JP4429341B2 - フランジ付き繊維強化樹脂中空部品 - Google Patents
フランジ付き繊維強化樹脂中空部品 Download PDFInfo
- Publication number
- JP4429341B2 JP4429341B2 JP2007200659A JP2007200659A JP4429341B2 JP 4429341 B2 JP4429341 B2 JP 4429341B2 JP 2007200659 A JP2007200659 A JP 2007200659A JP 2007200659 A JP2007200659 A JP 2007200659A JP 4429341 B2 JP4429341 B2 JP 4429341B2
- Authority
- JP
- Japan
- Prior art keywords
- hollow
- resin
- fiber
- core
- flange
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/10—Isostatic pressing, i.e. using non-rigid pressure-exerting members against rigid parts or dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/24—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least three directions forming a three dimensional structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/44—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding
- B29C70/446—Moulding structures having an axis of symmetry or at least one channel, e.g. tubular structures, frames
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
- B29C70/543—Fixing the position or configuration of fibrous reinforcements before or during moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C43/3642—Bags, bleeder sheets or cauls for isostatic pressing
- B29C2043/3644—Vacuum bags; Details thereof, e.g. fixing or clamping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C43/3642—Bags, bleeder sheets or cauls for isostatic pressing
- B29C2043/3649—Inflatable bladders using gas or fluid and related details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
- B29K2105/0854—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns in the form of a non-woven mat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2023/00—Tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3005—Body finishings
- B29L2031/3041—Trim panels
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1005—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina by inward collapsing of portion of hollow body
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
- Y10T428/1362—Textile, fabric, cloth, or pile containing [e.g., web, net, woven, knitted, mesh, nonwoven, matted, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Textile Engineering (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
- Laminated Bodies (AREA)
Description
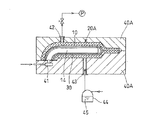
前記中空積層体を成形型内に配置する工程と、成形型内にマトリックス用樹脂を注入する工程と、成形型内に配置した中空積層体に内圧を付与しながら加熱して樹脂と強化繊維とを一体化する工程と、を含むことを特徴とするフランジ付き繊維強化樹脂中空部品の成形方法を開示する。
Claims (1)
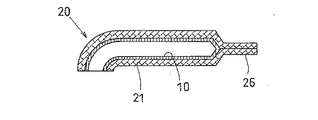
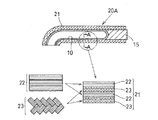
- 一方端が閉じている繊維強化樹脂中空部品であって、閉じている側の先端に繊維強化樹脂中空部品の成形時に強化繊維層が押圧されることによって一体成型された扁平なフランジ部を備え、該フランジ部は中空部との境界領域に縫い込みが入れられていることを特徴とするフランジ付き繊維強化樹脂中空部品。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007200659A JP4429341B2 (ja) | 2007-08-01 | 2007-08-01 | フランジ付き繊維強化樹脂中空部品 |
| EP08792050.0A EP2186614B1 (en) | 2007-08-01 | 2008-08-01 | Fiber-reinforced resin hollow part with flange and method of forming the same |
| US12/671,178 US8808480B2 (en) | 2007-08-01 | 2008-08-01 | Flanged fiber-reinforced resin hollow part and method of molding the same |
| PCT/JP2008/063837 WO2009017217A1 (ja) | 2007-08-01 | 2008-08-01 | フランジ付き繊維強化樹脂中空部品およびその成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007200659A JP4429341B2 (ja) | 2007-08-01 | 2007-08-01 | フランジ付き繊維強化樹脂中空部品 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009095068A Division JP4382869B2 (ja) | 2009-04-09 | 2009-04-09 | フランジ付き繊維強化樹脂中空部品の成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009034885A JP2009034885A (ja) | 2009-02-19 |
| JP4429341B2 true JP4429341B2 (ja) | 2010-03-10 |
Family
ID=40304446
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007200659A Expired - Fee Related JP4429341B2 (ja) | 2007-08-01 | 2007-08-01 | フランジ付き繊維強化樹脂中空部品 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8808480B2 (ja) |
| EP (1) | EP2186614B1 (ja) |
| JP (1) | JP4429341B2 (ja) |
| WO (1) | WO2009017217A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4384221B2 (ja) * | 2007-12-17 | 2009-12-16 | トヨタ自動車株式会社 | 繊維強化樹脂中空部品の成形方法 |
| JP2010220748A (ja) * | 2009-03-23 | 2010-10-07 | Toyota Industries Corp | シートフレーム及びシートフレームの製造方法 |
| JP2011183779A (ja) * | 2010-03-11 | 2011-09-22 | Murata Machinery Ltd | 強化繊維プリフォームの作製方法及び強化繊維プリフォーム |
| DE102010049563B4 (de) * | 2010-10-25 | 2017-09-14 | Daimler Ag | Verfahren zum Herstellen einer Drehstabfeder |
| JP5977102B2 (ja) * | 2012-07-06 | 2016-08-24 | 川崎重工業株式会社 | 鉄道車両の排障装置 |
| JP6308427B2 (ja) * | 2014-03-31 | 2018-04-11 | 東レ株式会社 | 車体構造 |
| TWI609773B (zh) * | 2015-12-25 | 2018-01-01 | 翁慶隆 | 複材管件成化之方法及裝置 |
| JP7082999B2 (ja) * | 2020-03-18 | 2022-06-09 | ミズノ テクニクス株式会社 | 中空成形品の成形システム及び中空成形品の製造方法 |
| CN114434825B (zh) * | 2022-01-07 | 2023-08-04 | 深圳市喜德盛碳纤科技有限公司 | 一种碳纤维车架的成型加工装置及成型加工方法 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3113791A1 (de) * | 1981-04-04 | 1982-12-02 | Vereinigte Flugtechnische Werke Gmbh, 2800 Bremen | "rohrfoermiger hohlkoerper, verfahren zu seiner herstellung sowie vorrichtung zur durchfuehrung des verfahrens" |
| JPS5856823A (ja) | 1981-09-30 | 1983-04-04 | Kawasaki Heavy Ind Ltd | 複合材構造物製造方法 |
| US4624460A (en) | 1983-03-24 | 1986-11-25 | Nippon Gakki Seizo Kabushiki Kaisha | Golf club head |
| JPS59174169A (ja) | 1983-03-24 | 1984-10-02 | ヤマハ株式会社 | ゴルフ用ウツドクラブヘツドおよびその製法 |
| JPS62244620A (ja) * | 1986-04-17 | 1987-10-26 | Nippon Kokan Kk <Nkk> | 繊維強化プラスチツク管の管端増肉法及びその装置 |
| JPH0272935A (ja) * | 1988-09-08 | 1990-03-13 | Toyota Motor Corp | 繊維強化プラスチック製中空体の成形方法 |
| JP2671600B2 (ja) | 1990-11-14 | 1997-10-29 | 日東紡績株式会社 | 繊維強化プラスチックの成型方法 |
| JPH04286612A (ja) | 1991-03-15 | 1992-10-12 | Hitachi Chem Co Ltd | フランジ付繊維強化プラスチック成形品の成形法 |
| US5217555A (en) * | 1991-12-09 | 1993-06-08 | Lockheed Corporation | Process for making hollow tubular structural members with integral end attachment fittings |
| JP3398455B2 (ja) * | 1993-04-26 | 2003-04-21 | トヨタ自動車株式会社 | 駆動軸の製造方法および駆動軸の結合装置 |
| JPH10168699A (ja) | 1996-12-06 | 1998-06-23 | Toshiba Corp | 繊維複合材料およびその製造方法 |
| US6171423B1 (en) * | 1998-09-11 | 2001-01-09 | Essef Corporation | Method for fabricating composite pressure vessels |
| FR2793186B1 (fr) * | 1999-05-04 | 2001-06-15 | Vetrotex France Sa | Produits composites creux et procede de fabrication |
| JP4227299B2 (ja) * | 2000-12-20 | 2009-02-18 | 日機装株式会社 | 繊維強化プラスチック製フランジ付き管状品の製造方法 |
| JP4526698B2 (ja) | 2000-12-22 | 2010-08-18 | 富士重工業株式会社 | 複合材成形品及びその製造方法 |
| DE60110937T2 (de) | 2001-03-13 | 2006-01-19 | Ems-Chemie Ag | Nicht isothermisches verfahren zum herstellen von hohlen verbundteilen |
| JP2003094448A (ja) | 2001-09-25 | 2003-04-03 | Toray Ind Inc | Frp中空構造体の製造方法 |
| JP3692329B2 (ja) | 2002-05-13 | 2005-09-07 | 三菱重工業株式会社 | 強度部材、トラス構造、及び強度部材の製造方法 |
| JP2004017412A (ja) | 2002-06-14 | 2004-01-22 | Murata Mach Ltd | 曲がりパイプの製造方法 |
| JP2004353134A (ja) * | 2003-05-30 | 2004-12-16 | Murata Mach Ltd | 幅広ヤーンによるブレイディング組成基材及びその製造方法 |
| US7566376B2 (en) * | 2003-10-01 | 2009-07-28 | Fuji Jukogyo Kabushiki Kaisha | Pressure container manufacturing method |
| FI20031707A0 (fi) | 2003-11-24 | 2003-11-24 | Raute Oyj | Menetelmä viilusorvattavan pöllin keskityksen määrittämiseksi |
| JP2006123475A (ja) | 2004-11-01 | 2006-05-18 | Toho Tenax Co Ltd | 断面異形のfrp製中空部材の成形法 |
| JP2006130875A (ja) | 2004-11-09 | 2006-05-25 | Toho Tenax Co Ltd | 内圧成形法 |
| JP4706244B2 (ja) | 2004-12-03 | 2011-06-22 | 東レ株式会社 | Frp中空構造体の成形方法 |
| JP2006305867A (ja) | 2005-04-28 | 2006-11-09 | Toray Ind Inc | 繊維強化プラスチックの製造方法 |
| JP2007152718A (ja) | 2005-12-05 | 2007-06-21 | Teijin Techno Products Ltd | Frp成形品とその成形方法 |
| JP2007260930A (ja) | 2006-03-27 | 2007-10-11 | Toho Tenax Co Ltd | プリフォーム基材及びプリフォームの製造方法 |
| JP4384221B2 (ja) | 2007-12-17 | 2009-12-16 | トヨタ自動車株式会社 | 繊維強化樹脂中空部品の成形方法 |
-
2007
- 2007-08-01 JP JP2007200659A patent/JP4429341B2/ja not_active Expired - Fee Related
-
2008
- 2008-08-01 WO PCT/JP2008/063837 patent/WO2009017217A1/ja active Application Filing
- 2008-08-01 EP EP08792050.0A patent/EP2186614B1/en not_active Not-in-force
- 2008-08-01 US US12/671,178 patent/US8808480B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP2186614A1 (en) | 2010-05-19 |
| WO2009017217A1 (ja) | 2009-02-05 |
| US8808480B2 (en) | 2014-08-19 |
| JP2009034885A (ja) | 2009-02-19 |
| EP2186614B1 (en) | 2016-11-30 |
| US20100196639A1 (en) | 2010-08-05 |
| EP2186614A4 (en) | 2015-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4429341B2 (ja) | フランジ付き繊維強化樹脂中空部品 | |
| JP4384221B2 (ja) | 繊維強化樹脂中空部品の成形方法 | |
| US4762740A (en) | Resin transfer molding core, preform and process | |
| CN105235232B (zh) | 齿条外壳的制造方法以及齿条外壳 | |
| TW202208223A (zh) | 自行車框架及製造方法 | |
| JP2013532596A (ja) | 連続強化繊維層を備えた成形プラスチック多層構成部品およびその製造方法 | |
| JP2006069166A (ja) | 繊維強化複合材環状構造体の製造方法、及びその構造体からなる航空機胴体用環状フレーム | |
| EP1849588B1 (en) | Method of manufacture of a composite part | |
| US20170225413A1 (en) | Method for manufacturing a reinforced part comprising a composite material | |
| CN109664524A (zh) | 纤维增强复合材料加强梁的成型工艺及使用该工艺的车辆 | |
| WO2014115668A1 (ja) | 中空成形品の成形方法および繊維強化プラスチックの製造方法 | |
| JP4382869B2 (ja) | フランジ付き繊維強化樹脂中空部品の成形方法 | |
| WO2017026355A1 (ja) | 防振部材及び防振部材の製造方法 | |
| KR101219397B1 (ko) | 튜브없이 공기팽창식으로 몰딩하는 복합재 중공구조물 제조방법 | |
| US20190351627A1 (en) | Method for manufacturing multilayer fiber reinforced resin composite and molded product using the same | |
| JP6763625B1 (ja) | 構造体の製造方法及び構造体 | |
| JP2009107408A (ja) | クラッシュボックスとその製造方法 | |
| JP2008068553A (ja) | Rtm成形方法、および、rtm成形方法用プリフォーム。 | |
| US9358733B2 (en) | Method and a device for the manufacture of a fibre composite component, and a fibre composite component | |
| JP4687509B2 (ja) | 複合材成形体及びその製造方法 | |
| JP4826176B2 (ja) | 強化繊維プリフォームおよびrtm成形方法 | |
| KR101561029B1 (ko) | 차량용 헬멧 제조방법 | |
| US20230264748A1 (en) | Vehicle body pillar structure and vehicle body structure | |
| JP2013106782A (ja) | ゴルフクラブシャフト | |
| WO2023002205A1 (en) | Method of manufacturing reinforced lightweight composites |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090210 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090409 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090908 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091106 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091201 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091215 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121225 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121225 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131225 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |