JP4444980B2 - 成形体の成形用金型およびこれを用いる成形体の製造方法 - Google Patents
成形体の成形用金型およびこれを用いる成形体の製造方法 Download PDFInfo
- Publication number
- JP4444980B2 JP4444980B2 JP2007096188A JP2007096188A JP4444980B2 JP 4444980 B2 JP4444980 B2 JP 4444980B2 JP 2007096188 A JP2007096188 A JP 2007096188A JP 2007096188 A JP2007096188 A JP 2007096188A JP 4444980 B2 JP4444980 B2 JP 4444980B2
- Authority
- JP
- Japan
- Prior art keywords
- thin
- heat insulating
- mold
- insulating layer
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Description
また本発明の別の目的は、金型の平行度に多少の狂いが生じていたとしても、成形プロセス中でこれを修正することのできる成形体の成形用金型およびこれを用いる成形体の製造方法を提供することである。
前記成形用金型は、金型本体と、薄型とを備え、
前記金型本体は、前記薄型を支持し、
前記薄型は、加熱手段を有するとともに前記溶融または軟化した樹脂を附形する成形面を有し、
前記一対の金型の少なくとも一方は、前記金型本体と薄型との間に断熱材からなる断熱層を有し、前記断熱層は、第一断熱部材からなる第一断熱層Aと、前記第一断熱部材よりも縦弾性率の低い第二断熱部材からなる第二断熱層Bとから構成され、
前記プレス時、前記第二断熱層Bが変形し、前記薄型が動いて前記成形用金型の平行度が修正される
ことを特徴とする成形体の成形用金型である。
請求項2に記載の発明は、前記断熱層は、前記薄型の裏面全域に接触するように配置されていることを特徴とする請求項1に記載の成形用金型である。
請求項3に記載の発明は、前記第二断熱層Bは、複数の薄い第二断熱部材を積層し、これにより前記複数の薄い第二断熱部材間に熱抵抗が生じるようにして形成されていることを特徴とする請求項1または2に記載の成形用金型である。
請求項4に記載の発明は、前記成形用金型は、上金型および下金型を有し、前記上金型および下金型のいずれか一方が、成形面として微細な凹凸部を有する薄型と前記薄型を支持する金型本体とを備え、他方が微細な凹凸部を有さない薄型と前記薄型を支持する金型本体とを備え、前記微細な凹凸部を有する薄型を備えた金型が、前記第一断熱層Aのみからなる断熱層を有し、前記微細な凹凸部を有さない薄型を備えた金型が、前記第一断熱層Aと第二断熱層Bとを有することを特徴とする請求項1に記載の成形用金型である。
請求項5に記載の発明は、前記第一断熱層Aは、熱伝導率が16W/(m・K)以下、縦弾性係数が1GPa以上、かつ厚みが1mm以上であり、前記第二断熱層Bは、熱伝導率が1W/(m・K)以下、縦弾性係数が0.001GPa以上、かつ厚みが40μm以上であることを特徴とする請求項1に記載の成形用金型である。
請求項6に記載の発明は、前記微細な凹凸部が、10nm〜1mmの幅または直径を有するとともに、10nm〜1mmの深さまたは高さを有する形状であることを特徴とする請求項4に記載の成形用金型である。
請求項7に記載の発明は、得られる成形体の厚さが50μm〜5mmの範囲であることを特徴とする請求項1〜6のいずれかに記載の成形用金型である。
請求項8に記載の発明は、前記薄型が、さらに冷却手段を備えてなることを特徴とする請求項1〜7のいずれかに記載の成形用金型である。
請求項9に記載の発明は、請求項1〜8のいずれかに記載の成形用金型を用い、溶融した樹脂を、成形面を有する薄型上に塗布する塗布工程を少なくとも有することを特徴とする成形体の製造方法である。
請求項10に記載の発明は、前記塗布工程が、吐出口を備えた塗布装置に熱可塑性樹脂を供給し、前記吐出口の先端部と前記薄型との距離によって最終製品の厚さが規制されるように、前記塗布装置を移動させながら、かつ前記加熱手段によって前記薄型を所望の温度に維持した状態で、最終製品にほぼ近い形状および厚さに、前記成形面を有する薄型上に前記熱可塑性樹脂を吐出する工程であることを特徴とする請求項9に記載の成形体の製造方法である。
また本発明によれば、金型の平行度に多少狂いが生じていたとしても、成形プロセス中でこれを修正することのできる成形体の成形用金型およびこれを用いる成形体の製造方法を提供することができる。
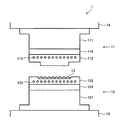
図1は、本発明の成形用金型の一実施形態の正面図である。図1に示すように本発明の成形用金型1は、上金型11および下金型12からなる一対の金型を備え、溶融した樹脂を金型内に装填した後、または、板状またはフィルム状の固体樹脂を金型内に装填して加熱によって軟化させた後、上金型11および下金型12間のプレスによって加圧して成形体を得るように構成されている。上金型11および下金型12は、金型本体111および121と、薄型112および122とを備えている。金型本体111および121は薄型112および122を支持している。上金型11はプレススライド(可動盤)14と連結し、下金型12はボルスター(固定盤)15に固定されている。薄型は、少なくとも加熱手段を有するとともに溶融または軟化樹脂を附形する成形面を有している。
上記の加熱・冷却手段を適宜組み合わせて用いるのが好ましい。
図3(a)において、第二断熱層Bは、第二断熱部材31〜35が積層されて構成されている。図3の上方が薄型側、下方が金型本体側とすると、第二断熱部材31内における温度分布は、太線300のようになる。図3の左方が低温側、右方が高温側とすると、第二断熱部材31の表面温度をT0とした場合、第二断熱部材31の表面から裏面にかけて太線300のように温度が低下している。この温度低下の度合いTAは、第二断熱部材31の材質および物性(熱伝導率)によって決定される。次に第二断熱部材31と第二断熱部材32と間では熱抵抗が生じるために、界面で温度差TBが生じる。これにより第二断熱部材32の表面温度は、第二断熱部材31の裏面の温度からTBを減じた温度となる。この現象が続く第二断熱部材33〜35でも生じることにより、結果として第二断熱層Bの断熱性能は温度T1となり、良好な断熱性能が得られる。また、断熱性能に劣る高い弾性率を有する(硬い)断熱部材であっても積層することにより、断熱層の表面と裏面との間に積層なしの場合よりも大きな温度差を生じさせることが可能となる。これに対し、図3(b)は第二断熱部材を積層しない形態の断熱性能を説明する図であり、この場合第二断熱層Bが第二断熱部材31のみから形成されているため、上記熱抵抗の現象が生じず、断熱層の厚さが図3(a)の場合と同じであっても、第二断熱部材31内における温度分布は、第二断熱部材31の材質の熱伝導率によって決まる。したがって該温度分布は太線301のようになり、結果として第二断熱層Bの断熱性能は温度T2となり、図3(a)の形態に比べて断熱性能が低下している。したがって、第二断熱層Bは、複数の薄い第二断熱部材を積層し、これにより複数の薄い第二断熱部材間に熱抵抗が生じるようにして形成されていることが有利であることが分かる。
例えば、枚数が少ない場合、シリコンゴムのように縦弾性率が低い材料を使用することで変形しやすくなり、容易に平行度の狂いが調整される。枚数が多い場合は、紙など縦弾性率が比較的大きいが薄い材料を使用すると、材料間の隙間の大小で平行度の狂いが調整される。
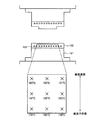
図4(a)における成形用金型は、図2の形態の成形用金型とほぼ同じ構成を有するが、上金型11における薄型112が何らかの原因で傾き、金型の平行度に多少の狂いが生じている。この場合、断熱層114および124が存在しないとプレスの際に薄型112の左側のみが下金型12における薄型122に強く押し当てられることになり(片あたりする状態)、微細な凹凸形状を溶融した樹脂に転写することができなくなる。しかし本発明のように断熱層114および124を設けた場合は、断熱層の柔らかさ、とくに第二断熱層Bの縦弾性率の低さから、プレスの際に第二断熱層Bが変形し、図4(b)の矢印41,42に示すように薄型112が動いて金型の平行度が修正され、結果として溶融樹脂および微細な凹凸形状間に均一な圧力がかかり、良好な転写が達成される。
また、上記では一対の金型を鉛直方向に動作する例を示したが、本発明はこれに制限されず、例えば一対の金型を水平方向に動作させてもよい。
図5は、本発明の成形体の製造方法における塗布工程を説明するための図である。成形用金型としては、前記の図2と同様の金型を用いているが、下金型12における断熱層124が、第一断熱層Aのみからなる点が異なっている。吐出口511を備えた塗布装置51に溶融した熱可塑性樹脂(以下溶融樹脂ということがある)を供給し、スタンパー13上に、溶融樹脂50を該吐出口511から吐出し、最終製品にほぼ近い形状および厚さに、スタンパー13の微細な凹凸部に溶融樹脂を充填する。図5の形態では、塗布装置51を矢印52方向に移動させながら溶融樹脂50の吐出を行っている。吐出口511の先端部と薄型122との距離によって最終製品の厚さが規制される。このとき、薄型112および122は、加熱手段113および123によって加熱される。これにより、スタンパー13に設けられた微細な凹凸部の形状が、溶融樹脂50に転写される。続いて、溶融樹脂を例えば10MPa以下の圧力でプレスし、成形体の形状を整え、図示しない冷却手段により溶融樹脂を冷却し固化させ、得られた製品を成形用金型から取り出す。
実施例1
図2に示す本発明の成形用金型を用い、加熱手段123を稼動させて薄型122のキャビティ面の表面温度を調べた。加熱手段123は、カートリッジヒータ(電熱ヒータ)であり、薄型のヒータ近傍に埋設された温度センサ(熱電対)で検出される薄型内部の温度が170℃になるように温度制御を行った。
金型本体121および薄型122は、ステンレス鋼(SUS304)からなり、薄型122のキャビティ面は正方形の形状をなし、そのサイズは一辺が110mmである。
断熱層124において、第一断熱層Aは、厚み5mmのフェノール樹脂製の板(1枚)であり、第二断熱層Bは厚み0.5mmの紙を5枚重ねて使用した。第一断熱層Aは、熱伝導率が0.38W/(m・K)、縦弾性係数が60GPaである。第二断熱層Bは、熱伝導率が0.1W/(m・K)、縦弾性係数が3GPaである。第一断熱層Aは、薄型の裏面全域に接触するように配置した。また第二断熱層Bは第二断熱層Aの裏面全域に接触するように配置した。上記の状態で加熱手段を稼動させ、薄型122のキャビティ面の表面温度を調べた。なお、スタンパー13は設置していない。結果を図7に示す。
図7の表面温度結果から、薄型122のキャビティ面の表面温度のばらつきは4℃であった。
実施例1において、第一断熱層Aおよび第二断熱層Bを設けなかったこと以外は実施例1を繰り返した。結果を図8に示す。
図8の表面温度結果から、薄型122のキャビティ面の表面温度のばらつきは7℃であった。
下記の装置を用いて成形体の製造を行った。
[塗布装置]
吐出口形状:縦30mm×横1mm。図9に示す形状。
押出・加圧機構:ピストン。
ピストン径:φ10mm。
塗布装置移動自由度:1自由度(塗布方向の前後動)。
駆動方式:サーボモータの回転をボールねじにて直線運動に変換して塗布装置、ピストンを移動。
樹脂加熱手段:シリンダ外周に巻かれた電気ヒータ。吐出部は板状の電気ヒータ。
[金型]
実施例1と同様。上金型11の第一断熱層Aおよび第二断熱層Bと、金型を構成する材質は、下金型12と同様。
冷却源:温調水を通媒孔に流す。
[プレス]
最大型締め力:10t。
設定型締め力:1.2t。
[樹脂材料]
材質:アクリル樹脂
メーカ:(株)クラレ
銘柄:パラペット(登録商標)GH1000Sシロアルミ
250℃における溶融粘度:約800Pa.s。
実施例2において、上下金型に第一断熱層Aおよび第二断熱層Bを設けなかったこと以外は実施例2を繰り返した。その結果、得られた成形体は、微細形状の一部に充填不良が認められた。
実施例2において、上金型11における金型本体の厚みを不均一にし、上下金型の平行度を0.015°狂わせた。それ以外は実施例2と同様である。プレスの際に第二断熱層Bが変形し、図4(b)の矢印41,42に示すように薄型112が動いて金型の平行度が修正され、結果として溶融樹脂および微細な凹凸形状間に均一な圧力がかかり、スタンパー13の形状が忠実に附形された成形体が得られた。
実施例3において、上下金型に第一断熱層Aおよび第二断熱層Bを設けなかったこと以外は実施例3を繰り返した。その結果、プレスの際に薄型112が下金型12における薄型122に片あたりし、あたり方の弱い場所では、微細な凹凸形状を溶融した樹脂に完全には転写することができなかった。
実施例2において、下金型12の断熱層を第一断熱層Aのみに変更したこと以外は、実施例2を繰り返した。その結果、スタンパー13の形状が忠実に附形された成形体が得られた。なお、スタンパー13の凹凸形状をさらに微細なものに変更した場合であっても、本実施例4の形態では、実施例2よりも良好な転写が可能であることが判明した。
上下金型における第一断熱層Aおよび第二断熱層Bを下記のように変更したこと以外は、実施例2を繰り返した。

また本発明によれば、金型の平行度に多少狂いが生じていたとしても、成形プロセス中でこれを修正することのできる成形体の成形用金型およびこれを用いる成形体の製造方法を提供することができる。
したがって本発明の成形用金型および製造方法は、プレス成形法、ナノインプリント成形法、ホットエンボス成形法等、樹脂を加圧附形して最終製品を得る成形法に有用である。
11 上金型
12 下金型
13 スタンパー
31,32,33,34,35 第二断熱部材
111,121 金型本体
112,122 薄型
113,123 加熱手段
114,124 断熱層
A 第一断熱層
B 第二断熱層
50 溶融樹脂
51 塗布装置
511 吐出口
Claims (10)
- 溶融または軟化した樹脂を一対の金型内に装填した後、プレスによって加圧して成形体を得る成形用金型において、
前記成形用金型は、金型本体と、薄型とを備え、
前記金型本体は、前記薄型を支持し、
前記薄型は、加熱手段を有するとともに前記溶融または軟化した樹脂を附形する成形面を有し、
前記一対の金型の少なくとも一方は、前記金型本体と薄型との間に断熱材からなる断熱層を有し、前記断熱層は、第一断熱部材からなる第一断熱層Aと、前記第一断熱部材よりも縦弾性率の低い第二断熱部材からなる第二断熱層Bとから構成され、
前記プレス時、前記第二断熱層Bが変形し、前記薄型が動いて前記成形用金型の平行度が修正される
ことを特徴とする成形体の成形用金型。 - 前記断熱層は、前記薄型の裏面全域に接触するように配置されていることを特徴とする請求項1に記載の成形用金型。
- 前記第二断熱層Bは、複数の薄い第二断熱部材を積層し、これにより前記複数の薄い第二断熱部材間に熱抵抗が生じるようにして形成されていることを特徴とする請求項1または2に記載の成形用金型。
- 前記成形用金型は、上金型および下金型を有し、前記上金型および下金型のいずれか一方が、成形面として微細な凹凸部を有する薄型と前記薄型を支持する金型本体とを備え、他方が微細な凹凸部を有さない薄型と前記薄型を支持する金型本体とを備え、前記微細な凹凸部を有する薄型を備えた金型が、前記第一断熱層Aのみからなる断熱層を有し、前記微細な凹凸部を有さない薄型を備えた金型が、前記第一断熱層Aと第二断熱層Bとを有することを特徴とする請求項1に記載の成形用金型。
- 前記第一断熱層Aは、熱伝導率が16W/(m・K)以下、縦弾性係数が1GPa以上、かつ厚みが1mm以上であり、前記第二断熱層Bは、熱伝導率が1W/(m・K)以下、縦弾性係数が0.001GPa以上、かつ厚みが40μm以上であることを特徴とする請求項1に記載の成形用金型。
- 前記微細な凹凸部が、10nm〜1mmの幅または直径を有するとともに、10nm〜1mmの深さまたは高さを有する形状であることを特徴とする請求項4に記載の成形用金型。
- 得られる成形体の厚さが50μm〜5mmの範囲であることを特徴とする請求項1〜6のいずれかに記載の成形用金型。
- 前記薄型が、さらに冷却手段を備えてなることを特徴とする請求項1〜7のいずれかに記載の成形用金型。
- 請求項1〜8のいずれかに記載の成形用金型を用い、溶融した樹脂を、成形面を有する薄型上に塗布する塗布工程を少なくとも有することを特徴とする成形体の製造方法。
- 前記塗布工程が、吐出口を備えた塗布装置に熱可塑性樹脂を供給し、前記吐出口の先端部と前記薄型との距離によって最終製品の厚さが規制されるように、前記塗布装置を移動させながら、かつ前記加熱手段によって前記薄型を所望の温度に維持した状態で、最終製品にほぼ近い形状および厚さに、前記成形面を有する薄型上に前記熱可塑性樹脂を吐出する工程であることを特徴とする請求項9に記載の成形体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007096188A JP4444980B2 (ja) | 2007-04-02 | 2007-04-02 | 成形体の成形用金型およびこれを用いる成形体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007096188A JP4444980B2 (ja) | 2007-04-02 | 2007-04-02 | 成形体の成形用金型およびこれを用いる成形体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008254230A JP2008254230A (ja) | 2008-10-23 |
| JP4444980B2 true JP4444980B2 (ja) | 2010-03-31 |
Family
ID=39978315
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007096188A Expired - Fee Related JP4444980B2 (ja) | 2007-04-02 | 2007-04-02 | 成形体の成形用金型およびこれを用いる成形体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4444980B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5982744B2 (ja) * | 2011-07-08 | 2016-08-31 | 東洋製罐株式会社 | 加熱装置、加熱方法、成形装置及びプラスチック成形品の成形方法 |
| CN104245279B (zh) * | 2012-03-22 | 2016-11-16 | 东洋制罐集团控股株式会社 | 热塑性树脂制品的成形方法及其成形装置 |
| JP5370574B1 (ja) * | 2012-12-05 | 2013-12-18 | 東洋製罐株式会社 | 熱可塑性樹脂製品の成形方法及びその成形装置 |
| CN104786392A (zh) * | 2015-04-20 | 2015-07-22 | 中山市利群精密实业有限公司 | 模具的保温结构 |
| JP2018089823A (ja) * | 2016-12-01 | 2018-06-14 | 東レ株式会社 | 微細パターン転写装置及び微細パターン転写方法 |
| KR101896013B1 (ko) * | 2018-01-31 | 2018-09-06 | 변진혁 | 입체 성형물 제조 장치 및 이를 이용한 입체 성형물 제조 방법 |
| KR102307496B1 (ko) * | 2019-10-16 | 2021-10-01 | 박철기 | 투과광의 확산이 향상된 입체형 엠블렘의 금형장치의 제조방법 |
| CN112935040B (zh) * | 2021-01-28 | 2023-05-16 | 佛山科学技术学院 | 复合微纳透镜阵列成型加工机构、模芯及热压装置 |
| JP7275246B1 (ja) * | 2021-12-28 | 2023-05-17 | 三菱重工業株式会社 | 融着装置及び融着方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0785919B2 (ja) * | 1990-11-30 | 1995-09-20 | ソマール株式会社 | 断熱板 |
| JPH10138252A (ja) * | 1996-11-06 | 1998-05-26 | Asahi Chem Ind Co Ltd | 断熱層被覆金型及びその金型を用いた合成樹脂の成形法 |
| JP3646552B2 (ja) * | 1999-02-23 | 2005-05-11 | 松下電工株式会社 | 成形金型装置 |
| JP3901437B2 (ja) * | 2000-09-07 | 2007-04-04 | 株式会社リコー | 樹脂成形用断熱スタンパーおよびその製造方法 |
| JPWO2005075184A1 (ja) * | 2004-02-04 | 2007-10-11 | 住友重機械工業株式会社 | 加圧成形装置、金型及び加圧成形方法 |
| JP4087818B2 (ja) * | 2004-06-09 | 2008-05-21 | 株式会社日本製鋼所 | 厚肉導光板の成形方法 |
| JP3857703B2 (ja) * | 2004-08-19 | 2006-12-13 | 株式会社日本製鋼所 | 成形体の製造方法および製造装置 |
| WO2007015390A1 (ja) * | 2005-08-04 | 2007-02-08 | Tanazawa Hakkosha Co., Ltd. | 樹脂成形用型およびそれを用いて成形した樹脂成形品 |
| JP4919413B2 (ja) * | 2007-03-02 | 2012-04-18 | 株式会社リコー | プラスチック成形品の製造方法及び製造装置 |
-
2007
- 2007-04-02 JP JP2007096188A patent/JP4444980B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008254230A (ja) | 2008-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4444980B2 (ja) | 成形体の成形用金型およびこれを用いる成形体の製造方法 | |
| JP3857703B2 (ja) | 成形体の製造方法および製造装置 | |
| Worgull | Hot embossing: theory and technology of microreplication | |
| Xie et al. | Rapid hot embossing of polymer microstructures using carbide-bonded graphene coating on silicon stampers | |
| Deshmukh et al. | Recent developments in hot embossing–a review | |
| JP4335225B2 (ja) | 樹脂成形体の製造方法および装置 | |
| KR101502257B1 (ko) | 미세구조체의 제조방법 | |
| JP4975675B2 (ja) | 成形体の製造方法および製造装置 | |
| JP4537863B2 (ja) | 成形方法および成形装置 | |
| US20090071598A1 (en) | Method of producing resin sheet | |
| JP2006256078A (ja) | プレス成形装置、このプレス成形装置を用いたプレス成形方法およびこのプレス成形装置により形成された樹脂成形品 | |
| CN1827350A (zh) | 一种用以制造表面具有压花的板件的装置与方法 | |
| JP4444982B2 (ja) | 成形体の製造方法 | |
| JP4699492B2 (ja) | 成形体の製造装置および製造方法 | |
| JP4177379B2 (ja) | 成形体の製造方法および装置 | |
| Ito et al. | Development of a novel transcription molding process to fabricate sophisticated polymer products with precise microstructure and high transparency applicable to display devices and bio-chips | |
| CN102202857A (zh) | 成型方法 | |
| Melentiev et al. | Large-scale hot embossing of 1 µm high-aspect-ratio textures on ABS polymer | |
| JP4224052B2 (ja) | 成形体の製造装置 | |
| Deshmukh et al. | Current innovations in roller embossing—A comprehensive review | |
| JP4224048B2 (ja) | 成形体の製造装置および製造方法 | |
| JP5754749B2 (ja) | 微細構造体成形方法 | |
| Heilig et al. | Technology of microthermoforming of complex three-dimensional parts with multiscale features | |
| JP4595000B2 (ja) | 成形体の製造方法 | |
| KR100436699B1 (ko) | 복제몰드 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090605 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090804 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090929 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100112 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100114 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130122 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140122 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |