JP4549756B2 - 軸、その軸を製造する方法とその方法を実施する装置 - Google Patents
軸、その軸を製造する方法とその方法を実施する装置 Download PDFInfo
- Publication number
- JP4549756B2 JP4549756B2 JP2004192652A JP2004192652A JP4549756B2 JP 4549756 B2 JP4549756 B2 JP 4549756B2 JP 2004192652 A JP2004192652 A JP 2004192652A JP 2004192652 A JP2004192652 A JP 2004192652A JP 4549756 B2 JP4549756 B2 JP 4549756B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- insulating tube
- shaft
- connecting members
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H33/00—High-tension or heavy-current switches with arc-extinguishing or arc-preventing means
- H01H33/02—Details
- H01H33/42—Driving mechanisms
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H33/00—High-tension or heavy-current switches with arc-extinguishing or arc-preventing means
- H01H33/02—Details
- H01H33/42—Driving mechanisms
- H01H2033/426—Details concerning the connection of the isolating driving rod to a metallic part
Landscapes
- Shafts, Cranks, Connecting Bars, And Related Bearings (AREA)
- Standing Axle, Rod, Or Tube Structures Coupled By Welding, Adhesion, Or Deposition (AREA)
- Moulding By Coating Moulds (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Insulating Bodies (AREA)
- Connections Arranged To Contact A Plurality Of Conductors (AREA)
Description
この発明はそのような軸を製造する方法並びに方法を実施する装置に関する。
(1)接続部材と環状繊維物体とから仕上るべき軸は幾何学的寸法に関して相当に一致する予備物体を形成され、
(2)繊維物体と、両接続部材の繊維物体により包囲された部分を包含する予備物体の部分とは射出成形型に納入され、
(3)繊維物体が射出成形型内で液状重合体により浸漬され、そして
(4)重合体浸漬された繊維物体が接続部材を固定する絶縁管の形成の下で硬化される。
長い長さの湿式巻付けにより予め仕上げた絶縁管から絶縁管4の予備物体を切断し、
旋削及び/又は研削により予備物体に円錐体6を形成し、
両接続部材2、3に逆円錐体9を形成し、
円錐体6と逆円錐体9を適切な接着剤、例えばエポキシベースにより予め処理し、
狭い接着剤隙間10の形成の下で絶縁管4と接続部材2、3を接合し、
軸1の形成の下で接着剤を硬化する。
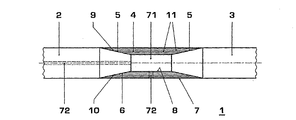
2、3...接続部材
4.....絶縁管
5.....接着結合部
6.....円錐体
7.....外面
8.....内面
9.....逆円錐体
10....接着隙間
11....繊維層
12....埋め込み部
13....埋め込むべき部材
14....端部
15....外形状
16....縦通路
17....補強繊維
20....巻付け工具
21....巻付け芯
22....型部材
23....繊維物体
24....合成繊維束
30....焼きばめ工具
31....予備物体
32....真空室
33、34..開口
35....型部材
36、37..縁
38、39..密封面
40....射出成形型
41....下型
42....上型
43、44..支持リング
45、46..パッキングリング
47、48、49、50..開口
51....液状重合体
71....中空室
72....圧力補償通路
Claims (15)
- 異なる電圧に接続でき、電気伝導性材料から形成された二つの接続部材(2、3)と、ねじり負荷を受け得て繊維補強重合体を基礎とした電気絶縁材料から形成された絶縁管(4)とを備え、両接続部材(2、3)がそれぞれに絶縁管(4)の両端の一方の端に固定されていて、高電圧を搬送する電気スイッチ用の回転軸(1)において、両接続部材(2、3)の少なくとも一方を絶縁管(4)に固定するために次の手段が設けられ:この手段は、絶縁管(4)の一端に形成され且つ絶縁管(4)の外周面(7)から内面(8)へ延びるよう形成され円錐体(6)と同様に少なくとも一方の接続部材(2、3)に形成された逆円錐体(9)とにより及び円錐体(6)と適合円錐体(9)により形成されて接着剤を充填した隙間(10)により形成されている接着結合部(5)であり、絶縁管(4)の内面(8)と接続部材(2、3)により限定される中空空間(71)は軸(1)から外へ延びる圧力補償通路(72)と接続されていることを特徴とする軸。
- 異なる電圧に接続でき、電気伝導性材料から形成された二つの接続部材(2、3)と、ねじり負荷を受け得る繊維補強重合体を基礎とした電気絶縁材料から形成された絶縁管(4)とを備え、両接続部材(2、3)がそれぞれに絶縁管(4)の両端の一方の端に固定されていて、高電圧を搬送する電気スイッチ用の回転軸(1)において、両接続部材(2、3)の少なくとも一方を絶縁管(4)に固定する次の手段が設けられ:この手段は、埋め込まれるべき部材(13)として、絶縁管(4)の軸線の方向に延びるよう形成されている少なくとも一方の接続部材(2、3)の一部分を有し、且つ埋め込む本体(14)として、射出成形方法により生産された絶縁管(4)の端部分を有する埋め込み部(12)であり、少なくとも一方の接続部材(2、3)の埋め込まれた一端部分(13)は形状一体的係合要素として構成され、この係合要素は円の輪郭以外の輪郭(15)を有し、接続部材(2、3)の一方は、絶縁管(4)の軸線の方向に延びるよう形成された縦通路(16)を有することを特徴とする軸。
- 絶縁管(4)の繊維補強部は層状に重なった繊維(11)を巻付けることにより形成され、そして円錐体(6)は絶縁管(4)の軸線に関して、およそ10−30度の角度で繊維層(11)と交差することを特徴とする請求項1に記載の軸。
- 絶縁管(4)の繊維補強部は層状に重なった巻付け繊維(11)により且つ繊維層(11)を通り半径方向に延びるよう主として形成された補強繊維(17)により形成されていることを特徴とする請求項1乃至請求項3のいずれか一項に記載の軸。
- 主として半径方向に延びている補強繊維(17)の割合は補強繊維のおよそ0,5−5%、好ましくは1−3%の値に形成することを特徴とする請求項4に記載の軸。
- 接続部材(2、3)と環状繊維物体(23)とから幾何学的寸法に関して仕上り軸(1)のかなり一致する予備物体(31)が形成され、射出成形型(40)に流入する前に環状繊維物体(23)の内面と外面が弾性的で気密且つ液密な型部材(22、35)により支持され、両接続部材(2、3)の繊維物体(23)により包囲される部分を包含する予備物体(31)の部分と繊維物体(23)が射出成形型(40)に挿入され、繊維物体(23)が射出成形型(40)にて液状重合体(51)により浸漬され、そして重合体浸漬された繊維物体(23)が接続部材(2、3)を固定する絶縁管(4)の形成の下で硬化される工程から成ることを特徴とする請求項1或いは請求項2に記載の軸を製造する方法。
- 外部周辺面を支持する柔軟な型部材(35)は繊維物体(23)に塗布される前に半径方向に延ばされることを特徴とする請求項6に記載の方法。
- 硬化中に、型部材(22、35)は絶縁管(4)の形状を決定する圧力を作用されることを特徴とする請求項6或いは請求項7に記載の方法。
- 繊維物体(23)は複数の繊維層(11)の巻付けにより仕上げられ、その繊維層(11)が巻付け芯(21)上に巻付けられ、接続部材(2、3)と繊維物体(23)の内面を支持する柔軟な型部材(22)とにより形成されることを特徴とする請求項7或いは請求項8に記載の方法。
- 繊維物体(23)の生産中に主として半径方向に整合される補強繊維(17)が繊維層(11)によって追加的に案内されていることを特徴とする請求項9に記載の方法。
- 繊維物体(23)の内面を支持する柔軟な型部材(22)は硬化後に両接続部材の中空に形成された接続部材(2)より取り外されることを特徴とする請求項6乃至請求項10のいずれか一項に記載の方法。
- 繊維物体(23)の内面を支持する柔軟な型部材(22)は繊維物体(23)の浸漬前に圧力ガスを作用されることを特徴とする請求項11に記載の方法。
- 射出成形型(40)は少なくとも五つの開口(16、47、48、49、50)を有し、その内の第一と第二開口(47、48)は両接続部材(2、3)の通過に用いられ、第三開口(49)は液状重合体(51)の供給に用いられ、第四開口(50)は射出成形型(40)の換気に用いられ、第五開口(16)は圧力ガスの供給に用いられ、その圧力ガスは液状重合体(51)の硬化の際に型造りするように浸漬された繊維物体(23)に作用することを特徴とする請求項6乃至請求項12のいずれか一項に記載の方法を実施する装置。
- 装置は巻付け芯(21)を備える巻付け工具(20)を有し、その工具は両接続部材(2、3)と両接続部材(2、3)間に配置された柔軟な型部材(22)とにより形成され、繊維物体(23)を受けるように用いられることを特徴とする請求項13に記載の装置。
- 装置は中空円筒状に形成される真空室(32)を備える焼ばめ工具(30)並びに室(32)の内部に配置されて半径方向に延びていて開口(33、34)を包囲する密封面(38、39)を有し、真空室の二つの前面は繊維物体(23)を巻かれる巻付け芯(21)を通過させるそれぞれ一つの開口(33、34)を含有し、そして密封面には中空円筒状に形成されて弾性型物体(35)の環状縁(36、37)が支持されていることを特徴とする請求項14に記載の装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03405489A EP1494254B1 (de) | 2003-07-02 | 2003-07-02 | Kraftübertragungselement, Verfahren zu dessen Herstellung und Vorrichtung zur Durchführung des Verfahrens |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005024095A JP2005024095A (ja) | 2005-01-27 |
| JP2005024095A5 JP2005024095A5 (ja) | 2007-07-12 |
| JP4549756B2 true JP4549756B2 (ja) | 2010-09-22 |
Family
ID=33427283
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004192652A Expired - Fee Related JP4549756B2 (ja) | 2003-07-02 | 2004-06-30 | 軸、その軸を製造する方法とその方法を実施する装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7514635B2 (ja) |
| EP (1) | EP1494254B1 (ja) |
| JP (1) | JP4549756B2 (ja) |
| CN (1) | CN100358071C (ja) |
| AT (1) | ATE323943T1 (ja) |
| DE (1) | DE50303036D1 (ja) |
| RU (1) | RU2339112C2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101513206B1 (ko) * | 2013-10-29 | 2015-04-17 | 엘에스산전 주식회사 | 배선용 차단기 개폐기구용 핀 제조방법 및 이를 위한 프레스 |
| US9425004B2 (en) | 2013-10-17 | 2016-08-23 | Lsis Co., Ltd. | Reinforced pin which hinge couples a rotatable shaft to the transfer link in a circuit breaker |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BRPI0418913B1 (pt) * | 2004-06-25 | 2017-03-14 | Prysmian Cavi Sistemi Energia Srl | método e conjunto de cobertura para cobrir um objeto alongado e conjunto de junção para cabos elétricos |
| DE102006042301B4 (de) * | 2006-09-08 | 2018-02-22 | Ellergon Antriebstechnik Gmbh | Membranausgleichskupplung und Lochlaibungsverbindung |
| DE102008056017A1 (de) * | 2008-11-05 | 2010-05-06 | Rolls-Royce Deutschland Ltd & Co Kg | Verfahren zur Herstellung einer Triebwerkswelle |
| EP2360798B1 (en) * | 2008-11-26 | 2014-08-20 | Hitachi, Ltd. | Gas-insulated switching device |
| WO2016177394A1 (en) * | 2015-05-04 | 2016-11-10 | Volvo Truck Corporation | Shaft coupling |
| CN113320184A (zh) * | 2021-06-25 | 2021-08-31 | 捷邦精密科技股份有限公司 | 导电布包裹穿芯机及其方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04124196U (ja) * | 1991-04-26 | 1992-11-11 | リヨービ株式会社 | 回転力伝達用積層管 |
| JP2003092048A (ja) * | 2001-09-17 | 2003-03-28 | Mitsubishi Electric Corp | 絶縁操作ロッド |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB816926A (en) * | 1956-05-07 | 1959-07-22 | British Insulated Callenders | Method of attaching fittings to rods or tubes of resin-bonded fibre and fittings attached to such rods or tubes |
| FR1378902A (fr) * | 1963-08-20 | 1964-11-20 | Comp Generale Electricite | Procédé de fabrication d'un barreau d'ancrage à haute résistance mécanique et électrique et barreau ainsi obtenu |
| US3378282A (en) * | 1965-12-30 | 1968-04-16 | Amp Inc | Tube coupling |
| US3717717A (en) * | 1970-04-20 | 1973-02-20 | Joslyn Mfg & Supply Co | Shrinkable cable joint sleeve, cable joint employing the same, and method of forming a cable joint |
| JPS51723B1 (ja) * | 1970-09-11 | 1976-01-10 | ||
| DD118197A1 (ja) * | 1975-03-07 | 1976-02-12 | ||
| JPS5399261A (en) * | 1977-02-10 | 1978-08-30 | Fukai Kougiyou Kk | Joint production |
| DE2855570C2 (de) * | 1978-12-22 | 1985-06-20 | Messerschmitt-Bölkow-Blohm GmbH, 8012 Ottobrunn | Stabförmiges Bauelement |
| GB2053766B (en) * | 1979-07-24 | 1983-01-06 | Fulmer Res Inst Ltd | Mounting connectors on elongate members |
| DE3218521C2 (de) * | 1982-05-17 | 1985-03-21 | Goetze Ag, 5093 Burscheid | Drehelastischer Rotationskörper und Verfahren zur Herstellung |
| JPS58211011A (ja) * | 1982-06-01 | 1983-12-08 | Mitsubishi Rayon Co Ltd | 繊維強化複合材料製伝動軸 |
| CH659155A5 (de) * | 1983-03-28 | 1986-12-31 | Sprecher & Schuh Ag | Mechanisch beanspruchbare, elektrisch isolierende, faserarmierte kunststoff-stange mit endarmatur und verfahren zu ihrer herstellung. |
| GB8526377D0 (en) * | 1985-10-25 | 1985-11-27 | Raychem Gmbh | Cable connection |
| US4688969A (en) * | 1986-04-02 | 1987-08-25 | Puget Sound Power And Light Company | Electrical ground rod installation device |
| DK156351C (da) * | 1986-05-07 | 1990-01-02 | Nordiske Kabel Traad | Fremgangsmaade ved retablering af halvledende lag omkring en kabelsplejsning samt manchet til brug ved udoevelse af fremgangsmaaden |
| JPH058335Y2 (ja) * | 1986-05-21 | 1993-03-02 | ||
| DE3761847D1 (de) * | 1986-12-04 | 1990-04-12 | Siemens Ag | Faserverstaerkte druck- oder zugstange. |
| DE3641632A1 (de) * | 1986-12-04 | 1988-06-16 | Siemens Ag | Verfahren zur herstellung einer faserverstaerkten druck- oder zugstange |
| JPS6448411U (ja) * | 1987-09-18 | 1989-03-24 | ||
| JPH01126412A (ja) * | 1987-11-10 | 1989-05-18 | Sumitomo Chem Co Ltd | 繊維強化樹脂製伝動軸用パイプの製造方法 |
| US4883925A (en) * | 1988-05-02 | 1989-11-28 | Graf Albert C | Sealed solder connector assembly and method of use |
| JPH0666310A (ja) * | 1992-08-19 | 1994-03-08 | Sumitomo Metal Ind Ltd | 繊維強化プラスチック製駆動軸 |
| JP2992184B2 (ja) * | 1993-03-08 | 1999-12-20 | 三菱電機株式会社 | 絶縁操作ロッド |
| DE19737995A1 (de) * | 1997-08-30 | 1999-03-04 | Micafil Isoliertechnik Ag | Bauelement |
| EP1087489B1 (en) * | 1999-04-09 | 2006-01-11 | Central Japan Railway Company | Straight joint for cable |
| DE10118473A1 (de) * | 2001-04-12 | 2002-11-21 | Basf Coatings Ag | Isolationswelle |
-
2003
- 2003-07-02 DE DE50303036T patent/DE50303036D1/de not_active Expired - Lifetime
- 2003-07-02 EP EP03405489A patent/EP1494254B1/de not_active Expired - Lifetime
- 2003-07-02 AT AT03405489T patent/ATE323943T1/de not_active IP Right Cessation
-
2004
- 2004-06-30 JP JP2004192652A patent/JP4549756B2/ja not_active Expired - Fee Related
- 2004-07-01 US US10/880,448 patent/US7514635B2/en not_active Expired - Lifetime
- 2004-07-01 RU RU2004120075/09A patent/RU2339112C2/ru active
- 2004-07-02 CN CNB2004100620890A patent/CN100358071C/zh not_active Expired - Lifetime
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04124196U (ja) * | 1991-04-26 | 1992-11-11 | リヨービ株式会社 | 回転力伝達用積層管 |
| JP2003092048A (ja) * | 2001-09-17 | 2003-03-28 | Mitsubishi Electric Corp | 絶縁操作ロッド |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9425004B2 (en) | 2013-10-17 | 2016-08-23 | Lsis Co., Ltd. | Reinforced pin which hinge couples a rotatable shaft to the transfer link in a circuit breaker |
| KR101513206B1 (ko) * | 2013-10-29 | 2015-04-17 | 엘에스산전 주식회사 | 배선용 차단기 개폐기구용 핀 제조방법 및 이를 위한 프레스 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN100358071C (zh) | 2007-12-26 |
| RU2339112C2 (ru) | 2008-11-20 |
| EP1494254A1 (de) | 2005-01-05 |
| DE50303036D1 (de) | 2006-05-24 |
| RU2004120075A (ru) | 2006-01-10 |
| US7514635B2 (en) | 2009-04-07 |
| CN1577681A (zh) | 2005-02-09 |
| EP1494254B1 (de) | 2006-04-19 |
| ATE323943T1 (de) | 2006-05-15 |
| US20050000722A1 (en) | 2005-01-06 |
| JP2005024095A (ja) | 2005-01-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4549756B2 (ja) | 軸、その軸を製造する方法とその方法を実施する装置 | |
| US4693140A (en) | Hollow tubular members and a method of making such members | |
| JP5878469B2 (ja) | ロータ容器 | |
| EP2609671B1 (en) | Method of manufacturing a rotor core assembly | |
| US9018817B2 (en) | Retaining bands | |
| US3134164A (en) | Manufacture of suspension-type longbody electrical insulators | |
| EP3219487A1 (en) | Composite flywheel | |
| US20210180645A1 (en) | Method for manufacturing tube body used in power transmission shaft | |
| KR101430543B1 (ko) | 보강된 자석 | |
| JP6873369B1 (ja) | 繊維強化樹脂製管体の製造方法 | |
| US20140352873A1 (en) | Winding method for the production of a rotationally symmetric, tube-like hollow body preform, device and method for the production of a device for producing the same | |
| US3737987A (en) | Method of making an insulated armature | |
| WO2021005774A1 (ja) | ロータ、モータおよびロータの製造方法 | |
| JP2005024095A5 (ja) | ||
| JP2000197300A (ja) | 回転電気機械の巻き線オ―バハングを機械的に支持するための強化された耐圧性チュ―ブ | |
| US20240413721A1 (en) | Method for producing an electric machine | |
| JP2019152310A (ja) | 高圧タンクの製造方法 | |
| JPH06278210A (ja) | 樹脂複合体と加硫ゴムとの接合方法 | |
| US4942904A (en) | Hollow section, in particular a tube, of long fibre reinforced plastic | |
| JPH05215119A (ja) | プロペラシャフトの製造方法 | |
| CN116056876A (zh) | 纤维增强树脂管体的制造方法 | |
| JP7526698B2 (ja) | 動力伝達軸 | |
| JP2023136190A (ja) | マンドレル及び繊維強化樹脂管体の製造方法 | |
| JPH05215118A (ja) | プロペラシャフトの製造方法 | |
| JP2022161649A (ja) | 高圧タンク固定シャフト |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070517 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070517 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070529 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100409 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100525 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100629 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100707 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4549756 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130716 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |