JP4635506B2 - 耐熱性と耐衝撃性とに優れたポリエステル容器及びその製造方法 - Google Patents
耐熱性と耐衝撃性とに優れたポリエステル容器及びその製造方法 Download PDFInfo
- Publication number
- JP4635506B2 JP4635506B2 JP2004221703A JP2004221703A JP4635506B2 JP 4635506 B2 JP4635506 B2 JP 4635506B2 JP 2004221703 A JP2004221703 A JP 2004221703A JP 2004221703 A JP2004221703 A JP 2004221703A JP 4635506 B2 JP4635506 B2 JP 4635506B2
- Authority
- JP
- Japan
- Prior art keywords
- preform
- container
- polyester
- rod
- heat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Description
本発明の他の目的は、射出ゲート残部となる厚肉部が底部中心に形成されていながら、耐熱性と耐衝撃性とに優れたポリエステル容器及びその製造方法を提供することにある。
底部中心部分が、実質上非晶質であり、該中心部分の周囲の底部は配向結晶化されていることを特徴とするポリエステルカップ容器が提供される。
(1)前記プリフォームが射出成形により成形されたものであり、前記底部中心部分が、射出成形に際してのゲートの残部となっており、該中心部分の周囲の底部よりも相対的に厚肉に形成されていること、
(2)前記中心部分以外の底部は、結晶化度が15%以上であること、
が好ましい。
射出成形により熱可塑性ポリエステル樹脂のプリフォームを成形し、
前記プリフォームの射出ゲート残部を、ストレッチロッドと冷却ロッドとの間に挟み込み、前記ストレッチロッドを伸長させ且つ冷却用ロッドをストレッチロッドに追随させて軸方向延伸を行い、さらに流体吹込みによるブロー延伸を行い、
前記ブロー延伸によって、前記冷却用ロッドが接触している部分を除き、延伸された成形体の外面を加熱保持された加熱金型表面に接触させて、該成形体をカップ形状に賦形するとともに、
前記加熱金型表面への接触によって、前記冷却用ロッドが接触している部分以外を加熱して熱固定を行う、
ことを特徴とするポリエステルカップ容器の製造方法が提供される。
(3)前記熱固定後、カップ形状に賦形された延伸成形体の内部に、冷却用コア金型を挿入し、該コア金型の形状にシュリンクバックして賦形し、冷却すること、
が好ましい。
図1を参照して、本発明のポリエステル容器は、胴部1と、胴部1の下端を閉じている底部2とを有し、胴部1の上端は開放されて口部を形成しており、この口部(胴部1の上端)には、フランジ3が形成されている。即ち、該容器内に飲食料等の内容物を収容した後、アルミ箔等のシール箔(図示せず)をフランジ3にヒートシールして販売等に供される。また、底部2は、全体としてフラットに形成されていてもよいが、図1に示されているように、胴部1の下端から若干凹んだ形状となっていることが、容器を置いたときの安定性や耐変形性などの点で好適である。さらに、かかる容器は、全体として透明であるが、フランジ3は不透明となっていることもある。
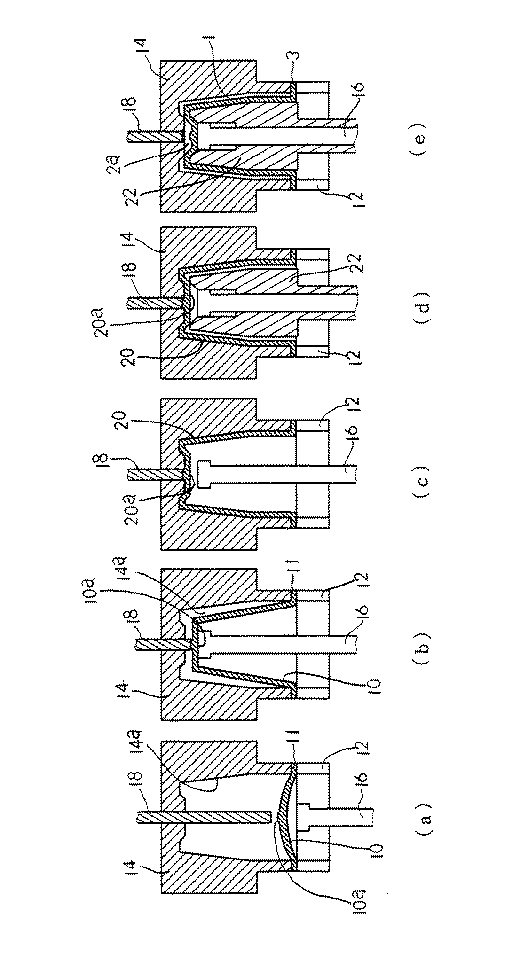
本発明のポリエステル容器は、上述した熱可塑性ポリエステル樹脂の射出成形により成形されたシート状でほぼ円板形状のプリフォーム(前成形体)を、所定の熱成形温度に加熱し、図2に示す(a)〜(e)の工程で延伸成形することにより製造される。
先ず、図2(a)に示されているように、上記温度に加熱されているプリフォーム10を、環状締付部材12を用いて成形金型(雌金型)14上に型締めして保持する。
上記のプリフォーム10の型締め工程に続いて、図2(b)に示すように延伸が行われる。即ち、この延伸工程では、ストレッチロッド16を伸長させ、このストレッチロッド16と冷却用ロッド18との間にプリフォーム10の中央部分10a(図1の容器の底部中心の厚肉部2aに相当)を挟み込み、ストレッチロッド16による軸方向延伸及びブロー延伸を行う。
次いで、上記のようにして成形された延伸成形体20について、熱固定が行われる。熱固定は、熱固定温度に加熱された成形金型14のキャビティ面14aに延伸成形体20を接触させることにより、結晶化の促進と成形歪の緩和を行うものであり、これによって、さらに耐熱性を向上し且つ機械的強度を高めることができる。この熱固定温度は、プリフォーム10(延伸成形体20)を形成している熱可塑性ポリエステルの結晶化開始温度(Tic)より高温であるが融点(Tm)未満、特に融点(Tm)−10℃以下であることが好ましい(一般的には180℃程度である)。熱固定温度が融点(Tm)以上になると、延伸成形体20が成形金型14に溶着してしまうおそれがあり、結晶化開始温度(Tic)未満では結晶化、成形ひずみの緩和が不充分になり、耐熱性や強度が得られなくなってしまう。また、熱固定時間は、求められる耐熱性のレベルにもよるが、通常、0.5乃至5秒程度である。
本発明においては、上記の熱固定後、環状締付部材12の環状空間を通して、冷却用コア金型22を挿入する[図2(d)]。この冷却用コア金型22の外面形状は、図1で示す容器の形状に相当するものである。
[密度法]
次式の密度法により結晶化度を求めた。
結晶化度χc={[ρc×(ρ−ρa)]/[ρ×(ρc−ρa)]}×100
ρ :測定密度(g/cm3)
ρa :非晶密度(1.335g/cm3)
ρc :結晶密度(1.455g/cm3)
なお、密度測定は、n−ヘプタン−四塩化炭素系密度勾配管(株式会社池田理化製)により、20℃の条件下で行った。
[耐熱性能]
空の容器を105℃のオーブン内に4分10秒保管処理し、その処理前後での満注内容積の変化率を測定して評価した。変化率が2%以下のとき、評価を○とした。
[耐衝撃性能]
容器に水200ml充填後密封し、80cmの高さから底部を下向きに落下させた。落下を5回繰り返した後、底部の変形を目視により確認し、割れがない場合を○とした。
[底部透明性]
スガ試験機(株)製ヘーズメーターを用いて、底部中心部の透明度(HAZE)を測定した。HAZEが10%以下のときを○とした。
固有粘度0.8dl/gのポリエチレンテレフタレート樹脂(三井化学(株)SA135、イソフタル酸2モル%含有)をインジェクション成形機(新潟鐵工所(株)NN75JS)に供給し、射出温度275〜300℃、射出圧10Kg/cm2の条件で射出成形し、単層で実質上非晶のプリフォーム15.6gを得た。
前記プリフォームのフランジ部を近赤外線ヒータの照射を用いて、180℃まで加熱し、熱結晶化させた。
前記プリフォームをガラス転移点以上の95℃に加熱した後、図2(a)〜(e)に記載した方法で、フランジ付きカップ容器を得た。
この際、成形金型温度は180℃、冷却用ロッド温度、冷却用コア金型温度は30℃であった。
表1に各工具寸法、結晶化度測定結果、各種性能評価結果を記載した。
底部中心部は非晶であり、中心部の周囲の底部が配向結晶化しているため、耐熱性、耐衝撃性とも実用上十分な性能を示した。
図2(a)〜(e)の中で冷却用ロッドを使用しない以外は、実施例と同条件でフランジ付きカップ容器を得た。
表1に各工具寸法、結晶化度測定結果、各種性能評価結果を記載した。
底部中心部は球晶であり、中心部の周囲の底部が配向結晶化しているため、耐熱性には優れるが、耐衝撃性については実用的な性能を示さなかった。
2:容器の底部
2a:容器の底部中心に形成された厚肉部
3:容器のフランジ
10:プリフォーム
10a:プリフォームの中心部
11:プリフォームの周縁部
12:環状締付部材
14:成形金型
16:ストレッチロッド
18:冷却用ロッド
20:延伸成形体
22:冷却用コア金型
Claims (5)
- 熱可塑性ポリエステル樹脂からなるプリフォームを延伸成形して得られるポリエステル容器において、
底部中心部分が、実質上非晶質であり、該中心部分の周囲の底部は配向結晶化されていることを特徴とするポリエステルカップ容器。 - 前記プリフォームが射出成形により成形されたものであり、前記底部中心部分が、射出成形に際してのゲートの残部となっており、該中心部分の周囲の底部よりも相対的に厚肉に形成されている請求項1に記載のポリエステルカップ容器。
- 前記中心部分以外の底部は、結晶化度が15%以上である請求項1または2に記載のポリエステルカップ容器。
- 射出成形により熱可塑性ポリエステル樹脂のプリフォームを成形し、
前記プリフォームの射出ゲート残部を、ストレッチロッドと冷却ロッドとの間に挟み込み、
前記ストレッチロッドを伸長させ且つ冷却用ロッドをストレッチロッドに追随させて軸方向延伸を行い、さらに流体吹込みによるブロー延伸を行い、
前記ブロー延伸によって、前記冷却用ロッドが接触している部分を除き、延伸された成形体の外面を加熱保持された加熱金型表面に接触させて、該成形体をカップ形状に賦形するとともに、
前記加熱金型表面への接触によって、前記冷却用ロッドが接触している部分以外を加熱して熱固定を行う、
ことを特徴とするポリエステルカップ容器の製造方法。 - 前記熱固定後、カップ形状に賦形された延伸成形体の内部に、冷却用コア金型を挿入し、該コア金型の形状にシュリンクバックして賦形し、冷却する請求項4に記載の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004221703A JP4635506B2 (ja) | 2004-07-29 | 2004-07-29 | 耐熱性と耐衝撃性とに優れたポリエステル容器及びその製造方法 |
| KR1020077004056A KR101199692B1 (ko) | 2004-07-27 | 2005-07-25 | 내열성과 내충격성이 우수한 폴리에스테르 용기 및 그 제조방법 |
| CN2005800325962A CN101027177B (zh) | 2004-07-27 | 2005-07-25 | 耐热性和耐冲击性优良的聚酯容器及其制造方法 |
| PCT/JP2005/013991 WO2006011612A1 (ja) | 2004-07-27 | 2005-07-25 | 耐熱性と耐衝撃性とに優れたポリエステル容器及びその製造方法 |
| US11/658,508 US7833467B2 (en) | 2004-07-27 | 2005-07-25 | Polyester container having excellent heat resistance and shock resistance and method of producing the same |
| EP05767371.7A EP1772251B1 (en) | 2004-07-27 | 2005-07-25 | Polyester container excellent in resistance to heat and impact, and method for production thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004221703A JP4635506B2 (ja) | 2004-07-29 | 2004-07-29 | 耐熱性と耐衝撃性とに優れたポリエステル容器及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006035747A JP2006035747A (ja) | 2006-02-09 |
| JP4635506B2 true JP4635506B2 (ja) | 2011-02-23 |
Family
ID=35901233
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004221703A Expired - Fee Related JP4635506B2 (ja) | 2004-07-27 | 2004-07-29 | 耐熱性と耐衝撃性とに優れたポリエステル容器及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4635506B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8968636B2 (en) * | 2010-10-15 | 2015-03-03 | Discma Ag | Stretch rod system for liquid or hydraulic blow molding |
| JP2017145046A (ja) * | 2016-02-17 | 2017-08-24 | 吉村化成株式会社 | 断熱容器、断熱容器の製造方法、断熱容器の内容器 |
| JP7541428B1 (ja) * | 2024-04-25 | 2024-08-28 | 株式会社フロンティア | 一次成形体及びマルチパックの製造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE429317B (sv) * | 1980-05-29 | 1983-08-29 | Plm Ab | Sett att astadkomma ett element av polyetylentereftalat eller dermed liknande termoplastmaterial jemte anordning herfor |
| JPH0735085B2 (ja) * | 1990-10-05 | 1995-04-19 | 日精エー・エス・ビー機械株式会社 | 2軸延伸結晶性樹脂容器およびその製造方法 |
| JPH0671762B2 (ja) * | 1991-04-30 | 1994-09-14 | 日精エー・エス・ビー機械株式会社 | 厚肉の底壁を有する中空体の射出延伸吹込成形方法 |
| JPH05246416A (ja) * | 1992-02-29 | 1993-09-24 | Nissei Asb Mach Co Ltd | 合成樹脂製自立壜 |
| JP2998559B2 (ja) * | 1994-05-13 | 2000-01-11 | 東洋製罐株式会社 | ワンピース型耐熱ポリエステルボトル及びその製法 |
| JP3676426B2 (ja) * | 1995-05-25 | 2005-07-27 | 北海製罐株式会社 | ポリエチレンテレフタレート樹脂製ボトル |
| JP3449182B2 (ja) * | 1997-07-29 | 2003-09-22 | 東洋製罐株式会社 | 耐熱性延伸樹脂容器の製法 |
| JP2003159743A (ja) * | 2001-11-28 | 2003-06-03 | Toyo Seikan Kaisha Ltd | 合成樹脂容器の製造方法 |
-
2004
- 2004-07-29 JP JP2004221703A patent/JP4635506B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006035747A (ja) | 2006-02-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5533515B2 (ja) | ポリエステル製延伸発泡容器 | |
| JPH036061B2 (ja) | ||
| CN100369737C (zh) | 通过拉伸和热固定制备的模塑物品和用于生产该物品的方法 | |
| CN101027177B (zh) | 耐热性和耐冲击性优良的聚酯容器及其制造方法 | |
| WO2007138842A1 (ja) | 耐熱性に優れた生分解性延伸成形容器 | |
| CA2288742C (en) | Improved multi-layer container and preform | |
| JP2003191319A (ja) | ボトル状容器およびその製造方法 | |
| JP4635506B2 (ja) | 耐熱性と耐衝撃性とに優れたポリエステル容器及びその製造方法 | |
| WO2006030972A1 (ja) | 熱可塑性樹脂からなる扁平容器及びその成形方法 | |
| JP4333280B2 (ja) | プラスチックボトル容器 | |
| US6562279B2 (en) | Multi-layer container and preform and process for obtaining same | |
| US6413600B1 (en) | Multi-layer container and preform and process for obtaining same | |
| WO2019017395A1 (ja) | ポリエステル系樹脂製容器、及びその製造方法、並びにブロー成形型 | |
| JP4282364B2 (ja) | 耐熱性広口合成樹脂容器及びその製造方法並びに製造装置 | |
| JP4148065B2 (ja) | プラスチックボトル容器の延伸ブロー成形方法及びこの成形方法により形成されるプラスチックボトル容器 | |
| JPH01157828A (ja) | 熱固定ポリエステル延伸成形容器 | |
| JP2005112440A (ja) | 容器 | |
| JP2886292B2 (ja) | 飽和ポリエステル樹脂製壜体及びその製造方法 | |
| JP5446553B2 (ja) | 加温用プラスチックボトル | |
| JPS63185620A (ja) | 熱固定されたポリエステル延伸成形容器の製法 | |
| JP2004291621A (ja) | 熱可塑性樹脂容器の製造方法 | |
| JP3802970B2 (ja) | 耐衝撃性に優れたプロピレン系重合体製容器及びその製法 | |
| JP4449312B2 (ja) | 熱可塑性樹脂容器の製造方法 | |
| JP2727934B2 (ja) | 減圧吸収性ポリエステル製ボトル | |
| JP4878001B2 (ja) | 合成樹脂製ブロー容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070608 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100324 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101026 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101108 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4635506 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |