネル49を得る。
【0078】
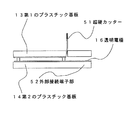
つぎに図27、28に示すように、透明電極16からなる外部接続端子部52を露出させるため、シール材45の外側の超硬カッター切断面に沿って上側の第1のプラスチック基板13を超硬カッター51を用いて切り落とす。
【0079】
このとき、下側の第2のプラスチック基板14の外部接続端子部52に傷を付けないように、超硬カッター51の切り込み量を調整する。
【0080】
その後、図29に示すように、プラスチックパネル49に真空注入法で、スーパーツイストネマティック液晶(STN)75を室温にてセル内に注入する。
【0081】
つぎに、注入孔を塞ぐために紫外線接着剤で封孔(図示せず)を行い、プラスチック液晶パネル50を得る。
【0083】
すなわち、本発明のプラスチック液晶パネルの製造方法では、プラスチック基板の表面平坦性が要求される透明電極のパターニング工程から少なくとも配向処理工程まで、プラスチック基板を支持基板に貼り付けて、所定の処理を行っている。
【0084】
【発明の効果】
以上の説明から明らかなように、本発明のプラスチック液晶パネルの製造方法においては、プラスチック基板を剛性を有する支持基板に粘着剤を使用して貼り付けて、透明電極のパターニング工程から少なくとも配向膜の配向処理工程までの所定の処理を行い、その所定の処理が終了した後、支持基板からプラスチック基板を剥離する。
【0085】
プラスチック基板を、剛性を有する支持基板に粘着剤を用いて貼り付けていることから、本発明ではプラスチック基板表面が平坦となり、透明電極のパターニング工程から配向処理工程を精度良く行うことができる。
さらに、現状のガラス基板製造装置の通過センサー、厚さセンサー、およびアライメントセンサーなどの設定やセンサー部品を換えずに、プラスチック液晶パネルを製造することが可能となる。
【0086】
また、支持基板とプラスチック基板との貼り付けに粘着剤を用いることによって、プラスチック基板の剥離面が綺麗にでき、支持基板は何度でも使用できる。このため品質の良いプラスチック液晶パネルが得られると同時に低コスト化が可能となる。
さらにまた、粘着剤として感温性粘着剤を用いることにより、本発明では支持基板からのプラスチック基板の剥離が温度管理だけで簡単に行うことができる。
【0087】
また、本発明のプラスチック液晶パネルの製造方法においては、プラスチック液晶パネルの専用製造装置を設置せずにガラス基板の製造装置を用いて、プラスチック液晶パネルの製造が可能となる。
したがって、本発明では設備投資を最小限に抑え、低コストでプラスチック液晶パネルを製造することができる。
【図面の簡単な説明】
【図1】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図2】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図3】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図4】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図5】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図6】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図7】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図8】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図9】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図10】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図11】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図12】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図13】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図14】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図15】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図16】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図17】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図18】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図19】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図20】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図21】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図22】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図23】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図24】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図25】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図26】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図27】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図28】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図29】本発明の実施形態におけるプラスチック液晶パネルの製造方法を示す図面である。
【図30】従来の技術におけるプラスチック液晶パネル製造方法を示す図面である。
【符号の説明】
11:第1の支持基板 12:第2の支持基板
13:第1のプラスチック基板 14:第2のプラスチック基板
15:感温性粘着剤 16:透明電極
17:第1のプラスチック−支持基板の合板
18:第2のプラスチック−支持基板の合板
19:透明電極付きプラスチック基板
20:感温性粘着剤付きフィルム 21:上側セパレートフィルム
22:下側セパレートフィルム
23:感温性接着剤付きプラスチック基板 24:プレス刃
25:洗浄装置 26:ローダーカセット
27:コロ搬送系 28:純水 29:エアナイフ
30:ポジ型感光性レジスト 32:フォトマスク
33:現像液 34:エッチング液 35:剥離液
36:ヒーター 37:収納カセット 38:配向膜
39:低温乾燥炉 40:第3の支持基板
41:紫外線剥離タイプ粘着剤テープ 42:接着合板
43:ギャップ材 44:紫外線ランプ 45:シール材
46:無塵紙 47:エアバック
48:大型プラスチックパネル 49:プラスチックパネル
50:プラスチック液晶パネル 51:超硬カッター
52:外部接続端子部 53:ラビング処理ローラ
54:偏光板貼付けローラ
58:感温性粘着剤付きフィルム供給ローラ
59:液晶ポリマー層形成ローラ
60:プラスチック基板供給ローラ 61:配向膜形成ローラ
62:乾燥器 63:ラビング処理ローラ
64:接着層積層ローラ 65:第1の誘導ローラ
66:第2の誘導ローラ 67:第3の誘導ローラ
68:第4の誘導ローラ 69:積層ローラ
70:下側セパレートフィルム巻き取りローラ
71:加熱恒温槽 75:スーパーツイストネマティック液晶
Claims (6)
- 透明電極を形成した2枚のプラスチック基板をそれぞれ支持基板に粘着剤を用いて貼り付け、前記透明電極のパターニング工程と、配向膜の形成工程と、該配向膜の配向処理工程を行い、さらに、一方のプラスチック基板にはギャップ材の形成工程、また他方のプラスチック基板にシール材の形成工程を行った後、前記2枚のプラスチック基板から支持基板を剥離して、該2枚のプラスチック基板の重ね合わせ工程と、液晶注入工程とを行うプラスチック液晶パネルの製造方法において、
前記2枚のプラスチック基板と支持基板の貼り付けに用いる前記粘着剤は、あるスイッチング温度を境に粘着と非粘着の特性変化を生じる感温性粘着剤であって、雰囲気温度が該スイッチング温度以上の高温領域では粘着力が大きく、スイッチング温度以下の低温領域では粘着力が高温時の10分の1程度に小さくなる低温剥離型であり、さらに前記2枚のプラスチック基板のうち、ギャップ材を形成するものを、前記配向処理工程を終えた段階で、それまでの工程で用いた前記支持基板から剥離して、別の支持基板に今度は紫外線剥離粘着剤を用いて貼り合わせ、次のギャップ材の形成工程に移るのであって、該紫外線剥離粘着剤は紫外線照射により粘着力を完全に失うものであることを特徴とするプラスチック液晶パネルの製造方法。 - 請求項1に記載のプラスチック液晶パネルの製造方法において、
前記感温性粘着剤のスイッチング温度は5℃であることを特徴とするプラスチック液晶パネルの製造方法。 - 請求項1に記載のプラスチック液晶パネルの製造方法において、
前記紫外線剥離粘着剤を用いる前記プラスチック基板と前記別の支持基板との貼り合わせは、前記紫外線剥離粘着剤を前記別の支持基板の四隅または周辺のみに設けて行うことを特徴とするプラスチック液晶パネルの製造方法。 - 請求項1に記載のプラスチック液晶パネルの製造方法において、
シール材は熱硬化型の弾性接着剤であることを特徴とするプラスチック液晶パネルの製造方法。 - 請求項1に記載のプラスチック液晶パネルの製造方法において、
前記ギャップ材の形成工程の後、紫外線を照射し前記プラスチック基板と前記支持基板を剥離することを特徴とするプラスチック液晶パネルの製造方法。 - 請求項1に記載のプラスチック液晶パネルの製造方法において、
プラスチック基板は複数のプラスチック液晶パネル領域を含む大型のプラスチック基板であり、
前記シール材を各プラスチック液晶パネル領域毎に設けて2枚の前記大型のプラスチック基板を貼り合わせた後、切断加工を行い個別のプラスチック液晶パネルとすることを特徴とするプラスチック液晶パネルの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001061025A JP4685256B2 (ja) | 2001-03-06 | 2001-03-06 | プラスチック液晶パネルの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001061025A JP4685256B2 (ja) | 2001-03-06 | 2001-03-06 | プラスチック液晶パネルの製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007318095A Division JP4685853B2 (ja) | 2007-12-10 | 2007-12-10 | プラスチック液晶パネルの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002258252A JP2002258252A (ja) | 2002-09-11 |
| JP2002258252A5 JP2002258252A5 (ja) | 2008-01-31 |
| JP4685256B2 true JP4685256B2 (ja) | 2011-05-18 |
Family
ID=18920383
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001061025A Expired - Fee Related JP4685256B2 (ja) | 2001-03-06 | 2001-03-06 | プラスチック液晶パネルの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4685256B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100934830B1 (ko) * | 2002-12-16 | 2009-12-31 | 엘지디스플레이 주식회사 | 플라스틱 기판을 사용한 액정표시장치의 제작방법 및 이에사용되는 플라스틱 기판 고정방법 |
| KR100839780B1 (ko) | 2006-01-18 | 2008-06-19 | 주식회사 엘지화학 | 유연성 기판 반송용 점착제 |
| KR100831562B1 (ko) * | 2006-03-23 | 2008-05-21 | 주식회사 엘지화학 | 유연성 기판 반송용 점착제 조성물 |
| JP5241153B2 (ja) * | 2006-08-21 | 2013-07-17 | 日本合成化学工業株式会社 | 樹脂基板の製造方法 |
| JP5408848B2 (ja) | 2007-07-11 | 2014-02-05 | 株式会社ジャパンディスプレイ | 半導体装置の製造方法 |
| JP6109932B2 (ja) | 2013-05-24 | 2017-04-05 | ニッタ株式会社 | 感温性粘着剤 |
| WO2017022688A1 (ja) * | 2015-07-31 | 2017-02-09 | 富士フイルム株式会社 | 液晶セルおよび3次元構造液晶セル |
| KR102031621B1 (ko) | 2017-10-25 | 2019-10-14 | (주)켐베이스 | 감온성 점착제 조성물 |
| CN112731697B (zh) * | 2021-01-04 | 2022-09-27 | 河北光兴半导体技术有限公司 | 液晶显示面板的加工系统及其加工方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07325297A (ja) * | 1994-05-31 | 1995-12-12 | Fujimori Kogyo Kk | プラスチックス基板付き積層シートおよび基板処理方法 |
| JPH11243209A (ja) * | 1998-02-25 | 1999-09-07 | Seiko Epson Corp | 薄膜デバイスの転写方法、薄膜デバイス、薄膜集積回路装置、アクティブマトリクス基板、液晶表示装置および電子機器 |
| JP2000241822A (ja) * | 1999-02-17 | 2000-09-08 | Seiko Epson Corp | 液晶パネルの製造方法 |
-
2001
- 2001-03-06 JP JP2001061025A patent/JP4685256B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07325297A (ja) * | 1994-05-31 | 1995-12-12 | Fujimori Kogyo Kk | プラスチックス基板付き積層シートおよび基板処理方法 |
| JPH11243209A (ja) * | 1998-02-25 | 1999-09-07 | Seiko Epson Corp | 薄膜デバイスの転写方法、薄膜デバイス、薄膜集積回路装置、アクティブマトリクス基板、液晶表示装置および電子機器 |
| JP2000241822A (ja) * | 1999-02-17 | 2000-09-08 | Seiko Epson Corp | 液晶パネルの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002258252A (ja) | 2002-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101552729B1 (ko) | 플렉서블 표시장치의 제조 방법 | |
| JP3203166B2 (ja) | 液晶表示素子製造用治具及びそれを用いた液晶表示素子の製造方法 | |
| KR0169381B1 (ko) | 액정 표시 장치용 액정 셀 및 그 제조 방법 | |
| US20170192286A1 (en) | Flexible substrate and manufacturing method thereof and display device | |
| JP3950987B2 (ja) | 液晶表示装置の製造方法 | |
| JPH0886993A (ja) | 基板搬送用治具及びそれを用いた液晶表示素子の製造方法 | |
| JP4685256B2 (ja) | プラスチック液晶パネルの製造方法 | |
| CN108753193B (zh) | 一种蓝光-紫外吸收胶带及其用胶水和制备方法 | |
| WO2020093541A1 (zh) | 柔性液晶显示装置的制作方法 | |
| US20090041883A1 (en) | Apparatus for fabricating flat panel display | |
| KR101117987B1 (ko) | 평판표시소자의 제조장치 및 방법 | |
| JP3871983B2 (ja) | 液晶表示パネルの製造方法 | |
| JP2007148449A (ja) | 液晶表示装置 | |
| JP2001125082A (ja) | プラスチックパネルの製造方法 | |
| JP4685853B2 (ja) | プラスチック液晶パネルの製造方法 | |
| KR100615217B1 (ko) | 평판표시장치의 제조방법 | |
| JP4999836B2 (ja) | 表示パネルの製造方法 | |
| JP2000248243A (ja) | 接着シート及び液晶パネルの製造方法 | |
| JP2003280008A (ja) | 液晶表示素子及びその製造方法 | |
| KR20080000246A (ko) | 전사필름, 이를 이용하여 제조된 액정표시장치 및 그의제조방법 | |
| TWI439983B (zh) | 用於軟性顯示器之軟板製作方法 | |
| JP2000241823A (ja) | 液晶パネルの製造方法 | |
| JP3689529B2 (ja) | 液晶素子の製造方法 | |
| JP2004246092A (ja) | 液晶セルとその製造方法 | |
| KR101264676B1 (ko) | 패턴 형성 방법 및 그를 이용한 액정표시소자 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071129 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20071129 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071210 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100804 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100810 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100909 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101124 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101224 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110208 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110210 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140218 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |