JP4635598B2 - 点火コイル - Google Patents
点火コイル Download PDFInfo
- Publication number
- JP4635598B2 JP4635598B2 JP2004366107A JP2004366107A JP4635598B2 JP 4635598 B2 JP4635598 B2 JP 4635598B2 JP 2004366107 A JP2004366107 A JP 2004366107A JP 2004366107 A JP2004366107 A JP 2004366107A JP 4635598 B2 JP4635598 B2 JP 4635598B2
- Authority
- JP
- Japan
- Prior art keywords
- laminated steel
- outer peripheral
- cylinder
- ignition coil
- central core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Landscapes
- Ignition Installations For Internal Combustion Engines (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
Description
そして、点火コイルにおいて、エンジンのECU(電子制御ユニット)からの点火タイミング信号がイグナイタに送信されると、イグナイタは1次コイルに1次電流を供給する。この1次電流が流れることにより、1次コイルは中心コアに磁束を発生させ、この磁束が2次コイルを鎖交することによって2次コイルに電磁誘導による誘導起電力(逆起電力)が発生し、プラグ取付口に取り付けたスパークプラグからスパークを発生させることができる。また、1次コイルに電流を流して発生させる磁束は、中心コアを通過させて増大させている。
該点火コイルは、上記1次コイル及び2次コイルの内周側に、金属製の中心コアを備えると共に、上記1次コイル及び2次コイルの外周側に、金属製の外周筒を備えており、該外周筒及び上記中心コアは、複数の積層鋼板を接着層を介して上記点火コイルの軸方向に直交する横断面方向に向けて積層してなり、
上記中心コアの軸方向端部と上記外周筒の軸方向端部とは、上記軸方向の両端部の全周において連結されており、
上記中心コアは、切出加工を行うことによって、円形断面形状のコア本体部と、該コア本体部の軸方向一端部から径方向外方に向けて突出したフランジ部とを一体的に有しており、該フランジ部及び上記コア本体部における各外周面は、互いに隣接する上記積層鋼板による段差のない滑らかな曲面に形成されており、
上記外周筒は、切出加工を行うことによって、円環断面形状の筒本体部と、該筒本体部の軸方向他端部に形成された底部とを一体的に有しており、上記筒本体部における外周面及び内周面は、互いに隣接する上記積層鋼板による段差のない滑らかな曲面に形成されていることを特徴とする点火コイルにある(請求項1)。
そして、上記点火コイルを使用する際に、エンジンのECU等から1次コイルに電力が供給されると、この1次コイルを流れる電流により生ずる磁束は、中心コア及び外周筒を通過する。このとき、積層鋼板の1つ1つが上記磁束を通過させる磁路を形成し、上記磁束は、複数の積層鋼板をそれぞれ通過することができる。
また、点火コイルの高出力化を実現することにより、点火コイルの出力を小さくすることなく、点火コイルの小型化を図ることができる。
上記外周筒を作製するに当たり、複数の積層鋼板を接着層を介して一方向に積層して、外周筒用積層体を得る外周筒用積層工程と、
上記外周筒用積層体における複数の積層鋼板の積層方向が上記外周筒の軸方向に直交する方向に向くよう当該外周筒用積層体を切り出して上記外周筒を得る外周筒切出工程とを含むことを特徴とする点火コイルの製造方法にある。
すなわち、本発明においては、上記外周筒を作製するに当たり、上記外周筒用積層工程として、複数の積層鋼板を接着層を介して積層して、外周筒用積層体を得る。次いで、上記外周筒切出工程として、上記外周筒用積層体における複数の積層鋼板の積層方向が上記外周筒の軸方向に直交する方向に向くよう当該外周筒用積層体を外周筒の外形に沿って切り出す。
また、上記外周筒切出工程において切出加工を行ったことにより、外周筒における外周面及び内周面は、互いに隣接する積層鋼板による段差のない滑らかな曲面に形成される。そのため、段差の形成による無駄なスペースがなく、径方向厚みが小さな外周筒を作製することができる。それ故、上記点火コイルの製造方法によれば、一層小型化を図った点火コイルを製造することができる。
上記第1、第2の発明において、上記横断面方向とは、上記点火コイルの軸方向に直交するいずれかの径方向のことをいう。そのため、上記点火コイルが複数の積層鋼板を上記横断面方向に向けて積層してなる中心コアを有する場合には、外周筒における横断面方向と、中心コアにおける横断面方向とは、異なることが多い。
これにより、上記1次コイルに電流を流すことによって生じる磁束は、上記中心コア及び外周筒を連続して通過させることができる。そのため、上記磁束によって誘導されることによって生じる上記2次コイルにおける誘導起電力(逆起電力)を一層容易に大きくすることができる。
また、中心コアの軸方向端部と外周筒の軸方向端部とを、上記軸方向の両端部において連結させた場合には、中心コア又は外周コアのいずれかにおいて、上記磁束によって中心コア及び外周筒を磁気的に飽和させないためのギャップを形成することが好ましい。
なお、上記ギャップは、空隙とすることができ、絶縁物を配置して形成することもできる。
これにより、上記外周筒における外周面及び内周面は、互いに隣接する積層鋼板による段差のない滑らかな曲面に形成されている。そのため、外周筒において、段差の形成による無駄なスペースが形成されておらず、この外周筒の径方向厚みを小さくすることができる。そのため、上記点火コイルの小型化を一層容易に図ることができる。
ところで、上記複数の積層鋼板を積層してなる外周筒用積層体を切り出す際には、各積層鋼板をその面方向に交錯して分断することは容易であるが、各積層鋼板をその面方向に沿って分断するときには形崩れが生ずるおそれがある。
そこで、面方向に近い方向に向けて分断する必要が生じる上記外側積層鋼板を、他の上記一般部積層鋼板に比べて厚い特別部積層鋼板とすることにより、上記外周筒用積層体から外周筒を切り出す際に、形崩れが生ずることを抑制することができる。そのため、上記外側積層鋼板の切出加工性を向上させることができ、形崩れのほとんどない外周筒を容易に形成することができる。
これにより、上記外側積層鋼板の切出加工性向上と同様の理由により、上記内周面外側積層鋼板の切出加工性を向上させることができ、形崩れのほとんどない外周筒を一層容易に形成することができる。
これにより、上記1次コイルに電流を流すことによって生じる磁束は、中心コアにおける1つ1つの積層鋼板を通過することができ、当該中心コアは、上記横断面方向に向けて並ぶ各接着層によって、磁束形成による渦電流の発生を効果的に抑制することができる。そのため、上記2次コイルに生ずる誘導起電力を一層容易に大きくすることができ、上記点火コイルの小型化を一層容易に図ることができる。
これにより、上記中心コアにおける外周面は、互いに隣接する積層鋼板による段差のない滑らかな曲面に形成されている。そのため、中心コアにおいて、段差の形成による無駄なスペースが形成されておらず、この中心コアの直径を小さくすることができる。そのため、上記点火コイルの小型化を一層容易に図ることができる。
この場合には、上記外周筒における外側積層鋼板の切出加工性向上と同様の理由により、上記中心コアにおける外側積層鋼板の切出加工性を向上させることができ、形崩れのほとんどない中心コアを容易に形成することができる。
この場合には、上記外周筒切出工程において、上記外周筒用積層体から外周筒の外形に切り出すことが容易になる。すなわち、面方向に近い方向に向けて分断する必要が生じる上記外側積層鋼板を、他の上記一般部積層鋼板の厚みに対して厚くしておくことにより、上記外周筒用積層体から外周筒を切り出す際に、形崩れが生ずることを抑制することができる。そのため、上記外側積層鋼板の切出加工性を向上させることができ、形崩れのほとんどない外周筒を容易に形成することができる。
この場合には、上記外側積層鋼板の切出加工性向上と同様の理由により、上記内周面外側積層鋼板の切出加工性を向上させることができ、形崩れのほとんどない外周筒を一層容易に形成することができる。
この場合には、上記中心コアにおける外周面は、互いに隣接する積層鋼板による段差のない滑らかな曲面に形成される。そのため、段差の形成による無駄なスペースがなく、直径が小さな中心コアを作製することができる。これにより、一層小型化された点火コイルを製造することができる。
この場合には、上記外周筒における外側積層鋼板の切出加工性向上と同様の理由により、上記中心コアにおける外側積層鋼板の切出加工性を向上させることができ、形崩れのほとんどない中心コアを容易に形成することができる。
(実施例1)
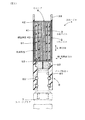
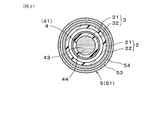
本例の点火コイル1は、図1〜図3に示すごとく、同心円状に巻回した1次コイル2及び2次コイル3と、スパークプラグ7を取り付けるプラグ取付口61とを備え、エンジンケースにおけるプラグホール内に挿入配置するよう構成されている。
以下に、これを詳説する。
なお、1次コイル2を2次コイル3の内周側に挿通してもよい。
また、点火コイル1の軸方向他端部(外周筒5の軸方向他端部502)には、上記プラグ取付口61を形成したプラグ取付筒6が配設されている。このプラグ取付筒6内には、プラグ取付口61に取り付けたスパークプラグ7の頭部と接触する導電部材62と、スパークプラグ7の外周面と密着するOリング63とが配設されている。また、上記導電部材62は、導電ゴムからなる。
また、2次コイル3の高圧側端部は、導電部材62に電気的に接続されており、2次コイル3の低圧側端部は、スパークプラグ7を介してエンジンケースに電気的に接続される。
すなわち、本例の中心コア4は、円形断面形状のコア本体部41と、このコア本体部41の軸方向一端部401から径方向外方に向けて突出したフランジ部42とを有している。また、本例では、コア本体部41に、磁束形成時の磁気的飽和を防止するためのギャップ35を形成している。このギャップ35は、中心コア4を軸方向Lに分割して形成した隙間に絶縁性のギャップ形成部材351を配置して形成されている。
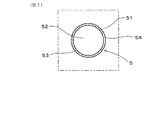
また、本例の外周筒5は、円環断面形状の筒本体部51と、この筒本体部51の軸方向他端部502に形成された底部52とを有している。
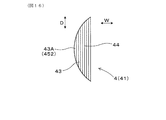
また、図9〜図12に示すごとく、本例の中心コア4は、複数の積層鋼板43を接着層44を介して積層してなる中心コア用積層体45から、円形断面形状に切り出してなる。そして、中心コア4のコア本体部41及びフランジ部42における各外周面は、互いに隣接する積層鋼板43による段差のない滑らかな曲面に形成されている。
すなわち、上記外周筒5は、φ14〜17mmの外径を有し、30〜35mmの軸方向長さを有し、かつ0.46〜1.00mmの厚みを有している。また、上記中心コア4は、φ5〜8mmの外径を有している。
なお、外周筒5の加工性を向上させるために、中心コア4の外径をφ8mm以下としたときには、外周筒5の厚みは1mm以上にすることができる。
また、この外周面のR形状部又はC面部の大きさは、上記内周面のR形状部511又はC面部の大きさに、筒本体部51又は底部52の厚み分を加えた程度が好ましい。
このように、R形状部又はC面部を内周面及び外周面ともに設けることにより、磁束の通過が容易になると共に、外周筒5を小型化又は軽量化することができる。
本例の点火コイル1の製造方法においては、以下の外周筒用積層工程及び外周筒切出工程を行って外周筒5を作製し、以下の中心コア用積層工程及び中心コア切出工程を行って中心コア4を作製する。
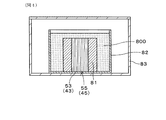
図4に示すごとく、この外周筒用積層工程においては、真空含浸接着法を用いて複数の平板状の積層鋼板53を接着する。すなわち、本工程においては、重ね合わせて保持した状態の複数の積層鋼板53を、接着剤800の溶液中に含浸させ、真空状態と大気圧状態とを形成することにより、積層鋼板53同士の間の隙間に、接着剤800を浸透させる。その後、接着剤800を乾燥させて、複数の積層鋼板53同士を接着させることにより、外周筒用積層体55を得る。
次いで、複数の積層鋼板53を接着剤800の溶液中に含浸した状態の含浸容器82を真空タンク83内に配置し、真空タンク83内を真空状態(20mmHg以下)にして所定時間(10分程度)放置する。次いで、真空タンク83内を大気圧状態に戻し、複数の積層鋼板53を接着剤800の溶液中に含浸させたまま所定時間(5分程度)放置する。これにより、積層鋼板53同士の間の隙間に接着剤800を容易に浸透させることができる。
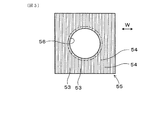
この外周筒切出工程においては、切出加工としての放電加工及びワイヤ放電加工を行って、上記外周筒用積層体55を切り出す。
こうして、複数の平板状の積層鋼板53を、接着層54を介して軸方向Lに直交する横断面方向Wに積層してなる外周筒5を作製することができる。
図4に示すごとく、中心コア用積層工程においては、真空含浸接着法を用いて複数の平板状の積層鋼板43を接着する。すなわち、本工程においては、重ね合わせて保持した状態の複数の積層鋼板43を、接着剤800の溶液中に含浸させ、真空状態と大気圧状態とを形成することにより、積層鋼板43同士の間の隙間に、接着剤800を浸透させる。その後、接着剤800を乾燥させて、複数の積層鋼板43同士を接着させることにより、中心コア用積層体45を得る。
その他、中心コア用積層工程においても、上記外周筒用積層工程と同様の作業を行うことによって中心コア用積層体45を得ることができる。
この中心コア切出工程においては、切出加工としての放電加工及びワイヤ放電加工を行って、上記中心コア用積層体45を切り出す。
こうして、複数の平板状の積層鋼板43を、接着層44を介して軸方向Lに直交する横断面方向Wに積層してなる中心コア4を作製することができる。
すなわち、上記中心コア4及び外周筒5は、それぞれ複数の積層鋼板43、53を、点火コイル1の軸方向Lに直交する横断面方向Wに向けて積層してなる。
そして、上記点火コイル1を使用する際に、エンジンのECU(電子制御ユニット)等から1次コイル2に電力が供給されると、この1次コイル2を流れる電流により生ずる磁束は、中心コア4及び外周筒5を通過する。このとき、中心コア4及び外周筒5における各積層鋼板43、53の1つ1つが上記磁束を通過させる磁路を形成し、上記磁束は、複数の積層鋼板43、53をそれぞれ通過することができる。
また、点火コイル1の高出力化を実現することにより、点火コイル1の出力を小さくすることなく、点火コイル1の軸方向長さ又は外径の小型化を図ることができる。
また、点火コイル1の外径を小さくすることにより、エンジンケースにおける冷却手段の配置スペースを大きくすることが可能になる。
そのため、中心コア4における外周面と、外周筒5における外周面及び内周面とは、互いに隣接する積層鋼板43、53による段差のない滑らかな曲面に形成されている。そのため、中心コア4及び外周筒5において段差の形成による無駄なスペースがなく、直径が小さな中心コア4を作製することができると共に、径方向厚みが小さな外周筒5を作製することができる。
それ故、一層小型化を図った点火コイル1を製造することができる。
本例は、図13〜図16に示すごとく、上記中心コア4及び上記外周筒5の加工性を向上させるために、これらを構成する複数の積層鋼板43、53の厚みを部分的に異ならせる工夫を行った例である。
すなわち、本例においては、図13に示すごとく、上記外周筒5を作製するに際し、上記外周筒用積層工程においては、一般部積層鋼板551と、この一般部積層鋼板551よりも厚い特別部積層鋼板552とを用いて上記外周筒用積層体55を形成する。
また、外側積層鋼板53A及び内周面外側積層鋼板53B以外の一般部に相当する位置にある多数の積層鋼板53は、一般部積層鋼板551とする。
そして、図15、図16に示すごとく、中心コア用積層体45において、中心コア4における上記横断面方向(積層方向)Wの最も外側に位置させる2つの外側積層鋼板43Aに相当する位置にある積層鋼板43を、特別部積層鋼板452にする。また、外側積層鋼板43A以外の一般部に相当する位置にある多数の積層鋼板43は、一般部積層鋼板451とする。
本例においても、その他は上記実施例1と同様であり、上記実施例1と同様の作用効果を得ることができる。
2 1次コイル
3 2次コイル
4 中心コア
41 コア本体部
42 フランジ部
43 積層鋼板
43A 外側積層鋼板
44 接着層
45 中心コア用積層体
451 一般部積層鋼板
452 特別部積層鋼板
5 外周筒
51 筒本体部
52 底部
53 積層鋼板
53A 外側積層鋼板
53B 内周面外側積層鋼板
54 接着層
55 外周筒用積層体
551 一般部積層鋼板
552 特別部積層鋼板
6 プラグ取付筒
61 プラグ取付口
7 スパークプラグ
L 軸方向
W 横断面方向
Claims (7)
- 同心円状に巻回した1次コイル及び2次コイルと、スパークプラグを取り付けるプラグ取付口とを備え、エンジンケースにおけるプラグホール内に挿入配置するよう構成された点火コイルにおいて、
該点火コイルは、上記1次コイル及び2次コイルの内周側に、金属製の中心コアを備えると共に、上記1次コイル及び2次コイルの外周側に、金属製の外周筒を備えており、該外周筒及び上記中心コアは、複数の積層鋼板を接着層を介して上記点火コイルの軸方向に直交する横断面方向に向けて積層してなり、
上記中心コアの軸方向端部と上記外周筒の軸方向端部とは、上記軸方向の両端部の全周において連結されており、
上記中心コアは、切出加工を行うことによって、円形断面形状のコア本体部と、該コア本体部の軸方向一端部から径方向外方に向けて突出したフランジ部とを一体的に有しており、該フランジ部及び上記コア本体部における各外周面は、互いに隣接する上記積層鋼板による段差のない滑らかな曲面に形成されており、
上記外周筒は、切出加工を行うことによって、円環断面形状の筒本体部と、該筒本体部の軸方向他端部に形成された底部とを一体的に有しており、上記筒本体部における外周面及び内周面は、互いに隣接する上記積層鋼板による段差のない滑らかな曲面に形成されていることを特徴とする点火コイル。 - 請求項1において、上記中心コアには、磁束形成時の磁気的飽和を防止するためのギャップが形成されていることを特徴とする点火コイル。
- 請求項1又は2において、上記コア本体部が上記フランジ部と繋がる部分の外周面には、上記コア本体部の外径を緩やかに拡大させた曲線状角部(R形状部)が設けられており、
上記筒本体部が上記底部と繋がる部分の内周面には、上記筒本体部の内径を緩やかに縮小させた曲線状角部(R形状部)が設けられていることを特徴とする点火コイル。 - 請求項3において、上記曲線状角部の大きさは、R0.2〜0.5mmの範囲にあることを特徴とする点火コイル。
- 請求項1〜4のいずれか一項において、上記外周筒において、上記横断面方向の最も外側に位置する外側積層鋼板は、該外側積層鋼板よりも上記横断面方向の内側の一般部に位置する一般部積層鋼板に比べて厚い特別部積層鋼板を切り出してなることを特徴とする点火コイル。
- 請求項1〜5のいずれか一項において、上記外周筒において、該外周筒における内周面を形成する積層鋼板のうち上記横断面方向の最も外側に位置する内周面外側鋼板は、該内周面外側積層鋼板よりも上記横断面方向の内側の一般部に位置する一般部積層鋼板に比べて厚い特別部積層鋼板を切り出してなることを特徴とする点火コイル。
- 請求項1〜6のいずれか一項において、上記中心コアにおいて、上記横断面方向の最も外側に位置する外側積層鋼板は、該外側積層鋼板よりも上記横断面方向の内側の一般部に位置する一般部積層鋼板に比べて厚い特別部積層鋼板を切り出してなることを特徴とする点火コイル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004366107A JP4635598B2 (ja) | 2004-12-17 | 2004-12-17 | 点火コイル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004366107A JP4635598B2 (ja) | 2004-12-17 | 2004-12-17 | 点火コイル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006173466A JP2006173466A (ja) | 2006-06-29 |
| JP4635598B2 true JP4635598B2 (ja) | 2011-02-23 |
Family
ID=36673863
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004366107A Expired - Fee Related JP4635598B2 (ja) | 2004-12-17 | 2004-12-17 | 点火コイル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4635598B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20140043310A (ko) * | 2011-02-22 | 2014-04-09 | 페더럴-모굴 이그니션 컴퍼니 | 향상된 에너지 효율을 가진 코로나 점화기 |
| SE541409C2 (en) * | 2017-06-19 | 2019-09-24 | Sem Ab | Spark plug extension |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2653160B2 (ja) * | 1989-03-13 | 1997-09-10 | 株式会社デンソー | 電磁弁 |
| JP2995763B2 (ja) * | 1989-11-10 | 1999-12-27 | 株式会社デンソー | 点火コイル |
| JPH097860A (ja) * | 1995-06-21 | 1997-01-10 | Hitachi Ltd | 内燃機関用点火コイル |
| JPH104019A (ja) * | 1996-06-14 | 1998-01-06 | Toyota Motor Corp | 内燃機関用点火コイル |
| JPH10303047A (ja) * | 1997-04-30 | 1998-11-13 | Denso Corp | 内燃機関用点火コイル |
| US6049264A (en) * | 1997-12-09 | 2000-04-11 | Siemens Automotive Corporation | Electromagnetic actuator with composite core assembly |
| US6162311A (en) * | 1998-10-29 | 2000-12-19 | Mmg Of North America, Inc. | Composite magnetic ceramic toroids |
| JP4032292B2 (ja) * | 2002-05-13 | 2008-01-16 | 株式会社デンソー | コイル用一体コアの製造方法 |
-
2004
- 2004-12-17 JP JP2004366107A patent/JP4635598B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006173466A (ja) | 2006-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103026435B (zh) | 电抗器装置 | |
| JP2009088479A (ja) | 点火コイル | |
| JPH09186029A (ja) | 内燃機関用点火コイル | |
| JP5087880B2 (ja) | リアクトル | |
| JP7452616B2 (ja) | 内燃機関用点火コイル | |
| JP4635598B2 (ja) | 点火コイル | |
| JP2006278867A (ja) | 内燃機関用点火コイル | |
| JPH11265833A (ja) | 点火コイル用コア及び該コアの製造方法 | |
| JP2014212222A (ja) | 内燃機関用点火コイル | |
| JP3671171B2 (ja) | コイル装置及びその製造方法 | |
| JP2006303447A (ja) | 点火コイル | |
| US20200381177A1 (en) | Ignition coil device | |
| JP2000324740A (ja) | 電動機の固定子 | |
| JP2007053188A (ja) | 内燃機関用点火コイル | |
| WO2019146450A1 (ja) | インシュレータ及びそれを備えたステータ、モータ | |
| JP2008199719A (ja) | 回転電機及び界磁コイルの製造方法 | |
| JP2002231543A (ja) | 内燃機関用点火コイル | |
| JP2008053676A (ja) | 点火コイル及びその製造方法 | |
| JP5776338B2 (ja) | 点火コイル | |
| JP2002136020A (ja) | 内燃機関用発電機の樹脂絶縁層付き固定子鉄心 | |
| JP2006165150A (ja) | 内燃機関用点火コイル | |
| JP2000323338A (ja) | 内燃機関用点火コイル | |
| JP3802008B2 (ja) | 内燃機関用点火コイル | |
| KR100783413B1 (ko) | 왕복동식 모터의 고정자 적층구조 | |
| JPH08186958A (ja) | 固定子積層鉄心及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070123 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090806 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090818 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091015 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100817 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101007 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101026 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101108 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4635598 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |