JP4474443B2 - 形状測定装置および方法 - Google Patents
形状測定装置および方法 Download PDFInfo
- Publication number
- JP4474443B2 JP4474443B2 JP2007185623A JP2007185623A JP4474443B2 JP 4474443 B2 JP4474443 B2 JP 4474443B2 JP 2007185623 A JP2007185623 A JP 2007185623A JP 2007185623 A JP2007185623 A JP 2007185623A JP 4474443 B2 JP4474443 B2 JP 4474443B2
- Authority
- JP
- Japan
- Prior art keywords
- probe
- contact
- measured
- contact force
- measuring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/004—Measuring arrangements characterised by the use of mechanical techniques for measuring coordinates of points
- G01B5/008—Measuring arrangements characterised by the use of mechanical techniques for measuring coordinates of points using coordinate measuring machines
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/002—Measuring arrangements characterised by the use of optical techniques for measuring two or more coordinates
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B3/00—Measuring instruments characterised by the use of mechanical techniques
- G01B3/002—Details
- G01B3/008—Arrangements for controlling the measuring force
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
Description
前述の従来例1、2、3では、接触式プローブを鉛直方向に制御しながら被測定面上を走査させる方法である。つまり、接触式プローブが受ける接触力によるフィードバック制御は鉛直方向だけであった。しかしながら傾斜面における接触式プローブを走査する方向には、必ず鉛直方向成分が含まれるため、走査速度は接触式プローブの追従制御の制御偏差によって必ず影響をうける。この影響は、傾斜角度が急峻になればなるほど顕著となり、接触式プローブの走査速度を安定させることが困難となる。傾斜角度θが90度の鉛直面の場合、接触力を一定にしようとする制御系の制御偏差により、走査速度が変化する。その結果、測定精度の低下やプローブの走査速度を上げられないといった問題が生じる。すなわち急傾斜面ではプローブの走査が困難となる。
前述の特許文献3で用いられている図10(b)を用いて説明する。図10(b)には、接触式プローブで傾斜角度θの被測定物に接触している図が示されている。ここで、鉛直方向の接触力をNz、水平方向の接触力をNx、被測定物表面法線方向の接触力をNnとしている。従来例1では、図10(b)における鉛直方向の接触力Nzが一定になるように、接触式プローブを鉛直方向に制御している。また、従来例3では被測定物表面法線方向の接触力Nnが一定になるように、接触式プローブを鉛直方向に制御している。
三次元方向に移動可能なプローブ支持手段と、
前記プローブ支持手段に対して弾性支持された接触式プローブと、
接触式プローブの位置および姿勢を計測する計測手段と、
計測した接触式プローブの位置または姿勢から前記被測定物に対して接触式プローブが受ける接触力を演算する演算手段と
を有し、
前記被測定物の形状を測定する際に、演算された前記接触力の方向に沿って前記プローブ支持手段を移動させて前記接触式プローブの位置または姿勢を変化させることで、前記接触力の大きさを目標値に近づけることを特徴とする形状測定装置である。
また本発明にかかる形状測定方法は、三次元方向に移動可能なプローブ支持手段に弾性支持された接触式プローブを被測定物に接触させつつ前記被測定物の表面を走査させるとともに前記接触式プローブの位置を計測することで前記被測定物の形状を測定する形状測定方法において、
前記接触式プローブの位置および姿勢を測定して、計測した接触式プローブの位置または姿勢に基づいて接触力を演算する工程と、
前記被測定物の表面形状を測定する際に、演算された前記接触力の方向に沿って前記プローブ支持手段を移動させて前記接触式プローブの位置または姿勢を変化させることで、前記接触力の大きさを目標値に近づける工程と、
を有することを特徴とする形状測定方法である。
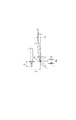
図1は本発明の実施例1の形状測定装置の模式図である。形状測定装置を設置する床1の上に除振台2a、2bを設け、その上に計測ベース3を設ける。この構造により、床面の微小振動は減衰し、計測ベース3までは伝わらない。なお、ベースは被測定物と位置の基準である参照ミラーとを固定する部材である。本測定装置ではこの3つの参照ミラーに対して被測定物表面上の点の位置を測定するものである。
L1 干渉計X1とX2との間隔(不図示の干渉計Y1とY2との間隔)
L2 干渉計X2とXp1との間隔(不図示の干渉計Y2とYp1との間隔)
L3 干渉計Xp1とXp2との間隔(不図示の干渉計Yp1とYp2との間隔)
L4 干渉計Xp2とプローブ先端球21の中心位置との間隔(不図示の干渉計Yp2とプローブ先端球21の中心位置との間隔)
次に制御系について説明する。図1において、中カッコ{ }は1次元の配列データを表す。例えば3次元的な位置ベクトルや方向ベクトルもこの記号を用いて表す。また、配列データの要素を表す時にはサフィックスに番号をつける。例えば{P}の要素はP1、P2などと表す。
P1=Xp1+(Xp2−Xp1)*(L3+L4)/L3 (式1)
P2=Yp1+(Yp2−Yp1)*(L3+L4)/L3 (式2)
P3=−Zp (式3)
また、姿勢を表す3つの回転角については(式4)〜(式6)で計算できる。
P4=(Yp2−Yp1)/L3 (式4)
P5=−(Xp2−Xp1)/L3 (式5)
P6=0 (式6)
符号については、干渉計の取り付け向き、座標系の取り方によって決まる。P6はZ軸まわりの回転角度だが、この実施形態では測定していないので、ゼロとする。
Kz プローブのZ方向剛性
Kx プローブのX方向剛性
Kr プローブの回転方向剛性
δz プローブ先端球のZ方向変位
δx プローブ先端球のX方向変位
θ プローブの角度変位
W 被測定物の表面
{Fn} 接触力ベクトル
{e} 接触力ベクトルの方向の単位ベクトル.つまり{e}={Fn}/|{Fn}|
F0 目標接触力
{F1} 接触力偏差ベクトル
{D} 接触力に関するXYZ方向の制御量
{S} 走査に関するXYZ方向の制御量
{F1}={Fn}*(|{Fn}|−F0)/|{Fn}|=(|{Fn}|−F0){e} (式7)
Q1=X1+(X2−X1)*(L1+L2+L3+L4)/L1 (式8)
Q2=Y1+(Y2−Y1)*(L1+L2+L3+L4)/L1 (式9)
Q3=−Z1 (式10)
また、姿勢を表す3つの回転角については次の式で計算できる。
Q4=(Y2−Y1)/L3 (式11)
Q5=−(X2−X1)/L3 (式12)
Q6=0 (式13)
なお符号については、干渉計の取り付け向き、座標系の取り方によって決まる。Q6はZ軸まわりの回転角度だが、この実施形態では測定していないので、ゼロとした。
R1=P1+Q1 (式14)
R2=P2+Q2 (式15)
R3=P3+Q3 (式16)
次に、X軸とY軸を最初の測定位置に移動させる。次に、コントローラ32はスイッチ回路34を位置制御、すなわちゼロを出力する状態にセットし、XY軸に目標位置{S}を出力する。この目標位置{S}はあとで走査の目標位置としても使用する。移動中に被測定物とプローブの衝突を防止するためZ軸は動かさず、XY軸のみ動かす(ステップ101)。
最後に前記、第1、第2の測定手段の信号から被測定面の形状を測定する。
1)急傾斜面でもプローブの接触力のフィードバック制御が可能
被測定面は鉛直面であっても、接触力ベクトルの方向に制御をかけるので対応できる。
2)急傾斜面でもプローブの走査が可能
接触力ベクトルに直交する方向に走査ため、接触力のフィードバック制御に影響しない。
本発明を実施できる第2の最良の形態を、図5を用いて説明する。第1の発明とは、微動テーブルの部分が異なるので、その異なる部分だけを説明する。微動テーブル16は、Z軸スライド14に、XYZ方向に移動可能に設けられている。プローブのプローブ保持手段17は微動テーブル16に固定して設けられている。
本発明の実施例3を、図6を用いて説明する。実施例3第2の形態に対し、プローブのZ方向の測定手段の構成が異なっており、この異なる部分だけを説明する。
R1=P1+Q1 (式17)
R2=P2 +Q2 (式18)
R3=P3 (式19)
課題を解決するための手段の項目で述べたとおり、一般的に測定値にはランダムに変動する誤差がある。第1の測定手段で、参照面に対するプローブ保持手段の位置姿勢を測定し、第2の測定手段で、プローブ保持手段に対するプローブの位置姿勢を測定する。この2つの測定値からプローブの位置姿勢を演算すると、その計算値には第1と第2とで、2つのランダムな誤差が混入する。これに対し、本実施形態では、参照面に対するプローブの位置を直接測定するので、ランダムに変動する誤差は1つしか入らない。これにより、より高精度な測定装置を実現できる。
2 除振台
3 計測ベース
4 被測定物
5 X基準ミラー
7 Z基準ミラー
8 除振台
9 走査軸ベース
10 X軸スライド
11 X軸モータ
12 Y軸スライド
13 Y軸モータ
14 Z軸スライド
15 Z軸モータ
16 微動テーブル
17 プローブ保持手段
18 板ばね
19 プローブシャフト
20 3面ミラー
21 先端球
22 プローブ用小型ミラー
23 Z距離測定用小型ミラー
24 X距離測定用小型ミラー
25 プローブ位置姿勢計算手段
26 接触力計算手段
27 接触力偏差計算手段
28 接触力に関する制御量計算手段
29 微動ステージ用ドライバ
30 プローブ保持手段位置姿勢計算手段
31 プローブ先端球位置計算手段
32 コントローラ
33 加算回路
34 スイッチ回路
35 XYZ軸ドライバ
Claims (6)
- 接触式プローブを被測定物に接触させつつ前記被測定物の表面を走査させるとともに接触式プローブの位置を計測することで前記被測定物の形状を測定する形状測定装置において、
三次元方向に移動可能なプローブ支持手段と、
前記プローブ支持手段に対して弾性支持された接触式プローブと、
接触式プローブの位置および姿勢を計測する計測手段と、
計測した接触式プローブの位置または姿勢から前記被測定物に対して接触式プローブが受ける接触力を演算する演算手段と
を有し、
前記被測定物の形状を測定する際に、演算された前記接触力の方向に沿って前記プローブ支持手段を移動させて前記接触式プローブの位置または姿勢を変化させることで、前記接触力の大きさを目標値に近づけることを特徴とする形状測定装置。 - 前記プローブ支持手段は、三次元方向に移動可能なスライドと前記スライドに対して更に三次元方向に移動可能に前記スライドに保持されたテーブルとを有し、
前記テーブルを移動させることで前記接触式プローブの位置を移動させて前接触力の大きさを目標値に近づけることを特徴とする請求項1記載の形状測定装置。 - 前記被測定物の形状を測定する際に、前記接触式プローブを前記接触力と直交する方向に移動させることで前記被測定物の表面を走査させることを特徴とする請求項1または2に記載の形状測定装置。
- 三次元方向に移動可能なプローブ支持手段に弾性支持された接触式プローブを被測定物に接触させつつ前記被測定物の表面を走査させるとともに前記接触式プローブの位置を計測することで前記被測定物の形状を測定する形状測定方法において、
前記接触式プローブの位置および姿勢を測定して、計測した接触式プローブの位置または姿勢に基づいて接触力を演算する工程と、
前記被測定物の表面形状を測定する際に、演算された前記接触力の方向に沿って前記プローブ支持手段を移動させて前記接触式プローブの位置または姿勢を変化させることで、前記接触力の大きさを目標値に近づける工程と、
を有することを特徴とする形状測定方法。 - 前記接触力は、計測された前記接触式プローブの位置および姿勢と、あらかじめ求めておいた前記接触式プローブの剛性とから演算されることを特徴とする請求項4記載の形状測定方法。
- 前記被測定物の表面形状を測定する際に、
前記接触式プローブを前記接触力と直交する方向に移動させることで前記被測定物の表面を走査させることを特徴とする請求項4または5記載の形状測定方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007185623A JP4474443B2 (ja) | 2007-07-17 | 2007-07-17 | 形状測定装置および方法 |
| EP08158931A EP2017570A1 (en) | 2007-07-17 | 2008-06-25 | Shape measuring device and method with regulated scanning force based on monitoring the position of a resiliently mounted probe with several interferometers. |
| US12/171,453 US7734445B2 (en) | 2007-07-17 | 2008-07-11 | Shape measuring device and method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007185623A JP4474443B2 (ja) | 2007-07-17 | 2007-07-17 | 形状測定装置および方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009025024A JP2009025024A (ja) | 2009-02-05 |
| JP2009025024A5 JP2009025024A5 (ja) | 2009-11-26 |
| JP4474443B2 true JP4474443B2 (ja) | 2010-06-02 |
Family
ID=39730700
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007185623A Active JP4474443B2 (ja) | 2007-07-17 | 2007-07-17 | 形状測定装置および方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US7734445B2 (ja) |
| EP (1) | EP2017570A1 (ja) |
| JP (1) | JP4474443B2 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2037211B1 (en) * | 2007-06-29 | 2017-05-10 | Tokyo Seimitsu Co., Ltd. | Surface shape measuring device, and surface shape measuring method |
| JP4611403B2 (ja) * | 2008-06-03 | 2011-01-12 | パナソニック株式会社 | 形状測定装置及び形状測定方法 |
| EP3620762A1 (en) * | 2009-06-30 | 2020-03-11 | Hexagon Technology Center GmbH | Coordinate measurement machine with vibration detection |
| US8650939B2 (en) * | 2009-10-13 | 2014-02-18 | Mitutoyo Corporation | Surface texture measuring machine and a surface texture measuring method |
| JP2011224742A (ja) * | 2010-04-21 | 2011-11-10 | Canon Inc | ロボットセル |
| JP5679793B2 (ja) * | 2010-12-15 | 2015-03-04 | キヤノン株式会社 | 形状測定装置及び方法 |
| JP5754971B2 (ja) * | 2011-02-14 | 2015-07-29 | キヤノン株式会社 | 形状測定装置及び形状測定方法 |
| JP2012237686A (ja) * | 2011-05-12 | 2012-12-06 | Canon Inc | 測定装置 |
| JP5984406B2 (ja) * | 2012-02-01 | 2016-09-06 | キヤノン株式会社 | 測定装置 |
| JP6570393B2 (ja) * | 2015-09-25 | 2019-09-04 | 株式会社ミツトヨ | 形状測定装置の制御方法 |
| JP6611582B2 (ja) * | 2015-12-11 | 2019-11-27 | キヤノン株式会社 | 計測装置、および計測方法 |
| JP6722502B2 (ja) * | 2016-04-27 | 2020-07-15 | 株式会社キーエンス | 三次元座標測定器 |
| DE102017100992A1 (de) | 2017-01-19 | 2018-07-19 | Carl Mahr Holding Gmbh | Messvorrichtung und Verfahren zum Betreiben einer Messvorrichtung |
| DE102017100991B3 (de) * | 2017-01-19 | 2017-11-30 | Carl Mahr Holding Gmbh | Messvorrichtung und Verfahren zur Erfassung wenigstens einer Längenmessgröße |
| EP3537102B1 (de) * | 2018-03-05 | 2020-05-13 | Carl Zeiss Industrielle Messtechnik GmbH | Verfahren und anordnung zum erhöhen des durchsatzes bei einer ausreichenden messgenauigkeit bei der werkstückvermessung |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3266113A (en) * | 1963-10-07 | 1966-08-16 | Minnesota Mining & Mfg | Interreacting articles |
| EP0084144B1 (de) * | 1982-01-15 | 1988-09-21 | Firma Carl Zeiss | Dreidimensionale interferometrische Längenmesseinrichtung |
| DE3210711C2 (de) * | 1982-03-24 | 1986-11-13 | Dr.-Ing. Höfler Meßgerätebau GmbH, 7505 Ettlingen | Mehrkoordinatentaster mit einstellbarer Meßkraft zum Abtasten von mehrdimensionalen, stillstehenden Gegenständen |
| JPS63117612A (ja) | 1986-11-04 | 1988-05-21 | 東海ゴム工業株式会社 | 管路止水装置 |
| JP3063290B2 (ja) | 1991-09-04 | 2000-07-12 | キヤノン株式会社 | 触針プローブ |
| JP3000819B2 (ja) * | 1993-03-15 | 2000-01-17 | 松下電器産業株式会社 | 三次元測定用プローブ及び形状測定方法 |
| JP3302139B2 (ja) * | 1993-10-27 | 2002-07-15 | キヤノン株式会社 | 移動体の直進精度測定装置 |
| DE19527268B4 (de) * | 1994-08-22 | 2007-05-31 | Carl Zeiss Industrielle Messtechnik Gmbh | Mehrkoordinatenmeßgerät mit interferometrischer Meßwerterfassung |
| JP3075981B2 (ja) * | 1996-04-05 | 2000-08-14 | 松下電器産業株式会社 | 形状測定装置 |
| JP3272952B2 (ja) | 1996-07-02 | 2002-04-08 | キヤノン株式会社 | 3次元形状測定装置 |
| DE59711571D1 (de) * | 1996-12-21 | 2004-06-03 | Zeiss Carl | Verfahren zur Steuerung von Koordinatenmessgeräten und Koordinatenmessgerät |
| EP1468468A2 (de) | 2002-01-24 | 2004-10-20 | Huber + Suhner Ag | Phasenschieberanordnung sowie antennenfeld mit einer solchen phasenschieberanordnung |
| JP2005037197A (ja) | 2003-07-18 | 2005-02-10 | Ricoh Co Ltd | 接触式表面形状測定装置及び測定方法 |
| DE102005021645B4 (de) * | 2004-09-09 | 2016-09-01 | Werth Messtechnik Gmbh | Verfahren zum opto-taktilen Messen eines Objektes |
-
2007
- 2007-07-17 JP JP2007185623A patent/JP4474443B2/ja active Active
-
2008
- 2008-06-25 EP EP08158931A patent/EP2017570A1/en not_active Withdrawn
- 2008-07-11 US US12/171,453 patent/US7734445B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009025024A (ja) | 2009-02-05 |
| US20090024355A1 (en) | 2009-01-22 |
| US7734445B2 (en) | 2010-06-08 |
| EP2017570A1 (en) | 2009-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4474443B2 (ja) | 形状測定装置および方法 | |
| JP5754971B2 (ja) | 形状測定装置及び形状測定方法 | |
| EP2131141B1 (en) | Shape measuring apparatus and shape measuring method | |
| US9091522B2 (en) | Shape measuring machine and method of correcting shape measurement error | |
| JP5834171B2 (ja) | 形状測定装置 | |
| CN103852048A (zh) | 形状测定方法及形状测定装置 | |
| TWI501058B (zh) | 用以改善站台移動時間之方法、系統及設備 | |
| Gorges et al. | Integrated planar 6-DOF nanopositioning system | |
| US20200176217A1 (en) | Stage apparatus and charged particle beam apparatus | |
| JP3032334B2 (ja) | 表面形状測定の方法および装置 | |
| JP2001317933A (ja) | 形状測定装置 | |
| JP5464932B2 (ja) | 形状測定方法及び形状測定装置 | |
| CN103512493A (zh) | 位置测量装置 | |
| JP6198393B2 (ja) | 接触式三次元形状測定装置及びプローブ制御方法 | |
| Hausotte et al. | Application of a positioning and measuring machine for metrological long-range scanning force microscopy | |
| JP4490793B2 (ja) | 三次元測定方法 | |
| JP2000193449A (ja) | プローブ装置及び形状測定装置 | |
| Hausotte et al. | Surface and coordinate measurements with nanomeasuring machines | |
| JP2008216122A (ja) | 表面性状測定装置 | |
| JP2003097939A (ja) | 形状測定装置、形状測定方法、形状測定用コンピュータプログラムを記憶する記憶媒体及び形状測定用コンピュータプログラム、形状修正加工方法、形状転写用の型、成型品及び光学システム | |
| JP5645349B2 (ja) | 形状測定装置 | |
| JP6405195B2 (ja) | 測定値補正方法、測定値補正プログラム及び測定装置 | |
| JP3046635B2 (ja) | 超高精度三次元測定機 | |
| JP2012181021A (ja) | 接触式プローブおよび形状測定装置 | |
| Petersen et al. | Development problems of a nanometer coordinate measuring machine (NCMM) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091002 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091002 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20091008 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20091030 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091117 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100115 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100209 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100308 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130312 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4474443 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140312 Year of fee payment: 4 |