WO2021005774A1 - ロータ、モータおよびロータの製造方法 - Google Patents
ロータ、モータおよびロータの製造方法 Download PDFInfo
- Publication number
- WO2021005774A1 WO2021005774A1 PCT/JP2019/027478 JP2019027478W WO2021005774A1 WO 2021005774 A1 WO2021005774 A1 WO 2021005774A1 JP 2019027478 W JP2019027478 W JP 2019027478W WO 2021005774 A1 WO2021005774 A1 WO 2021005774A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rotor
- adhesive layer
- reinforced plastic
- fiber
- iron core
- Prior art date
Links
Images


Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/27—Rotor cores with permanent magnets
- H02K1/2706—Inner rotors
- H02K1/272—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis
- H02K1/274—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis the rotor consisting of two or more circumferentially positioned magnets
- H02K1/2753—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis the rotor consisting of two or more circumferentially positioned magnets the rotor consisting of magnets or groups of magnets arranged with alternating polarity
- H02K1/278—Surface mounted magnets; Inset magnets
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/03—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies having permanent magnets
Definitions
- the present invention relates to a rotor, a motor, and a method for manufacturing a rotor in which the surface of a permanent magnet bonded to an iron core is covered with fiber reinforced plastic.
- An SPM (Surface Permanent Magnet) motor having a rotor with a permanent magnet arranged on the surface has the characteristics that the strong magnetism of the permanent magnet can be efficiently used, the linearity of the motor torque is good, and the controllability is excellent.
- the rotor is rotated at high speed, the permanent magnets are scattered by the centrifugal force. Therefore, there is a demand for a method for firmly fixing the permanent magnet to the rotor.
- Patent Document 1 an iron core in which a permanent magnet is fixed to the outer surface with an adhesive is inserted into a cylindrical fiber reinforced plastic (FRP) for tightening the permanent magnet by press fitting or cooling fitting.
- FRP cylindrical fiber reinforced plastic
- the present invention has been made in view of the above, and a rotor capable of using a reinforcing member covering the surface of the permanent magnet as a starting point of fracture before the adhesive that adheres the permanent magnet to the iron core during rotation breaks.
- the purpose is to get.
- the rotor of the present invention is bonded to the iron core, a plurality of permanent magnets bonded to the side surface parallel to the central axis of the iron core by an adhesive layer, and the side surface of the iron core. It is provided with a tubular reinforcing member arranged on the outer surface of a plurality of permanent magnets.
- the reinforcing member is a fiber reinforced plastic in which some fibers are oriented in the circumferential direction in a tubular shape.
- the ratio of the elongation at break of the fibers oriented in the circumferential direction of the fiber reinforced plastic having a tubular shape to the elongation at break of the adhesive layer is not more than twice the thickness of the adhesive layer with respect to the outer diameter of the rotor. ..
- the reinforcing member covering the surface of the permanent magnet can be used as the starting point of destruction before the adhesive that adheres the permanent magnet to the iron core during rotation breaks.
- Sectional drawing which shows an example of the structure of the motor which concerns on embodiment
- Sectional drawing which shows an example of the structure of the rotor which concerns on embodiment
- a flowchart showing an example of a procedure of a rotor manufacturing method according to an embodiment.
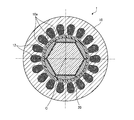
- FIG. 1 is a cross-sectional view showing an example of the configuration of the motor according to the embodiment.
- the motor 1 includes a stator 10 having a tubular shape, and a rotor 20 provided inside the stator 10 and rotating about a central axis C of the stator 10. That is, the central axis of the stator 10 and the central axis of the rotor 20 coincide with each other, and the central axes of the stator 10 and the rotor 20 are hereinafter referred to as C.
- the stator 10 has a plurality of teeth 10a projecting inward and a winding 12 wound around the teeth 10a.
- the rotor 20 has a cylindrical shape extending along the central axis C. The rotor 20 is arranged with a gap between it and the stator 10.
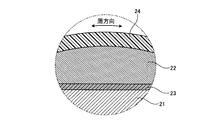
- FIG. 2 is a cross-sectional view showing an example of the configuration of the rotor according to the embodiment
- FIG. 3 is an enlarged view of a region including the iron core, the permanent magnet, and the reinforcing member of FIG.
- the rotor 20 includes a polygonal columnar iron core 21, a permanent magnet 22 arranged on each side surface 21a of the iron core 21 parallel to the central axis C, and an adhesive layer 23 for adhering the permanent magnet 22 to each side surface 21a of the iron core 21. It has a reinforcing member 24 that covers the outer surface of the permanent magnet 22 adhered to the iron core 21.
- the central axis of the iron core 21 coincides with the central axis C of the rotor 20. In the following, the central axis of the iron core 21 is also referred to as C.
- the iron core 21 has a polygonal columnar shape extending along the central axis C of the rotor 20. It is desirable that the cross section of the iron core 21 perpendicular to the central axis C has a regular polygon so that the rotor 20 can rotate stably without causing imbalance.
- the cross section of the iron core 21 perpendicular to the central axis C has a regular hexagon, but it can be any polygon. This is just an example, and the shape of the iron core 21 is appropriately set to a shape capable of obtaining the magnetism required for the rotor 20 and maintaining the strength.
- the permanent magnet 22 has a flat surface 22a arranged on the iron core 21 side, a top surface 22b convex toward the outside in the radial direction of the iron core 21, and a side surface 22c connecting the flat surface 22a and the top surface 22b.
- the permanent magnets 22 are arranged on the side surface 21a of the iron core 21 at equal intervals along the circumferential direction of the rotor 20.
- the contour connecting the outer surfaces of the permanent magnets 22 adhered to each side surface 21a of the iron core 21 is a perfect circle.
- the top surface 22b of the permanent magnet 22 has a circular arc shape that is convex outward in the radial direction, and the cross section of the permanent magnet 22 perpendicular to the central axis C has a D shape.
- the shape of the permanent magnet 22 is not limited to the shape shown in FIG. 2, and may be appropriately set as long as it has a shape that can obtain the magnetism required for operating the motor 1.
- the adhesive layer 23 adheres between the flat surface 22a of the permanent magnet 22 and the side surface 21a of the iron core 21 to fix the permanent magnet 22 to the iron core 21.
- a material having a large breaking elongation as compared with the reinforcing member 24 and having a low elastic modulus as compared with the reinforcing member 24 is selected.
- the reinforcing member 24 covers the outer surface of the permanent magnet 22 adhered to the side surface 21a of the iron core 21 and has a tubular shape.
- the reinforcing member 24 is made of a material having a small elongation at break and a high elastic modulus as compared with the adhesive layer 23.
- the reinforcing member 24 is provided in contact with the top surface 22b of the permanent magnet 22, but the reinforcing member 24 may be arranged at a distance from the top surface 22b of the permanent magnet 22. ..
- it is desirable that the reinforcing member 24 is provided so as to come into contact with the top surface 22b of the permanent magnet 22 in a stationary state.
- the reinforcing member 24 is a fiber reinforced plastic that is formed into a cylindrical shape and at least a part of the fibers is oriented in the circumferential direction of the cylindrical shape.
- the fiber reinforced plastic is composed of fibers and resins, and may be appropriately blended with fillers or additives.
- the elastic modulus in the circumferential direction of the fiber-reinforced plastic in which at least a part of the fibers is oriented in the circumferential direction of the cylinder is higher than the elastic modulus in the circumferential direction of the cylindrical plastic.
- the permanent magnet 22 is suppressed inside in the radial direction by the tensile stress generated in the circumferential direction of the fiber-reinforced plastic. A force is generated, and the permanent magnet 22 can be fixed to the iron core 21.
- the permanent magnet 22 is adhered to the iron core 21 on the flat surface 22a, and the outside of the permanent magnet 22 is made of a fiber reinforced plastic in which a part of the fiber is oriented in the circumferential direction of a cylinder.
- the reinforcing member 24 covers the structure. Therefore, the permanent magnet 22 can be fixed to the rotor 20 without requiring an adhesive force against the moment of inertia generated when the rotation of the rotor 20 is accelerated or decelerated.
- the reinforcing member 24 is made of a fiber reinforced plastic in which at least a part of the fibers is oriented in the circumferential direction of a cylinder.
- a fiber having a large tensile elastic modulus as compared with stainless steel and a small breaking elongation as compared with the adhesive layer 23 used is used as the fiber.
- the tensile modulus of stainless steel is 180 GPa to 220 GPa. Since the minimum value of the elongation at break of the material used as the adhesive layer 23 is about 10%, it is desirable to use a fiber having an elongation at break of less than 10%.
- Such fibers are glass fibers, carbon fibers, SiC fibers, aramid fibers, and boron fibers.
- carbon fibers capable of achieving higher elasticity as fibers, and among the carbon fibers, those having a higher elastic modulus and a smaller elongation at break are desirable.
- an anisotropic pitch-based carbon fiber having a tensile elastic modulus of 620 GPa, a breaking elongation of 0.6%, and a tensile strength of 3430 MPa can be used as the fiber.
- the fiber reinforced plastic are anisotropic pitch carbon fibers, high strength and low elongation at break can be realized.
- a fiber reinforced plastic made of such anisotropic pitch-based carbon fiber has a tensile elastic modulus of 400 GPa or more, a breaking elongation of 0.6%, a tensile strength of 1800 MPa or more, and a high elastic modulus. Since it has, it is suitable for pressing the permanent magnet 22 inward in the radial direction when the rotor 20 rotates. Further, by orienting the fibers in the circumferential direction of the cylinder, it is possible to realize a fiber reinforced plastic having high mechanical properties, particularly high elastic modulus in the circumferential direction of the cylinder.
- the fiber it is desirable to use a fiber having a fiber length of 1 mm or more.
- chopped fibers having a fiber length of 1 mm or more and 30 mm or less are used, the destruction of the fiber reinforced plastic is independent of the resin and is dominated by the strength of the fibers.
- continuous fibers in which the fibers are long connected in the circumferential direction are used, it is desirable because the strength and elastic modulus of the fiber reinforced plastic can be increased.
- the length of the fiber is equal to or greater than the length of the contour of the outer surface of the permanent magnet 22 adhered to the iron core 21 in the cross section perpendicular to the central axis C.
- the tensile elastic modulus in the circumferential direction of the cylindrical fiber reinforced plastic cannot be increased as compared with stainless steel, and the breaking elongation can be reduced as compared with the adhesive layer 23. It is not desirable because it may not be available.
- the fibers are oriented in the circumferential direction of the cylinder.
- the "circumferential direction” refers to a direction of 90 degrees or ⁇ 90 degrees with respect to the central axis C of the rotor 20.
- the present embodiment not only in the direction of 90 degrees or ⁇ 90 degrees with respect to the central axis C, but also in the direction of 90 degrees or ⁇ 90 degrees with respect to the central axis C within a range that does not impair productivity. Even if the fiber is tilted, it is treated as if it is oriented in the circumferential direction.
- the fibers are oriented in the range of 80 to 90 degrees or -80 degrees to -90 degrees with respect to the central axis C, they are treated as being arranged in the circumferential direction. This is because, in the manufacture of the rotor 20, the fibers are often arranged so as to intersect the central axis C in the range of 80 to 90 degrees or -80 degrees to ⁇ 90 degrees.
- the central axis C can be increased as in the case where the fibers are arranged in the direction of 90 degrees or ⁇ 90 degrees with respect to the relative.
- the fibers intersect the central axis C in a range of 80 to 90 degrees or -80 degrees to -90 degrees. Be placed.
- the fibers may be oriented in a plurality of directions so as to have a cylindrical fiber oriented in the circumferential direction and a fiber oriented in another direction intersecting the circumferential direction.
- An example of a direction that intersects in the circumferential direction is the direction of the central axis C or the direction inclined by 45 degrees with respect to the central axis C.
- the orientation direction of the fibers is set so that the tensile elastic modulus in the circumferential direction of the fiber reinforced plastic is larger than the tensile elastic modulus of the stainless steel.
- the tensile elastic modulus in the circumferential direction of the fiber reinforced plastic becomes larger than the tensile elastic modulus in the stainless steel, and the reinforcing member 24 is made of stainless steel.
- the reinforcing member 24 is made of stainless steel.
- a reinforcing effect of the permanent magnet 22 that cannot be realized can be obtained.
- the fibers are oriented in a direction other than the circumferential direction, a fiber reinforced plastic having excellent mechanical properties can be obtained against stresses other than the circumferential direction.
- the reinforcing member 24 is made of fiber reinforced plastic in which all the fibers are anisotropic pitch carbon fibers and the fibers are oriented in the direction of +88 degrees or ⁇ 88 degrees with respect to the central axis C of the rotor 20. Listed in. In this way, since all the fibers having high elasticity and low breaking elongation are intentionally directed in the circumferential direction, the elastic modulus and strength in the circumferential direction are higher, and the amount of movement of the permanent magnet 22 is smaller. Even in this case, the permanent magnet 22 can be held by the iron core 21 by the reinforcing member 24.
- a fiber reinforced plastic using one kind of fiber is exemplified, but a plurality of fibers, for example, carbon fiber and glass fiber, may be combined to form a fiber reinforced plastic.
- the material is selected so as to give the specified performance.
- the resin is selected from the group of epoxy resin, vinyl ester, unsaturated polyester, furan, polyurethane, polyimide, polyamide, polyetheretherketone, polyethersulfone, polypropylene, polyester, polycarbonate, acrylonitrile styrene, acrylonitrile butadiene styrene and modified polyphenylene ether. Will be done.
- the resin is preferably an epoxy resin.
- an additive or a filler may be mixed with the resin so that a predetermined performance is imparted to the reinforcing member 24.
- the adhesive layer 23 is a cured adhesive applied between the iron core 21 and the permanent magnet 22.
- a material having a higher elongation at break than the fiber reinforced plastic and a lower elastic modulus than the fiber reinforced plastic is selected.
- an adhesive layer 23 containing an acrylic resin as a main component or an elastomer-based adhesive layer 23 is desirable.
- the adhesive layer 23 containing an acrylic resin as a main component can achieve a breaking elongation of 10% or more and 50% or less.
- the elastomer-based adhesive layer 23 can have a larger breaking elongation than the adhesive layer 23 containing an acrylic resin as a main component.
- the adhesive layer 23 has a breaking elongation of 10% or more, it is desirable that the breaking elongation of the fiber reinforced plastic is less than 10%.
- the thermosetting resin-based elastomer can strengthen the adhesive force with the permanent magnet 22 and the iron core 21.
- thermosetting resin-based elastomers examples include urethane resin, fluororesin, modified silicone resin, or silicone resin as the main component.
- the silicone resin has good heat resistance and chemical resistance, and can achieve 100% to 690% elongation at break.
- Silicone resin is a material that is superior in chemical resistance and oxidative deterioration as compared with other resins, and can increase elongation at break.
- the adhesive layer 23 mainly composed of an epoxy resin having a breaking elongation of less than 10%, the adhesive layer 23 breaks before the fiber reinforced plastic reaches the breakage. For example, if the adhesive layer 23 of one of the six permanent magnets 22 breaks while the rotor 20 of FIG. 2 is rotating, an imbalance occurs and the rotor 20 is destroyed. Therefore, it is desirable to use the adhesive layer 23 having a breaking elongation of 10% or more.
- an adhesive in which an epoxy resin is dispersed in a modified silicone resin an adhesive layer 23 having an increased adhesive strength at the interface can be obtained. Further, the elongation at break can be increased by making the adhesive layer 23 porous.
- the adhesive layer is formed until the fiber reinforced plastic having a small breaking elongation breaks. 23 does not break. That is, the destruction of the rotor 20 does not depend on the portion where the strength of the adhesive layer 23 is weak, and the permanent magnet 22 can be fixed to the iron core 21 by utilizing the high strength of the fiber reinforced plastic in the circumferential direction.
- the permanent magnet 22 is evenly and minutely displaced in the radial direction of the cylinder by the centrifugal force acting on the permanent magnet 22 toward the outside in the radial direction of the rotor 20.
- the adhesive layer 23 having a breaking elongation larger than that of the fiber reinforced plastic is not broken, and the permanent magnet 22 is pressed against the fiber reinforced plastic. Then, the tensile stress generated in the circumferential direction of the fiber reinforced plastic generates a force to hold it inward in the radial direction, and the permanent magnet 22 is fixed by the fiber reinforced plastic. Therefore, the permanent magnet 22 is held by the strength of the fiber reinforced plastic rather than by the strength of the adhesive layer 23. That is, the holding of the permanent magnet 22 by the adhesive layer 23 is reinforced by the fiber reinforced plastic.
- the thickness of the adhesive layer 23 will be described.
- impact resistance is added to the adhesive layer 23. Specifically, when the thickness of the adhesive layer 23 is 0.05 mm or more, the adhesive layer 23 has impact resistance.
- the shear strength of the adhesive surface is improved. Specifically, it is known that the shear strength is improved when the thickness of the adhesive layer 23 is 0.5 mm or less.
- the outer diameter of the rotor 20 is set according to the target motor 1 or generator. For example, from a small motor 1 used for a vacuum cleaner or a toy having a rotor 20 having an outer diameter of about 10 mm to a large motor 1 used for a power plant having a rotor 20 having an outer diameter of about 4.6 m in diameter. Rotors 20 of various sizes are used up to the generator. The outer diameter between these includes, for example, a rotor 20 of 25 mm or more and 160 mm or less used for a starter motor of an automobile, a rotor 20 of 80 mm or more and 400 mm or less used for a drive motor of an electric vehicle, and NC (Numerical Control). ) There are rotors 20 of 80 mm or more and 200 mm or less used for spindle motors of processing machines, rotors 20 of 120 mm or more and 3 m or less used for generators for wind power generation, and the like.
- the ratio of the breaking elongation of the fibers oriented in the circumferential direction of the fiber reinforced plastic having a tubular shape to the breaking elongation of the adhesive layer 23 is 2 of the thickness of the adhesive layer 23 with respect to the outer diameter of the rotor 20. It will be less than double. That is, the relationship between the breaking elongation ⁇ a of the adhesive layer 23 and the breaking elongation ⁇ f of the fibers oriented in the circumferential direction of the fiber reinforced plastic is determined by using the outer diameter D of the rotor 20 and the thickness t of the adhesive layer 23. It is required to satisfy the following equation (1).
- the rotor 20 according to the present embodiment cannot be produced by the filament winding method.
- Carbon fibers having a breaking elongation ⁇ f of 0.3% or more and 2.4% or less have been put into practical use in industrial applications (for example, FRP Structural Design Handbook, Masuji Uemura et al., Reinforced Plastics Association, 1994, p.6-12).
- anisotropic pitch-based carbon fibers capable of realizing the breaking elongation ⁇ f of the cylindrical fiber reinforced plastic oriented in the circumferential direction in the range of 0.3% or more and 1.1% or less are desirable.
- an anisotropic pitch-based carbon fiber having a breaking elongation ⁇ f of 0.3% is used.
- the permanent magnet 22 is adhered to the iron core 21 with the following adhesives A, B, C, D, E, F, and G, and the anisotropic pitch-based carbon fiber impregnated with the resin is bonded to the iron core 21 by the filament winding method.
- a molding test is carried out in which the permanent magnet 22 is wound around the outer surface of the adhered permanent magnet 22.
- the rotor 20 can be satisfactorily molded by the filament winding method.
- the permanent magnet 22 is adhered with the adhesive of G, the permanent magnet 22 falls off from the iron core 21 due to the force when the fiber is wound, and the rotor 20 is formed by the filament winding method. I can't. From the above, the critical value is obtained when ⁇ f is 0.3% and ⁇ a is 690%. That is, when ⁇ f / ⁇ a of the following equation (4) is satisfied, the rotor 20 according to the present embodiment can be molded by the filament winding method. Then, the equation (1) is derived from the equations (2) and (4).
- the shaft runout generated when the rotation speed of the rotor 20 is accelerated or decelerated becomes large, which may lead to contact with the stator 10.
- the ratio of the thickness t of the adhesive layer 23 in the rotor 20 to the outer diameter D of the rotor 20 to 1/150 or less, no further axial runout occurs. Since the straight line extending in the radial direction intersects the outer circumference of the rotor 20 at two places, the adhesive layer 23 also intersects with this straight line at two places. That is, the outer diameter of the rotor 20 includes the thickness of the two adhesive layers 23. Therefore, the relationship as shown in the following equation (5) is derived. As a result, the gap between the rotor 20 and the stator 10 in the motor 1 can be narrowed.
- Equation (6) is obtained by the equations (1) and (5). That is, the relationship between the breaking elongation ⁇ a of the adhesive layer 23, the breaking elongation ⁇ f of the fibers oriented in the circumferential direction of the fiber reinforced plastic, the thickness t of the adhesive layer 23, and the outer diameter D of the rotor 20 is in equation (6).
- the above-mentioned structure of the fiber reinforced plastic and the adhesive layer 23 can prevent the adhesive layer 23 from being broken before the fiber reinforced plastic is broken.
- the thickness t of the adhesive layer 23 In order for the relationship between the thickness t of the adhesive layer 23 and the outer diameter D of the rotor 20 to satisfy the equation (6), 1/4600 or more of the outer diameter D of the rotor 20 is contained in the adhesive layer 23.
- a filler having an average particle size of 1/150 or less may be dispersed. As a result, the thickness t of the adhesive layer 23 can be reduced to 1/150 or less at 1/4600 or more of the outer diameter D of the rotor 20.
- FIG. 4 is a flowchart showing an example of the procedure of the rotor manufacturing method according to the embodiment.
- the permanent magnet 22 is adhered to the side surface 21a of the iron core 21 parallel to the central axis C via the adhesive layer 23 (step S11). Specifically, the side surface 21a of the iron core 21 parallel to the central axis C and the flat surface 22a of the permanent magnet 22 are adhered with an adhesive, and the adhesive is cured to form the adhesive layer 23. As a result, the permanent magnet 22 is adhered to the side surface 21a of the iron core 21 parallel to the central axis C. Further, permanent magnets 22 are arranged at equal intervals on the side surface 21a of the iron core 21 along the circumferential direction of the rotor 20. As shown in FIG.
- the outer surface is composed of all the permanent magnets 22 adhered to the iron core 21 in the cross section perpendicular to the central axis C.
- the contour of the surface has a perfect circular shape.
- the target thickness is in the range of 1/4600 or more and 1/150 or less of the outer diameter D of the rotor 20.
- an acrylic resin-based adhesive or an elastomer-based adhesive is used as the adhesive.
- the elastomer-based adhesive one containing urethane resin, fluororesin, modified silicone resin or silicone resin as a main component is used.
- the fibers are impregnated with the uncured resin (step S12).
- the fibers may be composed of bundles.
- glass fiber, carbon fiber, SiC fiber, aramid fiber, and boron fiber are used as the fiber.
- the resins are epoxy resin, vinyl ester, unsaturated polyester, furan, polyurethane, polyimide, polyamide, polyetheretherketone, polyethersulfone, polypropylene, polyester, polycarbonate, acrylonitrile styrene, acrylonitrile butadiene styrene and modified polyphenylene. Selected from the group of ethers.
- the fiber impregnated with the uncured resin is directly wound around the entire outer surface of the permanent magnet 22 adhered to the iron core 21 (step S13). Then, the resin impregnated in the fibers wound around the permanent magnet 22 is cured (step S14).
- the iron core 21 to which the permanent magnet 22 is adhered and the fibers are wound around the outer surface of the permanent magnet 22 is heated by a heating device such as an oven to cure the resin.
- a cylindrical reinforcing member 24 made of fiber reinforced plastic is formed so as to cover the outer surface of the permanent magnet 22.
- the rotor 20 is manufactured.
- a step of processing the outer shape of the iron core 21 to which the permanent magnet 22 is adhered may be provided according to the desired shape.
- the iron core 21 to which the permanent magnet 22 is adhered is fitted into the tubular fiber reinforced plastic by press-fitting or cooling fitting.
- the rotor 20 may be damaged by the press-fitting, and in the case of cold fitting, the rotor 20 may be damaged by the heat shock.
- the manufacturing method of the present embodiment described above the possibility of damage to the rotor 20 can be reduced. That is, it is possible to provide a method for manufacturing the rotor 20 having excellent productivity.
- the outer diameter D of the rotor 20 is 40 mm.
- An adhesive composed of a silicone resin having a breaking elongation ⁇ a of 160% and a tensile elastic modulus of 45.8 MPa is used. Glass beads having an average particle size of 100 ⁇ m and a standard deviation of 5 ⁇ m are dispersed as a filler in the adhesive. The filler is 2 wt. Dispersed in the adhesive at a rate of%.
- the thickness t of the adhesive layer 23 is controlled to 100 ⁇ m.
- the permanent magnet 22 is adhered to the side surface 21a parallel to the central axis C of the iron core 21.
- the iron core 21 to which the permanent magnet 22 is adhered has a cylindrical shape.
- the reinforcing member 24 which is a continuous fiber of anisotropic pitch-based carbon fiber.
- the breaking elongation ⁇ f of the fiber is 0.6%, and the tensile elastic modulus is 600 GPa.
- a bundle of 3000 fibers is used. Further, the bundled fibers are impregnated with an uncured resin in which bisphenol A type epoxy and acid anhydride are mixed in a predetermined composition. Then, using the filament winding method, the fiber is directly wound around the outer surface of the permanent magnet 22 bonded to the iron core 21 by the adhesive layer 23.
- the feed pitch of the winding is 3 mm per winding.
- a reinforcing member 24 made of a cylindrical fiber reinforced plastic is formed.
- the orientation angle of the fibers is +89 degrees or ⁇ 89 degrees with respect to the central axis C of the rotor 20.
- the thickness of the fiber reinforced plastic is 1 mm.
- the ratio of the outer diameter D of the rotor 20 to the thickness t of the adhesive layer 23 is represented by the following equation (8). Since the radial straight line in the cross section perpendicular to the central axis C of the rotor 20 intersects the two adhesive layers 23, the equation (8) becomes the following equation (9).
- both ⁇ f / ⁇ a obtained by Eq. (7) and 2 t / D obtained by Eq. (9) satisfy the relationship of Eq. (6) described above. That is, since the fiber reinforced plastic is the starting point of destruction when the rotor 20 is rotated, the fiber reinforced plastic has a reinforcing effect of holding the permanent magnet 22 on the outer circumference of the iron core 21. At the same time, when the rotor 20 is manufactured by the filament winding method, the permanent magnet 22 does not fall off, and the structure shown in FIG. 2 can be realized. Further, since the filler having a desired average particle size is dispersed in the adhesive layer 23, the thickness of the adhesive layer 23 can be easily controlled. By manufacturing by the filament winding method, the step of press-fitting or cooling and fitting becomes unnecessary, and the rotor 20 can be manufactured by a manufacturing method having excellent productivity.
- the rotor 20 manufactured by this manufacturing method is subjected to thermal stress during molding in a stationary state, but the fiber reinforced plastic is pulled by an intentional pressure as in the case where the rotor 20 is manufactured by press-fitting or cooling fitting. Absent. Therefore, the absolute value of the tensile strain in the circumferential direction of the surface of the cylindrical fiber reinforced plastic is 300 ⁇ or less. If the absolute value of the tensile strain in the circumferential direction of the surface of the cylindrical fiber reinforced plastic is larger than 300 ⁇ , it means that it is subjected to thermal stress during molding, as in the case of manufacturing by press fitting or cold fitting. Conceivable. That is, a cylindrical fiber reinforced plastic having an absolute value of tensile strain in the circumferential direction of 300 ⁇ or less cannot be manufactured by press fitting or cold fitting.
- the breaking elongation ⁇ a of the adhesive layer 23 is determined in accordance with JIS (Japanese Industrial Standards) K716-11994 (ISO (International Organization for Standardization) 527-1) or JIS K7127-1999. is there. If the adhesive layer 23, which is a test piece, cannot be manufactured with dimensions conforming to the above standards, it may be considered to be equivalent to this even if it is measured using a test piece having a similar shape.
- the breaking elongation ⁇ f of the fiber is obtained in accordance with the method of JIS R 7606-2000. Even when it is necessary to take out the fiber from the fiber reinforced plastic, among the combustion method, the nitrate decomposition method, and the sulfate decomposition method described in "7. Measurement of the mass of carbon fiber" of JIS K 7075-1991, the fiber The fibers may be extracted by any method that does not damage the fibers. Even if the length of the fiber cannot be produced in a size conforming to the above standard, it may be measured using a test piece having a similar shape.
- the breaking elongation ⁇ a of the adhesive layer 23 and the breaking elongation ⁇ f of the fiber referred to here are those measured at the environmental temperature when the rotor 20 is operated or at a temperature of 23 ° C. when it is unknown.
- the iron core 21 and the permanent magnet 22 are bonded to each other by the adhesive layer 23 having a breaking elongation of ⁇ a, and the rotor 20 is attached to the outer surface of the permanent magnet 22 bonded to the iron core 21.
- It has a structure in which a cylindrical fiber reinforced plastic having fibers having a breaking elongation of ⁇ f is wound.
- fiber reinforced plastics at least some fibers are oriented in the circumferential direction of the cylinder.
- the fiber reinforced plastic is broken before the adhesive layer 23 is broken when the rotor 20 is rotated. That is, the starting point of destruction is fiber reinforced plastic. Therefore, until the fiber-reinforced plastic is destroyed, the fiber-reinforced plastic can provide a reinforcing effect of firmly holding the permanent magnet 22 in the iron core 21.
- the fibers are wound around the permanent magnet 22 without falling off by the filament winding method during the production of the rotor 20. be able to.
- an elastomer adhesive layer 23 capable of achieving a breaking elongation ⁇ a of 10% or more, which is larger than the breaking elongation ⁇ f of the fiber reinforced plastic, may be used. Further, the adhesive layer 23 having a breaking elongation ⁇ a of 100% or more and 690% or less may be used. With these configurations, the permanent magnet 22 can be firmly fixed to the iron core 21 with the fiber reinforced plastic during the rotation of the rotor 20, and the fiber reinforced plastic can be used as the starting point of fracture. At the same time, the fibers can be wound around the outer surface of the permanent magnet 22 without the permanent magnet 22 falling off during the manufacture of the rotor 20.
- the thickness t of the adhesive layer 23 is controlled to a desired thickness by using an adhesive in which a filler having an average particle size of 1/4600 or more and 1/150 or less of the outer diameter D of the rotor 20 is dispersed. be able to.
- the fiber reinforced plastic carbon fiber reinforced plastic in which more than half of the fibers are anisotropic pitch carbon fibers may be used.
- a carbon fiber reinforced plastic in which more than half of the fibers have carbon fibers oriented in the circumferential direction of a cylinder may be used.
- the breaking elongation ⁇ f of the fiber oriented in the circumferential direction of the fiber reinforced plastic can be realized in the range of 0.3% or more and 1.1% or less.
- the carbon fiber reinforced plastic becomes the starting point of fracture during rotation, and the reinforcing effect of fixing the permanent magnet 22 to the iron core 21 by the carbon fiber reinforced plastic can be obtained.
- the bonding the permanent magnet 22 to the core 21 by adhesive layer 23 elongation at break is epsilon a
- elongation at break impregnated with resin is impregnated with resin as a epsilon f fibers
- the rotor 20 is manufactured by winding it around the surface of the permanent magnet 22 and curing the resin.
- damage during manufacturing of the rotor 20 can be suppressed as compared with the case where the cylindrical fiber reinforced plastic is fitted into the iron core 21 to which the permanent magnet 22 is adhered by using the press-fitting or cooling fitting method. ..
- the productivity of manufacturing the rotor 20 can be improved as compared with the case where the cylindrical fiber reinforced plastic is fitted into the iron core 21 to which the permanent magnet 22 is adhered by press-fitting or cooling fitting.
- the rotor 20 of the motor 1 is taken as an example, but the present embodiment is not limited to the motor 1, and may be applied to the rotor 20 of the generator. In this case as well, the same effect can be obtained with the same configuration.
- the configuration shown in the above-described embodiment shows an example of the content of the present invention, can be combined with another known technique, and is one of the configurations without departing from the gist of the present invention. It is also possible to omit or change the part.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Permanent Field Magnets Of Synchronous Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
ロータ(20)は、鉄心(21)と、鉄心(21)の中心軸(C)に平行な側面(21a)に接着層(23)によって接着される複数の永久磁石(22)と、鉄心(21)の側面(21a)に接着された複数の永久磁石(22)の外表面に配置される筒状形状の補強部材(24)と、を備える。補強部材(24)は、一部の繊維が筒状形状の周方向に配向した繊維強化プラスチックである。接着層(23)の破断伸びに対する筒状形状を有する繊維強化プラスチックの周方向に配向された繊維の破断伸びの比が、ロータ(20)の外径(D)に対する接着層(23)の厚さ(t)の2倍以下であることを特徴とする。
Description
本発明は、鉄心に接着された永久磁石の表面を繊維強化プラスチックで覆うロータ、モータおよびロータの製造方法に関する。
表面に永久磁石が配置されたロータを有するSPM(Surface Permanent Magnet)モータは、永久磁石が有する強い磁気を効率的に利用でき、モータトルクの直線性がよく、制御性に優れるという特徴を有する。一方で、ロータを高速回転させると遠心力によって永久磁石が飛散してしまう。そのため、永久磁石のロータへの強固な固定方法が求められている。
特許文献1には、永久磁石が外表面に接着剤で固定された鉄心を、永久磁石を締め付けるための円筒状の繊維強化プラスチック(Fiber Reinforced Plastics:FRP)に、圧入または冷やし嵌めによって挿入することによって製造されたロータが開示されている。
しかしながら、特許文献1に記載の技術では、ロータの回転時に円筒状の繊維強化プラスチックが破壊に達する前に接着剤が破断してしまう虞がある。この場合には、永久磁石が鉄心から剥がれ、ロータの回転がバランスを失うことによって、ロータが破壊されてしまうという問題があった。
本発明は、上記に鑑みてなされたものであって、回転時に永久磁石を鉄心に接着する接着剤が破断する前に永久磁石の表面を覆う補強部材を破壊の起点とすることができるロータを得ることを目的とする。
上述した課題を解決し、目的を達成するために、本発明のロータは、鉄心と、鉄心の中心軸に平行な側面に接着層によって接着される複数の永久磁石と、鉄心の側面に接着された複数の永久磁石の外表面に配置される筒状形状の補強部材と、を備える。補強部材は、一部の繊維が筒状形状の周方向に配向した繊維強化プラスチックである。接着層の破断伸びに対する筒状形状を有する繊維強化プラスチックの周方向に配向された繊維の破断伸びの比が、ロータの外径に対する接着層の厚さの2倍以下であることを特徴とする。
本発明によれば、回転時に永久磁石を鉄心に接着する接着剤が破断する前に永久磁石の表面を覆う補強部材を破壊の起点とすることができるという効果を奏する。
以下に、本発明の実施の形態にかかるロータ、モータおよびロータの製造方法を図面に基づいて詳細に説明する。なお、この実施の形態によりこの発明が限定されるものではない。
実施の形態.
図1は、実施の形態にかかるモータの構成の一例を示す断面図である。モータ1は、筒状形状を有するステータ10と、ステータ10の内側に設けられてステータ10の中心軸Cを中心に回転するロータ20と、を備える。つまり、ステータ10の中心軸とロータ20の中心軸とは一致しており、ステータ10およびロータ20の中心軸を以下ではCと表記する。
図1は、実施の形態にかかるモータの構成の一例を示す断面図である。モータ1は、筒状形状を有するステータ10と、ステータ10の内側に設けられてステータ10の中心軸Cを中心に回転するロータ20と、を備える。つまり、ステータ10の中心軸とロータ20の中心軸とは一致しており、ステータ10およびロータ20の中心軸を以下ではCと表記する。
ステータ10は、内側に向けて突出された複数のティース10aと、ティース10aに巻き付けられた巻線12と、を有する。ロータ20は、中心軸Cに沿って延びる円柱形状を有している。ロータ20は、ステータ10との間に隙間を設けて配置される。
図2は、実施の形態にかかるロータの構成の一例を示す断面図であり、図3は、図2の鉄心と永久磁石と補強部材とを含む領域の拡大図である。図3では、図2の領域Aの部分を拡大して示している。ロータ20は、多角柱状の鉄心21と、中心軸Cに平行な鉄心21の各側面21aに配置される永久磁石22と、永久磁石22を鉄心21の各側面21aに接着させる接着層23と、鉄心21に接着された永久磁石22の外表面を覆う補強部材24と、を有する。なお、鉄心21の中心軸は、ロータ20の中心軸Cと一致する。以下では、鉄心21の中心軸もCと表記する。
鉄心21は、ロータ20の中心軸Cに沿って延びる多角柱状を有する。ロータ20の回転時にアンバランスが発生せずに安定して回転できるように、中心軸Cに垂直な鉄心21の断面は、正多角形を有していることが望ましい。図2の例では、中心軸Cに垂直な鉄心21の断面は、正六角形を有しているが、任意の多角形とすることができる。なお、これは一例であり、鉄心21の形状は、ロータ20として必要な磁気を得て、強度を保つことができる形状に適宜設定される。
永久磁石22は、鉄心21側に配置される平坦面22aと、鉄心21の径方向の外側に向かって凸な頂面22bと、平坦面22aおよび頂面22bを結ぶ側面22cと、を有する。永久磁石22は、鉄心21の側面21aに、ロータ20の周方向に沿って等間隔に配置される。図2の例では、鉄心21の各側面21aに接着される永久磁石22の外側表面を結ぶ輪郭は真円形状となっている。つまり、永久磁石22の頂面22bは、径方向の外側に向かって凸な円弧状を有し、中心軸Cに垂直な永久磁石22の断面はD型を有する。これによって、ロータ20の回転時に、ロータ20の永久磁石22の頂面22bとステータ10との間の距離が変化しない構成となる。なお、永久磁石22の形状は、図2に示される形状に限定されるものではなく、モータ1を動作させる上で必要な磁気が得られる形状であればよく、適宜設定可能である。
接着層23は、永久磁石22の平坦面22aと鉄心21の側面21aとの間を接着し、永久磁石22を鉄心21に固定する。接着層23は、補強部材24に比して大きい破断伸びを有し、かつ補強部材24に比して低い弾性率を有する材料が選択される。
補強部材24は、鉄心21の側面21aに接着された永久磁石22の外表面を覆い、筒状形状を有する。補強部材24は、接着層23に比して小さい破断伸びを有し、かつ高い弾性率を有する材料によって構成される。図2の例では、補強部材24は、永久磁石22の頂面22bに接して設けられているが、補強部材24を永久磁石22の頂面22bに対して間隔を設けて配置してもよい。ただし、より大きな補強効果を発現させるためには、静止状態において、補強部材24が永久磁石22の頂面22bと接触するように設けられることが望ましい。
補強部材24の一例は、円筒形に成形され、少なくとも繊維の一部が円筒形の周方向に配向された繊維強化プラスチックである。繊維強化プラスチックは、繊維および樹脂で構成されており、適宜、フィラーまたは添加剤が配合されていてもよい。繊維の少なくとも一部を円筒形の周方向に配向させた繊維強化プラスチックの周方向の弾性率は、円筒形のプラスチックの周方向の弾性率に比べて高くなる。このため、ロータ20の回転時に、径方向の外側に向かって永久磁石22に遠心力が働いても、繊維強化プラスチックの周方向に発生する引張応力によって、径方向の内側に永久磁石22を抑え込む力が発生し、永久磁石22を鉄心21に固定することができる。
本実施の形態のロータ20では、永久磁石22が平坦面22aで鉄心21と接着されており、永久磁石22の外側を繊維の一部が円筒形の周方向に配向された繊維強化プラスチックからなる補強部材24が覆う構成となっている。そのため、ロータ20の回転が加速または減速したときに発生する慣性モーメントに対して、接着力を必要としなくても永久磁石22をロータ20に固定することができる。
つぎに、本実施の形態で使用される接着層23および繊維強化プラスチックの材料について説明する。
上記したように、補強部材24は、繊維の少なくとも一部を円筒形の周方向に配向させた繊維強化プラスチックによって構成される。具体的には、繊維として、ステンレス鋼に比して引張弾性率が大きく、使用される接着層23に比して破断伸びが小さい繊維が使用される。ステンレス鋼の引張弾性率は180GPaから220GPaである。接着層23として用いられる材料の破断伸びの最小値は、10%程度であることから、破断伸びが10%未満である繊維を使用することが望ましい。このような繊維の一例は、ガラス繊維、炭素繊維、SiC繊維、アラミド繊維、ボロン繊維である。この中でもより高弾性を実現できる炭素繊維を繊維として用いることが望ましく、炭素繊維の中でも、弾性率がより高く、破断伸びがより小さいものが望ましい。例えば、引張弾性率が620GPaであり、破断伸びが0.6%であり、引張強度が3430MPaである異方性ピッチ系炭素繊維を繊維として用いることができる。さらに、繊維強化プラスチックの繊維の少なくとも半分以上が異方性ピッチ系炭素繊維であると、高強度および低破断伸びを実現することができる。このような異方性ピッチ系炭素繊維を繊維とした繊維強化プラスチックは、引張弾性率が400GPa以上であり、破断伸びが0.6%であり、引張強度が1800MPa以上であり、高弾性率を有するので、ロータ20の回転時に永久磁石22を径方向の内側に押さえつけるのに適している。また、円筒形の周方向に繊維を配向させることで、円筒形の周方向において高い機械特性、特に高い弾性率を有する繊維強化プラスチックを実現することができる。
繊維の形態に関しては、繊維長が1mm以上である繊維を用いることが望ましい。繊維長が1mm以上30mm以下である、いわゆるチョップド繊維を用いる場合には、繊維強化プラスチックの破壊は、樹脂に依存せず、繊維の強度によって支配される。繊維が周方向に長く繋がっている、いわゆる連続繊維を用いる場合には、繊維強化プラスチックの強度および弾性率を高くすることができるので望ましい。一例として、繊維の長さは、中心軸Cに垂直な断面における鉄心21に接着された永久磁石22の外表面の輪郭の長さ以上であることが望ましい。なお、繊維長が1mm未満である繊維は、円筒形の繊維強化プラスチックの周方向での引張弾性率をステンレス鋼に比して大きくできなかったり、接着層23に比して破断伸びを小さくできなかったりするので、望ましくない。
繊維の配向方向に関しては、繊維は、円筒形の周方向に配向していることが望ましい。一般的に、「周方向」は、ロータ20の中心軸Cに対して90度または-90度の方向をいう。しかし、本実施の形態では、中心軸Cに対して90度または-90度の方向の場合のみではなく、中心軸Cに対して90度または-90度の方向から生産性を害さない範囲で繊維が傾いていても周方向に配向しているものとして扱う。一例では、中心軸Cに対して80度から90度の範囲または-80度から-90度の範囲で繊維が配向されている場合にも、周方向に配置されているものとして扱う。これは、ロータ20の製造にあたって、繊維が中心軸Cに対して80度から90度の範囲または-80度から-90度の範囲で交差するように配置される場合が多いからである。また、ロータ20の中心軸Cに対して80度から90度の範囲または-80度から-90度の範囲で交差するように永久磁石22の外表面に繊維を配置しても、中心軸Cに対して90度または-90度の方向に繊維を配置した場合と同様に、周方向の弾性率を高めることができるからである。例えば、フィラメントワインディング法などの一定の送りピッチで連続繊維を巻き付ける製造方法では、中心軸Cに対して80度から90度の範囲または-80度から-90度の範囲で交差するように繊維が配置される。
また、円筒形の周方向に配向する繊維と、周方向に交差する他の方向に配向する繊維と、を有するように、複数の方向に繊維が配向されていてもよい。周方向に交差する方向の一例は、中心軸Cの方向、または中心軸Cに対して45度傾いた方向である。ただし、複数の方向に繊維を配向させる場合には、繊維強化プラスチックの周方向の引張弾性率がステンレス鋼の引張弾性率よりも大きくなるように、繊維の配向方向が設定される。一例では、全体の繊維の半分以上を円筒形の周方向に配向させることによって、繊維強化プラスチックの周方向の引張弾性率がステンレス鋼の引張弾性率よりも大きくなり、補強部材24がステンレス鋼製である場合には実現できない永久磁石22の補強効果が得られる。また、繊維が周方向以外にも配向しているので、周方向以外の応力に対しても機械特性に優れた繊維強化プラスチックが得られる。
本実施の形態では、ロータ20の回転時に永久磁石22を保持することが可能な周方向の機械特性が求められる。そこで、繊維がすべて異方性ピッチ系炭素繊維で、ロータ20の中心軸Cに対して+88度または-88度の方向に繊維が配向された繊維強化プラスチックで補強部材24を構成する場合を例に挙げる。このように、高弾性を有しかつ破断伸びが小さい繊維のすべてを意図的に周方向に向けているので、周方向の弾性率および強度がより高くなり、永久磁石22の移動量がより少ない場合でも、補強部材24によって永久磁石22を鉄心21に保持させることができる。
また、上記した説明では、1種類の繊維を用いた繊維強化プラスチックが例示されたが、複数の繊維、例えば炭素繊維およびガラス繊維、を組合せて繊維強化プラスチックとしてもよい。
繊維強化プラスチックの樹脂については、所定の性能が付与されるように材質が選択される。樹脂は、エポキシ樹脂、ビニルエステル、不飽和ポリエステル、フラン、ポリウレタン、ポリイミド、ポリアミド、ポリエーテルエーテルケトン、ポリエーテルスルホン、ポリプロピレン、ポリエステル、ポリカーボネイト、アクリロニトリルスチレン、アクリロニトリルブタジエンスチレンおよび変性ポリフェニレンエーテルの群から選択される。補強部材24に求められる強度および剛性の観点から、樹脂は、エポキシ樹脂であることが望ましい。また、所定の性能が補強部材24に付与されるように、樹脂に添加剤またはフィラーが混ぜられてもよい。
接着層23は、鉄心21と永久磁石22との間に塗布される接着剤を硬化させたものである。接着層23は、破断伸びが繊維強化プラスチックよりも大きく、弾性率が繊維強化プラスチックよりも低い材料が選択される。このような接着層23として、アクリル樹脂を主成分とする接着層23またはエラストマー系の接着層23が望ましい。アクリル樹脂を主成分とする接着層23は、10%以上50%以下の破断伸びを実現することができる。エラストマー系の接着層23は、アクリル樹脂を主成分とする接着層23よりもさらに破断伸びを大きくすることができる。これらより、接着層23は、10%以上の破断伸びを有するので、繊維強化プラスチックの破断伸びは、10%未満であることが望ましい。なお、エラストマー系の接着層23の中でも、熱硬化性樹脂系エラストマーは、永久磁石22および鉄心21との接着力を強くすることができる。
熱硬化性樹脂系エラストマーとして、ウレタン樹脂、フッ素樹脂、変性シリコーン樹脂またはシリコーン樹脂を主成分とするものが例示される。シリコーン樹脂は、良好な耐熱性および耐薬品性を有し、100%から690%の破断伸びを実現することができる。シリコーン樹脂は、その他の樹脂と比較して、耐薬品性および酸化劣化の観点で優れるとともに、破断伸びを大きくすることができる材料である。
なお、破断伸びが10%未満のエポキシ樹脂を主成分とする接着層23は、繊維強化プラスチックが破壊に達する前に接着層23が破断してしまう。例えば図2のロータ20が回転中に、6個の永久磁石22の内の1個の永久磁石22の接着層23が破断すると、アンバランスを起こしてしまい、ロータ20が破壊されてしまう。そのため、破断伸びが10%以上ある接着層23を使用することが望ましい。
なお、上記の主成分を有し、かつ破断伸びを大きく、具体的には繊維強化プラスチックよりも大きい破断伸びの値を保っていれば、その他の成分を混ぜたり、分散させたりした接着層23が使用されてもよい。一例として、変性シリコーン樹脂にエポキシ樹脂を分散させた接着剤を用いることによって、界面の接着強度が上昇した接着層23を得ることができる。また、接着層23をポーラス状にすることによっても、破断伸びを大きくすることができる。
このような材料の接着層23を用いて永久磁石22を鉄心21に接着し、永久磁石22の外表面を繊維強化プラスチックで覆う構造とすると、破断伸びが小さい繊維強化プラスチックが破壊するまで接着層23は破断しない。つまり、ロータ20の破壊は、接着層23の強度が弱い部分に依存することがなくなり、繊維強化プラスチックの周方向の高い強度を活かして、永久磁石22を鉄心21に固定することができる。ロータ20の回転時には、ロータ20の径方向の外側に向かって永久磁石22に働く遠心力によって、永久磁石22が円筒形の径方向に均等に微小変位する。このとき、繊維強化プラスチックよりも大きい破断伸びを有する接着層23が破壊することはなく、永久磁石22は繊維強化プラスチックに押し付けられる。そして、繊維強化プラスチックの周方向に発生する引張応力によって、径方向の内側に抑え込む力が発生し、永久磁石22が繊維強化プラスチックによって固定される。そのため、永久磁石22は、接着層23の強度で保持されるよりも、繊維強化プラスチックの高い強度で保持されることになる。つまり、接着層23による永久磁石22の保持が、繊維強化プラスチックによって補強される。
つぎに、接着層23の厚さについて説明する。接着層23の厚さが厚いほど、繊維強化プラスチックが破壊するまで接着層23が破壊しなくなる。遠心力を受けて永久磁石22が円筒形の径方向の外側に移動しても、接着層23の径方向に発生する引張歪は低く抑えられ、接着層23の破壊が回避される。また、接着層23の厚さを予め定められた厚さ以上にすることで、耐衝撃性が接着層23に付加される。具体的には、接着層23の厚さを0.05mm以上にすると、接着層23は耐衝撃性を有するようになる。
一方で、接着層23の厚さを薄くすると、接着面のせん断強度が向上する。具体的には、接着層23の厚さを0.5mm以下にすると、せん断強度が向上することが知られている。
ロータ20の外径は、目的のモータ1または発電機に応じて設定される。例えば、直径10mm程度の外径を有するロータ20を備える掃除機または玩具に使用される小型のモータ1から、直径4.6m程度の外径を有するロータ20を備える発電プラントに使用される大型の発電機までの間で様々な大きさのロータ20が使用される。これらの間の外径のものには、例えば、自動車のスタータモータに使用される25mm以上160mm以下のロータ20、電気自動車の駆動モータに使用される80mm以上400mm以下のロータ20、NC(Numerical Control)加工機の主軸モータに使用される80mm以上200mm以下のロータ20、風力発電用発電機に使用される120mm以上3m以下のロータ20などがある。
本実施の形態では、接着層23の破断伸びに対する筒状形状を有する繊維強化プラスチックの周方向に配向された繊維の破断伸びの比が、ロータ20の外径に対する接着層23の厚さの2倍以下となる。つまり、接着層23の破断伸びεaと、繊維強化プラスチックの周方向に配向された繊維の破断伸びεfとの関係が、ロータ20の外径Dおよび接着層23の厚さtを用いて次式(1)を満たすことが求められる。

εf/εaが上限を超えると、永久磁石22に働く遠心力によって永久磁石22が径方向の外側に移動しようとするが、補強部材24である繊維強化プラスチックが破壊するまでは、接着層23は破壊しない。そのため、繊維強化プラスチックが回転時の破壊を支配することになる。次式(2)の範囲で繊維強化プラスチックによる永久磁石22を保持する際の補強効果が得られる。

より好ましくは、εf/εaが次式(3)を満たすときに、繊維強化プラスチックによる補強効果が得られる。

一方、εf/εaが下限を下回る場合には、フィラメントワインディング法によって、本実施の形態によるロータ20を生産することができない。破断伸びεfが0.3%以上で2.4%以下である炭素繊維が産業用途で実用化されている(例えば、FRP構造設計便覧、植村益次ら、社団法人強化プラスチック協会、1994、p.6-12)。中でも、繊維強化プラスチックの円筒形の周方向に配向された繊維の破断伸びεfを0.3%以上1.1%以下の範囲で実現することができる異方性ピッチ系炭素繊維が望ましい。ここでは、破断伸びεfが0.3%である異方性ピッチ系炭素繊維を用いる場合を例に挙げる。
接着剤の破断伸びは様々であるので、種々の接着剤を用いて、εf/εaの下限値を調べる。下記のA,B,C,D,E,F,Gの接着剤で永久磁石22を鉄心21に接着し、樹脂に含侵した異方性ピッチ系炭素繊維をフィラメントワインディング法によって、鉄心21に接着された永久磁石22の外表面に巻き付ける成形試験を実施する。
A:破断伸びεaが5%であるエポキシ樹脂接着剤
B:破断伸びεaが10%であるアクリル樹脂接着剤
C:破断伸びεaが50%であるアクリル樹脂接着剤
D:破断伸びεaが100%であるシリコーン樹脂接着剤
E:破断伸びεaが350%である変性シリコーン樹脂接着剤
F:破断伸びεaが690%である気泡を含ませたポーラス状の変性シリコーン樹脂接着剤
G:破断伸びεaが750%である気泡を含ませたポーラス状の変性シリコーン樹脂接着剤
A:破断伸びεaが5%であるエポキシ樹脂接着剤
B:破断伸びεaが10%であるアクリル樹脂接着剤
C:破断伸びεaが50%であるアクリル樹脂接着剤
D:破断伸びεaが100%であるシリコーン樹脂接着剤
E:破断伸びεaが350%である変性シリコーン樹脂接着剤
F:破断伸びεaが690%である気泡を含ませたポーラス状の変性シリコーン樹脂接着剤
G:破断伸びεaが750%である気泡を含ませたポーラス状の変性シリコーン樹脂接着剤
成形試験の結果、A,B,C,D,E,Fの接着剤で永久磁石22を接着した場合には、フィラメントワインディング法でロータ20を良好に成形することができる。これに対して、Gの接着剤で永久磁石22を接着した場合には、繊維を巻き付けるときの力で、永久磁石22が鉄心21から脱落してしまい、フィラメントワインディング法でロータ20を成形することができない。以上のことからεfが0.3%で、εaが690%のときに臨界値となる。つまり、次式(4)のεf/εaを満たすときに、フィラメントワインディング法で本実施の形態によるロータ20を成形することが可能となる。そして、(2)式および(4)式によって、(1)式が導かれる。

接着層23の厚さtが厚過ぎると、ロータ20の回転速度の加減速時に発生する軸振れが大きくなり、ステータ10との接触を招く可能性がある。具体的には、ロータ20における接着層23の厚さtとロータ20の外径Dとの比を1/150以下としておくことで、これ以上の軸振れが起こらない。なお、径方向に延在する直線は、ロータ20の外周と2か所で交わるので、接着層23もこの直線と2か所で交わる。つまり、ロータ20の外径の中には、2つの接着層23の厚さが含まれることになる。そのため、次式(5)のような関係が導かれる。これによって、モータ1におけるロータ20とステータ10とのギャップを狭くすることができる。

(1)式および(5)式によって、次式(6)が得られる。すなわち、接着層23の破断伸びεa、繊維強化プラスチックの周方向に配向された繊維の破断伸びεf、接着層23の厚さtおよびロータ20の外径Dが(6)式の関係を満たす場合に、上記の繊維強化プラスチックおよび接着層23の構成で、繊維強化プラスチックの破壊の前に接着層23が破断されることを回避することができる。

なお、接着層23の厚さtとロータ20の外径Dとの関係が(6)式を満たすようにするには、接着層23の中に、ロータ20の外径Dの1/4600以上で1/150以下となる平均粒径を有するフィラーを分散させればよい。これによって、接着層23の厚さtがロータ20の外径Dの1/4600以上で1/150以下となるようにすることができる。
つぎに、上記したロータ20の製造方法について説明する。図4は、実施の形態にかかるロータの製造方法の手順の一例を示すフローチャートである。
まず、中心軸Cに平行な鉄心21の側面21aに接着層23を介して永久磁石22を接着する(ステップS11)。具体的には、中心軸Cに平行な鉄心21の側面21aと永久磁石22の平坦面22aとが接着剤で接着され、接着剤を硬化させて接着層23が形成される。これによって、永久磁石22が中心軸Cに平行な鉄心21の側面21aに接着される。また、ロータ20の周方向に沿って、鉄心21の側面21aに等間隔に永久磁石22が配置される。図2に示されるように、永久磁石22の頂面22bは円弧状を有しているので、中心軸Cに垂直な断面において、鉄心21に接着されたすべての永久磁石22によって構成される外表面の輪郭は、真円形状を有している。このとき接着層23の厚さが目的の厚さとなるように、平均粒径が目的の厚さとなるフィラーが分残された接着剤を使用することが望ましい。目的の厚さは、(6)式に示されるように、ロータ20の外径Dの1/4600以上で1/150以下の範囲である。
一例では、接着剤として、アクリル樹脂を主成分とするものまたは、エラストマー系のものが使用される。エラストマー系の接着剤として、ウレタン樹脂、フッ素樹脂、変性シリコーン樹脂またはシリコーン樹脂を主成分とするものが使用される。
ついで、繊維に未硬化の樹脂を含侵させる(ステップS12)。この繊維は、束で構成されていてもよい。一例では、繊維として、ガラス繊維、炭素繊維、SiC繊維、アラミド繊維、ボロン繊維が使用される。また、一例では、樹脂は、エポキシ樹脂、ビニルエステル、不飽和ポリエステル、フラン、ポリウレタン、ポリイミド、ポリアミド、ポリエーテルエーテルケトン、ポリエーテルスルホン、ポリプロピレン、ポリエステル、ポリカーボネイト、アクリロニトリルスチレン、アクリロニトリルブタジエンスチレンおよび変性ポリフェニレンエーテルの群から選択される。
その後、未硬化の樹脂を含侵させた繊維を、鉄心21に接着された永久磁石22の外表面の全体にわたって直接巻き付ける(ステップS13)。ついで、永久磁石22に巻き付けられた繊維に含侵させた樹脂を硬化させる(ステップS14)。一例では、永久磁石22が接着され、さらに永久磁石22の外表面に繊維が巻き付けられた鉄心21を、オーブンなどの加熱装置で加熱し、樹脂を硬化させる。これによって、図2に示されるように、繊維強化プラスチックからなる円筒状の補強部材24が永久磁石22の外表面を覆うように形成される。以上によって、ロータ20が製造される。
なお、上記の工程において、目的の形状に応じて、永久磁石22が接着された鉄心21の外形を加工する工程を設けてもよい。また、特許文献1に記載の技術では、永久磁石22が接着された鉄心21を、筒状形状の繊維強化プラスチックに圧入または冷やし嵌めによって嵌めこんでいる。圧入では圧入力でロータ20が損傷する虞があり、冷やし嵌めではヒートショックでロータ20が損傷する虞がある。しかし、上記した本実施の形態の製造方法によれば、ロータ20が損傷する可能性を低減することができる。つまり、生産性に優れるロータ20の製造方法を提供することができる。
(実施例)
つぎに実施例について説明する。ロータ20の外径Dは40mmである。破断伸びεaが160%であり、引張弾性率が45.8MPaであるシリコーン樹脂によって構成される接着剤が用いられる。接着剤には、平均粒径が100μmであり、標準偏差が5μmであるガラス製のビーズがフィラーとして分散されている。フィラーは、2wt.%の割合で接着剤に分散されている。この接着剤を使用することによって、接着層23の厚さtは100μmにコントロールされる。この接着剤を用いて、鉄心21の中心軸Cに平行な側面21aに永久磁石22を接着する。永久磁石22が接着された鉄心21は、円柱形状を有する。
つぎに実施例について説明する。ロータ20の外径Dは40mmである。破断伸びεaが160%であり、引張弾性率が45.8MPaであるシリコーン樹脂によって構成される接着剤が用いられる。接着剤には、平均粒径が100μmであり、標準偏差が5μmであるガラス製のビーズがフィラーとして分散されている。フィラーは、2wt.%の割合で接着剤に分散されている。この接着剤を使用することによって、接着層23の厚さtは100μmにコントロールされる。この接着剤を用いて、鉄心21の中心軸Cに平行な側面21aに永久磁石22を接着する。永久磁石22が接着された鉄心21は、円柱形状を有する。
補強部材24となる繊維強化プラスチックの繊維は1種類で、異方性ピッチ系炭素繊維の連続繊維である。繊維の破断伸びεfは0.6%であり、引張弾性率は600GPaである。この繊維を1束3000本にする。また、この束にした繊維に、ビスフェノールA型エポキシと酸無水物とを所定の配合で混合した未硬化の樹脂を含侵させる。そして、フィラメントワインディング法を用いて、この繊維を、鉄心21に接着層23で接着された永久磁石22の外表面に直接巻き付ける。ワインディングの送りピッチは1周の巻き付け当たり3mmとする。その後、オーブンで加熱し、樹脂を硬化させ、円筒形状の繊維強化プラスチックからなる補強部材24が成形される。繊維の配向角度は、ロータ20の中心軸Cに対して+89度または-89度となる。繊維強化プラスチックの厚さは1mmである。
この場合、接着層23の破断伸びεaと、円筒形状の繊維強化プラスチックの周方向に配向された繊維の破断伸びεfとの関係は、次式(7)によって示される。

また、ロータ20の外径Dと接着層23の厚さtとの比は、次式(8)で示される。なお、ロータ20の中心軸Cに垂直な断面における径方向の直線は、2つの接着層23と交わるため、(8)式は次式(9)のようになる。


(7)式で得られたεf/εaと、(9)式で得られた2t/Dは、ともに上記した(6)式の関係を満たす。つまり、繊維強化プラスチックがロータ20の回転時の破壊の起点となるため、繊維強化プラスチックによって永久磁石22を鉄心21の外周に保持させる補強効果が得られる。同時に、ロータ20をフィラメントワインディング法で製造する場合に永久磁石22が脱落することがなく、図2に示される構造を実現することができる。また、所望の平均粒径を有するフィラーを接着層23に分散させたので、接着層23の厚さを容易にコントロールすることができる。フィラメントワインディング法で製造することで、圧入または冷やし嵌めの工程が不要となり、生産性に優れる製造方法によってロータ20を製造することができる。
このようにして製造されたロータ20を、大気圧中、23℃で回転させて、1000rpm/minで回転数を掃引したところ、92000rpmまで損傷無く回転し、93000rpmに達したところで繊維強化プラスチックが破壊した。
この製造方法によって製造されたロータ20は、静止状態においては成形時の熱応力を受けているが、圧入または冷やし嵌めで製造される場合のように意図的な圧力で繊維強化プラスチックが引っ張られていない。そのため、円筒形状の繊維強化プラスチックの表面の周方向の引張ひずみの絶対値が300με以下となる。なお、円筒形状の繊維強化プラスチックの表面の周方向の引張ひずみの絶対値が300μεよりも大きい場合には、圧入または冷やし嵌めで製造される場合のように、成形時に熱応力を受けていると考えられる。つまり、周方向の引張ひずみの絶対値が300με以下となる円筒形状の繊維強化プラスチックは、圧入または冷やし嵌めでは製造することができない。
本実施の形態において、接着層23の破断伸びεaは、JIS(Japanese Industrial Standards) K7161-1994(ISO(International Organization for Standardization) 527-1)またはJIS K7127-1999に準拠して求めたものである。試験片である接着層23を上記規格に準拠した寸法で作製することができない場合には、相似形の試験片を用いて測定しても、これと同等と考えてよい。
また、本実施の形態において、繊維の破断伸びεfは、JIS R 7606-2000の方法に準拠して求めたものである。繊維強化プラスチックから繊維を取り出す必要がある場合であっても、JIS K 7075―1991の「7.炭素繊維の質量の測定」に記載のある燃焼法、硝酸分解法、硫酸分解法のうち、繊維を損傷しないいずれかの方法の原理で繊維が抽出されればよい。繊維の長さが上記規格に準拠した寸法で作製できない場合であっても、相似形の試験片を用いて測定してもよい。
ここでいう接着層23の破断伸びεaおよび繊維の破断伸びεfは、ロータ20が運転するときの環境温度あるいはそれを知り得ない場合には23℃の温度で測定されたものをいう。
実施の形態によれば、ロータ20は、破断伸びがεaとなる接着層23で鉄心21と永久磁石22との間が接着され、また、鉄心21に接着された永久磁石22の外表面に破断伸びがεfとなる繊維を有する円筒形の繊維強化プラスチックが巻き付けられた構成を有する。繊維強化プラスチックは、円筒形の周方向に少なくとも一部の繊維が配向される。ロータ20の外径をDとし、接着層23の厚さをtとしたときに、(2)式を満たす接着層23および繊維強化プラスチックが用いられる。これによって、ロータ20の回転時に接着層23が破断する前に繊維強化プラスチックが破壊される。すなわち、破壊の起点が繊維強化プラスチックとなる。そのため、繊維強化プラスチックが破壊されるまでの間は、繊維強化プラスチックで永久磁石22を強固に鉄心21に保持させる補強効果を得ることができる。
また、(4)式を満たす接着層23および繊維強化プラスチックを用いることで、ロータ20の製造中に、フィラメントワインディング法で、永久磁石22が脱落することなく、永久磁石22の周囲に繊維を巻き付けることができる。
さらに、繊維強化プラスチックの破断伸びεfよりも大きい、10%以上の破断伸びεaを実現することができるエラストマーの接着層23が用いられてもよい。また、破断伸びεaが100%以上690%以下である接着層23が用いられてもよい。これらの構成とすることによって、ロータ20の回転中に、繊維強化プラスチックで強固に永久磁石22を鉄心21に固定させることができ、また繊維強化プラスチックを破壊の起点とすることができる。同時に、ロータ20の製造中に永久磁石22が脱落することなく、繊維を永久磁石22の外表面に巻き付けることができる。
また、平均粒径がロータ20の外径Dの1/4600以上で1/150以下のフィラーを分散させた接着剤を用いることで、接着層23の厚さtを所望の厚さに制御することができる。
さらに、繊維強化プラスチックとして、繊維の半分以上が異方性ピッチ系炭素繊維である炭素繊維強化プラスチックを用いてもよい。あるいは、繊維の半分以上が円筒形の周方向に配向された炭素繊維を有する炭素繊維強化プラスチックを用いてもよい。これによって、繊維強化プラスチックの周方向に配向された繊維の破断伸びεfを0.3%以上1.1%以下の範囲で実現することができる。その結果、炭素繊維強化プラスチックが回転時の破壊の起点となり、炭素繊維強化プラスチックによって鉄心21に永久磁石22が固定される補強効果が得られる。
また、本実施の形態では、破断伸びがεaとなる接着層23で永久磁石22を鉄心21に接着し、樹脂を含侵させた破断伸びがεfとなる樹脂を含侵させた繊維を永久磁石22の表面に巻き付け、樹脂を硬化させてロータ20を製造する。これによって、圧入または冷やし嵌めの方法を用いて永久磁石22が接着された鉄心21に円筒形の繊維強化プラスチックを嵌めこむ場合に比して、ロータ20の製造時における損傷を抑制することができる。その結果、圧入または冷やし嵌めによって永久磁石22が接着された鉄心21に円筒形の繊維強化プラスチックを嵌めこむ場合に比して、ロータ20を製造する生産性を向上させることができる。
なお、上記した実施の形態では、モータ1のロータ20を例に挙げたが、本実施の形態がモータ1に限定されるものではなく、発電機のロータ20に対して適用されてもよい。この場合にも、同様の構成で同様の効果を得ることができる。
以上の実施の形態に示した構成は、本発明の内容の一例を示すものであり、別の公知の技術と組み合わせることも可能であるし、本発明の要旨を逸脱しない範囲で、構成の一部を省略、変更することも可能である。
1 モータ、10 ステータ、10a ティース、12 巻線、20 ロータ、21 鉄心、21a 側面、22 永久磁石、22a 平坦面、22b 頂面、22c 側面、23 接着層、24 補強部材。
Claims (11)
- 鉄心と、
前記鉄心の中心軸に平行な側面に接着層によって接着される複数の永久磁石と、
前記鉄心の側面に接着された前記複数の永久磁石の外表面に配置される筒状形状の補強部材と、
を備え、
前記補強部材は、一部の繊維が前記筒状形状の周方向に配向した繊維強化プラスチックであり、
前記接着層の破断伸びに対する前記筒状形状を有する前記繊維強化プラスチックの周方向に配向された前記繊維の破断伸びの比が、当該ロータの外径に対する前記接着層の厚さの2倍以下であることを特徴とするロータ。 - 前記接着層の破断伸びεaと、筒状形状を有する前記繊維強化プラスチックの周方向に配向された前記繊維の破断伸びεfとの関係が、当該ロータの外径をDとし、前記接着層の厚さをtとしたときに、次式の関係を満たすことを特徴とする請求項1に記載のロータ。

- 前記接着層は、エラストマーを含むことを特徴とする請求項1または2に記載のロータ。
- 前記接着層の破断伸びεaは、100%以上690%以下であることを特徴とする請求項3に記載のロータ。
- 前記接着層の厚さは、前記ロータの外径の1/4600以上1/150以下であることを特徴とする請求項1から4のいずれか1つに記載のロータ。
- 前記接着層は、平均粒径が前記ロータの外径の1/4600以上1/150以下であるフィラーを有することを特徴とする請求項5に記載のロータ。
- 前記繊維強化プラスチックは、前記繊維の半分以上が異方性ピッチ系炭素繊維である炭素繊維強化プラスチックであることを特徴とする請求項1から6のいずれか1つに記載のロータ。
- 前記繊維強化プラスチックの前記繊維の半分以上が前記筒状形状の周方向に配向していることを特徴とする請求項1から7のいずれか1つに記載のロータ。
- 前記ロータが静置された状態で、前記筒状形状を有する前記繊維強化プラスチックの表面の周方向の歪の絶対値が300με以下であることを特徴とする請求項1から8のいずれか1つに記載のロータ。
- 筒状形状を有するステータと、
前記ステータの内側に、前記ステータの中心軸を中心に回転可能に設けられる請求項1から9のいずれか1つに記載のロータと、
を備えることを特徴とするモータ。 - 鉄心の中心軸に平行な側面に接着層によって複数の永久磁石を接着する工程と、
未硬化の樹脂を含侵した繊維を、前記鉄心に接着された前記複数の永久磁石の外表面に巻き付ける工程と、
前記樹脂を硬化させる工程と、
を含むことを特徴とするロータの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE112019007538.1T DE112019007538T5 (de) | 2019-07-11 | 2019-07-11 | Rotor, motor und verfahren zur herstellung eines rotors |
| CN201980098250.4A CN114072989A (zh) | 2019-07-11 | 2019-07-11 | 转子、电动机及转子的制造方法 |
| PCT/JP2019/027478 WO2021005774A1 (ja) | 2019-07-11 | 2019-07-11 | ロータ、モータおよびロータの製造方法 |
| JP2019558650A JP6639761B1 (ja) | 2019-07-11 | 2019-07-11 | ロータおよびモータ |
| TW109114764A TWI747266B (zh) | 2019-07-11 | 2020-05-04 | 轉子及馬達 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2019/027478 WO2021005774A1 (ja) | 2019-07-11 | 2019-07-11 | ロータ、モータおよびロータの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021005774A1 true WO2021005774A1 (ja) | 2021-01-14 |
Family
ID=69320898
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/027478 WO2021005774A1 (ja) | 2019-07-11 | 2019-07-11 | ロータ、モータおよびロータの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6639761B1 (ja) |
| CN (1) | CN114072989A (ja) |
| DE (1) | DE112019007538T5 (ja) |
| TW (1) | TWI747266B (ja) |
| WO (1) | WO2021005774A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023095424A1 (ja) * | 2021-11-29 | 2023-06-01 | 東レ株式会社 | 回転部品補強用炭素繊維強化プラスチックの製造装置および成形方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11689074B2 (en) * | 2020-10-29 | 2023-06-27 | GM Global Technology Operations LLC | Rotary electric machine with adhesive-reinforced rotor |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS611246A (ja) * | 1984-06-11 | 1986-01-07 | Matsushita Electric Ind Co Ltd | 永久磁石回転子 |
| JP2006081360A (ja) * | 2004-09-13 | 2006-03-23 | Yaskawa Electric Corp | ロータ表面へのマグネット接着装置 |
| JP2013188005A (ja) * | 2012-03-07 | 2013-09-19 | Mitsubishi Electric Corp | 磁石取付型回転子 |
| JP2019071763A (ja) * | 2017-10-05 | 2019-05-09 | ファナック株式会社 | 回転子、回転電機及び被覆筒の製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0909003B1 (en) * | 1997-10-13 | 2006-01-04 | Matsushita Electric Industrial Co., Ltd | A motor using a rotor including interior permanent magnets |
| JP2005312250A (ja) | 2004-04-26 | 2005-11-04 | Meidensha Corp | 永久磁石式回転電機の磁石固定方法 |
| JP4736028B2 (ja) * | 2005-07-01 | 2011-07-27 | 株式会社安川電機 | 回転子とその製造方法および電動機 |
| JP2013230047A (ja) * | 2012-04-26 | 2013-11-07 | Ichinomiya Denki:Kk | モータ用ロータ、及びモータ |
| ES2880112T3 (es) * | 2012-09-28 | 2021-11-23 | Daikin Ind Ltd | Rotor y máquina eléctrica rotativa |
| WO2014156090A1 (ja) * | 2013-03-25 | 2014-10-02 | パナソニック株式会社 | 永久磁石埋込型電動機およびその製造方法 |
| CN104917312B (zh) * | 2014-03-12 | 2018-05-08 | 精工爱普生株式会社 | 线圈骨架、转子、马达以及机器人 |
| CN104158325B (zh) * | 2014-08-21 | 2017-06-27 | 江西工埠机械有限责任公司 | 外转子电机的永磁体安装结构 |
| DE112014007020T5 (de) * | 2014-10-02 | 2017-07-13 | Mitsubishi Electric Corporation | Rotor für eine elektrische rotationsmaschine und herstellungsverfahren für einen rotor einer elektrischen rotationsmaschine |
| DE112016004207T5 (de) * | 2015-09-16 | 2018-06-14 | Mitsubishi Electric Corporation | Rotor für elektrische rotationsmaschine sowie elektrische rotationsmaschine |
| CN109546775A (zh) * | 2018-12-26 | 2019-03-29 | 河南森源重工有限公司 | 内嵌式无磁桥转子及永磁电机 |
-
2019
- 2019-07-11 WO PCT/JP2019/027478 patent/WO2021005774A1/ja active Application Filing
- 2019-07-11 DE DE112019007538.1T patent/DE112019007538T5/de active Pending
- 2019-07-11 JP JP2019558650A patent/JP6639761B1/ja active Active
- 2019-07-11 CN CN201980098250.4A patent/CN114072989A/zh active Pending
-
2020
- 2020-05-04 TW TW109114764A patent/TWI747266B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS611246A (ja) * | 1984-06-11 | 1986-01-07 | Matsushita Electric Ind Co Ltd | 永久磁石回転子 |
| JP2006081360A (ja) * | 2004-09-13 | 2006-03-23 | Yaskawa Electric Corp | ロータ表面へのマグネット接着装置 |
| JP2013188005A (ja) * | 2012-03-07 | 2013-09-19 | Mitsubishi Electric Corp | 磁石取付型回転子 |
| JP2019071763A (ja) * | 2017-10-05 | 2019-05-09 | ファナック株式会社 | 回転子、回転電機及び被覆筒の製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023095424A1 (ja) * | 2021-11-29 | 2023-06-01 | 東レ株式会社 | 回転部品補強用炭素繊維強化プラスチックの製造装置および成形方法 |
| CN118103197A (zh) * | 2021-11-29 | 2024-05-28 | 东丽株式会社 | 旋转部件加强用碳纤维增强塑料的制造装置及成形方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6639761B1 (ja) | 2020-02-05 |
| CN114072989A (zh) | 2022-02-18 |
| JPWO2021005774A1 (ja) | 2021-09-13 |
| DE112019007538T5 (de) | 2022-03-31 |
| TWI747266B (zh) | 2021-11-21 |
| TW202103409A (zh) | 2021-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021005774A1 (ja) | ロータ、モータおよびロータの製造方法 | |
| JP6592230B2 (ja) | 磁石浮上り及び飛散防止部材並びにロータ | |
| CN107453503B (zh) | 保持构件、转子以及旋转电机 | |
| JPH0919093A (ja) | 回転子の永久磁石 | |
| JP5895015B2 (ja) | 強化マグネット | |
| KR20140047080A (ko) | 전기 발전기들에 대한 회전자 엔드벨 | |
| JP6800323B2 (ja) | Spmモータ回転子およびその製造方法 | |
| EP3022462B1 (en) | Flywheels for energy storage and methods of manufacture thereof | |
| JP2007271079A (ja) | トルク伝達軸 | |
| JP2020005451A (ja) | ロータ、及び、ロータの製造方法 | |
| GB2504216A (en) | A flywheel for energy storage and a corresponding method of manufacture | |
| JP6981373B2 (ja) | ロータの製造方法 | |
| JP7120503B1 (ja) | モータのロータおよびこのロータを用いたモータ | |
| WO2023007888A1 (ja) | ロータ及び回転電機 | |
| EP4050769A1 (en) | Electric machine rotor sleeve | |
| JP7476968B2 (ja) | ロータ、モータ、及びロータの製造方法 | |
| WO2023190854A1 (ja) | ロータ及びロータの製造方法 | |
| JP2024124643A (ja) | 回転電機保護リングおよびその製造方法並びに回転電機 | |
| JP2020043734A (ja) | 回転電機用ステータコアおよび回転電機 | |
| JP2012177449A (ja) | 動力伝達軸及び動力伝達軸の製造方法 | |
| JPH06246189A (ja) | 遠心分離機用ロータ | |
| JP2015110303A (ja) | フライホイールとその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019558650 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19936584 Country of ref document: EP Kind code of ref document: A1 |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19936584 Country of ref document: EP Kind code of ref document: A1 |