JP4664277B2 - 高精密度のミラーおよびその製造方法 - Google Patents
高精密度のミラーおよびその製造方法 Download PDFInfo
- Publication number
- JP4664277B2 JP4664277B2 JP2006503844A JP2006503844A JP4664277B2 JP 4664277 B2 JP4664277 B2 JP 4664277B2 JP 2006503844 A JP2006503844 A JP 2006503844A JP 2006503844 A JP2006503844 A JP 2006503844A JP 4664277 B2 JP4664277 B2 JP 4664277B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- substrate
- mirror
- thin film
- finish
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 title abstract description 15
- 239000000758 substrate Substances 0.000 claims abstract description 40
- 239000010409 thin film Substances 0.000 claims abstract description 20
- 229910052782 aluminium Inorganic materials 0.000 claims description 15
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 15
- 229910021417 amorphous silicon Inorganic materials 0.000 claims description 12
- 229910018487 Ni—Cr Inorganic materials 0.000 claims description 5
- VNNRSPGTAMTISX-UHFFFAOYSA-N chromium nickel Chemical compound [Cr].[Ni] VNNRSPGTAMTISX-UHFFFAOYSA-N 0.000 claims description 5
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims description 4
- 229910052737 gold Inorganic materials 0.000 claims description 4
- 239000010931 gold Substances 0.000 claims description 4
- 229910052709 silver Inorganic materials 0.000 claims description 4
- 239000004332 silver Substances 0.000 claims description 4
- 230000008859 change Effects 0.000 claims description 3
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims 2
- 238000000034 method Methods 0.000 abstract description 18
- 238000005498 polishing Methods 0.000 abstract description 13
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 14
- 239000000463 material Substances 0.000 description 10
- 229910003460 diamond Inorganic materials 0.000 description 8
- 239000010432 diamond Substances 0.000 description 8
- 230000005855 radiation Effects 0.000 description 8
- 238000007736 thin film deposition technique Methods 0.000 description 8
- 229910000755 6061-T6 aluminium alloy Inorganic materials 0.000 description 7
- 229910052759 nickel Inorganic materials 0.000 description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 230000008901 benefit Effects 0.000 description 6
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 5
- 229910052710 silicon Inorganic materials 0.000 description 5
- 239000010703 silicon Substances 0.000 description 5
- 229910000838 Al alloy Inorganic materials 0.000 description 4
- 238000003754 machining Methods 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 3
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 3
- 238000005275 alloying Methods 0.000 description 3
- 229910052804 chromium Inorganic materials 0.000 description 3
- 239000011651 chromium Substances 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 229910052725 zinc Inorganic materials 0.000 description 3
- 239000011701 zinc Substances 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- PRPINYUDVPFIRX-UHFFFAOYSA-N 1-naphthaleneacetic acid Chemical compound C1=CC=C2C(CC(=O)O)=CC=CC2=C1 PRPINYUDVPFIRX-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005315 distribution function Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 229910052732 germanium Inorganic materials 0.000 description 1
- GNPVGFCGXDBREM-UHFFFAOYSA-N germanium atom Chemical compound [Ge] GNPVGFCGXDBREM-UHFFFAOYSA-N 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- BPUBBGLMJRNUCC-UHFFFAOYSA-N oxygen(2-);tantalum(5+) Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[Ta+5].[Ta+5] BPUBBGLMJRNUCC-UHFFFAOYSA-N 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 229910052594 sapphire Inorganic materials 0.000 description 1
- 239000010980 sapphire Substances 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- LIVNPJMFVYWSIS-UHFFFAOYSA-N silicon monoxide Chemical compound [Si-]#[O+] LIVNPJMFVYWSIS-UHFFFAOYSA-N 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 229910001928 zirconium oxide Inorganic materials 0.000 description 1
Images


Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/08—Mirrors
- G02B5/0808—Mirrors having a single reflecting layer
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/08—Mirrors
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Optical Elements Other Than Lenses (AREA)
- Glass Compositions (AREA)
- Physical Vapour Deposition (AREA)
Description
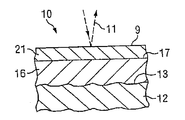
図1は本発明の特徴を実施した高精密度ミラー10の部分的断面図である。このミラー10は破線の矢印11により示されているように放射光を反射できる高精密度の表面9を有している。図1のミラー10は可視放射光で使用されるように設計されているが、代わりに他のタイプの放射線で使用されることができる。表面9の湾曲が図1で明白ではないように図1で見られるミラー10の部分は十分に小さいが、表面9は非球面表面である。本発明は表面9のような非球面のミラー表面の文脈で有効な特徴を有するが、本発明は非球面表面に限定されない。
Claims (4)
- ミラーを具備する装置において、ミラーは、
表面を有する基板と、
前記基板の前記表面上に設けられた薄膜の仕上げ層と、
この薄膜の仕上げ層の基板と反対側の表面上に設けられた銀、金、またはアルミニウムにより構成された反射層とを具備し、
前記基板の表面上に設けられた仕上げ層はアモルファスシリコンから構成され、
前記薄膜の仕上げ層の基板と反対側の表面は研磨仕上げされている装置。 - 前記仕上げ層は、前記基板と前記仕上げ層の熱膨張係数の差により前記ミラーが温度変化による屈曲を実質上生じないような薄い厚さに形成されている請求項1記載の装置。
- 前記仕上げ層は0.00254mm(0.0001インチ)よりも小さい厚さを有している請求項1記載の装置。
- ミラーを具備する装置において、ミラーは、
表面を有する基板と、
前記基板の前記表面上に設けられたアモルファスシリコンから構成されている薄膜の中間層と、
前記アモルファスシリコンから構成されている薄膜の中間層の基板と反対側の表面上に設けられたニッケル−クロム層から構成されている薄膜の仕上げ層と、
前記薄膜の仕上げ層の前記中間層と反対側の表面上に設けられた銀、金、またはアルミニウムにより構成された反射層とを具備し、
前記薄膜の仕上げ層の前記中間層と反対側の表面は研磨仕上げされている装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/373,448 US6921177B2 (en) | 2003-02-24 | 2003-02-24 | High precision mirror, and a method of making it |
| PCT/US2004/005494 WO2004077114A1 (en) | 2003-02-24 | 2004-02-24 | High precision mirror, and a method of making it |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006518883A JP2006518883A (ja) | 2006-08-17 |
| JP2006518883A5 JP2006518883A5 (ja) | 2007-01-18 |
| JP4664277B2 true JP4664277B2 (ja) | 2011-04-06 |
Family
ID=32868709
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006503844A Expired - Lifetime JP4664277B2 (ja) | 2003-02-24 | 2004-02-24 | 高精密度のミラーおよびその製造方法 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US6921177B2 (ja) |
| EP (1) | EP1597614B1 (ja) |
| JP (1) | JP4664277B2 (ja) |
| KR (1) | KR100755582B1 (ja) |
| AT (1) | ATE476676T1 (ja) |
| AU (1) | AU2004214919B2 (ja) |
| CA (1) | CA2500309C (ja) |
| DE (1) | DE602004028443D1 (ja) |
| IL (1) | IL167673A (ja) |
| TW (1) | TWI288247B (ja) |
| WO (1) | WO2004077114A1 (ja) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070121104A1 (en) * | 2003-04-18 | 2007-05-31 | Hendrix James L | Techniques for reducing optical noise in metrology systems |
| US8062096B2 (en) * | 2005-06-30 | 2011-11-22 | Cabot Microelectronics Corporation | Use of CMP for aluminum mirror and solar cell fabrication |
| US7641350B2 (en) * | 2005-11-28 | 2010-01-05 | Jds Uniphase Corporation | Front surface mirror for providing white color uniformity for polarized systems with a large range of incidence angles |
| DE102006011973B4 (de) * | 2006-03-15 | 2011-04-07 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Spiegel mit einer Silberschicht |
| WO2009024181A1 (en) * | 2007-08-20 | 2009-02-26 | Optosic Ag | Method of manufacturing and processing silicon carbide scanning mirrors |
| DE102009039400A1 (de) * | 2009-08-31 | 2011-03-03 | Carl Zeiss Laser Optics Gmbh | Reflektives optisches Element zur Verwendung in einem EUV-System |
| DE102009040785A1 (de) * | 2009-09-09 | 2011-03-10 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Substrat aus einer Aluminium-Silizium-Legierung oder kristallinem Silizium, Metallspiegel, Verfahren zu dessen Herstellung sowie dessen Verwendung |
| US8398251B2 (en) * | 2009-11-04 | 2013-03-19 | Raytheon Canada Limited | Method and apparatus for fabricating a precision optical surface |
| DE102010039927A1 (de) * | 2010-08-30 | 2012-03-01 | Carl Zeiss Smt Gmbh | Substrat für Spiegel für die EUV-Lithographie |
| DE102011002953A1 (de) * | 2011-01-21 | 2012-07-26 | Carl Zeiss Smt Gmbh | Substrat für Spiegel für die EUV-Lithographie |
| US9575223B2 (en) | 2011-05-13 | 2017-02-21 | Raytheon Company | Magnesium mirrors and methods of manufacture thereof |
| US9488760B2 (en) | 2013-02-28 | 2016-11-08 | Corning Incorporated | Enhanced, durable silver coating stacks for highly reflective mirrors |
| US9971073B2 (en) * | 2014-04-14 | 2018-05-15 | Corning Incorporated | Enhanced performance metallic based optical mirror substrates |
| US20160097885A1 (en) | 2014-10-03 | 2016-04-07 | Corning Incorporated | Mirror substrates with highly finishable corrosion-resistant coating |
| KR20160061548A (ko) * | 2014-11-21 | 2016-06-01 | 삼성디스플레이 주식회사 | 어레이 테스트 모듈레이터 및 이를 포함하는 박막트랜지스터 기판 검사 장치 |
| DE102015218702A1 (de) * | 2015-09-29 | 2017-03-30 | Dr. Johannes Heidenhain Gmbh | Optisches Schichtsystem |
| US20170269265A1 (en) * | 2016-03-18 | 2017-09-21 | Corning Incorporated | Graphite substrates for reflective optics |
| US10816702B2 (en) * | 2016-03-18 | 2020-10-27 | Corning Incorporated | Reflective optical element with high stiffness substrate |
| CN108468029B (zh) * | 2018-02-12 | 2020-01-21 | 中国科学院国家天文台南京天文光学技术研究所 | 用于碳化硅光学镜面改性与面形提升的磁控溅射扫描方法 |
| US11971605B2 (en) | 2018-05-09 | 2024-04-30 | Fraunhofer-Gesellschaft Zur Foerderung Der Angewandten Forschung E.V. | Mirror support for a composite optical mirror and method for its production |
| US20200009701A1 (en) * | 2018-07-09 | 2020-01-09 | Arizona Board Of Regents On Behalf Of The University Of Arizona | Polishing protocol for zirconium diboride based ceramics to be implemented into optical systems |
| US20200132894A1 (en) * | 2018-10-31 | 2020-04-30 | Corning Incorporated | Support for reflective optical element |
| US11385383B2 (en) | 2018-11-13 | 2022-07-12 | Raytheon Company | Coating stress mitigation through front surface coating manipulation on ultra-high reflectors or other optical devices |
| US11619764B2 (en) | 2020-03-27 | 2023-04-04 | Raytheon Company | High-performance optical surface |
| US20220019001A1 (en) * | 2020-07-15 | 2022-01-20 | Raytheon Company | Visible quality mirror finishing |
| US11698477B2 (en) * | 2020-07-15 | 2023-07-11 | Raytheon Company | Visible quality additive manufactured aluminum mirror finishing |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07168008A (ja) * | 1993-12-13 | 1995-07-04 | Nikon Corp | Ag表面鏡 |
| JPH0868897A (ja) * | 1994-08-29 | 1996-03-12 | Nikon Corp | 反射鏡およびその製造方法 |
| JPH1090505A (ja) * | 1996-08-15 | 1998-04-10 | Alusuisse Technol & Manag Ltd | リフレクタ及びその製造方法 |
| JPH10339799A (ja) * | 1997-06-06 | 1998-12-22 | Nikon Corp | 反射鏡及びその製造方法 |
| JP2000019312A (ja) * | 1998-07-01 | 2000-01-21 | Konica Corp | 反射ミラー |
| JP2000241612A (ja) * | 1999-02-23 | 2000-09-08 | Nikon Corp | 反射鏡 |
| JP2001074922A (ja) * | 1999-09-08 | 2001-03-23 | Nikon Corp | 反射鏡 |
| JP2002357709A (ja) * | 2001-06-01 | 2002-12-13 | Canon Inc | 高反射性銀鏡及び反射型光学部品 |
| JP2003075616A (ja) * | 2001-05-23 | 2003-03-12 | Astrium Gmbh | 超軽量で超剛性の全セラミック反射鏡とその製造方法並びにその使用 |
| JP2004031952A (ja) * | 2002-06-14 | 2004-01-29 | Asml Holding Nv | リソグラフィミラー内の光線強度変化量を管理する方法および装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3947302A (en) * | 1973-08-29 | 1976-03-30 | Mcdonnell Douglas Corporation | Method of producing a spectral line rejection mirror |
| US4865451A (en) * | 1986-12-22 | 1989-09-12 | Ahonen Robert G | Silicon substrate mirror assembly for lasers |
| US4814232A (en) * | 1987-03-25 | 1989-03-21 | United Technologies Corporation | Method for depositing laser mirror coatings |
| ZA912915B (en) | 1990-05-10 | 1992-04-29 | Boc Group Inc | Novel monolithic front surface mirror |
| JPH07191207A (ja) * | 1993-11-17 | 1995-07-28 | Asahi Optical Co Ltd | 反射型複合光学素子 |
| US5912777A (en) * | 1997-06-26 | 1999-06-15 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | High temperature solar reflector, its preparation and use |
| US5933278A (en) * | 1997-06-30 | 1999-08-03 | Polaroid Corporation | Monolithic multi-faceted mirror for combining multiple beams from different light sources by reflection |
| US6078425A (en) * | 1999-06-09 | 2000-06-20 | The Regents Of The University Of California | Durable silver coating for mirrors |
| US6587263B1 (en) * | 2000-03-31 | 2003-07-01 | Lockheed Martin Corporation | Optical solar reflectors |
| CA2313438C (en) * | 2000-07-06 | 2003-03-11 | B-Con Engineering Inc. | High quality optical surface and method of producing same |
| US6598985B2 (en) * | 2001-06-11 | 2003-07-29 | Nanogear | Optical mirror system with multi-axis rotational control |
-
2003
- 2003-02-24 US US10/373,448 patent/US6921177B2/en not_active Expired - Lifetime
-
2004
- 2004-02-24 KR KR1020057015523A patent/KR100755582B1/ko active IP Right Grant
- 2004-02-24 AU AU2004214919A patent/AU2004214919B2/en not_active Ceased
- 2004-02-24 AT AT04714156T patent/ATE476676T1/de not_active IP Right Cessation
- 2004-02-24 TW TW093104709A patent/TWI288247B/zh not_active IP Right Cessation
- 2004-02-24 EP EP04714156A patent/EP1597614B1/en not_active Expired - Lifetime
- 2004-02-24 DE DE602004028443T patent/DE602004028443D1/de not_active Expired - Lifetime
- 2004-02-24 CA CA2500309A patent/CA2500309C/en not_active Expired - Fee Related
- 2004-02-24 WO PCT/US2004/005494 patent/WO2004077114A1/en active Application Filing
- 2004-02-24 JP JP2006503844A patent/JP4664277B2/ja not_active Expired - Lifetime
-
2005
- 2005-03-24 IL IL167673A patent/IL167673A/en active IP Right Grant
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07168008A (ja) * | 1993-12-13 | 1995-07-04 | Nikon Corp | Ag表面鏡 |
| JPH0868897A (ja) * | 1994-08-29 | 1996-03-12 | Nikon Corp | 反射鏡およびその製造方法 |
| JPH1090505A (ja) * | 1996-08-15 | 1998-04-10 | Alusuisse Technol & Manag Ltd | リフレクタ及びその製造方法 |
| JPH10339799A (ja) * | 1997-06-06 | 1998-12-22 | Nikon Corp | 反射鏡及びその製造方法 |
| JP2000019312A (ja) * | 1998-07-01 | 2000-01-21 | Konica Corp | 反射ミラー |
| JP2000241612A (ja) * | 1999-02-23 | 2000-09-08 | Nikon Corp | 反射鏡 |
| JP2001074922A (ja) * | 1999-09-08 | 2001-03-23 | Nikon Corp | 反射鏡 |
| JP2003075616A (ja) * | 2001-05-23 | 2003-03-12 | Astrium Gmbh | 超軽量で超剛性の全セラミック反射鏡とその製造方法並びにその使用 |
| JP2002357709A (ja) * | 2001-06-01 | 2002-12-13 | Canon Inc | 高反射性銀鏡及び反射型光学部品 |
| JP2004031952A (ja) * | 2002-06-14 | 2004-01-29 | Asml Holding Nv | リソグラフィミラー内の光線強度変化量を管理する方法および装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20040165296A1 (en) | 2004-08-26 |
| AU2004214919B2 (en) | 2006-12-21 |
| EP1597614A1 (en) | 2005-11-23 |
| EP1597614B1 (en) | 2010-08-04 |
| AU2004214919A1 (en) | 2004-09-10 |
| TWI288247B (en) | 2007-10-11 |
| KR100755582B1 (ko) | 2007-09-06 |
| CA2500309C (en) | 2010-08-24 |
| DE602004028443D1 (de) | 2010-09-16 |
| TW200428022A (en) | 2004-12-16 |
| ATE476676T1 (de) | 2010-08-15 |
| WO2004077114A1 (en) | 2004-09-10 |
| KR20050110638A (ko) | 2005-11-23 |
| IL167673A (en) | 2009-12-24 |
| US6921177B2 (en) | 2005-07-26 |
| CA2500309A1 (en) | 2004-09-10 |
| JP2006518883A (ja) | 2006-08-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4664277B2 (ja) | 高精密度のミラーおよびその製造方法 | |
| EP2686133B1 (en) | Method for producing a reflective optical component for an euv projection exposure apparatus and component of this type | |
| US10605966B2 (en) | Enhanced performance metallic based optical mirror substrates | |
| JPS60195502A (ja) | 金属回転多面鏡 | |
| CA2313438C (en) | High quality optical surface and method of producing same | |
| JPS59172624A (ja) | 光偏向走査装置 | |
| US20230280508A1 (en) | Visible quality additive manufactured aluminum mirror finishing | |
| JP3980408B2 (ja) | 安定性が高められた光学部品の製造方法及びそれにより得られる部品 | |
| US20220019001A1 (en) | Visible quality mirror finishing | |
| KR100998500B1 (ko) | 광학 소자, 광학막 평면화 방법 및 광학 소자의 제조 방법 | |
| JP2007515657A (ja) | 位相遅れ要素および位相遅れ要素の製造方法 | |
| JPS6126768A (ja) | 光学装置の反射鏡 | |
| Weissman | Beryllium galvanometer mirrors | |
| JPH08220313A (ja) | ミラー |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061122 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090616 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090916 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090928 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091016 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20091023 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091116 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100309 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100709 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20100903 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101019 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101111 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101207 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110106 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4664277 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140114 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |