JP4501752B2 - 基板接合構造の製造方法及びインクジェットヘッドの製造方法 - Google Patents
基板接合構造の製造方法及びインクジェットヘッドの製造方法 Download PDFInfo
- Publication number
- JP4501752B2 JP4501752B2 JP2005099566A JP2005099566A JP4501752B2 JP 4501752 B2 JP4501752 B2 JP 4501752B2 JP 2005099566 A JP2005099566 A JP 2005099566A JP 2005099566 A JP2005099566 A JP 2005099566A JP 4501752 B2 JP4501752 B2 JP 4501752B2
- Authority
- JP
- Japan
- Prior art keywords
- terminal
- substrate
- layer
- piezoelectric
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000758 substrate Substances 0.000 title claims abstract description 102
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 58
- 229910000679 solder Inorganic materials 0.000 claims abstract description 168
- 239000002184 metal Substances 0.000 claims abstract description 73
- 229910052751 metal Inorganic materials 0.000 claims abstract description 73
- 238000002844 melting Methods 0.000 claims abstract description 45
- 230000008018 melting Effects 0.000 claims abstract description 45
- 238000000034 method Methods 0.000 claims abstract description 41
- 238000010438 heat treatment Methods 0.000 claims abstract description 25
- 239000010410 layer Substances 0.000 claims description 127
- 239000000853 adhesive Substances 0.000 claims description 94
- 230000001070 adhesive effect Effects 0.000 claims description 93
- 229920001187 thermosetting polymer Polymers 0.000 claims description 83
- 238000005304 joining Methods 0.000 claims description 24
- 239000012790 adhesive layer Substances 0.000 claims description 19
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 12
- 230000005684 electric field Effects 0.000 claims description 8
- 230000015572 biosynthetic process Effects 0.000 claims description 7
- 229910052759 nickel Inorganic materials 0.000 claims description 6
- 238000007599 discharging Methods 0.000 claims description 4
- 238000000605 extraction Methods 0.000 claims description 4
- 238000003780 insertion Methods 0.000 claims description 4
- 230000037431 insertion Effects 0.000 claims description 4
- 238000003825 pressing Methods 0.000 abstract description 6
- 239000010408 film Substances 0.000 description 140
- 230000006378 damage Effects 0.000 description 18
- 239000013039 cover film Substances 0.000 description 14
- 230000000694 effects Effects 0.000 description 13
- 230000008569 process Effects 0.000 description 13
- 239000003822 epoxy resin Substances 0.000 description 8
- 229920000647 polyepoxide Polymers 0.000 description 8
- 238000004891 communication Methods 0.000 description 7
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 6
- 238000000576 coating method Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 239000011889 copper foil Substances 0.000 description 4
- 239000006185 dispersion Substances 0.000 description 4
- 239000007769 metal material Substances 0.000 description 4
- 229920002120 photoresistant polymer Polymers 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- QNRATNLHPGXHMA-XZHTYLCXSA-N (r)-(6-ethoxyquinolin-4-yl)-[(2s,4s,5r)-5-ethyl-1-azabicyclo[2.2.2]octan-2-yl]methanol;hydrochloride Chemical compound Cl.C([C@H]([C@H](C1)CC)C2)CN1[C@@H]2[C@H](O)C1=CC=NC2=CC=C(OCC)C=C21 QNRATNLHPGXHMA-XZHTYLCXSA-N 0.000 description 3
- 229910020836 Sn-Ag Inorganic materials 0.000 description 3
- 229910020988 Sn—Ag Inorganic materials 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 238000009713 electroplating Methods 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 3
- 230000010287 polarization Effects 0.000 description 3
- 206010048669 Terminal state Diseases 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 2
- 239000010931 gold Substances 0.000 description 2
- 229910052737 gold Inorganic materials 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 229910052451 lead zirconate titanate Inorganic materials 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 239000009719 polyimide resin Substances 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000003892 spreading Methods 0.000 description 2
- 230000007480 spreading Effects 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 1
- 229910020830 Sn-Bi Inorganic materials 0.000 description 1
- 229910020888 Sn-Cu Inorganic materials 0.000 description 1
- 229910020935 Sn-Sb Inorganic materials 0.000 description 1
- 229910007116 SnPb Inorganic materials 0.000 description 1
- 229910018728 Sn—Bi Inorganic materials 0.000 description 1
- 229910019204 Sn—Cu Inorganic materials 0.000 description 1
- 229910018956 Sn—In Inorganic materials 0.000 description 1
- 229910008757 Sn—Sb Inorganic materials 0.000 description 1
- PQIJHIWFHSVPMH-UHFFFAOYSA-N [Cu].[Ag].[Sn] Chemical compound [Cu].[Ag].[Sn] PQIJHIWFHSVPMH-UHFFFAOYSA-N 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 description 1
- 229910052797 bismuth Inorganic materials 0.000 description 1
- JCXGWMGPZLAOME-UHFFFAOYSA-N bismuth atom Chemical compound [Bi] JCXGWMGPZLAOME-UHFFFAOYSA-N 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 238000011038 discontinuous diafiltration by volume reduction Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000005621 ferroelectricity Effects 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical compound [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- LQBJWKCYZGMFEV-UHFFFAOYSA-N lead tin Chemical compound [Sn].[Pb] LQBJWKCYZGMFEV-UHFFFAOYSA-N 0.000 description 1
- HFGPZNIAWCZYJU-UHFFFAOYSA-N lead zirconate titanate Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[Ti+4].[Zr+4].[Pb+2] HFGPZNIAWCZYJU-UHFFFAOYSA-N 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 229910000969 tin-silver-copper Inorganic materials 0.000 description 1
Images












Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/36—Assembling printed circuits with other printed circuits
- H05K3/361—Assembling flexible printed circuits with other printed circuits
- H05K3/363—Assembling flexible printed circuits with other printed circuits by soldering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
- B41J2/14209—Structure of print heads with piezoelectric elements of finger type, chamber walls consisting integrally of piezoelectric material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1607—Production of print heads with piezoelectric elements
- B41J2/1609—Production of print heads with piezoelectric elements of finger type, chamber walls consisting integrally of piezoelectric material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1623—Manufacturing processes bonding and adhesion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1631—Manufacturing processes photolithography
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1643—Manufacturing processes thin film formation thin film formation by plating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
- B41J2/14209—Structure of print heads with piezoelectric elements of finger type, chamber walls consisting integrally of piezoelectric material
- B41J2002/14217—Multi layer finger type piezoelectric element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
- B41J2/14209—Structure of print heads with piezoelectric elements of finger type, chamber walls consisting integrally of piezoelectric material
- B41J2002/14225—Finger type piezoelectric element on only one side of the chamber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
- B41J2002/14306—Flow passage between manifold and chamber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2002/14459—Matrix arrangement of the pressure chambers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2002/14491—Electrical connection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2202/00—Embodiments of or processes related to ink-jet or thermal heads
- B41J2202/01—Embodiments of or processes related to ink-jet heads
- B41J2202/20—Modules
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/03—Conductive materials
- H05K2201/0332—Structure of the conductor
- H05K2201/0364—Conductor shape
- H05K2201/0367—Metallic bump or raised conductor not used as solder bump
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/10—Details of components or other objects attached to or integrated in a printed circuit board
- H05K2201/10613—Details of electrical connections of non-printed components, e.g. special leads
- H05K2201/10954—Other details of electrical connections
- H05K2201/10977—Encapsulated connections
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3457—Solder materials or compositions; Methods of application thereof
- H05K3/3473—Plating of solder
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
- Combinations Of Printed Boards (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Laminated Bodies (AREA)
Description
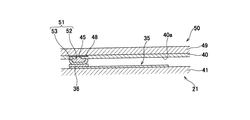
4 流路ユニット
21 アクチュエータユニット
36 ランド(第2端子)
50 FPC(基板)
51,51´ 端子(第1端子)
52 コア(金属コア)
53,53´ はんだ膜
54,54´ 熱硬化性接着剤
Claims (16)
- 基板の表面に形成された複数の第1端子とアクチュエータユニットの表面に形成された複数の第2端子とが電気的に接合された基板接合構造であって前記アクチュエータユニットが1以上の圧電層及び前記圧電層に形成された複数の圧電型アクチュエータを有する基板接合構造の製造方法において、
前記基板の表面から突出した金属コアが前記金属コアよりも融点の低いはんだ膜によって被覆された前記第1端子を前記基板の表面に形成する第1端子形成工程と、
導電性の前記第2端子をそれぞれ持つ複数の個別電極を、前記アクチュエータのそれぞれに対応するよう、前記アクチュエータユニットの表面を構成する前記圧電層の表面に形成する第2端子形成工程と、
前記第1端子及び前記第2端子の少なくともいずれか一方に熱硬化性接着剤を塗布する接着剤塗布工程と、
前記接着剤塗布工程後に、前記基板と前記圧電層とを加圧しつつ前記熱硬化性接着剤の硬化温度及び前記はんだ膜の融点以上且つ前記金属コアの融点未満の温度に加熱することによって、前記基板の表面と前記圧電層の表面との間における前記アクチュエータに対向する部分の少なくとも一部に間隙を形成しつつ前記熱硬化性接着剤を前記第1端子と前記第2端子とを取り囲んだ状態で硬化させることで、前記第1端子と前記第2端子とを電気的に接合する接合工程とを備えており、
前記第1端子形成工程において、前記基板の厚み方向に関する前記基板の表面からの前記金属コアの高さと、前記はんだ膜の膜厚との比を、1:1〜2:1の範囲とすることを特徴とする基板接合構造の製造方法。 - 基板の表面に形成された複数の第1端子とアクチュエータユニットの表面に形成された複数の第2端子とが電気的に接合された基板接合構造であって前記アクチュエータユニットが1以上の圧電層及び前記圧電層に形成された複数の圧電型アクチュエータを有する基板接合構造の製造方法において、
前記基板の表面から突出した金属コアが前記金属コアよりも融点の低いはんだ膜によって被覆された前記第1端子を前記基板の表面に形成する第1端子形成工程と、
導電性の前記第2端子をそれぞれ持つ複数の個別電極を、前記アクチュエータのそれぞれに対応するよう、前記アクチュエータユニットの表面を構成する前記圧電層の表面に形成する第2端子形成工程と、
前記第1端子及び前記第2端子の少なくともいずれか一方に熱硬化性接着剤を塗布する接着剤塗布工程と、
前記接着剤塗布工程後に、前記基板と前記圧電層とを加圧しつつ前記熱硬化性接着剤の硬化温度以上且つ前記はんだ膜の融点及び前記金属コアの融点未満の温度に加熱することによって、前記基板の表面と前記圧電層の表面との間における前記アクチュエータに対向する部分の少なくとも一部に間隙を形成しつつ前記熱硬化性接着剤を前記第1端子と前記第2端子とを取り囲んだ状態で硬化させることで、前記第1端子と前記第2端子とを電気的に接合する接合工程とを備えており、
前記第1端子形成工程において、前記基板の厚み方向に関する前記基板の表面からの前記金属コアの高さと、前記はんだ膜の膜厚との比を、1:1〜2:1の範囲とすることを特徴とする基板接合構造の製造方法。 - 前記接合工程において、前記熱硬化性接着剤が前記第1端子と前記第2端子との間から前記第1端子と前記第2端子とを取り囲む位置へと移動した後に硬化するように、加熱及び加圧を行うことを特徴とする請求項1又は2に記載の基板接合構造の製造方法。
- 前記接合工程において、前記熱硬化性接着剤を、前記基板の厚み方向から見て前記第1端子及び第2端子の輪郭に沿った環状に硬化させることを特徴とする請求項1〜3のいずれか1項に記載の基板接合構造の製造方法。
- 前記接合工程において、前記熱硬化性接着剤を、前記第1端子と前記第2端子とを取り囲みつつ前記基板の厚み方向に亘って前記基板の表面と前記圧電層の表面とを接続した状態で、硬化させることを特徴とする請求項1〜4のいずれか1項に記載の基板接合構造の製造方法。
- 前記基板が、可撓性を有していることを特徴とする請求項1〜5のいずれか1項に記載の基板接合構造の製造方法。
- 前記第1端子形成工程において、前記基板の厚み方向に関する前記表面からの前記金属コアの高さと、前記はんだ膜の膜厚との比を、1:1〜1.8:1の範囲とすることを特徴とする請求項1〜6のいずれか1項に記載の基板接合構造の製造方法。
- 前記第1端子形成工程において、前記はんだ膜の膜厚を13.3μm〜20μmとすることを特徴とする請求項1〜7のいずれか1項に記載の基板接合構造の製造方法。
- 前記はんだ膜が鉛フリーはんだからなることを特徴とする請求項1〜8のいずれか1項に記載の基板接合構造の製造方法。
- 前記金属コアがニッケルからなることを特徴とする請求項1〜9のいずれか1項に記載の基板接合構造の製造方法。
- 前記アクチュエータユニットが、互いに厚み方向に積層された複数の圧電層と、前記複数の圧電層のうち前記アクチュエータユニットの表面を構成する圧電層である最外層上に形成された前記複数の個別電極とを有し、
前記最外層が、前記個別電極に対向する部分に、前記厚み方向の電界の印加により前記厚み方向と直交する方向に伸縮する活性部を有する活性層であり、
前記複数の圧電層のうち前記最外層以外の圧電層が、前記活性部を含まない非活性層であり、
前記複数の圧電層における前記個別電極に対向する部分に、前記活性部を含む前記アクチュエータが形成されており、
前記個別電極が、前記アクチュエータの主領域を構成する主電極領域と、前記主電極領域から引き出された補助電極領域とを有し、
前記第2端子形成工程において、前記第2端子を、前記補助電極領域における前記主電極領域からの引き出し方向先端に形成することを特徴とする請求項1〜10のいずれか1項に記載の基板接合構造の製造方法。 - 前記接着剤塗布工程が、
層形成部材の平坦面上に、前記第1端子及び前記第2端子の一方の前記表面からの高さよりも小さい厚みを有する前記熱硬化性接着剤の層を形成する接着剤層形成工程と、
前記接着剤層形成工程の後に、前記一方の端子を前記層内に挿入し、前記一方の端子の先端を前記平坦面に当接させた後、前記層から離隔させる挿抜工程と
を含むことを特徴とする請求項1〜11のいずれか1項に記載の基板接合構造の製造方法。 - インクを吐出するノズルを先端に有するインク流路が形成された流路ユニット、及び、基板の表面に形成された複数の第1端子とアクチュエータユニットの表面に形成された複数の第2端子とが電気的に接合された基板接合構造を含み、前記アクチュエータユニットが1以上の圧電層及び前記圧電層に形成され且つ前記流路ユニットの前記インク流路に含まれる複数の圧力室に対応して設けられた複数の圧電型アクチュエータを有する、インクジェットヘッドの製造方法において、
前記基板の表面から突出した金属コアが前記金属コアよりも融点の低いはんだ膜によって被覆された前記第1端子を前記基板の表面に形成する第1端子形成工程と、
導電性の前記第2端子をそれぞれ持つ複数の個別電極を、前記アクチュエータのそれぞれに対応するよう、前記アクチュエータユニットの表面を構成する前記圧電層の表面に形成する第2端子形成工程と、
前記第1端子及び前記第2端子の少なくともいずれか一方に熱硬化性接着剤を塗布する接着剤塗布工程と、
前記接着剤塗布工程後に、前記基板と前記圧電層とを加圧しつつ前記熱硬化性接着剤の硬化温度及び前記はんだ膜の融点以上且つ前記金属コアの融点未満の温度に加熱することによって、前記基板の表面と前記圧電層の表面との間における少なくとも前記圧力室に対向する部分に間隙を形成しつつ前記熱硬化性接着剤を前記第1端子と前記第2端子とを取り囲んだ状態で硬化させることで、前記第1端子と前記第2端子とを電気的に接合する接合工程とを備えており、
前記第1端子形成工程において、前記基板の厚み方向に関する前記基板の表面からの前記金属コアの高さと、前記はんだ膜の膜厚との比を、1:1〜2:1の範囲とすることを特徴とするインクジェットヘッドの製造方法。 - インクを吐出するノズルを先端に有するインク流路が形成された流路ユニット、及び、基板の表面に形成された複数の第1端子とアクチュエータユニットの表面に形成された複数の第2端子とが電気的に接合された基板接合構造を含み、前記アクチュエータユニットが1以上の圧電層及び前記圧電層に形成され且つ前記流路ユニットの前記インク流路に含まれる複数の圧力室に対応して設けられた複数の圧電型アクチュエータを有する、インクジェットヘッドの製造方法において、
前記基板の表面から突出した金属コアが前記金属コアよりも融点の低いはんだ膜によって被覆された前記第1端子を前記基板の表面に形成する第1端子形成工程と、
導電性の前記第2端子をそれぞれ持つ複数の個別電極を、前記アクチュエータのそれぞれに対応するよう、前記アクチュエータユニットの表面を構成する前記圧電層の表面に形成する第2端子形成工程と、
前記第1端子及び前記第2端子の少なくともいずれか一方に熱硬化性接着剤を塗布する接着剤塗布工程と、
前記接着剤塗布工程後に、前記基板と前記圧電層とを加圧しつつ前記熱硬化性接着剤の硬化温度以上且つ前記はんだ膜の融点及び前記金属コアの融点未満の温度に加熱することによって、前記基板の表面と前記圧電層の表面との間における少なくとも前記圧力室に対向する部分に間隙を形成しつつ前記熱硬化性接着剤を前記第1端子と前記第2端子とを取り囲んだ状態で硬化させることで、前記第1端子と前記第2端子とを電気的に接合する接合工程とを備えており、
前記第1端子形成工程において、前記基板の厚み方向に関する前記基板の表面からの前記金属コアの高さと、前記はんだ膜の膜厚との比を、1:1〜2:1の範囲とすることを特徴とするインクジェットヘッドの製造方法。 - 前記アクチュエータユニットが、互いに厚み方向に積層された複数の圧電層と、前記複数の圧電層のうち前記アクチュエータユニットの表面を構成する圧電層である最外層上に形成された前記複数の個別電極とを有し、前記流路ユニットの一表面に固定され、
前記最外層が、前記個別電極に対向する部分に、前記厚み方向の電界の印加により前記厚み方向と直交する方向に伸縮する活性部を有する活性層であり、
前記複数の圧電層のうち前記最外層以外の圧電層が、前記活性部を含まない非活性層であり、
前記複数の圧電層における前記個別電極に対向する部分に、前記活性部を含む前記アクチュエータが形成されており、
前記個別電極が、前記アクチュエータの主領域を構成する主電極領域と、前記主電極領域から引き出された補助電極領域とを有し、
前記第2端子形成工程において、前記第2端子を、前記補助電極領域における前記主電極領域からの引き出し方向先端に形成することを特徴とする請求項13又は14に記載のインクジェットヘッドの製造方法。 - 前記接着剤塗布工程が、
層形成部材の平坦面上に、前記第1端子及び前記第2端子の一方の前記表面からの高さよりも小さい厚みを有する前記熱硬化性接着剤の層を形成する接着剤層形成工程と、
前記接着剤層形成工程の後に、前記一方の端子を前記層内に挿入し、前記一方の端子の先端を前記平坦面に当接させた後、前記層から離隔させる挿抜工程と
を含むことを特徴とする請求項13〜15のいずれか1項に記載のインクジェットヘッドの製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005099566A JP4501752B2 (ja) | 2005-03-30 | 2005-03-30 | 基板接合構造の製造方法及びインクジェットヘッドの製造方法 |
| DE602006020367T DE602006020367D1 (de) | 2005-03-30 | 2006-03-24 | Verfahren zur Herstellung von gebundenen Substraten und dazugehöriges Substrat |
| EP08022399A EP2039517B1 (en) | 2005-03-30 | 2006-03-24 | Method for manufacturing bonded substrates and substrate for use in the bonded substrates |
| AT06006116T ATE500063T1 (de) | 2005-03-30 | 2006-03-24 | Verfahren zur herstellung von gebundenen substraten und dazugehöriges substrat |
| EP06006116A EP1707371B1 (en) | 2005-03-30 | 2006-03-24 | Method for manufacturing bonded substrates and substrate for use in the bonded substrates |
| US11/390,479 US7560308B2 (en) | 2005-03-30 | 2006-03-28 | Method for manufacturing bonded substrates and substrates for use in the bonded substrates |
| CN2006100714986A CN1842252B (zh) | 2005-03-30 | 2006-03-29 | 制造结合基板的方法和用于结合基板的基板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005099566A JP4501752B2 (ja) | 2005-03-30 | 2005-03-30 | 基板接合構造の製造方法及びインクジェットヘッドの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006278964A JP2006278964A (ja) | 2006-10-12 |
| JP4501752B2 true JP4501752B2 (ja) | 2010-07-14 |
Family
ID=36579488
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005099566A Expired - Fee Related JP4501752B2 (ja) | 2005-03-30 | 2005-03-30 | 基板接合構造の製造方法及びインクジェットヘッドの製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7560308B2 (ja) |
| EP (2) | EP2039517B1 (ja) |
| JP (1) | JP4501752B2 (ja) |
| CN (1) | CN1842252B (ja) |
| AT (1) | ATE500063T1 (ja) |
| DE (1) | DE602006020367D1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4613708B2 (ja) * | 2005-06-23 | 2011-01-19 | ブラザー工業株式会社 | 回路基板及びインクジェットヘッド |
| JP4934325B2 (ja) * | 2006-02-17 | 2012-05-16 | 株式会社フジクラ | プリント配線板の接続構造及びプリント配線板の接続方法 |
| JP5076520B2 (ja) * | 2007-01-31 | 2012-11-21 | ブラザー工業株式会社 | 記録装置の配線接続方法 |
| JP2008307710A (ja) * | 2007-06-12 | 2008-12-25 | Canon Inc | インクジェット記録ヘッド、インクジェット記録ヘッドの製造方法およびインクジェット記録ヘッドの実装ツール |
| JP4911189B2 (ja) | 2009-03-30 | 2012-04-04 | ブラザー工業株式会社 | 液体吐出装置およびその製造方法 |
| JP5310516B2 (ja) | 2009-12-08 | 2013-10-09 | ブラザー工業株式会社 | 記録ヘッド及びその製造方法 |
| US8585187B2 (en) * | 2011-04-29 | 2013-11-19 | Xerox Corporation | High density electrical interconnect for printing devices using flex circuits and dielectric underfill |
| US8742578B2 (en) | 2012-07-19 | 2014-06-03 | International Business Machines Corporation | Solder volume compensation with C4 process |
| US8759210B2 (en) | 2012-07-19 | 2014-06-24 | International Business Machines Corporation | Control of silver in C4 metallurgy with plating process |
| KR102335720B1 (ko) * | 2017-03-27 | 2021-12-07 | 삼성전자주식회사 | 표면 실장용 금속 유닛 및 이를 포함하는 전자 장치 |
| KR102393219B1 (ko) * | 2017-07-03 | 2022-05-02 | 삼성전기주식회사 | 다층 인쇄회로기판 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09272202A (ja) * | 1996-04-05 | 1997-10-21 | Seiko Epson Corp | インクジェット式記録ヘッド |
| JP2002026244A (ja) * | 2000-07-12 | 2002-01-25 | Matsushita Electric Ind Co Ltd | 多層モジュールおよびその製造方法 |
| JP2003069103A (ja) * | 2001-08-22 | 2003-03-07 | Fuji Xerox Co Ltd | 格子状配列構造の圧電/電歪アクチュエータ及びその製造方法 |
| JP2004221567A (ja) * | 2002-12-26 | 2004-08-05 | Sumitomo Bakelite Co Ltd | 半田接合部および多層配線板 |
| JP2005039136A (ja) * | 2003-07-18 | 2005-02-10 | Sumitomo Bakelite Co Ltd | 回路基板および回路基板の接続方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3515442B2 (ja) | 1998-12-10 | 2004-04-05 | サンコール株式会社 | 磁気ヘッドサスペンション |
| JP2000228006A (ja) * | 1999-02-05 | 2000-08-15 | Alps Electric Co Ltd | ボンディングパットおよびバンプを用いた接合体、および磁気ヘッド装置 |
| US7562428B2 (en) | 2002-09-24 | 2009-07-21 | Brother Kogyo Kabushiki Kaisha | Manufacturing an ink jet head |
-
2005
- 2005-03-30 JP JP2005099566A patent/JP4501752B2/ja not_active Expired - Fee Related
-
2006
- 2006-03-24 DE DE602006020367T patent/DE602006020367D1/de active Active
- 2006-03-24 EP EP08022399A patent/EP2039517B1/en active Active
- 2006-03-24 EP EP06006116A patent/EP1707371B1/en active Active
- 2006-03-24 AT AT06006116T patent/ATE500063T1/de not_active IP Right Cessation
- 2006-03-28 US US11/390,479 patent/US7560308B2/en active Active
- 2006-03-29 CN CN2006100714986A patent/CN1842252B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09272202A (ja) * | 1996-04-05 | 1997-10-21 | Seiko Epson Corp | インクジェット式記録ヘッド |
| JP2002026244A (ja) * | 2000-07-12 | 2002-01-25 | Matsushita Electric Ind Co Ltd | 多層モジュールおよびその製造方法 |
| JP2003069103A (ja) * | 2001-08-22 | 2003-03-07 | Fuji Xerox Co Ltd | 格子状配列構造の圧電/電歪アクチュエータ及びその製造方法 |
| JP2004221567A (ja) * | 2002-12-26 | 2004-08-05 | Sumitomo Bakelite Co Ltd | 半田接合部および多層配線板 |
| JP2005039136A (ja) * | 2003-07-18 | 2005-02-10 | Sumitomo Bakelite Co Ltd | 回路基板および回路基板の接続方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1842252B (zh) | 2012-04-04 |
| CN1842252A (zh) | 2006-10-04 |
| EP2039517A1 (en) | 2009-03-25 |
| US7560308B2 (en) | 2009-07-14 |
| EP1707371A1 (en) | 2006-10-04 |
| EP2039517B1 (en) | 2012-08-01 |
| EP1707371B1 (en) | 2011-03-02 |
| JP2006278964A (ja) | 2006-10-12 |
| US20060226200A1 (en) | 2006-10-12 |
| ATE500063T1 (de) | 2011-03-15 |
| DE602006020367D1 (de) | 2011-04-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4501752B2 (ja) | 基板接合構造の製造方法及びインクジェットヘッドの製造方法 | |
| EP1632354B1 (en) | Inkjet head and manufacturing method of the same | |
| US9545015B2 (en) | Method for connecting two objects electrically | |
| JP2007268849A (ja) | インクジェットヘッド及びその製造方法 | |
| JP4618368B2 (ja) | 記録ヘッドの製造方法及び記録ヘッド | |
| JP4281608B2 (ja) | 記録ヘッドの製造方法及び記録ヘッド | |
| EP1640164B1 (en) | Liquid-jetting apparatus and method for producing the same | |
| JP4337762B2 (ja) | 接着剤塗布方法及び基板接合構造の製造方法 | |
| JP2006116953A (ja) | 液体噴射装置及びその製造方法 | |
| JP2004304025A (ja) | 圧電アクチュエータ、インクジェット記録ヘッドおよびこれらの製造方法 | |
| JP2006205670A (ja) | インクジェットヘッド | |
| JP5003306B2 (ja) | 吐出ヘッドおよび吐出ヘッドの製造方法 | |
| JP2009094120A (ja) | 圧電アクチュエータ、これを用いた液滴吐出ヘッド、及び圧電アクチュエータの製造方法 | |
| US7166529B2 (en) | Method of connecting wiring member | |
| JP2010076357A (ja) | 液体噴射ヘッド及びその製造方法並びに液体噴射装置 | |
| JP4985623B2 (ja) | 配線部材の接続方法、配線部材の製造方法、及び、配線部材 | |
| JP4627655B2 (ja) | インクジェットヘッド及びその製造方法 | |
| JP2006095915A (ja) | インクジェットヘッド、中継基板、複合基板、インクジェットヘッドの製造方法及び複合基板の製造方法 | |
| JP5217855B2 (ja) | 圧電アクチュエータユニットの製造方法、液体移送装置の製造方法、圧電アクチュエータユニット及び液体移送装置 | |
| JP2001063036A (ja) | インクジェットヘッド |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090828 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090901 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091028 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100330 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100412 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4501752 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130430 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130430 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140430 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |