JP4586823B2 - 成膜方法、伝熱部材、パワーモジュール、車両用インバータ、及び車両 - Google Patents
成膜方法、伝熱部材、パワーモジュール、車両用インバータ、及び車両 Download PDFInfo
- Publication number
- JP4586823B2 JP4586823B2 JP2007163771A JP2007163771A JP4586823B2 JP 4586823 B2 JP4586823 B2 JP 4586823B2 JP 2007163771 A JP2007163771 A JP 2007163771A JP 2007163771 A JP2007163771 A JP 2007163771A JP 4586823 B2 JP4586823 B2 JP 4586823B2
- Authority
- JP
- Japan
- Prior art keywords
- powder
- film
- film forming
- metal powder
- forming method
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C24/00—Coating starting from inorganic powder
- C23C24/02—Coating starting from inorganic powder by application of pressure only
- C23C24/04—Impact or kinetic deposition of particles
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer
- H01L21/48—Manufacture or treatment of parts, e.g. containers, prior to assembly of the devices, using processes not provided for in a single one of the subgroups H01L21/06 - H01L21/326
- H01L21/4814—Conductive parts
- H01L21/4871—Bases, plates or heatsinks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/34—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements
- H01L23/36—Selection of materials, or shaping, to facilitate cooling or heating, e.g. heatsinks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/34—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements
- H01L23/36—Selection of materials, or shaping, to facilitate cooling or heating, e.g. heatsinks
- H01L23/373—Cooling facilitated by selection of materials for the device or materials for thermal expansion adaptation, e.g. carbon
- H01L23/3735—Laminates or multilayers, e.g. direct bond copper ceramic substrates
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L25/00—Assemblies consisting of a plurality of individual semiconductor or other solid state devices ; Multistep manufacturing processes thereof
- H01L25/03—Assemblies consisting of a plurality of individual semiconductor or other solid state devices ; Multistep manufacturing processes thereof all the devices being of a type provided for in the same subgroup of groups H01L27/00 - H01L33/00, or in a single subclass of H10K, H10N, e.g. assemblies of rectifier diodes
- H01L25/04—Assemblies consisting of a plurality of individual semiconductor or other solid state devices ; Multistep manufacturing processes thereof all the devices being of a type provided for in the same subgroup of groups H01L27/00 - H01L33/00, or in a single subclass of H10K, H10N, e.g. assemblies of rectifier diodes the devices not having separate containers
- H01L25/07—Assemblies consisting of a plurality of individual semiconductor or other solid state devices ; Multistep manufacturing processes thereof all the devices being of a type provided for in the same subgroup of groups H01L27/00 - H01L33/00, or in a single subclass of H10K, H10N, e.g. assemblies of rectifier diodes the devices not having separate containers the devices being of a type provided for in group H01L29/00
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/26—Layer connectors, e.g. plate connectors, solder or adhesive layers; Manufacturing methods related thereto
- H01L2224/31—Structure, shape, material or disposition of the layer connectors after the connecting process
- H01L2224/32—Structure, shape, material or disposition of the layer connectors after the connecting process of an individual layer connector
- H01L2224/321—Disposition
- H01L2224/32151—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive
- H01L2224/32221—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked
- H01L2224/32225—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being non-metallic, e.g. insulating substrate with or without metallisation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
- Y10T428/249986—Void-containing component contains also a solid fiber or solid particle
Description
(実施例1)
コールドスプレー法により基材に銅被膜が形成された伝熱部材を製作した。具体的には、銅被膜の密度が7.8kg/m3(気孔が12.4体積%)となるように、エア(大気)を圧縮し、銅からなる固相状態の金属粉末を、圧縮したエア(圧縮ガス)と共に、大きさ30mm×20mm×厚さ5mmのアルミニウム合金(JIS規格:A6063S−T1)からなるヒートシンク部材(基材)の表面に吹き付けて、銅粉末を用いて被膜を成膜し、伝熱部材を製作した。
実施例1と同じようにして、基材の表面に銅粉末を成膜した。実施例1と相違する点は、被膜成膜時に用いた粉末である。具体的には、図4に示すように、実施例2では、窒素ガスにより製粉された、銅からなる粒径3μmのガスアトマイズ粉末から、成膜用の銅粉末として、平均粒径18μm、みかけ密度1.88g/cm3となるように造粒した粉末を用いた。実施例3,4では、銅からなる粒径4.8μmの電解粉末から、成膜用の銅粉末として、順次、平均粒径22μm,21μm、みかけ密度1.64g/cm3,1.5g/cm3となるように造粒した粉末を用いた。さらに、実施例5では、電解粉末として、図5(a)に示す、平均粒径19.3μm、みかけ密度1.64g/cm3の樹枝状粉末を用いた。そして、実施例2〜5に対して、銅粉末の付着効率を測定した。この結果を図4,6に示す。
実施例1と同じようにして、基材の表面に銅粉末を成膜した。実施例1と相違する点は、被膜成膜時に用いた粉末である。具体的には、比較例1−1〜1−6の銅粉末は、図4に示す平均粒径及びみかけ密度のアトマイズ粉末(造粒をしていない粉末)である。具体的には、比較例1−1〜1−3では、表4に示す高圧旋回水アトマイズ粉末(比較例1−1の粉末は図5(b)参照、比較例1−2の粉末は図5(c)参照)を用いた。また、比較例1−4,1−5では水アトマイズ粉末を用い、比較例1−6では、窒素ガスにより製粉された、ガスアトマイズ粉末(比較例1−6の粉末は図5(d)参照)を用いた。そして、比較例1−1〜1−6に対して、銅粉末の付着効率を測定した。この結果を図4,6に示す。
実施例1と同じようにして、基材の表面に銅粉末を成膜した。実施例1と相違する点は、被膜成膜時に用いた粉末である。具体的には、比較例2−1〜2−4の銅粉末は、図4に示す平均粒径及びみかけ密度の造粒粉末である。具体的には、比較例2−1,2−2は、表4に示す平均粒径の水アトマイズ粉末を、図4に示す平均粒径及びみかけ密度になるように造粒した。比較例2−3,2−4は、窒素ガスにより製粉された、表4に示す平均粒径のガスアトマイズ粉末を、図4に示す平均粒径及びみかけ密度になるように造粒した。そして、比較例2−1〜2−4に対して、付着効率を測定した。この結果を図4,6に示す。
実施例1と同じようにして、基材の表面に銅粉末を成膜した。実施例1と相違する点は、被膜成膜時に用いた粉末である。具体的には、比較例3−1〜3−7の銅粉末は、図4に示す平均粒径及びみかけ密度の電解粉末である。そして、比較例2−1〜2−4に対して、付着効率を測定した。この結果を図4,6に示す。
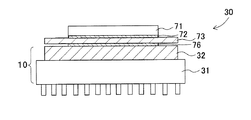
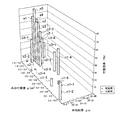
実施例1〜5、比較例1−2,1−4,1−5,3−1の伝熱部材に対して、伝熱部材の被膜表面に、窒化アルミニウム製の絶縁部材をはんだにより接合して熱サイクル試験用の試験片を製作し、該試験片に対して試験片が損傷するまで0℃以下の所定の温度を下限温度、100℃以上の所定の温度を上限温度とした温度範囲内で、繰返し熱負荷を加えることにより、熱サイクル試験を行った。また、参考例として、被膜の代わりに銅板(Cu板)、銅モリブデン板(Cu−Mo板)をアルミニウム基材の上にシリコングリースで接合した伝熱部材を準備して、同様の方法で試験片を製作し、該試験片に対して熱サイクル試験を行った。この結果を図7に示す。なお、図7の縦軸は、伝熱部材の損傷が確認されたときの熱サイクル数である。また、これらの被膜に形成された気孔を顕微鏡で観察し、それぞれの気孔率を対比観察した。
図4及び図6に示すように、実施例1〜5の銅粉末は、比較例のものに対して、付着効率が略60%以上で高かった。さらに、図7に示すように、実施例1〜5の被膜は、比較例及び参考例のものに対して、被膜の気孔率が高くかつ熱サイクル数は大きく、耐熱疲労性が高かった。
図6からも明らかなように、実施例1〜5の如く、みかけ密度1.4〜2.0g/cm3かつ平均粒径25μm以下の銅粉末は、圧縮ガスが低圧(0.4〜1.0MPa程度)であっても、付着効率が高くなると考えられる。みかけ密度1.5〜1.7g/cm3かつ平均粒径20μm以下の銅粉末は、付着効率が高く、特に、実施例5の電解粉末を用いた場合には、最も付着効率が高い。みかけ密度が1.4g/cm3未満の粉末は製造し難く、基材に衝突する前に粉砕するおそれがあると考えられる。一方、みかけ密度が、2.0g/cm3よりも大きい場合には、粉末の密度が大きいため、粉末粒径が大きくなるに従って粉末が圧縮ガスの気流に乗り難くなり、基材への粉末の付着効率が低下したものと考えられる。特に、造粒した粒子のように多孔質の粒子、又は、樹枝状または葡萄状の粉末のように表面に凹凸があり表面に空間を有する粒子は、わずかな圧縮ガスの圧力で変形し易いので、付着効率が高いと考えられる。さらに、さらに、平均粒径が25μmよりも大きい場合、粉末に充分な運動エネルギ(衝突エネルギ)を与えることができず、基材への粉末の付着効率が低下してしまうと考えられる。一方、粉末の平均粒径が、1μmよりも小さい場合には、基材に吹き付けられて反射した圧縮ガスのあおりの影響を受け、粉末の付着効率が低下する場合があると考えられる。
実施例1と同じようにして、伝熱部材を製作した。実施例1と異なる点は、基材衝突直前の銅粉末の温度を図8に示す50℃以上の温度条件で成膜した点である。そして、実施例1と同じ方法により被膜の熱伝導率を測定した。この結果を図8に示す。
実施例1と同じようにして、伝熱部材を製作した。実施例1と異なる点は、基材衝突直前の銅粉末の温度を図8に示す50℃以上の温度条件で成膜した点である。そして、実施例1と同じ方法により被膜の熱伝導率を測定した。この結果を図8に示す。
図8に示すように、実施例6の方が比較例4に比べて、熱伝導率は高く、50℃以上のいずれの温度で成膜した被膜も熱伝導率は安定していた。
このように、安定した熱伝導率を得るためには、基材に衝突する直前の銅粉末の温度を50℃以上にすることが好ましいと考えられる。被膜の伝導率が向上したのは、被膜中の金属結合の割合が増加したからであり、金属結合の増加は銅粉末の加熱により、成膜時におけるエネルギが増加したことによるものであると考えられる。
Claims (11)
- 固相状態の金属粉末を圧縮ガスと共に、基材表面に吹き付けて、前記金属粉末から被膜を前記基材表面に成膜する成膜方法であって、
前記金属粉末として、みかけ密度が1.4〜2.0g/cm3であり、平均粒径が25μm以下の成膜用粉末を少なくとも含む粉末を用いることを特徴とする成膜方法。 - 前記成膜用粉末として、10μm以下の粉末から造粒した造粒粉末を用いることを特徴とする請求項1に記載の成膜方法。
- 前記成膜用粉末に造粒する造粒粉末として、ガスアトマイズ粉末、水アトマイズ粉末、または電解粉末を用いることを特徴とする請求項2に記載の成膜方法。
- 前記金属粉末として、銅または銅合金の粉末を用いることを特徴とする請求項1〜3のいずれかに記載の成膜方法。
- 前記金属粉末として、前記成膜用粉末を60質量%以上含む金属粉末を用いることを特徴とする請求項1〜4のいずれかに記載の成膜方法。
- 前記圧縮ガスとして、前記圧縮ガスの圧力が0.4〜1.0MPaの圧縮ガスを用いることを特徴とする請求項1〜5のいずれかに記載の成膜方法。
- 前記金属粉末を、50℃以上の温度条件で前記金属粉末が前記基材の表面に吹き付けられるように加熱することを特徴とする請求項4〜6のいずれかに記載の成膜方法。
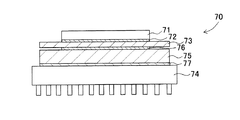
- 請求項1〜7のいずれかの成膜方法により、前記基材表面に前記被膜が成膜された伝熱部材であって、
前記被膜は、気孔率が5〜50体積%の多孔質被膜であることを特徴とする伝熱部材。 - 前記請求項8に記載の伝熱部材を備えたパワーモジュールであって、
前記伝熱部材の基材が、前記パワーモジュールを構成するヒートシンク部材であり、
前記伝熱部材の被膜が、前記パワーモジュールを構成するパワー素子を載置した絶縁部材と、前記ヒートシンク部材との間に配置されていることを特徴とするパワーモジュール。 - 前記請求項9に記載のパワーモジュールを備えた車両用インバータ。
- 前記請求項10に記載の車両用インバータを備えた車両。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007163771A JP4586823B2 (ja) | 2007-06-21 | 2007-06-21 | 成膜方法、伝熱部材、パワーモジュール、車両用インバータ、及び車両 |
| US12/443,055 US8025921B2 (en) | 2007-06-21 | 2008-06-11 | Method of forming a metal powder film a thermal conduction member, power module, vehicle inverter, and vehicle formed thereof |
| DE112008001037.4T DE112008001037B4 (de) | 2007-06-21 | 2008-06-11 | Verfahren zum Ausbilden einer metallischen Beschichtung, wärmeleitendes Element und dessen Verwendung als Leistungsmodul |
| PCT/JP2008/061066 WO2008156093A1 (ja) | 2007-06-21 | 2008-06-11 | 成膜方法、伝熱部材、パワーモジュール、車両用インバータ、及び車両 |
| CN2008800063431A CN101631896B (zh) | 2007-06-21 | 2008-06-11 | 成膜方法、导热部件、功率模块、车辆用变换器和车辆 |
| KR1020097006856A KR101115865B1 (ko) | 2007-06-21 | 2008-06-11 | 성막 방법, 전열 부재, 파워 모듈, 차량용 인버터, 및 차량 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007163771A JP4586823B2 (ja) | 2007-06-21 | 2007-06-21 | 成膜方法、伝熱部材、パワーモジュール、車両用インバータ、及び車両 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009001859A JP2009001859A (ja) | 2009-01-08 |
| JP4586823B2 true JP4586823B2 (ja) | 2010-11-24 |
Family
ID=40156252
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007163771A Expired - Fee Related JP4586823B2 (ja) | 2007-06-21 | 2007-06-21 | 成膜方法、伝熱部材、パワーモジュール、車両用インバータ、及び車両 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8025921B2 (ja) |
| JP (1) | JP4586823B2 (ja) |
| KR (1) | KR101115865B1 (ja) |
| CN (1) | CN101631896B (ja) |
| DE (1) | DE112008001037B4 (ja) |
| WO (1) | WO2008156093A1 (ja) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4241859B2 (ja) | 2007-07-19 | 2009-03-18 | トヨタ自動車株式会社 | パワーモジュールの製造方法、パワーモジュール、車両用インバータ、及び車両 |
| JP2010047825A (ja) * | 2008-08-25 | 2010-03-04 | Mitsubishi Heavy Ind Ltd | 金属皮膜の形成方法及び航空宇宙構造部材 |
| JP4844702B1 (ja) * | 2010-05-10 | 2011-12-28 | トヨタ自動車株式会社 | マスキング治具、基板加熱装置、及び成膜方法 |
| CN102893389B (zh) * | 2010-05-12 | 2015-05-20 | 丰田自动车株式会社 | 半导体装置 |
| JP5463224B2 (ja) | 2010-07-09 | 2014-04-09 | 日本発條株式会社 | 流路付きプレートの製造方法、流路付きプレート、温度調節プレート、コールドプレート、及びシャワープレート |
| JP5712054B2 (ja) * | 2011-05-31 | 2015-05-07 | 日本発條株式会社 | シャフト付きヒータユニットおよびシャフト付きヒータユニットの製造方法 |
| JP5691901B2 (ja) * | 2011-07-11 | 2015-04-01 | トヨタ自動車株式会社 | パワーモジュールの製造方法 |
| KR101350142B1 (ko) | 2012-09-17 | 2014-01-20 | 주동진 | 도전성 구리가 도포된 필름의 제조방법 및 그에 의해 제조된 도전성 필름 |
| JPWO2014115251A1 (ja) * | 2013-01-23 | 2017-01-19 | 株式会社日立製作所 | 金属被覆樹脂構造体とその製法 |
| JP5889938B2 (ja) * | 2014-03-06 | 2016-03-22 | 日本発條株式会社 | 積層体および積層体の製造方法 |
| CN105742252B (zh) * | 2014-12-09 | 2019-05-07 | 台达电子工业股份有限公司 | 一种功率模块及其制造方法 |
| TWM519879U (zh) * | 2015-08-03 | 2016-04-01 | Dowton Electronic Materials Co Ltd | 電子裝置之改良散熱結構 |
| DE102015216047A1 (de) * | 2015-08-21 | 2017-02-23 | Continental Automotive Gmbh | Schaltungsträger, Leistungselektronikanordnung mit einem Schaltungsträger |
| FR3052629B1 (fr) * | 2016-06-08 | 2018-06-15 | Safran Electronics & Defense | Boitier pour equipement avionique comprenant une paroi en materiau composite et des drains thermiques metalliques |
| CN108085678A (zh) * | 2016-11-22 | 2018-05-29 | 佛山市顺德区美的电热电器制造有限公司 | 一种高导热涂层内胆的制备方法及其内胆 |
| DE102017002601A1 (de) * | 2017-03-17 | 2018-09-20 | Man Truck & Bus Ag | Kühlvorrichtung für elektronisches Steuergerät |
| DE102018115509A1 (de) * | 2018-06-27 | 2020-01-02 | Infineon Technologies Ag | Wärmedissipationsvorrichtung, Halbleiterpackagingsystem und Verfahren zum Herstellen derselben |
| CN112975181A (zh) * | 2019-12-13 | 2021-06-18 | 亚浩电子五金塑胶(惠州)有限公司 | 散热器结构的焊接方法 |
| KR102649715B1 (ko) * | 2020-10-30 | 2024-03-21 | 세메스 주식회사 | 표면 처리 장치 및 표면 처리 방법 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004307969A (ja) * | 2003-04-09 | 2004-11-04 | Nippon Steel Corp | 不溶性電極及びその製造方法 |
| JP2005095886A (ja) * | 2003-09-02 | 2005-04-14 | Nippon Steel Corp | コールドスプレー用ノズル並びにコールドスプレー被膜及び製造方法 |
| JP2007197795A (ja) * | 2006-01-27 | 2007-08-09 | Toyota Motor Corp | 電子部材の製造方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5018573A (en) * | 1989-12-18 | 1991-05-28 | Carrier Corporation | Method for manufacturing a high efficiency heat transfer surface and the surface so manufactured |
| EP0484533B1 (en) * | 1990-05-19 | 1995-01-25 | Anatoly Nikiforovich Papyrin | Method and device for coating |
| US5063021A (en) * | 1990-05-23 | 1991-11-05 | Gte Products Corporation | Method for preparing powders of nickel alloy and molybdenum for thermal spray coatings |
| JPH0637438A (ja) | 1992-07-16 | 1994-02-10 | Sanyo Electric Co Ltd | 混成集積回路 |
| BR9406043A (pt) * | 1993-04-19 | 1995-12-19 | Magma Copper Co | Processo para a produção de pó cobre metálico óxidos de cobre e folha de cobre |
| GB9604344D0 (en) * | 1996-02-01 | 1996-05-01 | Glaverbel | Formation of a refractory repair mass |
| US6139913A (en) * | 1999-06-29 | 2000-10-31 | National Center For Manufacturing Sciences | Kinetic spray coating method and apparatus |
| EP1239055B1 (en) * | 2001-03-08 | 2017-03-01 | Shin-Etsu Chemical Co., Ltd. | Thermal spray spherical particles, and sprayed components |
| DE10307716B4 (de) * | 2002-03-12 | 2021-11-18 | Taniobis Gmbh | Ventilmetall-Pulver und Verfahren zu deren Herstellung |
| CA2433613A1 (en) | 2002-08-13 | 2004-02-13 | Russel J. Ruprecht, Jr. | Spray method for mcralx coating |
| US20060275554A1 (en) * | 2004-08-23 | 2006-12-07 | Zhibo Zhao | High performance kinetic spray nozzle |
| DE102004047357A1 (de) * | 2004-09-29 | 2006-04-06 | eupec Europäische Gesellschaft für Leistungshalbleiter mbH | Elektrische Anordnung und Verfahren zum Herstellen einer elektrischen Anordnung |
| JP4885445B2 (ja) * | 2004-12-21 | 2012-02-29 | 株式会社フジミインコーポレーテッド | 溶射用粉末 |
| JP2007163771A (ja) | 2005-12-13 | 2007-06-28 | Kyocera Mita Corp | 現像装置およびそれを有する画像形成装置 |
-
2007
- 2007-06-21 JP JP2007163771A patent/JP4586823B2/ja not_active Expired - Fee Related
-
2008
- 2008-06-11 US US12/443,055 patent/US8025921B2/en not_active Expired - Fee Related
- 2008-06-11 CN CN2008800063431A patent/CN101631896B/zh active Active
- 2008-06-11 WO PCT/JP2008/061066 patent/WO2008156093A1/ja active Application Filing
- 2008-06-11 DE DE112008001037.4T patent/DE112008001037B4/de not_active Expired - Fee Related
- 2008-06-11 KR KR1020097006856A patent/KR101115865B1/ko not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004307969A (ja) * | 2003-04-09 | 2004-11-04 | Nippon Steel Corp | 不溶性電極及びその製造方法 |
| JP2005095886A (ja) * | 2003-09-02 | 2005-04-14 | Nippon Steel Corp | コールドスプレー用ノズル並びにコールドスプレー被膜及び製造方法 |
| JP2007197795A (ja) * | 2006-01-27 | 2007-08-09 | Toyota Motor Corp | 電子部材の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE112008001037B4 (de) | 2018-02-22 |
| US8025921B2 (en) | 2011-09-27 |
| CN101631896A (zh) | 2010-01-20 |
| KR20090091109A (ko) | 2009-08-26 |
| DE112008001037T5 (de) | 2010-04-01 |
| US20100073883A1 (en) | 2010-03-25 |
| CN101631896B (zh) | 2011-05-25 |
| JP2009001859A (ja) | 2009-01-08 |
| KR101115865B1 (ko) | 2012-02-28 |
| WO2008156093A1 (ja) | 2008-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4586823B2 (ja) | 成膜方法、伝熱部材、パワーモジュール、車両用インバータ、及び車両 | |
| JP4241859B2 (ja) | パワーモジュールの製造方法、パワーモジュール、車両用インバータ、及び車両 | |
| JP5146402B2 (ja) | 炭素粒子含有被膜の成膜方法、伝熱部材、パワーモジュール、及び車両用インバータ | |
| JP2014156634A (ja) | コールドスプレー用粉末、その製造方法、およびこれを用いた銅系被膜の成膜方法 | |
| CN101921980A (zh) | 热喷涂涂层形成方法 | |
| JP6811719B2 (ja) | 積層体の製造方法 | |
| CN1783473A (zh) | 绝缘衬底和半导体器件 | |
| JP4645464B2 (ja) | 電子部材の製造方法 | |
| JP4910903B2 (ja) | 伝熱部材の製造方法、パワーモジュール、車両用インバータ、及び車両 | |
| JP2009127086A (ja) | 伝熱部材及びその製造方法 | |
| JPWO2018135490A1 (ja) | セラミックス回路基板の製造方法 | |
| JP2010189754A (ja) | 金属被膜の成膜方法、伝熱部材、パワーモジュール、及び車両用インバータ | |
| CN106158764A (zh) | 功率模块用底板及功率模块 | |
| JP5691901B2 (ja) | パワーモジュールの製造方法 | |
| JP2009038162A (ja) | 放熱部品、その製造方法及びパワーモジュール | |
| WO2013047330A1 (ja) | 接合体 | |
| JP2009206331A (ja) | 伝熱部材及びその製造方法、並びにパワーモジュール | |
| JP2011212684A (ja) | 金属接合部材及びその製造方法 | |
| JP2009032996A (ja) | 放熱構造体の製造方法 | |
| JP2015002306A (ja) | 絶縁基板およびその製造方法 | |
| KR20030005439A (ko) | 고열전도도와 저열팽창계수를 가지는 전자패키징용알루미늄기지 복합재료 및 그 제조방법 | |
| WO2022153891A1 (ja) | 積層体、及びその製造方法、並びに、パワーモジュール | |
| KR101242610B1 (ko) | 전자부품 방열용 냉각기판 및 그 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100810 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100823 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4586823 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130917 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |