JP4653141B2 - 歯形成形方法 - Google Patents
歯形成形方法 Download PDFInfo
- Publication number
- JP4653141B2 JP4653141B2 JP2007128711A JP2007128711A JP4653141B2 JP 4653141 B2 JP4653141 B2 JP 4653141B2 JP 2007128711 A JP2007128711 A JP 2007128711A JP 2007128711 A JP2007128711 A JP 2007128711A JP 4653141 B2 JP4653141 B2 JP 4653141B2
- Authority
- JP
- Japan
- Prior art keywords
- tooth profile
- tooth
- mold
- metal material
- gear
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



























Landscapes
- Forging (AREA)
Description
図3は、本発明の好適な実施例の1つを示す。この実施例においては、金属材料20が加工されて平歯車が成形される。図3は、説明のために、歯形を成形する前の状態を示している。
図4〜5は、本発明の別の実施例を示す。この実施例においては、金属材料30の外周に比較的低い荷重で平歯車が成形される。図4は、説明のために、歯形を成形する前の状態を示している。図5は、図4のA−A断面図である。
図6は、本発明の更に別の実施例を示しており、とくに、金属材料の1回の張り出しと2回の突き出しの工程に分けて行う状況を示す。図中の符号40は、本発明の歯車としてのクランクスプロケットを示す。符号40aはピッチ円を示す。
図7〜10は、本発明の更に別の実施例を示す。図10は、図7〜9を合わせて示す。
図11〜14は、本発明の更に別の実施例を示す。この実施例は、金属材料の張り出しと突き出しを2つの工程に分け、更にサイジング(仕上げ絞り加工)工程と組み合わせて行う例である。図中の符号60は歯車を示す。符号64はピッチ円を示す。
図15は、本発明の更に別の実施例を示す。

図16は、本発明の更に別の実施例を示す。
図17は、本発明の更に別の実施例を示す。この実施例は、金属材料の張り出しと突き出しを、種々の冷間鍛造加工と組み合わせて行う例である。歯車としてクランクスプロケットが製造される。
図20は、図18〜19に示すスプロケットを製造する一例を示す。図20は、完成歯形87を成形した後の状態を示している。
図21は、本発明の更に別の実施例を示す。この実施例においては、ヘリカル歯形ピニオンが成形される。
型と被加工物の相対的な移動距離を少なくすれば、型の精度により近い加工物が得られる。その手法の一例を以下図22〜23を参照して説明する。
図24は、本発明の更に別の実施例を示す。この実施例は、中間工程の型内で金属材料を突き出させた後、仕上げ用のサイジングとして更に絞り加工によって歯形を成形する例である。
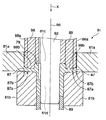
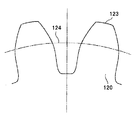
図25〜28は、本発明の更に別の実施例を示す。この実施例は、金属材料の張り出しと突き出しを2つの工程に分け、更にサイジング(仕上げ絞り加工)工程と組み合わせて行う例である。図中の符号120は歯車を示す。符号124はピッチ円を示す。
図29は、本発明の更に別の実施例を示す。この実施例は、金属材料の張り出しと突き出しを2つの工程に分け、更にサイジング(仕上げ絞り加工)工程と組み合わせて行う例である。図中の符号130は歯車を示す。符号134はピッチ円を示す。
21、31、81a、81b、101 型
23、40a、54、64、103、117、124 ピッチ円
24、34、87a 歯先円
25、35、87b、105 歯元円
26、36、86、116 軸心
27、37、87、107、114 雌の歯形
28 加圧ピン
28a、88b 先端部
29、39 支えピン
29a、38a、39a、88a 雄の歯形
30a 外径
31a 孔
38、88 パンチ
40、79 クランクスプロケット
41、42、43、51、52、53、61、62、63、77、87、121、122、123 歯形
41a、42a、43a、65、125 ファイバーフロー
50、60、120 歯車
71 縮径部
72、73 くぼみ
74、75、78 穴
76 拡径部
82 パンチ芯金ピン
89 ノックアウトスリーブ
90 ヘリカル歯形ピニオン
102 上側スリーブ
104 下側スリーブ
108 上押出しピン
109 下押出しピン
111 絞り加工型
112 ガイド部
113 絞り部
Claims (1)
- 冷間鍛造によって歯形部品の歯形を成形する方法において、歯形部品を型の入口から中に入れて型の軸心方向に型の最奥位置まで移動させる間に、歯形部品の一方の端面のみを型の軸心方向に押圧して、歯形部品の歯形の歯底全体を含めてピッチ円を越えるところまで型の歯形に接触させて歯形部品の歯形を型の歯形によって圧縮し、それと同時に、歯形部品の歯先を歯形の半径方向の外向きに突き出し、その突き出しのときに歯形部品の歯形の歯先の頂部が型の歯形に接触しない状態を維持し、かつ、歯形部品が型の最奥位置まで移動したとき、その型の最奥位置で、歯形部品の両方の端面を型の軸心方向に押圧して、歯形部品の歯先を歯形の半径方向にさらに突き出すことを特徴とする、歯形の成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007128711A JP4653141B2 (ja) | 2007-05-15 | 2007-05-15 | 歯形成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007128711A JP4653141B2 (ja) | 2007-05-15 | 2007-05-15 | 歯形成形方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006001258A Division JP4145924B2 (ja) | 2006-01-06 | 2006-01-06 | 歯形の成形方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007203376A JP2007203376A (ja) | 2007-08-16 |
| JP2007203376A5 JP2007203376A5 (ja) | 2008-05-01 |
| JP4653141B2 true JP4653141B2 (ja) | 2011-03-16 |
Family
ID=38483289
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007128711A Expired - Fee Related JP4653141B2 (ja) | 2007-05-15 | 2007-05-15 | 歯形成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4653141B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5682117B2 (ja) * | 2009-02-17 | 2015-03-11 | 株式会社ジェイテクト | 車輪用軸受装置とその製造方法 |
| JP2011121100A (ja) * | 2009-12-11 | 2011-06-23 | Ohashi Technica Inc | ヘリカルギア及びその製造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002035887A (ja) * | 2000-07-19 | 2002-02-05 | Press Kogyo Co Ltd | センサリング及びその製造方法 |
| JP2003266146A (ja) * | 2002-03-13 | 2003-09-24 | Aichi Steel Works Ltd | 矩形歯付き製品及びその製造方法並びに歯形付き製品及びその製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5739054A (en) * | 1980-08-20 | 1982-03-04 | Musashi Seimitsu Kogyo Kk | Forging method for forming tooth form on outer circumference of ring-shaped blank |
| JPH0452042A (ja) * | 1990-06-18 | 1992-02-20 | M H Center:Kk | ヘリカルギアの塑性加工装置 |
| JPH04105741A (ja) * | 1990-08-22 | 1992-04-07 | Toyota Motor Corp | 溝形成装置 |
-
2007
- 2007-05-15 JP JP2007128711A patent/JP4653141B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002035887A (ja) * | 2000-07-19 | 2002-02-05 | Press Kogyo Co Ltd | センサリング及びその製造方法 |
| JP2003266146A (ja) * | 2002-03-13 | 2003-09-24 | Aichi Steel Works Ltd | 矩形歯付き製品及びその製造方法並びに歯形付き製品及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007203376A (ja) | 2007-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7337647B2 (en) | Gear and method and device for manufacturing the gear | |
| US5325698A (en) | Stepped extrusion die assembly | |
| JP5062760B2 (ja) | ボルトの製造方法、ボルト製造装置およびボルト製造用金型 | |
| KR101367051B1 (ko) | 냉간 압출을 이용한 헬리컬 기어의 제조 방법 | |
| KR101105488B1 (ko) | 기어의 제조방법 | |
| JP3906998B2 (ja) | 歯形部品の製造方法 | |
| JP4653141B2 (ja) | 歯形成形方法 | |
| JP4145924B2 (ja) | 歯形の成形方法 | |
| JP6949428B2 (ja) | ベルト式無段変速機用プーリシャフトの製造方法 | |
| JP4383151B2 (ja) | ヘリカル歯車の製造方法 | |
| JP5246588B2 (ja) | 歯車の製造装置及び製造方法 | |
| KR100455081B1 (ko) | 자동차 오토트랜스미션용 솔레노이드밸브의 하우징 성형방법 | |
| JP3770960B2 (ja) | 冷間鍛造による歯車の製造方法及びそれに使用する型 | |
| JP6398659B2 (ja) | 歯形部品の製造方法および歯形部品製造装置 | |
| KR101449270B1 (ko) | 헬리컬 기어 후가공 공정을 포함하는 헬리컬 기어 제조방법 | |
| JP5070516B2 (ja) | 歯車成形用金型および同歯車成形用金型を備えた押出し成形装置 | |
| JP4900713B2 (ja) | 冷間鍛造による平歯車の製造方法 | |
| JP6393599B2 (ja) | ヘリカルギヤ及びその製造方法 | |
| CN110640074A (zh) | 车辆用复合离器齿轮形部的热锻造方法及装置 | |
| JP7356027B2 (ja) | 鍛造装置 | |
| JP2005007480A (ja) | かさ歯車の製造方法およびかさ歯車の製造装置 | |
| JPH04366028A (ja) | 変速用歯車 | |
| JP4445032B1 (ja) | クラウニング付歯車の製造方法及び装置 | |
| JP6641694B2 (ja) | 内歯ヘリカルギア製造用金型、内歯ヘリカルギアの製造方法、及び、内歯ヘリカルギア製造用ギアブランク | |
| KR20230174710A (ko) | 전조 다이스 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070515 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080314 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090403 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100622 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100701 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101214 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101216 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131224 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141224 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |