JP4646083B2 - 成形周辺封止部を備える封入型ウインドウアセンブリ - Google Patents
成形周辺封止部を備える封入型ウインドウアセンブリ Download PDFInfo
- Publication number
- JP4646083B2 JP4646083B2 JP53125498A JP53125498A JP4646083B2 JP 4646083 B2 JP4646083 B2 JP 4646083B2 JP 53125498 A JP53125498 A JP 53125498A JP 53125498 A JP53125498 A JP 53125498A JP 4646083 B2 JP4646083 B2 JP 4646083B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- peripheral
- assembly
- sealing part
- support member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 230000002093 peripheral effect Effects 0.000 title claims description 53
- 238000007789 sealing Methods 0.000 claims description 60
- 239000000463 material Substances 0.000 claims description 21
- 238000000034 method Methods 0.000 claims description 20
- 239000012778 molding material Substances 0.000 claims description 7
- 238000000465 moulding Methods 0.000 claims description 5
- 239000011521 glass Substances 0.000 description 23
- 230000000712 assembly Effects 0.000 description 6
- 238000000429 assembly Methods 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 230000000295 complement effect Effects 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000013013 elastic material Substances 0.000 description 2
- 238000011065 in-situ storage Methods 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 238000010107 reaction injection moulding Methods 0.000 description 2
- 229920002379 silicone rubber Polymers 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000005357 flat glass Substances 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000005340 laminated glass Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000012899 standard injection Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 239000012780 transparent material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
- B29C45/14377—Coating a portion of the article, e.g. the edge of the article using an additional insert, e.g. a fastening element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J10/00—Sealing arrangements
- B60J10/20—Sealing arrangements characterised by the shape
- B60J10/23—Sealing arrangements characterised by the shape assembled from two or more parts
- B60J10/235—Sealing arrangements characterised by the shape assembled from two or more parts the parts being joined along their longitudinal direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J10/00—Sealing arrangements
- B60J10/80—Sealing arrangements specially adapted for opening panels, e.g. doors
- B60J10/82—Sealing arrangements specially adapted for opening panels, e.g. doors for movable panels in roofs
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Seal Device For Vehicle (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Window Of Vehicle (AREA)
Description
1.発明の分野
本発明は、ポリマ製フレーム或いはガラスシートの周辺領域を包囲するガスケット部材を備える封入型ウインドウアセンブリに関連し、詳細には予備形成され、適所に成形された周辺封止部を有する車両用ルーフパネルのような封入型ウインドウアセンブリに関連する。
2.従来技術
最初に、車両用の固定型ウインドウアセンブリは、ガラスシートの周縁部周囲に加えられる接着剤、金属クリップのような適切な機械式取付具及びガラスシートの周縁部並びに車両フレームの隣接部分を覆うために配置される外側装飾用トリムストリップを備える複数の構成要素から構成された。そのようなウインドウ構造体は、車両アセンブリラインに沿って個別に構成要素を組み立てる必要があったため、特に労働力の観点からコストが高かった。
その後上記ウインドウ構造体を改善するために努力が向けられ、米国特許第4,072,340号に記載されるタイプのユニット式ウインドウアセンブリが開発された。これらのアセンブリはガラスシート、隣接フレーム及びポリ塩化ビニールのような成形物からなるケーシング或いはガスケットを備え、ケーシング或いはガスケットがフレーム及びウインドウの周縁部の間に延在し、ガラスシートとフレームとを互いに保持する。取付具がフレームに沿った離間位置に設けられ、全アセンブリが、ユニットとして車両本体の開口部上の位置に案内されることができた。他のタイプのユニット式ウインドウアセンブリは、米国特許第3,759,004号及び第4,364,595号に開示される。そのようなユニット式ウインドウ構造体は、ウインドウアセンブリを関連する車両に取り付けるために必要とされる時間を徐々に削減したが、各ウインドウユニットを製造するために必要とされる個々の構成要素を概ね手動で取り付ける必要があったため、その構造体は比較的コストが高かった。
さらに開発が進み、反応射出成形(RIM)プロセスにより成形される一体型のフレーム或いはガスケット部材を用いて、単一のガラスシート及び積層ガラスアセンブリが形成された。米国特許第4,561,625号はそのようなプロセス及びその結果の製造物を例示しており、ここで参照して本明細書の一部としている。そのようなアセンブリは、例えば車両の製造中に、ウインドウ開口部の周辺部を画定する材料に容易に取着されることができる。典型的にはフレーム或いはガスケット部材はポリウレタン材料から形成される。
車両用ループパネルのようなある可動式ウインドウアセンブリの場合には、弾性周辺封止部を用いて、ウインドウアセンブリとウインドウ開口部との間の防水密封を確保していた。周辺封止部が用いられた場合、典型的には周辺封止部は、両側接着剤或いは「弾発係合」タイプの機械的連結手段の何れかを用いて、成形プロセス後のウインドウアセンブリのガスケット部材に固定されていた。これらの方法のいずれも比較的高価な、成形後に労働力を集中的に利用する手順を必要とし、周辺封止部とガスケット部材との間に隙間が生じ、それゆえ封止部が不完全になり、結果的にガスケット部材から周辺封止部が剥離する傾向がある。
近年、ガスケット部材の適所に成形される周辺封止部を設けることが提案された。そのような周辺封止部は、例えば米国特許第5,344,603号に例示される。この特許はガラスシート10、支持部材12及びプロファイル部分13が型内に挿入され、プロファイル部13が上側及び下側取付用突出部6及び7により位置付けられる、車両用ルーフの周辺封止部を備えるウインドウアセンブリの製造プロセスを記載する。その後弾性材料9が型内に導入される。封止部16は、弾性材9の射出成形前に、プロファイル部分13上に直接成形されることができる。
上記内容により封入型ウインドウアセンブリは改善されるが、さらに改善されたプロセス、及びそのようなウインドウアセンブリを形成する際に用いる型が望まれる。
発明の概要
本発明は透明シートの周辺領域を包囲するガスケット部材及びそのガスケット部材に固定される周辺封止部を備える封入型ウインドウアセンブリを形成するためのプロセスに関する。本発明に従えば、型空洞部を画定する第1及び第2の型部分を有する型が設けられる。透明シートの周辺領域及び予備成形される周辺封止部アセンブリは、その型空洞部内に位置付けられる。周辺封止部アセンブリは、封止部支持部材に固定された弾性封止部を備え、その封止部支持部材はその弾性封止部に比べて相対的に硬質である。
その型は、型部分が対面関係をなすように閉塞され、それにより周辺封止部アセンブリの封止部支持部材の反対側をなす表面が、第1の型部分の表面と第2の型部分の表面との間に係合される。その後成形材料が型内に注入され、型空洞部を充填し、それによりガスケット部材を形成する。成形材料は、透明シートの周辺領域及び周辺封止部アセンブリの封止部支持部材の周囲に流れ込む。適当な時間をかけて、その成形材料は固化し、その後型が開口され、封入型ウインドウアセンブリが取り出される。
本発明のプロセスを用いて、脆性材料からなる透明シート、透明シートの少なくとも周縁部分周囲において現場で成形及び硬化されるポリマ製ガスケット及びその成形及び硬化と同時に現場でガスケットに成形及び溶融される周辺封止部アセンブリを備える封入型グレイジングユニットを提供することができる点で有利である。周辺封止部アセンブリは封止部支持部材に固定される弾性封止部を備え、封止部支持部材はその弾性封止部に比べて相対的に硬質である。それゆえ好適な実施例では、その封止部支持部材の上側表面及び弾性封止部の隣接する上側表面が概ね脆性材料からなるシートの主面と同一表面をなし、それゆえ概ね封止部支持部材と及び弾性封止部それぞれの上側表面間に隙間が生じない。
【図面の簡単な説明】
本発明の利点は、添付の図面を鑑みて考慮される際に、以下の好適な実施例の詳細な説明から当業者には容易に明らかになるであろう。
第1図は、本発明によるウインドウアセンブリを形成するために用いられる、閉塞状態の型の拡大部分断面図である。
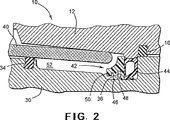
第2図は、ガラスシート及びそこに位置付けられる予備成形周辺封止部を備える第1図の型の拡大部分断面図である。
第3図は、ガスケット部材形成後の第2図の型の拡大部分断面図である。
第4図は、第1図−第3図に示される型から取り出した後に、本発明により形成される成形ウインドウアセンブリの斜視図である。
第5図は、第4図の線5−5に沿って見たウインドウアセンブリの拡大部分断面図である。
好適な実施例の説明
ここで図面を参照すると第1図では、本発明によるウインドウアセンブリを形成するために上側及び下側型部分を備える型10が示される。上側型部分12は典型的には、上側型封止部16が位置付けられる溝部14を備える。封止部16はシリコンゴム材料から形成され、適当な接着剤により溝部14内に固定することができる。別法では封止部16は、封止部16及び溝部14に離間タブ付部分及び対応するタブ受取り部材(図示せず)を設けるといった機械的手段により溝部15に固定されることができる。
上側型部分12は、下側型部分に向かって下方に角度をなすテーパ部分18と共に形成され、上側型半分12の下側表面が、第2図に示されるようにその周辺縁部付近でのみガラスシートと接触するようになることが好ましい。別の実施例では、追加封止部(図示せず)が上側型部分12の対応する溝部内に設けられ、その封止部がガラスシートの上側表面に接触すると共に、型部分とガラスシートとの間の接触を避けることができる。好適な実施例では、上側型部分12は成形プロセス中に周辺封止部と接触する下方に延在する封止用突出部20も設けられる。以下に詳細に記載するように、封止用突出部20は突出する主要部22及びリップ部24を備える。
また型10は、上側型部分12と協働する下側型部分30を備える。下側型部分30は、下側型封止部34が位置付けられる溝部32を備える。封止部34は、シリコンゴム材料から形成され、上記のような適当な接着剤或いは機械的手段によりその溝部32内に固定されることができる。
さらに下側型部分30は、ガラスシートに対する下側型半分に周辺封止部アセンブリを位置付けるために、突出部36のような位置付け構造体も設けられる。突出部36は、第2図に示されるように、周辺封止部アセンブリの一部に形成される対応する凹部と嵌合するように成形される。別の実施例では凹部は、周辺封止部アセンブリ上に形成される対応する突出部と共に下側型部分30上に形成されるか、或いは相補的な突出部及び凹部の結合体が、その型部分30及び封止部アセンブリ上にそれぞれ設けられることが理解されよう。
その型部分12及び30は典型的には例えば、鋼板或いはアルミニウムのような金属材料から形成されるが、他のタイプの概ね非弾性材料を用いてもよい。適当な手段(図示せず)が従来通りに設けられ、型部分12及び30を開閉する。さらに型部分12及び30はそれぞれ、その中を適当な冷却材が循環する流路(図示せず)を設けられることができる。
型部分12及び30は協働し、ガラスのような透明材料からなるシート40を受け取るためのチャンバを画定し、ガラス上にガスケット部材が形成されることになる。第2図ではガラスシート40は、その下側表面の外側周辺部分が下側型封止部34上に載置されるように位置付けられる。ガラスシート40は最初に、例えばそのウインドウアセンブリが装着される車両のシートメタルと同型をなす所望の形状に形成される。
本発明により、また周辺封止部アセンブリ42も下側型部分30上に位置付けられる。より詳細には本発明の周辺封止部アセンブリ42は弾性封止部44及び封止部支持部材46を備える。本発明の最終的なウインドウアセンブリでは、封止部44はウインドウ開口部(図示せず)との水密接触を与える。封止部支持部材46は弾性封止部44をウインドウアセンブリの成形ガスケット部材に固定する。
封止部支持部材46は、下側型部分30内に形成される突出部36と相補性をなす窪み或いは凹部48を備える。その結果、全周辺封止部アセンブリ42は、突出部36を相補性凹部48と嵌合することにより型10内に容易に位置付けられることができる。封止部支持部材46はさらに、第2図、第3図及び第5図に示される概ねL字状をなす延長部50のような、変則的な内側に面する部分を設けられる。延長部50と成形ガスケット部材との協働により、周辺封止部アセンブリ42とガスケット部材との間の機械的な取付けがより確実になる。
周辺封止部は、少なくとも約50のショアーA硬度を有する材料の単一構造を用いて形成されることができる。しかしながら好適な実施例では、封止部44及び封止部支持部材46は、後に適当な手段により互いに確実に取着される個別の部品である。最も好適な実施例では、周辺封止部アセンブリ42はある材料を同時押出し成形することにより形成され、それにより支持部材46を弾性封止部44と一体に結合する。別法では、周辺封止部アセンブリ42は、支持部材46と封止部44との間に機械的連結手段を設けることにより、或いは他の既存の方法により適当な接着剤を用いてその間を結合することにより形成されてもよい。
周辺封止部アセンブリ42の封止部支持部材46は十分な寸法安定性を有し、型10及び用いられる射出プロセスにより及ぼされる圧力に耐える材料から形成される。封止部44及び支持部材46が個別の材料から形成されることが好ましいが、その場合、支持部材46は少なくとも約90のショアーA硬度を示す材料から形成されることが好ましい。一方周辺封止部アセンブリ42の封止部44は、支持部材46の硬度より低い硬度を示す可撓性材料から形成される。封止部44は、40〜50のショアA硬度を示す材料から形成されることが好ましい。好適な実施例では、封止部44及び支持部材46は共に、熱可塑性ゴム及びポリ塩化ビニールからなる2つの異なる混合材から形成される。
本発明のウインドウアセンブリを形成するために、ガラスシート40は下側型封止部34上に適切に位置付けられる。また周辺封止部アセンブリ42は、下側型部分30の相補性突出部分36と嵌合する凹部48を用いて、下側型部分30上に位置付けられる。その後上側型部分12が、第2図に示されるように適所に下降する。この位置では、上側型封止部16は下側型部分30の上側表面と接触する。さらに上側型部分12の突出部20は周辺封止部アセンブリ42と接触する。より詳細には、突出部20の突出する主要部22は封止部46と接触し、それにより封止部46は突出部20と下側型部分30の上側表面との間で圧縮される。さらに突出部20のリップ部分24は、周辺封止部アセンブリ42の取付け部材46の上側縁部と封止係合状態に保持される。リップ部分24は、取付け部材46との間に十分な封止嵌合を与える必要に応じて、概ね取付け部材46の上側縁部とのみ接触することが好ましい。このようにして、仕上げられたウインドウアセンブリにおいて支持部材46及び封止部44のそれぞれの上側表面間に隙間はほとんど或いは全く生じないであろう。
型10が閉塞状態にある場合、空洞部52が、ガラスシート40、下側型封止部34、下側型部分30の上側表面、取り付け部材46及び突出部20のリップ部分24を含む上側型部分12の下側表面により形成される。ここで第3図を参照すると、適当なポリマ製材料が、標準的な射出成形プロセス或いは反応射出成形(RIM)プロセスの何れかにおいて空洞部52内に導入される。注入されたポリマ製材料は、取付け部材46上の延長部50により形成されるあらゆる凹部を含む、空洞部52全体に行き渡り、ウインドウアセンブリのガスケット部材54を形成する。
型10から取り出された後の仕上げられたウインドウアセンブリ60が第4図及び第5図に示される。例示される実施例では、ウインドウアセンブリ60は、ガスケット部材54及びガラスシート40の全周辺部周囲に延在する周辺封止部42と共に、車両用ルーフパネルとして形成される。ウインドウアセンブリ60はガラスシート40、成形ガスケット部材54及び周辺封止部アセンブリ42を備える。第5図に示されるように、型10から取り出される場合、封止部44は予備成形位置に戻り、封止部44及び支持部材46のそれぞれの上側表面間に隙間をほとんど或いは全く残さないようにする。
本発明は、好適な実施例を示すために考慮された実施例において記載されてきた。しかしながら本発明は、その精神或いは範囲から逸脱することなく、特定の例示及び記載されたものと異なるように実施されることができることに注目されたい。
例えば図面に例示され、ここで説明される本発明の実施例は単一のガラスシートを備えるウインドウアセンブリに関連するが、本発明は2枚或いはそれ以上のガラスシートを用いる積層複合材からなるウインドウアセンブリに容易に組み込まれることができる。また本発明の好適な実施例は車両用ルーフパネルとして記載されたが、車両用窓ガラス或いは建築構造物用窓ガラスとして用いることができるという利点もあることは考慮されたい。さらにガラスシート材料は、プラスチック製シート材料に置き換えられることができ、同様に固有の利点の多くを有する製品を開発することができるということも理解されよう。
Claims (4)
- 透明シートの周辺領域を包囲するガスケット部材及び前記ガスケット部材に固定される周辺封止部を備える封入型ウインドウアセンブリを形成するためのプロセスであって、
型空洞部を画定し、協働する上側及び下側型部分を備える型を設ける過程であって、前記上側型部分が、突出する主要部及びリップ部を備える突出部を有する、該過程と、
前記型空洞部内に前記透明シートの前記周辺領域を配置する過程と、
前記型空洞部内に予備成形された周辺封止部アセンブリを配置する過程であって、前記周辺封止部アセンブリが封止部支持部材に固定される弾性封止部を備え、また前記封止部支持部材が前記弾性封止部と比べて相対的に硬質であり、前記弾性封止部が40〜50のショアーA硬度を有する材料から形成される、該過程と、
前記型を閉塞する過程であって、前記周辺封止部アセンブリの前記封止部支持部材の下側表面及び離隔して反対側をなす上側表面が、それぞれ前記下側型部分の上側表面及び前記上側型部分の下側表面により係合され、前記突出する主要部が、前記弾性封止部を圧縮するように前記弾性封止部と接触し、前記リップ部が、前記封止部支持部材と封止係合するように接触する、該過程と、
前記型内に成形材料を注入し、前記型空洞部を充填し、それにより前記ガスケット部材を形成する過程と、
適当な時間をおいて前記成形材料を固化する過程と、
前記型を開口し、前記封入型ウインドウアセンブリを取り出す過程とを有することを特徴とするプロセス。 - 前記下側型部分がさらに、前記型空洞部に対して前記周辺封止部アセンブリを位置付けるための突出部を設けられ、前記下側型部分上の前記突出部が、前記周辺封止部アセンブリの前記支持部材内に形成される対応する凹部と嵌合することを特徴とする請求項1に記載のプロセス。
- 前記封止部支持部材がさらに延長部を設けられ、前記周辺封止部アセンブリが前記下側型部分に位置付けられる際に、前記延長部が前記型空洞部内に延在し、前記成形材料が前記型内に封入する際に前記延長部周囲を流動し、それにより前記成形材料により形成される前記ガスケットに前記周辺封止部アセンブリを機械的に固定することを特徴とする請求項1に記載のプロセス。
- 前記型内に前記周辺封止部アセンブリを配置する前に、前記封止部支持部材を形成する少なくとも90のショアーA硬度となる材料と前記弾性封止部を形成する40〜50のショアーA硬度となる材料とを同時押出し成形し、それにより前記封止部支持部材と前記弾性封止部とを一体に結合することにより前記周辺封止部アセンブリを形成する過程をさらに有することを特徴とする請求項1に記載のプロセス。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US3536597P | 1997-01-10 | 1997-01-10 | |
| US60/035,365 | 1997-01-10 | ||
| US09/002,805 | 1998-01-05 | ||
| US09/002,805 US5997793A (en) | 1997-01-10 | 1998-01-05 | Encapsulated window assembly including an in-molded periphery seal |
| PCT/US1998/000660 WO1998030377A1 (en) | 1997-01-10 | 1998-01-09 | Encapsulated window assembly including an in-molded periphery seal |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010149023A Division JP4932019B2 (ja) | 1997-01-10 | 2010-06-30 | 成形周辺封止部を備える封入型ウインドウアセンブリを形成するためのプロセス |
| JP2010237402A Division JP5255037B2 (ja) | 1997-01-10 | 2010-10-22 | 成形周辺封止部を備える封入型ウインドウアセンブリ |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001508712A JP2001508712A (ja) | 2001-07-03 |
| JP2001508712A5 JP2001508712A5 (ja) | 2005-05-12 |
| JP4646083B2 true JP4646083B2 (ja) | 2011-03-09 |
Family
ID=26670904
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP53125498A Expired - Fee Related JP4646083B2 (ja) | 1997-01-10 | 1998-01-09 | 成形周辺封止部を備える封入型ウインドウアセンブリ |
| JP2010149023A Expired - Fee Related JP4932019B2 (ja) | 1997-01-10 | 2010-06-30 | 成形周辺封止部を備える封入型ウインドウアセンブリを形成するためのプロセス |
| JP2010237402A Expired - Lifetime JP5255037B2 (ja) | 1997-01-10 | 2010-10-22 | 成形周辺封止部を備える封入型ウインドウアセンブリ |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010149023A Expired - Fee Related JP4932019B2 (ja) | 1997-01-10 | 2010-06-30 | 成形周辺封止部を備える封入型ウインドウアセンブリを形成するためのプロセス |
| JP2010237402A Expired - Lifetime JP5255037B2 (ja) | 1997-01-10 | 2010-10-22 | 成形周辺封止部を備える封入型ウインドウアセンブリ |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5997793A (ja) |
| EP (1) | EP1015221A4 (ja) |
| JP (3) | JP4646083B2 (ja) |
| AU (1) | AU5916198A (ja) |
| BR (1) | BR9807977A (ja) |
| CA (1) | CA2276746A1 (ja) |
| WO (1) | WO1998030377A1 (ja) |
Families Citing this family (48)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19736267C1 (de) * | 1997-08-21 | 1998-12-03 | Freudenberg Carl Fa | Verfahren zur Herstellung eines Filtereinsatzes |
| US6337120B1 (en) * | 1998-06-26 | 2002-01-08 | Nok Corporation | Gasket for layer-built fuel cells and method for making the same |
| US6174482B1 (en) * | 1998-10-26 | 2001-01-16 | Gemtron Corporation | Method of manufacturing an interlocked, “flush-to-front,” injection molded border and glass sheet |
| ES2205752T5 (es) | 1999-05-24 | 2007-12-01 | Pilkington Italia S.P.A. | Moldeado de un perfil elastomerico de un cristal. |
| US6228290B1 (en) * | 1999-07-23 | 2001-05-08 | Gemtron Corporation | Method of manufacturing an encapsulated, dual lens, sealed instrument cover |
| US6449916B1 (en) | 2000-04-20 | 2002-09-17 | George E. Waters | Multi-glazed panel and method of fabrication |
| US6572355B1 (en) | 2000-10-03 | 2003-06-03 | Libbey-Owens-Ford Co. | Window sash construction and method and apparatus for manufacture thereof |
| JP3581307B2 (ja) * | 2000-10-19 | 2004-10-27 | トヨタ車体株式会社 | 枠材付き窓用板材 |
| GB0120835D0 (en) * | 2001-08-28 | 2001-10-17 | Smithkline Beecham Plc | Process |
| US6773652B2 (en) * | 2002-10-02 | 2004-08-10 | Elster Electricity, Llc | Process for the manufacture of a cover system for an electrical-energy meter |
| CA2462409C (en) | 2003-03-27 | 2005-09-13 | Alpa Lumber Inc. | Improved frame assembly for windows or doors |
| FR2856348B1 (fr) * | 2003-06-18 | 2005-09-09 | Hutchinson | Procede de fabrication d'un module d'etancheite d'une vitre fixe, et module ainsi obtenu |
| US7707779B2 (en) | 2004-09-20 | 2010-05-04 | Alpa Lumber Inc. | Frame assembly for window with vertically sliding sash |
| JP4616699B2 (ja) * | 2005-05-27 | 2011-01-19 | 日本板硝子株式会社 | 枠体付き板状部材 |
| US7976487B2 (en) | 2005-12-13 | 2011-07-12 | 3M Innovative Properties Company | Fastener tabs and strapping system for orthopedic supports and method of using same |
| US7862527B2 (en) * | 2005-12-13 | 2011-01-04 | 3M Innovative Properties Company | Edge binding for orthopedic supports and method of using same |
| US7749182B2 (en) * | 2005-12-13 | 2010-07-06 | 3M Innovative Properties Company | Stay hinge for orthopedic supports and method of using same |
| US20100122496A1 (en) * | 2008-11-19 | 2010-05-20 | Lahnala David W | Sliding Panel For A Sliding Window Assembly |
| US8316583B2 (en) * | 2008-11-19 | 2012-11-27 | Agc Automotive Americas Co. | Sliding window assembly including a drain hole |
| US8322075B2 (en) * | 2008-11-19 | 2012-12-04 | Agc Automotive Americas Co. | Channel seal for a sliding window assembly |
| US8272168B2 (en) * | 2008-11-19 | 2012-09-25 | Agc Automotive Americas Co. | Sliding window assembly having improved sealing |
| DE102009056124B4 (de) | 2009-05-04 | 2021-12-16 | Oechsler Ag | Tiefgezogenes Kunststoff-Umformteil |
| EP2616259B1 (en) | 2010-09-15 | 2019-04-10 | Magna Mirrors Of America, Inc. | Slider window assembly |
| US8938914B2 (en) | 2010-10-01 | 2015-01-27 | Magna Mirrors Of America, Inc. | Slider window assembly with cable guides |
| MX2013007346A (es) | 2010-12-22 | 2014-03-12 | Magna Mirrors Of America Inc | Ensamble de ventana corrediza. |
| FR2978379B1 (fr) * | 2011-07-29 | 2014-03-14 | Saint Gobain | Vitrage lumineux de vehicule, fabrication |
| US9635976B1 (en) * | 2012-08-09 | 2017-05-02 | Keith Charles | Fastener for securing lids to pots and pans |
| US9475364B2 (en) | 2013-10-14 | 2016-10-25 | Magna Mirrors Of America, Inc. | Sealing system for movable window of rear window assembly |
| JP6163411B2 (ja) * | 2013-11-18 | 2017-07-12 | 信越ポリマー株式会社 | 携帯電子機器用表示板 |
| JP6299189B2 (ja) * | 2013-12-04 | 2018-03-28 | セントラル硝子株式会社 | 枠体付窓ガラス、枠体付窓ガラスの製造方法 |
| JP6229463B2 (ja) * | 2013-12-04 | 2017-11-15 | セントラル硝子株式会社 | 枠体付窓ガラス用の補強部材、枠体付窓ガラスの成形型、枠体付窓ガラスの製造方法及び枠体付窓ガラス |
| JP6229464B2 (ja) * | 2013-12-04 | 2017-11-15 | セントラル硝子株式会社 | 枠体付窓ガラス、枠体付窓ガラスの成形型、枠体付窓ガラスの製造方法 |
| EP2923812A1 (en) * | 2014-03-25 | 2015-09-30 | Johan Ria Hugo Van Dyck | Method and mould for producing a panel assembly |
| US9579955B2 (en) | 2014-08-26 | 2017-02-28 | Magna Mirros Of America, Inc. | Rear slider window assembly with heated movable window |
| JP6515619B2 (ja) * | 2015-03-24 | 2019-05-22 | セントラル硝子株式会社 | 枠体付窓ガラスの製造方法 |
| US10023026B2 (en) | 2015-11-20 | 2018-07-17 | Magna Mirrors Of America, Inc. | Vehicle rear slider window assembly with enhanced rail attachment |
| US10266037B2 (en) | 2015-11-23 | 2019-04-23 | Magna Mirrors Of America, Inc. | Slider window assembly with two piece end stop |
| US10239397B2 (en) | 2015-11-24 | 2019-03-26 | Magna Mirrors Of America, Inc. | Sealing system for movable window of rear window assembly |
| EP3308931B1 (en) * | 2016-10-14 | 2019-08-14 | Cooper Standard GmbH | Method for forming a glass run channel assembly |
| EP3315336B1 (en) * | 2016-11-01 | 2021-06-02 | AGC Automotive Americas R & D, Inc. | Encapsulated glass frame assemblies and associated methods for forming same |
| US10260277B2 (en) | 2016-11-01 | 2019-04-16 | Agc Automotive Americas R&D, Inc. | Encapsulated glass frame assemblies and associated methods for forming same |
| US10524313B2 (en) | 2017-02-09 | 2019-12-31 | Magna Mirrors Of America, Inc. | Rear slider window assembly with laminated heating element |
| FR3063254B1 (fr) * | 2017-02-27 | 2019-03-22 | Saint-Gobain Glass France | Procede d'encapsulation |
| CN107738402B (zh) * | 2017-10-25 | 2019-06-14 | 福耀玻璃工业集团股份有限公司 | 一种汽车天窗的注塑成型方法及产品 |
| GB2576727B (en) * | 2018-08-29 | 2022-04-27 | Jaguar Land Rover Ltd | Glazing Assembly and Forming Method |
| US11938793B2 (en) | 2019-03-14 | 2024-03-26 | Magna Mirrors Of America, Inc. | Sealing system for movable window of vehicular rear window assembly |
| US11912110B2 (en) | 2020-06-05 | 2024-02-27 | Magna Mirrors Of America, Inc. | Sealing system for movable window of vehicular rear slider window assembly |
| EP4000849A1 (en) * | 2020-11-18 | 2022-05-25 | Inalfa Roof Systems Group B.V. | Method for mounting a preformed seal on a substrate and an assembly comprising the preformed seal and the substrate |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3037810A (en) * | 1959-09-08 | 1962-06-05 | Gen Motors Corp | Windshield and rear window seals |
| US3744201A (en) * | 1970-03-24 | 1973-07-10 | Draftex Gmbh | Mounting support and seal for window panes, especially for windshields |
| DE3506009A1 (de) * | 1985-02-21 | 1986-08-28 | Rockwell Golde Gmbh, 6000 Frankfurt | Starrer deckel fuer ein fahrzeugdach |
| US4834931A (en) * | 1985-11-01 | 1989-05-30 | Libbey-Owens-Ford Co. | Method of making a window assembly |
| DE3742719A1 (de) * | 1987-12-17 | 1989-07-06 | Webasto Ag Fahrzeugtechnik | Verfahren zum herstellen einer deckel und dichtung umfassenden baugruppe fuer fahrzeugdaecher |
| IT1224303B (it) * | 1988-11-09 | 1990-10-04 | Siv Soc Italiana Vetro | Procedimento e dispositivo per la fabbricazione di una guarnizione sul bordo di una lastra di vetro |
| FR2657308B1 (fr) * | 1990-01-04 | 1994-08-05 | Peugeot | Procede et dispositif de realisation d'un joint renfermant un insert, a la peripherie d'un vitrage et vitrage obtenu. |
| US5209019A (en) * | 1990-09-27 | 1993-05-11 | Tokai Kogyo Kabushiki Kaisha | Seal structure for automobile doors |
| DE4106252C1 (ja) * | 1991-02-28 | 1992-05-27 | Webasto-Schade Gmbh, 8031 Oberpfaffenhofen, De | |
| DE4314191C1 (de) * | 1993-04-30 | 1994-08-04 | Baedje K H Meteor Gummiwerke | Verfahren und Vorrichtung zur Kovulkanisation von thermoplastischen Kunststoffen und Elastomeren |
| JP3260559B2 (ja) * | 1993-07-23 | 2002-02-25 | 旭硝子株式会社 | 枠体から窓用板状体を取り外す方法 |
| ES2140571T3 (es) * | 1994-02-28 | 2000-03-01 | Central Glass Co Ltd | Procedimiento de extrusion de un producto moldeado sobre articulos en forma de placas. |
| JP3637624B2 (ja) * | 1994-03-23 | 2005-04-13 | 旭硝子株式会社 | 取付け用部材付き窓用板状体の製造方法 |
| JP3019729B2 (ja) * | 1994-09-22 | 2000-03-13 | 豊田合成株式会社 | ウエザストリップの押出成形方法及び押出成形装置 |
-
1998
- 1998-01-05 US US09/002,805 patent/US5997793A/en not_active Expired - Lifetime
- 1998-01-09 JP JP53125498A patent/JP4646083B2/ja not_active Expired - Fee Related
- 1998-01-09 EP EP98902525A patent/EP1015221A4/en not_active Withdrawn
- 1998-01-09 AU AU59161/98A patent/AU5916198A/en not_active Abandoned
- 1998-01-09 WO PCT/US1998/000660 patent/WO1998030377A1/en not_active Application Discontinuation
- 1998-01-09 CA CA002276746A patent/CA2276746A1/en not_active Abandoned
- 1998-01-09 BR BR9807977-8A patent/BR9807977A/pt not_active Application Discontinuation
-
2010
- 2010-06-30 JP JP2010149023A patent/JP4932019B2/ja not_active Expired - Fee Related
- 2010-10-22 JP JP2010237402A patent/JP5255037B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011057217A (ja) | 2011-03-24 |
| EP1015221A4 (en) | 2002-08-07 |
| EP1015221A1 (en) | 2000-07-05 |
| JP2010269598A (ja) | 2010-12-02 |
| BR9807977A (pt) | 2000-03-28 |
| US5997793A (en) | 1999-12-07 |
| JP5255037B2 (ja) | 2013-08-07 |
| JP4932019B2 (ja) | 2012-05-16 |
| AU5916198A (en) | 1998-08-03 |
| WO1998030377A1 (en) | 1998-07-16 |
| JP2001508712A (ja) | 2001-07-03 |
| CA2276746A1 (en) | 1998-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4646083B2 (ja) | 成形周辺封止部を備える封入型ウインドウアセンブリ | |
| JP2676674B2 (ja) | 自動車の屋根用剛体カバー及びその製造方法 | |
| CA2594601C (en) | Encapsulated fixed window module | |
| US5779956A (en) | Method for molding a glass run channel corner assembly | |
| JP4546575B2 (ja) | 窓ガラス取付け要素 | |
| US4925511A (en) | Method of fitting plate member with supportive or protective member of molded resin | |
| USRE37395E1 (en) | Method of centering windshield glazings | |
| US8516749B2 (en) | Encapsulated window assembly with integral seal and method of installing game | |
| US4765672A (en) | Windshield and leaf screen assembly and method of making the same | |
| JPH0367487B2 (ja) | ||
| US4778366A (en) | Molding apparatus for forming an integral windshield gasket and leaf screen assembly | |
| KR20020062317A (ko) | 차량 창유리를 인접한 구성요소와 결합하는 장치 | |
| EP0156882A1 (en) | MOLDING STRUCTURE. | |
| JPH0672144A (ja) | 装飾モール付き車両用窓の製造方法 | |
| GB2213186A (en) | A method of manufacturing a seal-tight strip for motor vehicle bodywork | |
| JP2508756B2 (ja) | ガスケツト付窓ガラスの製法 | |
| JP2674037B2 (ja) | ガスケット付き窓ガラスの製造法 | |
| JPH02261187A (ja) | 光輝部を有する枠体付ガラス及びその製造方法 | |
| JPS63159126A (ja) | 窓材およびその製法 | |
| JP2699416B2 (ja) | ガスケツト付き窓ガラスの製造法 | |
| JPH055646B2 (ja) | ||
| JP3700735B2 (ja) | 仮止めクリップ付き車両用ウインドガラスとその製造方法およびその取付け方法 | |
| JP3148013B2 (ja) | 装飾モール付き車両用窓の製造方法 | |
| GB2138479A (en) | Mounting sheet material | |
| KR920008768B1 (ko) | 모울드(mold) 구조 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040728 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040729 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070403 |
|
| A313 | Final decision of rejection without a dissenting response from the applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A313 Effective date: 20070822 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20071016 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080111 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20080228 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20080508 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100630 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101022 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101202 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131217 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |