JP4402172B2 - ガーメントを製造するための複合方法及び装置 - Google Patents
ガーメントを製造するための複合方法及び装置 Download PDFInfo
- Publication number
- JP4402172B2 JP4402172B2 JP52372796A JP52372796A JP4402172B2 JP 4402172 B2 JP4402172 B2 JP 4402172B2 JP 52372796 A JP52372796 A JP 52372796A JP 52372796 A JP52372796 A JP 52372796A JP 4402172 B2 JP4402172 B2 JP 4402172B2
- Authority
- JP
- Japan
- Prior art keywords
- web
- roll
- crotch
- leg
- elastic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 115
- 238000004519 manufacturing process Methods 0.000 title description 15
- 238000000576 coating method Methods 0.000 claims description 98
- 239000011248 coating agent Substances 0.000 claims description 86
- 239000000758 substrate Substances 0.000 claims description 37
- 238000005520 cutting process Methods 0.000 claims description 24
- 230000002093 peripheral effect Effects 0.000 claims description 19
- 230000008602 contraction Effects 0.000 claims description 7
- 230000008878 coupling Effects 0.000 claims description 4
- 238000010168 coupling process Methods 0.000 claims description 4
- 238000005859 coupling reaction Methods 0.000 claims description 4
- 230000002401 inhibitory effect Effects 0.000 claims description 3
- 230000015572 biosynthetic process Effects 0.000 claims description 2
- 238000012545 processing Methods 0.000 abstract description 68
- 230000000694 effects Effects 0.000 abstract description 10
- 210000002414 leg Anatomy 0.000 description 186
- 238000012546 transfer Methods 0.000 description 131
- 239000013013 elastic material Substances 0.000 description 125
- 239000010410 layer Substances 0.000 description 107
- 239000012858 resilient material Substances 0.000 description 105
- 230000032258 transport Effects 0.000 description 91
- 239000000463 material Substances 0.000 description 68
- 230000002745 absorbent Effects 0.000 description 33
- 239000002250 absorbent Substances 0.000 description 33
- 230000004044 response Effects 0.000 description 27
- 230000033001 locomotion Effects 0.000 description 26
- 239000000853 adhesive Substances 0.000 description 24
- 230000001070 adhesive effect Effects 0.000 description 24
- 239000000835 fiber Substances 0.000 description 24
- 230000000295 complement effect Effects 0.000 description 23
- 230000006870 function Effects 0.000 description 23
- -1 polytetrafluoroethylene Polymers 0.000 description 22
- 230000008569 process Effects 0.000 description 22
- 230000007704 transition Effects 0.000 description 20
- 210000001364 upper extremity Anatomy 0.000 description 19
- 230000005540 biological transmission Effects 0.000 description 18
- 239000004743 Polypropylene Substances 0.000 description 16
- 229920001155 polypropylene Polymers 0.000 description 16
- 230000003068 static effect Effects 0.000 description 16
- 230000005484 gravity Effects 0.000 description 15
- 238000013461 design Methods 0.000 description 14
- 230000008859 change Effects 0.000 description 13
- 239000000203 mixture Substances 0.000 description 13
- 239000002131 composite material Substances 0.000 description 10
- 239000000470 constituent Substances 0.000 description 10
- 238000010276 construction Methods 0.000 description 10
- 230000007246 mechanism Effects 0.000 description 10
- 229920002334 Spandex Polymers 0.000 description 9
- 239000004759 spandex Substances 0.000 description 9
- 230000009471 action Effects 0.000 description 8
- 230000002829 reductive effect Effects 0.000 description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 8
- 206010021639 Incontinence Diseases 0.000 description 7
- 239000012790 adhesive layer Substances 0.000 description 7
- 238000010586 diagram Methods 0.000 description 6
- 229920001971 elastomer Polymers 0.000 description 6
- 238000005304 joining Methods 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 6
- 239000004810 polytetrafluoroethylene Substances 0.000 description 6
- 230000009467 reduction Effects 0.000 description 6
- 238000013459 approach Methods 0.000 description 5
- 239000005060 rubber Substances 0.000 description 5
- 230000001133 acceleration Effects 0.000 description 4
- 230000001154 acute effect Effects 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000007921 spray Substances 0.000 description 4
- 238000013519 translation Methods 0.000 description 4
- 239000004809 Teflon Substances 0.000 description 3
- 229920006362 Teflon® Polymers 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 239000004745 nonwoven fabric Substances 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 238000004904 shortening Methods 0.000 description 3
- 238000002604 ultrasonography Methods 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- ULGZDMOVFRHVEP-RWJQBGPGSA-N Erythromycin Chemical compound O([C@@H]1[C@@H](C)C(=O)O[C@@H]([C@@]([C@H](O)[C@@H](C)C(=O)[C@H](C)C[C@@](C)(O)[C@H](O[C@H]2[C@@H]([C@H](C[C@@H](C)O2)N(C)C)O)[C@H]1C)(C)O)CC)[C@H]1C[C@@](C)(OC)[C@@H](O)[C@H](C)O1 ULGZDMOVFRHVEP-RWJQBGPGSA-N 0.000 description 2
- 244000043261 Hevea brasiliensis Species 0.000 description 2
- 229920002633 Kraton (polymer) Polymers 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 238000012937 correction Methods 0.000 description 2
- 238000005137 deposition process Methods 0.000 description 2
- 238000010891 electric arc Methods 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000013072 incoming material Substances 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 230000000670 limiting effect Effects 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229920003052 natural elastomer Polymers 0.000 description 2
- 229920001194 natural rubber Polymers 0.000 description 2
- 230000036961 partial effect Effects 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 239000002861 polymer material Substances 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 239000013641 positive control Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000007655 standard test method Methods 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- 229920003051 synthetic elastomer Polymers 0.000 description 2
- 239000005061 synthetic rubber Substances 0.000 description 2
- 229920002725 thermoplastic elastomer Polymers 0.000 description 2
- 229920000742 Cotton Polymers 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- 229920001247 Reticulated foam Polymers 0.000 description 1
- 229910001080 W alloy Inorganic materials 0.000 description 1
- 229920002522 Wood fibre Polymers 0.000 description 1
- 238000005054 agglomeration Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 230000009118 appropriate response Effects 0.000 description 1
- 230000002238 attenuated effect Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 210000001124 body fluid Anatomy 0.000 description 1
- 239000010839 body fluid Substances 0.000 description 1
- 238000006664 bond formation reaction Methods 0.000 description 1
- 210000001217 buttock Anatomy 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 238000013016 damping Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 230000002175 menstrual effect Effects 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 239000012462 polypropylene substrate Substances 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 230000028327 secretion Effects 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 230000003319 supportive effect Effects 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images




















































Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/834—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools moving with the parts to be joined
- B29C66/8341—Roller, cylinder or drum types; Band or belt types; Ball types
- B29C66/83411—Roller, cylinder or drum types
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15585—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers
- A61F13/15593—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers having elastic ribbons fixed thereto; Devices for applying the ribbons
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15585—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers
- A61F13/15593—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers having elastic ribbons fixed thereto; Devices for applying the ribbons
- A61F13/15601—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers having elastic ribbons fixed thereto; Devices for applying the ribbons the ribbons being applied transversely to the direction of the movement of the webs the diapers are being made of
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
- B29C65/083—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations using a rotary sonotrode or a rotary anvil
- B29C65/085—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations using a rotary sonotrode or a rotary anvil using a rotary sonotrode
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
- B29C65/083—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations using a rotary sonotrode or a rotary anvil
- B29C65/087—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations using a rotary sonotrode or a rotary anvil using both a rotary sonotrode and a rotary anvil
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7841—Holding or clamping means for handling purposes
- B29C65/7847—Holding or clamping means for handling purposes using vacuum to hold at least one of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7858—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus characterised by the feeding movement of the parts to be joined
- B29C65/7879—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus characterised by the feeding movement of the parts to be joined said parts to be joined moving in a closed path, e.g. a rectangular path
- B29C65/7882—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus characterised by the feeding movement of the parts to be joined said parts to be joined moving in a closed path, e.g. a rectangular path said parts to be joined moving in a circular path
- B29C65/7885—Rotary turret joining machines, i.e. having several joining tools moving around an axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7858—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus characterised by the feeding movement of the parts to be joined
- B29C65/7888—Means for handling of moving sheets or webs
- B29C65/7894—Means for handling of moving sheets or webs of continuously moving sheets or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/431—Joining the articles to themselves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8145—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/81463—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps comprising a plurality of single pressing elements, e.g. a plurality of sonotrodes, or comprising a plurality of single counter-pressing elements, e.g. a plurality of anvils, said plurality of said single elements being suitable for making a single joint
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8145—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/81463—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps comprising a plurality of single pressing elements, e.g. a plurality of sonotrodes, or comprising a plurality of single counter-pressing elements, e.g. a plurality of anvils, said plurality of said single elements being suitable for making a single joint
- B29C66/81469—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps comprising a plurality of single pressing elements, e.g. a plurality of sonotrodes, or comprising a plurality of single counter-pressing elements, e.g. a plurality of anvils, said plurality of said single elements being suitable for making a single joint one placed next to the other in a single line transverse to the feed direction, e.g. shoulder to shoulder sonotrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/822—Transmission mechanisms
- B29C66/8221—Scissor or lever mechanisms, i.e. involving a pivot point
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/822—Transmission mechanisms
- B29C66/8226—Cam mechanisms; Wedges; Eccentric mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/824—Actuating mechanisms
- B29C66/8242—Pneumatic or hydraulic drives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/834—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools moving with the parts to be joined
- B29C66/8341—Roller, cylinder or drum types; Band or belt types; Ball types
- B29C66/83411—Roller, cylinder or drum types
- B29C66/83413—Roller, cylinder or drum types cooperating rollers, cylinders or drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/834—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools moving with the parts to be joined
- B29C66/8341—Roller, cylinder or drum types; Band or belt types; Ball types
- B29C66/83411—Roller, cylinder or drum types
- B29C66/83415—Roller, cylinder or drum types the contact angle between said rollers, cylinders or drums and said parts to be joined being a non-zero angle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/834—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools moving with the parts to be joined
- B29C66/8351—Jaws mounted on rollers, cylinders, drums, bands, belts or chains; Flying jaws
- B29C66/83511—Jaws mounted on rollers, cylinders, drums, bands, belts or chains; Flying jaws jaws mounted on rollers, cylinders or drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/834—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools moving with the parts to be joined
- B29C66/8351—Jaws mounted on rollers, cylinders, drums, bands, belts or chains; Flying jaws
- B29C66/83511—Jaws mounted on rollers, cylinders, drums, bands, belts or chains; Flying jaws jaws mounted on rollers, cylinders or drums
- B29C66/83517—Jaws mounted on rollers, cylinders, drums, bands, belts or chains; Flying jaws jaws mounted on rollers, cylinders or drums said rollers, cylinders or drums being hollow
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/836—Moving relative to and tangentially to the parts to be joined, e.g. transversely to the displacement of the parts to be joined, e.g. using a X-Y table
- B29C66/8362—Rollers, cylinders or drums moving relative to and tangentially to the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/92—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools
- B29C66/924—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools by controlling or regulating the pressure, the force, the mechanical power or the displacement of the joining tools
- B29C66/9261—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools by controlling or regulating the pressure, the force, the mechanical power or the displacement of the joining tools by controlling or regulating the displacement of the joining tools
- B29C66/92651—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools by controlling or regulating the pressure, the force, the mechanical power or the displacement of the joining tools by controlling or regulating the displacement of the joining tools by using stops
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/93—Measuring or controlling the joining process by measuring or controlling the speed
- B29C66/932—Measuring or controlling the joining process by measuring or controlling the speed by measuring the speed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/93—Measuring or controlling the joining process by measuring or controlling the speed
- B29C66/934—Measuring or controlling the joining process by measuring or controlling the speed by controlling or regulating the speed
- B29C66/93411—Measuring or controlling the joining process by measuring or controlling the speed by controlling or regulating the speed the parts to be joined having different speeds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/93—Measuring or controlling the joining process by measuring or controlling the speed
- B29C66/934—Measuring or controlling the joining process by measuring or controlling the speed by controlling or regulating the speed
- B29C66/93441—Measuring or controlling the joining process by measuring or controlling the speed by controlling or regulating the speed the speed being non-constant over time
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/93—Measuring or controlling the joining process by measuring or controlling the speed
- B29C66/934—Measuring or controlling the joining process by measuring or controlling the speed by controlling or regulating the speed
- B29C66/93451—Measuring or controlling the joining process by measuring or controlling the speed by controlling or regulating the speed by controlling or regulating the rotational speed, i.e. the speed of revolution
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/93—Measuring or controlling the joining process by measuring or controlling the speed
- B29C66/939—Measuring or controlling the joining process by measuring or controlling the speed characterised by specific speed values or ranges
- B29C66/9392—Measuring or controlling the joining process by measuring or controlling the speed characterised by specific speed values or ranges in explicit relation to another variable, e.g. speed diagrams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/96—Measuring or controlling the joining process characterised by the method for implementing the controlling of the joining process
- B29C66/961—Measuring or controlling the joining process characterised by the method for implementing the controlling of the joining process involving a feedback loop mechanism, e.g. comparison with a desired value
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
- B29C66/712—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined the composition of one of the parts to be joined being different from the composition of the other part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/729—Textile or other fibrous material made from plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/729—Textile or other fibrous material made from plastics
- B29C66/7294—Non woven mats, e.g. felt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/95—Measuring or controlling the joining process by measuring or controlling specific variables not covered by groups B29C66/91 - B29C66/94
- B29C66/951—Measuring or controlling the joining process by measuring or controlling specific variables not covered by groups B29C66/91 - B29C66/94 by measuring or controlling the vibration frequency and/or the vibration amplitude of vibrating joining tools, e.g. of ultrasonic welding tools
- B29C66/9516—Measuring or controlling the joining process by measuring or controlling specific variables not covered by groups B29C66/91 - B29C66/94 by measuring or controlling the vibration frequency and/or the vibration amplitude of vibrating joining tools, e.g. of ultrasonic welding tools by controlling their vibration amplitude
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/95—Measuring or controlling the joining process by measuring or controlling specific variables not covered by groups B29C66/91 - B29C66/94
- B29C66/951—Measuring or controlling the joining process by measuring or controlling specific variables not covered by groups B29C66/91 - B29C66/94 by measuring or controlling the vibration frequency and/or the vibration amplitude of vibrating joining tools, e.g. of ultrasonic welding tools
- B29C66/9517—Measuring or controlling the joining process by measuring or controlling specific variables not covered by groups B29C66/91 - B29C66/94 by measuring or controlling the vibration frequency and/or the vibration amplitude of vibrating joining tools, e.g. of ultrasonic welding tools characterised by specific vibration amplitude values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0046—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/48—Wearing apparel
- B29L2031/4871—Underwear
- B29L2031/4878—Diapers, napkins
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1007—Running or continuous length work
- Y10T156/1008—Longitudinal bending
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1056—Perforating lamina
- Y10T156/1057—Subsequent to assembly of laminae
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
- Y10T156/1317—Means feeding plural workpieces to be joined
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
- Y10T156/1317—Means feeding plural workpieces to be joined
- Y10T156/1343—Cutting indefinite length web after assembly with discrete article
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Veterinary Medicine (AREA)
- Animal Behavior & Ethology (AREA)
- Epidemiology (AREA)
- Public Health (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Treatment Of Fiber Materials (AREA)
- Details Of Garments (AREA)
- Undergarments, Swaddling Clothes, Handkerchiefs Or Underwear Materials (AREA)
Description
連続ウェブを使用して離散したガーメントブランク、及びオプションで、ガーメント自体を形成させることによって使い捨てガーメントを製造する場合に、ガーメント構造内に、機械方向及び横機械方向の両方に、引き伸ばした及び引き伸ばしていない弾力性スレッドを組み込むことが知られている。引き伸ばした弾力性スレッドを横機械方向にウェブ内に組み込む場合には、弾力性スレッドがウェブに横機械方向の収縮力を加え、ウェブの幅を狭くするようになる。
加えて、製造中のガーメントのクロッチ部分を横切って弾力材が伸びるようにすると、横クロッチ弾力材がクロッチを横切って伸びる材料を一塊にするので、ガーメントのクロッチ部分は使用者の身体に対して平坦にならなくなる。
更に、加工片のパーツが互いに横機械方向に並ぶように結合させると、必要な結合を行うために装置内の結合ステーションにおいて実質的なドエル時間を持たせることが望まれる。
従って、本発明の目的は、ウェブ内に横機械方向に組み込まれた弾力材の収縮効果を解放及び/またはそれ以外に無効にする方法及び装置を提供することである。
この目的は、独立請求項1に記載の方法、及び独立請求項41に記載のガーメント製造に使用する処理システムによって達成される。本発明のさらなる長所的な特色、面及び詳細は、従属請求項、以下の説明、及び図面から明白である。これらの請求項は、本発明を一般的に限定する主要な、非限定的なアプローチであることを理解されたい。
詳しく述べれば、本発明は、連続ウェブ内に、ウェブ、ガーメントの何れか、または両方の機能に逆効果を与える方向に収縮力を加える1つまたはそれ以上の弾力材のセグメントを含む引き伸ばした弾力材を組み込むことを意図している。本方法及び装置は、これらの弾力材によって加えられる逆効果の力を無効にすることを意図している。
本発明の1つの面は、横クロッチ弾力材を切断するための方法及び装置を提供することである。
別の面は、各加工片のクロッチを形成する軌跡もしくは個所(locus)ではウェブ内に送り込まれる弾力材のような弾力材の引き伸ばしを解放し、それぞれの加工片のクロッチを形成しない個所ではウェブ内に送り込まれる弾力材のような弾力材を引き伸ばした状態にする手段を提供することである。
更に別の面は、横クロッチ弾力材が、着用した時にクロッチを一塊にしてしまうのを回避するために、横クロッチ弾力材を処理する方法及び装置を提供することである。
更に別の面は、クロッチ弾力材の両端の部分をガーメント内の前側及び後側脚弾力材まで伸ばしてそれらと共働させるために、クロッチ弾力材がウェブを横切って横方向に伸びるようにクロッチ弾力材を各加工片上に配置する方法及び装置を提供することである。
別の面は、引き伸ばした弾力材をウェブ内に組み込んだ後のウェブの幅(機械方向に対して横方向の)寸法を安定させるために、処理用ロールをプラズマ被膜する等により摩擦表面とし、またオプションとしてロールに吸引力を与えることである。
更に別の面は、加工片がプランジャボンダーのような平面型の結合装置を通過する際に与えられるよりも実質的に長い結合形成のためのドエル時間を与えるように、機械方向に対して横方向に結合を形成する結合装置及び方法を提供することである。
更に別の面は、上述したような横方向結合を形成するために、回転輸送ドラム及びエネルギ印加装置を使用する、好ましくは、そのような結合を形成するために超音波エネルギを印加することである。
本発明は、ベース基材(サブストレート)として連続ウェブを使用し、脚開口に脚弾力材を含むガーメントを製造するのに使用される方法及び装置に関する。詳しく説明すれば、本発明は連続プロセスによって脚弾力材を組み込むことに関し、連続ウェブ内に組み込まれる引き伸ばした弾力材の中にはクロッチを横切る弾力材も含まれるが、これらのクロッチを横切る弾力材は、仕上がったガーメント、またはそれぞれのガーメントブランクにクロッチを横切る方向に、もしあるとしても僅かな、実質的に低下した収縮力を加えるだけである。更に、引き伸ばした弾力材は、連続ウェブの幅寸法を横切って横方向に伸びている。本発明の装置及び方法は、横向きに引き伸ばした弾力材によって横方向に収縮力が加えられるにも拘わらず、ウェブの幅寸法の収縮量を5%以下の収縮に制御するようになっている。
本発明の実施例の第1のファミリーは、処理システムにおいて脚開口に脚弾力材を含むガーメントを製造するのに使用される方法を含み、本方法は、連続ウェブ内に一連の連続加工片としてガーメントブランクを形成する段階を備え、これらの加工片はガーメントブランク内の脚開口に対応する切欠き部分を含み、各脚開口はガーメントブランクの前側身体部分に対応する前側部分と、ガーメントブランクの後側身体部分に対応する後側部分と、クロッチ部分とを有し、各加工片及び対応するガーメントブランクは第1及び第2の脚開口と、これらの脚開口の間にクロッチとを有している。本方法は、それぞれのブランクについて、第1の脚弾力材を引き伸ばす段階と、第1の脚弾力材を引き伸ばした状態で第1の脚開口の前側部分に沿って伸ばし、クロッチを横切らせ、そして第2の脚開口の前側部分に沿って伸ばして連続ウェブ内に組み込む段階と、第1の脚弾力材とは分離している第2の脚弾力材を引き伸ばした状態で第1の脚開口の後側部分に沿って伸ばし、クロッチを横切らせ、そして第2の脚開口の後側部分に沿って伸ばして連続ウェブ内に組み込む段階と、第1及び第2の脚開口のそれぞれの前側及び後側部分に沿う第1及び第2の脚弾力材内の引き伸ばしを(好ましくは実質的に全ての引き伸ばしを)維持しながら、クロッチを横切る第1及び第2の脚弾力材内の引き伸ばしは(好ましくは実質的に全ての引き伸ばしを)解放する段階とを含む。
若干の実施例では、クロッチを横切る第1及び第2の弾力材内の引き伸ばしを解放する段階は、第1及び第2の脚弾力材の少なくとも1つのストランドを切断し、クロッチの連続ウェブを対応して切断しないことからなる。これは、例えばクロッチ内の少なくとも1つの選択された個所において弾力材のストランドを切断するのに十分ではあるが、連続ウェブを対応して切断しないような超音波エネルギを加工片の外面に印加することによって行われる。第1及び第2の脚弾力材が加工片内部に配置された弾力材の要素からなる場合には、本方法はクロッチ内の選択された個所において加工片内部の弾力材の少なくとも1つのスレッドを切断するのに十分ではあるが第1及び第2の脚弾力材を覆っている連続ウェブを対応して切断しないような超音波エネルギを加工片の外面に印加することによって第1及び第2の脚弾力材を切断することを含むことができる。
他の実施例では、クロッチを横切る第1及び第2の脚弾力材内の引き伸ばしを解放する段階は、第1及び第2の脚弾力材を連続ウェブ内に組み込む時に、第1及び第2の脚弾力材上の張力を制御するためにダンサーロールを使用することからなり、各加工片が処理システム内へ入る度にダンサーロールに能動的な力を印加してダンサーロールを能動的に運動させ、次いで好ましくは印加する力を実質的にゆるめさせるサイクルを含む。各サイクル中のダンサーロールの運動によって、第1及び第2の脚弾力材が対応する加工片のクロッチにおいてウェブ内に組み込まれる時には第1及び第2の脚弾力材内の張力が対応して実質的に解放され、第1及び第2の脚弾力材が脚開口の前側及び後側部分に沿ってウェブ内に組み込まれる時には張力が加わるようにする。
ダンサーロールの速度は原動機(サーボモータ256)を用いて変化させることが好ましく、本方法は、ダンサーロールの後のウェブの第1の速度を測定する段階と、ダンサーロールにおけるウェブの第2の速度を測定する段階と、ダンサーロールの速度を測定する段階と、ダンサーロールの位置を感知する段階と、ダンサーロールの前のウェブの張力を測定する段階と、ダンサーロールの後のウェブの張力を測定する段階と、感知した位置、及び測定した張力及び速度に基づいてコンピュータコントローラを用いて原動機に制御命令を供給して原動機を制御し、それによって原動機によってダンサーロールに加える作動力を制御させる段階とを含んでいる。
本方法は、第3の脚弾力材を引き伸ばす段階と、第3の脚弾力材をウェブの縦方向次元に対して横方向に配向する段階と、横方向に配向された引き伸ばした第3の脚弾力材をクロッチの両縁に沿って配置し、第3の脚弾力材の両端が第1及び第2の脚弾力材のそれぞれに接するようにする段階とを更に含む。
ウェブの処理について、本方法は、第1の組の突起を含む第1の外側作業表面を有する第1の回転輸送装置(例えば、第1の処理ロール)上で第1及び第2の脚弾力材を連続ウェブ内に組み込み、第1の組の突起とウェブとを相互作用させて第1の回転輸送装置上でのウェブの幅寸法の収縮を禁止する段階と、ウェブを第1の回転輸送装置から第2の回転輸送装置(例えば、第2の処理ロール)の外側作業表面へ転送する段階とを含むことができ、第1及び第2の外側作業表面は第1及び第2の外側作業表面が最も接近する個所において互いに整列しており、第2の外側作業表面は第2の組の突起を含み、第2の組の突起はウェブの前進の方向に沿って第1の組の突起と整列し、ウェブと相互作用して第2の回転輸送装置上でのウェブの幅寸法の収縮を禁止するようになっている。
好ましくは、本方法は、第1及び第2の外側作業表面を、それらが最も接近する個所においてウェブの全幅にわたって互いに整列させる段階と、ウェブを第1の回転輸送装置から第2の回転輸送装置へ転送する間、この整列を維持する段階を含み、ウェブの幅寸法の収縮の禁止を援助するために、第1及び第2の外側作業表面の少なくとも一方に吸引力を与える段階をも含むことができる。
第1及び第2の回転輸送装置の少なくとも一方は、それぞれの外側作業表面のための支持体を含む基材と、この基材上に配置され、それぞれの組の突起を組み込んだ被膜と、被膜の組成内の解放剤(例えば、ポリテトラフルオロエチレン)とを備えていることが好ましい。ウェブを処理する上述した方法は、ウェブの第1及び第2の縁の間の幅寸法の収縮が、典型的には約5%より大きくならないように、通常は約0.5%より小さくなるように、ウェブの幅を寸法的に安定に保持するのに有効である。
好ましい実施例では、加工片は前側及び後側身体部分がウェブの両側に位置するようにウェブに対して横向きに配置され、本方法は、それぞれの加工片の前側及び後側身体部分が互いに対面するようにウェブを折り曲げる段階と、ウェブにおいて前側及び後側身体部分を結合する側継ぎ目結合を形成し、それによってそれぞれの第1及び第2の脚弾力材を側継ぎ目結合において効果的に結合し、それによってそれぞれの脚開口における第3の脚弾力材と、第1及び第2の脚弾力材のそれぞれとの間の引き伸ばし能力を実効的に連続させる段階とを更に含む。好ましくは、本方法は、連続ウェブ内の隣接する加工片に同時に側継ぎ目結合を形成し、前側身体部分と後側身体部分とを結合する。
側継ぎ目結合の形成段階は、好ましくは、ドラムを第1の軸を中心として所与の方向に回転させる段階を含み、このドラムは第3の、周縁の外側作業表面を有し、第3の外側作業表面に接してドラム上に取付けられた第1のエネルギ印加装置がドラムの回転方向に対して横方向に伸びるようになっており、上記側継ぎ目結合の形成段階は、ドラムと共に回転するように取付けられている第2のエネルギ印加装置を設ける段階と、ドラムの回転中に第2のエネルギ印加装置をドラムの回転方向に対して横方向に運動させて第2のエネルギ印加装置を第1のエネルギ印加装置上まで伸ばす段階と、第1及び第2のエネルギ印加装置を組合わせて動作させて加工片にエネルギを印加する段階と、ドラムの回転中に第2のエネルギ印加装置を第1のエネルギ印加装置上から撤収する段階を更に含んでいる。
この方法の好ましい応用では、エネルギ印加装置の一方として超音波ホーンを使用し、この超音波ホーンと共働するようになっているアンビルが他方のエネルギ印加装置として使用される。
この方法は、側継ぎ目結合を形成した後に、ウェブからそれぞれの加工片を、オプションとしてはガーメントに、切断する段階を含むことができる。
本方法は、好ましくは、第1のエネルギ印加装置上のエネルギ印加経路に沿って第2のエネルギ印加装置を移動させる段階を含み、第1のエネルギ印加装置はアンビルからなり、第2のエネルギ印加装置は第2の軸を中心として回転するように取付けられている輪からなり、本方法は、輪がエネルギ印加経路を移動する際に加工片を横切って漸進的に運動する点の軌跡において、第1または第2の何れかのエネルギ印加装置を通して、超音波エネルギであることが好ましいエネルギを加工片に印加する段階を備えている。
本発明の実施例の第2のファミリーでは、連続ウェブ内の一連の連続加工片の1つとしてガーメントブランク先駆材、脚開口に脚弾力材を含むガーメント及びガーメントブランクを製造するのに使用される処理システムを含む。これらの加工片は、ガーメントブランク内の脚開口に対応する切欠き部分を含み、各脚開口はガーメントブランクの前側身体部分に対応する前側部分と、ガーメントブランクの後側身体部分に対応する後側部分と、クロッチ部分とを有し、各加工片及び対応するガーメントブランクは第1及び第2の脚開口と、これらの脚開口の間にクロッチとを有している。本装置は、第1の脚弾力材を引き伸ばす手段と、第1の脚弾力材を引き伸ばした状態で第1の脚開口の前部分に沿って伸ばし、クロッチを横切らせ、そして第2の脚開口の前部分に沿って伸ばして連続ウェブ内に組み込む手段と、第1の脚弾力材とは分離している第2の脚弾力材を引き伸ばした状態で第1の脚開口の後側部分に沿って伸ばし、クロッチを横切らせ、そして第2の脚開口の後部分に沿って伸ばして連続ウェブ内に組み込む手段と、第1及び第2の脚開口のそれぞれの前側及び後側部分に沿う第1及び第2の脚弾力材内の引き伸ばしを(好ましくは実質的に全ての引き伸ばしを)維持しながら、クロッチを横切る第1及び第2の脚弾力材内の引き伸ばしは(好ましくは実質的に全ての引き伸ばしを)解放する手段とを含む。
若干の実施例においては、クロッチを横切る第1及び第2の弾力材内の引き伸ばしを解放する手段は、クロッチにおいて第1及び第2の脚弾力材を切断し、連続ウェブは対応して切断しない手段を備え、この手段は例えば、クロッチ内の少なくとも1つの選択された個所において弾力材を切断するのに十分ではあるが連続ウェブを対応して切断しないような超音波エネルギを加工片の外面に印加する手段である。
他の実施例では、クロッチを横切る第1及び第2の脚弾力材内の引き伸ばしを解放する手段は、第1及び第2の脚弾力材を連続ウェブ内に組み込む時に、第1及び第2の脚弾力材上の張力を制御するためのダンサーロールと、各加工片が処理システム内へ入る度にダンサーロールに能動的な力を印加してダンサーロールを能動的に運動させ、好ましくは印加する力を実質的に解放させるサイクルを含み、各サイクル中のダンサーロールの運動によって、第1及び第2の脚弾力材が対応する加工片のクロッチにおいてウェブ内に組み込まれる時には第1及び第2の脚弾力材内の張力を実質的に解放し、第1及び第2の脚弾力材が脚開口の前側及び後側部分に沿ってウェブ内に組み込まれる時には張力を印加する手段とを備えている。
処理システムは、ダンサーロールの速度を変化させる原動機と、ダンサーロールの後のウェブの第1の速度を測定する手段と、ダンサーロールにおけるウェブの第2の速度を測定する手段と、ダンサーロールの速度を測定する手段と、ダンサーロールの位置を感知する手段と、ダンサーロールの前のウェブの張力を測定する手段と、ダンサーロールの後のウェブの張力を測定する手段と、感知した位置、及び測定した張力及び速度に基づいてコンピュータコントローラを用いて原動機に制御命令を供給して原動機を制御し、それによって原動機によってダンサーロールに加えられる作動力を制御させる手段とを含むことが好ましい。
好ましい実施例では、処理システムは、第3の脚弾力材を引き伸ばす手段と、第3の脚弾力材をウェブの縦方向次元に対して横方向に配向する手段と、横方向に配向された引き伸ばした第3の脚弾力材をクロッチの両縁に沿って配置し、第3の脚弾力材の両端が第1及び第2の脚弾力材のそれぞれに接して位置するようにする手段を含む。
好ましいことに処理システムは、ある幅寸法を有しているウェブを処理する新しい手段を含み、この処理手段は、第1の組の突起を含む第1の外側作業表面を有する第1の回転輸送装置上で第1及び第2の脚弾力材を連続ウェブ内に組み込み、第1の組の突起とウェブとを相互作用させて第1の回転輸送装置上でのウェブの幅寸法の収縮を禁止する手段と、第2の外側作業表面を有する第2の回転輸送装置とを含み、第1及び第2の外側作業表面はウェブを第1の回転輸送装置から第2の回転輸送装置へ転送できるように、第1及び第2の外側作業表面が互いに最も接近する個所において互いに整列しており、第2の外側作業表面は第2の組の突起を含み、第2の組の突起はウェブの前進の方向に沿って第1の組の突起と整列していてウェブと相互作用するようになっており、それによって第2の回転輸送装置上でのウェブの幅寸法の収縮を禁止するようになっている。
好ましくは、第1及び第2の外側作業表面は、それらが互いに最も接近する個所においてウェブの全幅にわたって互いに整列させ、ウェブを第1の回転輸送装置から第2の回転輸送装置へ転送する間、この整列が維持される。処理手段は、ウェブの幅寸法の収縮の禁止を援助するために、第1及び第2の外側作業表面の少なくとも一方に吸引力を印加する手段を含むことができる。
第1及び第2の回転輸送装置の少なくとも一方は、第1の外側作業表面のための支持体を含む基材と、この基材上にあって、第1の組の突起を組み込んだ被膜と、被膜の組成内の解放剤とを備えていることが好ましい。
処理システムは、前側及び後側身体部分がウェブの両側に位置するようにウェブに対して横向きに配置されているそれぞれの加工片の前側及び後側身体部分が互いに対面するようにウェブを折り曲げる手段と、ウェブ内で前側身体部分と後側身体部分とを接合する側継ぎ目結合を形成し、それによってそれぞれの第1及び第2の脚弾力材を側継ぎ目結合において効果的に結合し、それによってそれぞれの脚開口における第3の脚断続材と、第1及び第2の脚弾力材のそれぞれとの間の引き伸ばし能力を実効的に連続させる手段とを含むことが好ましい。好ましくは、処理システムは、連続ウェブ内の隣接する加工片において同時に側継ぎ目結合を形成し、前側身体部分を後側身体部分に結合する手段を含む。
処理システムは、第1の軸を中心として所与の方向に回転するように取付けられているドラムを備えることができ、このドラムは第3の、周縁の外側作業表面を有している。処理システムは、第3の外側作業表面に接してドラム上に取付けられ、ドラムの回転方向に対して横方向に伸びるようになっている第1のエネルギ印加装置と、ドラムと共に回転するように取付けられ、ドラムの回転方向に対して横方向に移動して第1のエネルギ印加装置上に伸びるようになっている第2のエネルギ印加装置と、ドラムの回転中に第1及び第2のエネルギ印加装置を組合わせて動作させて加工片にエネルギを印加する手段と、ドラムの回転中に第2のエネルギ印加装置を第1のエネルギ印加装置上から撤収させる手段を含んでいる。
好ましい実施例では、エネルギ印加装置の一方は超音波ホーンであり、他方は超音波ホーンと共働するようになっているアンビルである。
処理システムは、側継ぎ目結合を形成した後に、ウェブからそれぞれの加工片を切断し、それによってガーメントを作る手段を含むことができる。
処理システムは、好ましくは、第1のエネルギ印加装置上のエネルギ印加経路に沿って第2のエネルギ印加装置を移動させる手段を含み、第1のエネルギ印加装置はアンビルからなり、第2のエネルギ印加装置は第2の軸を中心として回転するように取付けられている輪からなり、処理システムは、輪がエネルギ印加経路を移動する際に加工片を横切って漸進的に運動する点の軌跡において第1または第2の何れかのエネルギ印加装置を通して、超音波エネルギであることが好ましいエネルギを加工片に印加する手段を更に備えている。
以下に添付図面を参照して本発明を詳細に説明するが、この説明から本発明を完全に理解することができ、さらなる長所が明白になるであろう。
図1は、本発明のパンティに関係するガーメントブランクの平面図である。
図2は、クロッチ内に副吸収材を含む、図1のガーメントブランクの平面図である。
図3は、図2のガーメントブランクの3−3矢視断面図である。
図4は、図2のガーメントブランクの4−4矢視断面図である。
図5は、本発明の使い捨てガーメントの斜視図でる。
図6及び7は、図1のブランクの一部の部分切欠き拡大図であって、クロッチ横切り弾力材を示す図である。
図8は、本発明のブランクを製造、及びそれ以外に処理する装置レイアウトの一部分の側面図である。
図9及び10は、図8に側面図で示すニップ領域の斜視図である。
図11は、外側カバー層及び身体側層を結合する際に漸進するウェブに沿う前及び後脚弾力材の相対的な横方向位置を示す平面図である。
図12は、弾力性要素の代替パターンを示す図11と同様な平面図である。
図13は、本発明により作られるガーメントを製造する幾つかの作業ステーションを示す側面図である。
図14は、従来の処理動作の部分の斜視図であって、繰り出しステーションに隣接するダンサーロールを示す図である。
図15は、本発明の一実施例の斜視図であって、これも繰り出しステーションに隣接するダンサーロールを示す図である。
図16は、本発明の制御システムを表す流れ図である。
図17は、本発明に有用な側継ぎ目ボンダーを示す部分省略、部分切欠き斜視図である。
図18は、ダンサーロールに作用する力を示す自由ボディ力図である。
図19は、ダンサーロールの制御システムのブロック線図である。
図20は、脚弾力材がウェブ内に組み込まれた後の連続ウェブの一部の平面図であって、3つのガーメントブランクからなる3つの加工片を示す図8の20−20矢視図である。
図21は、図20の21−21矢視部分断面図である。
図22は、ウェブ、及び対応超音波ホーン及びアンビルを示す図8の22−22矢視断面図である。
図23は、超音波切断装置によって弾力性要素がクロッチ部分において切断された後の、弾力材が組み込まれている1つの加工片の部分の平面図である。
図24は、新しい超音波ホーンの斜視図である。
図25は、図24の超音波ホーンの25−25矢視断面図に、関連アンビルロールの代表的な関連区分を加えて示す図である。
図26は、適当な超音波装置の別の実施例の側面図であって、ニップ係合及びニップ圧力を制御する装置を示す図である。
図27は、超音波サブシステムの更に別の実施例を示す側面図である。
図28は、処理ロールの1つの一部分の、図13の28−28矢視断面図である。
図29は、処理ロールの、図28の29−29矢視部分断面図であって、本発明のロールに施された代表的な被膜と、その上に組み込まれた突起とを示す図である。
図30は、図29の破線円内に示すロールの一部分の拡大断面図である。
図31は、ウェブの幅にまたがってウェブに作用する実効下向き力を表すグラフである。
図32は、クロッチ弾力材を配置するのに使用される型の装置の一代表例の斜視図である。
図33は、図32の装置の概要側面図である。
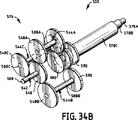
図34Aは、クロッチ弾力材を配置するのに使用される型の装置の別の例の概要側面図である。
図34Bは、図34Aの装置の斜視図である。
図35は、図34Aの装置の別の斜視図である。
図36は、図34Aの装置の別の概要側面図である。
図37は、図34A、図34B、図35、及び図35に示す実施例の典型的な組の相補的な非円形歯車の速度パターンを示す図である。
図38は、指定された回転角を有する単一の非円形歯車セットの概要側面図である。
図39は、クロッチ弾力性要素を配置するのに特に有用な装置の実施例の斜視図である。
図40は、本発明の装置によって転送されるクロッチ弾力材の入力ウェブの部分の部分切欠き斜視図である。
図41は、図39の実施例の一部を切欠いてスリップリング内のカムシステム及び例示吸引ポートを示す拡大斜視図である。
図42は、図39の42−42矢視断面図である。
図43は、カムシステムによって作動させられるクランククレビスの斜視図である。
図44は、輸送ヘッドの外壁の、図41の44−44矢視断面を離散した部分と共に示す図である。
図45は、断面で示した部分の表面の部分拡大斜視図である。
図46は、図44の断面を更に拡大して突起を示す図である。
図47は、図39の47−47矢視側面図である。
図48は、図17の側継ぎ目ボンダーの49−49矢視断面図である。
図49は、図17の側継ぎ目ボンダーの概要端面図である。
図50は、図17の51−51矢視平面図であって、第1のエネルギ印加装置と、その上に載ったウェブとを示す図である。
図51は、図50の第1のエネルギ印加装置の側面図である。
図52は、本発明に有用な側継ぎ目ボンダーの第2の実施例の、図48と同様な断面図である。
以下に、ガーメントの使用中に、主吸収材としての衛生用パッドを定位置に保持するための使い捨てガーメント、及び対応するガーメントブランク及びブランク予備形成品を含む物品について詳細に説明する。しかしながら、本発明は、女性用タンポン、失禁用パッド及び他の製品等のような他の使い捨て衛生用物品にも使用できることは理解されよう。
図1のガーメントブランク10は、副吸収材を組み込む前の2層ガーメントブランクの好ましい実施例を示す。図2のガーメントブランクは全ての要素を含んでいるが、ガーメント構造を形成するための複合体の組立ての最終段階の前の仕上がったガーメントブランクの好ましい実施例を示している。図5は、最終的に組立てられた使い捨てガーメント構造を示す。
図1−3を参照する。ガーメントブランク10は総合ガーメント長“L1”及びブランクのガーメント幅“W1”を限定する外側カバー層12と、外側カバー層に固定されている身体側層14とを有している。ガーメントブランク10は、ブランクの第1の縁として前側ウェスト部分18で終端する前側ボデイ部分16と、ブランクの第2の縁として後側ウェスト部分22で終端する後側ボデイ部分20とを含んでいる。
身体側層14は、前側身体部分16上の外側カバー層12に重ねられ、それに固定されている前側層要素19と、後側身体部分20上の外側カバー層12に重ねられ、それに固定されている後側層要素21とを含んでいる。図1に示すスペース23が、前側層要素19を後側層要素21から分離している。
図2及び5を参照する。図5に示すガーメント25を形成するためのブランクの組立てが図2に示されている。前側身体部分16の第1の側縁26は、後側身体部分20の対応する第1の側縁28と組合わされ、第1の側継ぎ目30を形成する。同様に、前側身体部分16の第2の側縁32は、後側身体部分20の対応する第2の側縁34と組合わされ、第2の側継ぎ目36を形成する。組立てられると、ウェスト部分18、22はガーメント25を着脱するためのウェスト開口38を形成する。ウェスト開口38は、少なくとも一部をウェスト弾力材40によって取り囲まれる。ウェスト弾力材40は引き伸ばされ、引き伸ばされた状態でウェスト部分18、22内に組み込まれている。ウェスト弾力材40は、ウェスト内に固定された後に解放されるので、ウェストに折り目またはプリーツ42が発生し、それによってウェスト開口38を伸ばすことができるようになり、ガーメント25をいろいろなサイズの人にフィットさせることができる。本発明のユーザは、一般にブリーフ型のガーメントを好むので、前側部分18が臍の高さに来るようにし、また着用者のウェストの周囲に水平になることが好ましい。代替ガーメントの型は、ビキニ(例えば、レギュラーレッグカット、またはフレンチレッグカット)及びヒップスター(例えば、レギュラーレッグカット、またはフレンチレッグカット)を含む。
図1及び5を参照する。前側身体部分16、後側身体部分20、及びクロッチ25は組合って、最終的に組立てられたガーメント25の左側及び右側脚開口44及び46をそれぞれ形成する。以下に簡単に説明するように、脚開口44、46は外側カバー層12の切り欠き部分、及び身体側層14の対応部分(もしあれば)によって形成される。各脚開口44、46は少なくとも一部を、後側脚弾力材48、前側脚弾力材50、及び後側脚弾力材と前側脚弾力材との間のクロッチ弾力材51によって取り囲まれる。各弾力材48、50、51は、対応する脚開口のそれぞれの縁52に近接している。前側及び後側脚弾力材48、50は、一般には接着剤55によって、外側カバー層12と身体側層14との間に固定される。クロッチ弾力材51は、これも接着剤55(図3に示す)によって、外側カバー層12とクロッチ弾力材支持シート53との間に固定される。弾力材48、50、51は、外側カバー層12に固定される時は引き伸ばされた状態にある。従って弾力材、外側カバー層、身体側層、及び支持シート53(図4に示す)は外側カバー層に固定された後に解放され、弾力材が脚開口44、46の縁に折り目54を発生して脚開口44、46は伸ばすことができ、いろいろな脚サイズにフィットできるようになる。
前側身体部分16は、前上側部分56と前下側部分58とに分割することができる。同様に後側身体部分20は、後上側部分60と後下側部分62とに分割することができる。上側部分56及び60は、身体弾力材64を含むように設計することが好ましい。身体弾力材64は、着用者がガーメント25を装着する際には容易に伸ばすことができ、次いで身体弾力材64の休止/解放状態に向かって容易に収縮することができる。これにより、異なる身体のサイズ及び形状に密着する、即ちぴったりとフィットするようになる。ガーメント25が、特に着用者の身体の周囲に良好にフィットするように、多くの身体弾力材64の要素が前及び後上側部分56、60上の、ウェスト開口38と脚開口44、46との間の位置にそれぞれ位置決めされている。
一般に下側身体部分58、62は、弾力材を使用しても差し支えないが、上側身体部分56、60におけるような間隔をおいた弾力材を必要としない。
左側及び右側クロッチ弾力材51の間のクロッチ24の幅は、主吸収材66がクロッチ弾力材51を妨害することなく、クロッチ24部分の脚開口の縁52の間に主吸収材66を配置するのに十分な幅にすべきである。このようにするとクロッチ弾力材51が収縮して、主吸収材の周囲のクロッチの側を引寄せ、それによって主吸収材66の厚みを受入れ、主吸収材66からの例えば月経分泌物のような漏洩を収容する表面積を、縁52に接するガーメントのクロッチ24内に与えることができる。
弾力材51の間のクロッチ24の幅は、外観的にかさばったり、心地よくないような幅にすべきではない。適当な幅は、クロッチ弾力材間が少なくとも約70mm(2.75インチ)である。クロッチ24の幅は、有利には約76mm(3インチ)乃至約89mm(3.5インチ)である。好ましくは、この幅は約76mm(3インチ)である。
対向する脚開口44、46における各クロッチ弾力材51は、クロッチ弾力材の機能を遂行するように、組合って作用する多数の弾力材の要素からなることが好ましい。各クロッチ弾力材51は、約10mm(0.375インチ)乃至約16mm(0.625インチ)の実効幅を有していることが好ましい。詳しくは、各クロッチ弾力材の実効幅は約13mm(0.5インチ)である。好ましくは、脚及びクロッチ弾力材48、50、51の外側の脚開口44、46の縁上のラッフル材料は約6mm(0.25インチ)より小さい。より好ましくは、ラッフル材料は、約3mm(0.125インチ)より小さい。最も望ましいのは、脚開口44、46の縁からラッフル材料を排除することである。
クロッチ24の総合幅は、左側及び右側クロッチ弾力材51、クロッチ弾力材の幅、クロッチ弾力材の外側の脚開口の縁52までの何等かのラッフル材料を含む。好ましくは、クロッチ24の総合幅は少なくとも約102mm(4インチ)とすべきである。
図2は、外側カバー層12の上に、及び身体側層14の前側及び後側層要素19、21の上のクロッチ24内に固定されている副吸収材68を有する図1のガーメントブランク10を示している。一般に副吸収材68の幅は、クロッチ24の幅に関係があるサイズである。好ましくは、副吸収材68の幅は、少なくともクロッチ弾力材51の間の距離程度の大きさとする。より好ましくは、副吸収材の幅は、クロッチ24の総合幅に等しくする。
副吸収材68は、主吸収材66の周囲、またはそれを通った体液の何等かの流れ、または浸透を吸収する十分な容量を有しているべきである。好ましくは、副吸収材68の容量及び厚みは、主吸収材66の容量及び厚みよりも実質的に小さくし、かさばらない、そして柔軟なフィットを与えるようにすべきである。副吸収材68の合計液体保持容量は、主吸収材66の容量の約半分にすべきである。好ましくは、副吸収材68の容量及び厚みは約4g(グラム)にすべきである。好ましくは、約4g乃至約6gにすべきである。しかしながら、副吸収材68の坪量、または型は、不織ファブリックのHandle-0-MeterこわさのためのINDA標準試験方法IST 90.3-92標準試験方法によって測定して、柔軟性に対する耐性が400g程度よりも小さくなるように選択すべきである。
副吸収材は小さいこわさ(stiffness)を有している。こわさを小さくすると吸収材及びその対応障壁層69(図4に示す)を、心地よい外側カバー層12及び身体側層14(これらは一緒になって、実質的な範囲の身体のサイズ及び形状に適合する)に固定させ続けることができる。副吸収材のこわさは、好ましくは試験するどの軸上でも400gよりも小さくし、より好ましくはウェスト開口に平行な軸上で100グラムよりも小さくする。副吸収材単独のこわさは、250gよりも小さくし、好ましくはウェスト開口に平行な軸上で75グラムよりも小さくする。
副吸収材68の総合長さは、主吸収材66の縁の周囲を流れる、または浸透する液体を受けるように適切に位置決めするために、主吸収材66の両端より遠くまで伸びるように十分な長さにすべきである。この総合長さは、典型的には、約382mm(15インチ)とし、ブランク10の縦方向中心線A−Aに沿ってクロッチ24を超えて伸びるようにする。一般的にはこの長さは、約382mm(15インチ)乃至約484mm(19インチ)にすべきである。好ましくは副吸収材68の長さは約433mm(17インチ)である。
クロッチ24を超える副吸収材68の幅は、少なくともクロッチ24の幅程度の広がりにすべきである。副吸収材68の幅はクロッチ24より狭くすることはできるが、主吸収材から流れる、または浸透する液体の汚染との妥協であることができる。より好ましくはクロッチの外側の幅をクロッチ内の幅よりも広くし、約127mm(5インチ)乃至約306mm(12インチ)、代替として約140mm(5.5インチ)乃至約191mm(7.5インチ)とする。最も好ましくは、幅を約165mm(6.5インチ)とする。
図1、2、3、及び4を参照する。ウェスト弾力材40、身体弾力材64、及び脚弾力材48、50、51は一般に身体側層14の前側及び後側層要素19、21によってカバーされている。
外側カバー層12及び身体側層は共に、着用者に従順且つ柔軟な感触である。外側カバー層12を作ることができる以下の材料の説明は、身体側層14の材料にも等しく適用される。
外側カバー層12は、液体透過性であって液体をその厚み内に容易に浸透させるか、または不透過性であってその厚み内に浸透する液体に抵抗することができる。外側カバー層12は、天然ファイバ(例えば、木または綿ファイバ)、剛性ファイバ(例えば、ポリエステルまたはポリプロピレンファイバ)、または天然及び剛性ファイバの組合わせ、または網状フォーム及び穿孔プラスチックフィルムのような、広範な材料で作ることができる。外側カバー層12は、織物、またはスパンボンデッド、カーデッド、押し出し等のような不織物であることができる。適当な外側カバー層12は、ファブリックの分野においては公知の手段によってカードされ、熱的に結合される。代替として、外側カバー層12は、スパンボンデッドウェブから、好ましくは一般的に連続ウェブから誘導することができる。好ましい実施例では、外側カバー層は、ASTM D-1682及びD-1776によって測定したつかみ張力が84.5N(19ポンド)、ASTM D-1175によって測定したTaber 40サイクル磨耗定格が3.0、そしてTAPPI方法T-402を使用したHandle-0-MeterのMD値が6.6g、CD値が4.4gのワイヤ編み込みパターンを有するスパンボンデッドポリプロピレン不織物である。このようなスパンボンデッド材料はジョージア州ローズウェルのKimberly-Clark Corporationから入手可能である。外側カバー層12は、約10.17g/m2(0.3オンス/平方ヤード(osy))乃至約67.8g/m2(2.0osy)、好ましくは約23.73g/m2(0.7osy)の坪量を有している。
脚開口44、46の位置及び形状は、着用者のクロッチ及び鼠蹊領域内が厚くならないようにするために、臀部を十分に覆うようにするために、そしてガーメント25が前方へ傾斜する(例えば、前側ウェスト縁が後側ウェスト縁より下方に下がるように傾斜する)のを防ぐために重要である。図1及び2は、脚にフィットし、臀部を覆うのに最も好ましい設計を示している。脚の上部を横切る曲線の形状は重要である。もしこの曲線が深過ぎれば、ガーメント25は下方及び後方へ移動し、前側ウェストが短くなり、後側の長さ及びガーメントの座内のだぶつきが増加する。これは、着用した時に着用者のウェストの周囲で水平に見えずに、傾斜して見えるようになる。
従って各脚開口44、46の前側部分の縁70の大部分は、縁70の全体の長さ“L3”の少なくとも約70%の長さ“L2”を有する直線区分72によって限定される。この直線区分72は中心線A−Aに対して約75°乃至約100°、最も好ましくは約90°の角度をなしているべきである。
図1に示すようにガーメントブランク10を平らに広げた場合には、各脚開口の後側部分の縁74の大部分は縁74の全体の長さ“L5”の少なくとも約70%の長さ“L4”を有する直線区分76によって限定される。直線区分74は、ブランク10の縦方向中心線A−Aに対して鋭角をなしている。縁74の直線76は、ガーメント25の中心線に対して好ましくは約50°乃至約65°、最も好ましくは約60°の鋭角αをなしているべきである。
各脚開口44、46のクロッチの縁78の大部分は、長さ“L6”を有する直線区分80によって限定されている。好ましくは、直線区分80は、それぞれの縁78の全長“L7”の少なくとも約70%にわたって直線である。
各後側脚縁部分74は、それぞれの直線区分76の一方の端81から第2の端82まで伸びる円弧状区分“A1”を含み、それぞれの後側脚縁部分74をクロッチの縁78のそれぞれの後側端に接続している。
各前側脚縁部分70は、それぞれの直線区分72の一方の端84から第2の端86まで伸びる円弧状区分“A2”を含み、それぞれの前側脚縁部分70をクロッチの縁78のそれぞれの前側端に接続している。
内側鼠蹊領域における円弧状区分“A2”の形状は重要である。もし弧が浅過ぎれば、内側鼠蹊領域が窮屈になる。
クロッチ幅を狭くすることが好まれるが、臀部の覆いを減少させる。この減少を補償するためには、図1及び2に示すように円弧状区分“A1”の端82を中心線B−Bよりも若干前方に位置決めするように、円弧状区分“A1”を後側ウェスト部分22に向かって調整することが好ましい。
ウェスト、後側脚、前側脚、及び身体弾力材40、48、50、64は、以下に説明する装置及び方法を使用して、それぞれガーメントブランク10の、一般的には外側カバー層12と身体側層14との間に取付けられる。
弾力材として使用するのに適する材料は、限定するものではないが、いろいろな弾力性スレッド、編みゴム、平坦なゴム(例えば、帯)、弾力性テープ、フィルム型ゴム、ポリウレタン、及びテープ状エラストマ、またはフォームポリウレタン、または形成された弾力性スクリムを含む。各弾力材は、構造内で単要素、多要素、または複合体であることができる。弾力材内に使用される弾力性材料は潜在的及び非潜在的であることができる。
ウェスト弾力材40の複合幅は典型的には約13mm(0.5インチ)である。使用されている場合のスレッドまたはリボンは多要素であることができ、複合体として適用することができる。好ましいウェスト弾力材はスレッドであり、より好ましいのはウェスト弾力材として4つのスレッドを使用し、これらのスレッドを約4.3mm(0.17インチ)離間させることである。スレッドは、適当な弾力性材料から作ることができる。1つの適当な材料は、デラウェア州ウィルミントンのDupontから入手可能なLycra▲R▼スレッドのようなスパンデックスである。適当なウェスト弾力材は、13mm(0.5インチ)幅の弾力材の場合、約3760の合計デシテックス(g/1000m)を有するスレッドを含む。
外側カバー層12と身体側層14との間に弾力材を結合するのに接着剤55が使用される。適当な接着剤は、例えばウィスコンシン州ミルウォーキーのFindley Adhessivesから入手可能なFindley H2096ホットメルト接着剤を含む。
各々が多重スレッドを含む脚弾力材48、50及びクロッチ弾力材51は、典型的には約13mm(0.5インチ)幅である。弾力材は、スレッド、リボン、フィルム、または複合体からなることができる。スレッド、リボン等は多要素であることができ、複合体として適用することができる。前側脚弾力材及びクロッチ弾力材はスレッドであることができ、好ましくは約4.3mm(0.17インチ)離間した3スレッドからなることができる。6スレッドまでからなる後側脚弾力材は、約19mm(0.75インチ)の幅を有し、約4.3mm(0.17インチ)離間させることができる。スレッドは適当な弾力性材料から作ることができる。ウェスト弾力材と同様に、1つの適当な材料は、デラウェア州ウィルミントンのDupontから入手可能なLycra▲R▼スレッドのようなスパンデックスである。適当な脚弾力材は、13mm(0.5インチ)幅の弾力材の場合、約3760の合計デシテックス(g/1000m)を有するスレッドを含む。
幾つかの弾力材48、50、及び51を外側カバー層12、身体側層14及び支持シート53に結合するのに接着剤55が使用される。
脚にぴったりとフィットさせ、クロッチ24の側を引き上げて主吸収材を受入れるための揺り籠状の受け台(即ち、クレードル)を形成させるために、脚弾力材48、50、及びクロッチ弾力材51は、層12、14にそれぞれ取付ける時に細長くされ/引き伸ばされる。
好ましくは、脚弾力材48、50は複数のセグメントで取付け、ブランク10に組み込む時の各セグメントの引き伸ばし量は、それぞれのセグメントが占める位置に従って決定される。前側及び後側脚弾力材について言えば、前側脚弾力材の引き伸ばし量は後側脚弾力材よりも小さくする。前側弾力材、後側弾力材、及びクロッチ弾力材については、前側及びクロッチ弾力材の引き伸ばし量は後側弾力材よりも小さくする。好ましくは、前側及びクロッチ弾力材は約150%引き伸ばし、後側弾力材は脚開口に沿って約300%引き伸ばす。異なる区分の弾力材を異なる量だけ引き伸ばし、要素数の異なる組合わせ、要素のいろいろなデシテックス、及び引き伸ばし量を介して対応する異なる張力を与えることによって、主吸収材パッド66の取付けが容易になり、鼠蹊領域における窮屈さが減少し、そして大きい脚弾力材の収縮によってもたらされるクロッチ24の団塊化が減少する。後側脚弾力材の引き伸ばしを大きくして、使用中の動きに伴うガーメントの座のクリーピングを維持するのを援助する。
今度は図1、6、及び7を参照する。先に示唆したように6(後側)及び3(前側)スレッドからなる後側及び前側脚弾力材48及び50上の弾力材は、弾力材の単一のスレッド88として表されている。単一のスレッドの特徴及び使用に関しての以下の説明は、示唆した通常の多重スレッドに適用される。
各脚開口44及び46の周囲に伸びる弾力材の複合体は、後側脚弾力材48の一部分、前側脚弾力材50の一部分、及び左側及び右側クロッチ弾力材の一方からなっている。特に図1、2、6、及び7を参照する。後側脚弾力材48は第1の区分48Aとして、ブランクの縁28上の、またはその付近の第1の個所90から中心線A−Aと実質的に堅実な鋭角αをなして伸び(前側ウェスト部分18においてブランクの第1の縁に向かう)、ブランクを幅方向に横切り、直線区分76Aに沿って脚開口46の後側縁74にほぼ追随し、クロッチ24に向かって第1の円孤状区分“A1”上に達し、概ねクロッチ24の、またはその付近の第1の円孤状区分“A1”において終端する。後側各弾力材48は第2の区分48Bとして、第1の円孤状区分“A1”から、クロッチを横切って第2の円孤状区分“A1”まで伸びている。後側脚弾力材48は第3の区分48Cとして、第2の円孤状区分“A1”から中心線A−Aと鋭角αをなして伸び(前側ウェスト部分18から遠去かる)、直線区分76Bに沿って脚開口44の後側縁74に概ね追随し、隣接する縁34の、またはその付近の第2の軌跡92に達する。図1、2、6、及び7に示してある平らな形状のブランクでは、区分48A及び48Cは250%引き伸ばされ、一方区分48Bは弛緩されている。好ましくは、区分48Bは弾力材内に適量のたるみを含む。
前側脚弾力材50は第1の区分50Aとして、ブランクの側縁26の、またはその付近の第3の個所94から、ブランクを横切って幅方向に伸び、前側脚縁部分70の縦方向直線区分72Aに沿って概ね前側脚縁部分70に追随し、クロッチ24に向かう第1の円孤状区分“A2”に達し、概ねクロッチ24の、またはその付近の第1の円孤状区分“A2”で終端する。前側脚弾力材50は第2の区分50Bとして、第1の円孤状区分“A2”からクロッチを横切って第2の円孤状区分“A2”まで伸びている。前側脚弾力材50は第3の区分50Cとして、第2の円孤状区分“A2”からブランクを横切って幅方向に伸び、前側脚縁部分70の縦方向直線区分72Bに沿って概ね前側脚縁部分70に追随し、隣接する側縁32の、またはその付近の第4の個所に達する。図1、2、6、及び7に示してある平らな形状のブランクでは、区分50A及び50Cは150%引き伸ばされ、一方区分50Bは弛緩されている。好ましくは、区分50Bは弾力材内に適量のたるみを含む。図1、2、6、及び11に示す実施例では、前側及び後側脚弾力材は、1つまたはそれ以上の連続スレッドとしてブランク10の幅“W1”を横切って伸びている。
クロッチ弾力材51は、後側及び前側脚弾力材48及び50の間に伸び、クロッチ弾力材の両端は円孤状区分“A1”及び“A2”に、またはその付近に配置されている。従って、関連する後側脚部分(例えば、48A)、関連する前側脚部分(例えば、50A)、関連するクロッチ弾力材51の組合った貢献によって弾力特性が各脚開口の周囲に与えられる。
脚弾力材を複数の区分にする理由は、少なくとも2つある。第1に、弾力材の複数の区分を使用すると、有利な製造速度を維持しながら弾力材を外側カバー層12上に配置するのが容易になる。図1、8、及び9に示唆されているように、連続するブランク連、または例えば図1の予備形成品は、基材として外側カバー層12を含む連続ウェブ100上に、これらの連続したブランク及び/またはブランク予備形成品を作る。この場合、ブランクのガーメント幅“W1”を処理装置の「機械方向」に配置し、バックシートのガーメント長さ“L1”を横方向、例えば処理装置及びウェブ100の横機械方向に配置する。このような配列ではウェブ100を本質的に定速で「機械方向」に連続的に前進させながら、弾力材の連続スレッドとして処理装置内に「機械方向」に適切に連続送りすることによって、前側及び後側ウェスト弾力材40、前側及び後側身体弾力材64、及び前側及び後側脚弾力材50、48を全てブランク内に組み込むことができる。
ウェブ100の前進方向に対して本質的に90°にクロッチ弾力材を配向するようにすると、前側または後側の何れかの脚弾力材の連続要素の一部分としてクロッチ弾力材を配置する段階は、(1)クロッチ弾力材を定位置に送りながらウェブ100の前進を一時的に、規則的に、間欠的い停止させるか、または(2)ウェブ100を大幅に低速にして弾力材案内を大幅に駆動し、ウェブをこのように低速にしながらクロッチ弾力材を取付けることを示唆している。何れのシナリオの場合も、速度が変化するために、ウェブを低速にして加速する駆動装置に過酷な応力が加わり、ウェブにも過酷な応力が加わることになろう。
本発明は、そのようにはせず、クロッチ弾力材セグメントを先ず引き伸ばしてウェブ100に対して横方向に配向し、次いでウェブが適切な動作ステーションを通過する時にウェブ上に配置して脚、身体及びウェスト弾力材をブランク内に配置するというように、分離した動作としてブランク10内にクロッチ弾力材を配置し、上述したように分離した弾力材セグメントを配置することを意図しており、弾力材を配置するシーケンスを臨界的でなくしている。
次に図8、9、及び10を参照する。最終的にはカバー層12になる第1の連続ウェブ100は、転向ロール104によって外側カバー構成ロール102へ送られる。最終的に身体側層14になる第2の連続ウェブ106は、接着剤塗布装置108の近傍を通過してから転向ロール110を回り、転向ロール110によって構成ロール102に押しつけられる。弾力性スレッド112は、弾力性スレッドの連続源(図示してない)から、送りニップ114、スレッド案内116、及び複数組の案内指120A及び120Bを通り、連続ウェブ100と(構成ロール102及び転向ロール110によって形成されている)ニップ144において今は連続ウェブ100内に組み込まれて身体側層14の要素19、21に形成されている連続ウェブ106との間を通して送られる。
特に図10及び11を参照する。スレッド案内116、及び対応する組の案内指120A及び120Bは、それぞれ横方向スレッド案内122A及び112Bの要素である。各横方向スレッド案内122A及び112Bは、ウェブ100、106の走行の機械方向に対して横方向に滑るように、横滑りバー124上に取付けられている。各横方向案内122は、リンケージアーム128及び130、垂直駆動シャフト132、及びカムフォロア収容カムハウジング136を含む横方向駆動メカニズム126に接続されている。カムフォロアは、それぞれのカムハウジングに収容されている対応カムを追随する。カムは、駆動ベルト142によって機械駆動シャフト140にリンクされている。従って、駆動シャフトが回転すると、リンケージアーム128、130、及び対応してスレッド案内及び複数組の案内指がウェブの機械方向に対して横方向に運動する。その結果、処理ライン駆動シャフト140が回転すると、図10に矢印118で示してあるようにカム及びカムフォロアの設計との共働により、スレッド案内及び複数組の案内指が横方向に振動運動するようになる。
図8を参照する。案内指120はニップ144に接近して位置決めされているので、それらは、ウェブ102及び106がニップ144に進入してニップ144の間に弾力材を相応じて捕捉する際に、ウェブ102及び106に対する脚弾力材の横方向位置を精密に制御し、それらの間の弾力材の位置を接着剤55によって固着する。従って、案内指120は、2インチ幅のニップ144内に弾力材のスレッドを案内するように物理的に位置決めされていることが好ましい。指をニップ144により接近して配置できれば、それらはより確実に弾力材を案内することになる。案内指120を注意深く設計し、またニップ144に対する案内指120の位置を注意深く制御することによって、案内指120はロール102と110との間のニップで限定される接触線を0.5インチ以内に位置決めすることができる。
案内指120をどれ程ニップに近づけて配置できるかという限度は、指自体がニップ内に引き込まれないようにしながら、弾力材のスレッドを確実に案内できるように指を設計する能力によって決定される。最終的に指をニップに可能な限り近づける臨界度は、図8に示唆されているように、好ましくはニップ144の直前で、スレッド112を接着剤被膜された層14上に導くことによってある程度緩和させることができる。弾力材のスレッドをニップの前方でウェブ106上に導くことによって、指120と接着剤被膜されたウェブ106との間のスレッドによって走査される開かれた距離が最小になり、1.25cm(0.5インチ)より小さく、例えば6mm乃至10mm(0.25−0.375インチ)に保持される。
ウェブが処理ラインに沿って前進するにつれて、横方向案内122、従って指の横方向運動が、前進するウェブ100及び106の機械方向に対する弾力材スレッド112の横方向の位置を決める。図11は処理ラインに沿うウェブの機械方向の運動に対する複数組の案内指120A及び120Bの横方向運動の概要パターンを示している。図11には、その後の処理において脚開口44、46の前側及び後側縁になる幾つかの位置に、複数組の案内指120A及び120Bが示されおり、それが複数組の指120A及び120Bの位置であり、その位置が駆動メカニズム126によって動的に変化させられること、及びそれが、弾力材が図8−11に示すようにニップ144においてウェブ内に配置される点及び時点におけるウェブ内の弾力材の瞬時横方向位置を決定することを表している。
図1、8、10、及び11を比較すれば、指120Aの組が後側脚弾力材のスレッドを組合わされたウェブ121内に互いに概ね平行に配置し、一方指120Bの組が後側脚弾力材のスレッドを組合わされたウェブに互いに概ね平行に配置し、そしてこれらのスレッドが脚開口44及び46の前側縁70及び後側縁74を限定する設計経路のそれぞれの部分に沿っていることが分かる。弾力材のスレッドが機械方向からずれた経路を走行する際に、スレッドが指120から繰り出される時はスレッド88間の距離が概ね一定であるために、弾力材のスレッドはそれらの他方に対する平行関係から若干ずれるようになる。弾力材の横機械方向走行によってもたらされるこの平行のずれは、本明細書では弾力材のスレッドの互いの関係について「ほぼ平行」という語で表すことにする。
図11は、ニップ144を通過する組合わされたウェブ121内に、ガーメントブランクまたはブランク予備形成品の連続シーケンスの中の1つのガーメントだけを含むように示してあることは理解されよう。また、ニップ144を通過するウェブが、後述するカッターによる動作も受けて組合わされたウェブ121から材料が切り離され、脚開口44及び46が形成されることも理解されよう。
以上を要約すれば、ウェブ100及び106は、繰り出しスタンド(図示してない)から実質的にエンドレスロールとして供給される。ウェブ106は、典型的には、最終的に身体側層14の要素19及び21になる、スペース23によって分離されている第1及び第2の、並べられた、前側及び後側層要素として供給される。スペース23は要素19と21とを分離し、切断されてクロッチ及び脚開口44及び46に形成されるブランク10の一部の概ね対応する。接着剤55は、接着剤塗布装置108によってウェブ106の前側及び後側要素19及び21に塗布される。ウェブ100及び106は接着結合され、弾力性スレッドがニップ144においてウェブの間に挿入され、またスペース23が前側及び後側要素19、21の間に挿入され、それによってブランク10内に構成される外側カバー層12及び身体側層14が形成される。
弾力材の横方向位置は、処理ラインに沿う幾つかの動作を駆動し、時間設定する駆動シャフト140によって駆動される横方向運動のプリセットされた経路に従って変化する。案内指120によって配置される弾力材112のスレッドはそれぞれの経路を走行し、それによって弾力材のスレッドは、脚開口を切断するその後のカッター(ウェブの前進に、従って、ニップ144において、及びその後の切り離しカッター(後述)において限定される一連のガーメントブランク10の前進に揃えられている)において限定される脚開口44及び46の前側及び後側縁に最終的に追随する。
脚開口の前側及び後側縁に沿って配置される弾力材のスレットの部分は引き伸ばされている。クロッチの幅を横切って走る部分は実質的に弛緩している。クロッチ弾力材51は、その後の処理ステーション(後述)においてブランク10内に分離して配置される。
ブランク10の第2の実施例を図12に示す。第2の実施例では、後側層要素21の内縁148は、図11に示す実施例に示す同じ縁148よりも後方に配置されており、一方案内指120Aは図10に示すものと同一の経路を走行する。従って、弾力材のスレッド112がクロッチを横切って伸びる時に、スレッド112は縁148の前方のスペース23内に案内され、そのため層12と14との間に保持されず、層14上の接着剤55によって制御されなくなる。この場合には、張力は、張力下にあるロープに漠然と似た形態でスレッドは層要素21の縁148に沿って収縮するように、クロッチ24を横切る弾力材のスレッド112上に維持される。ロープはその後に切断されるので、スレッドの切断端は、後側層要素21の縁148と、層12と後側層要素21の縁148との間に接着的に保持されているスレッドの経路との交差によって概ね限定される位置まで収縮する。従って、切断された後のスレッド112は、図7に示すようにゆるい中間端150を含むようになる。
身体弾力材64及びウェスト弾力材40は、固定された送り及びニップにおける案内を設ける従来の手法でニップ144において組み込むことができるので、詳細な説明は省略する。
本明細書において使用する「複数」または「多重」要素には、例えば弾力材の複数の(多重)スレッド、または複数の(多重)走行経路のように、2つまたはそれ以上のこれらの要素が含まれているものとする。
以上の説明は、ガーメント、ブランク及びこれらのブランク内に脚弾力材を組み込む方法に集中していた。図13は、ガーメント25を製造するためのプロセス内に外側カバー構成ロール102を組み込んだ処理ラインの重要部分を示している。図示のように、ウェスト及び身体弾力材40、64は、ニップ144において組合わされるウェブ内に組み込むことが好ましい。
更に図13を参照する。前側及び後側脚弾力材48及び50をウェブ内に組み込み、全体を層12と14との間に閉じ込める際に全体を152で示す能動的なダンサーロールサブシステム(後述)を使用し、スレッドが各ブランクの横クロッチ部分を表す個所においてニップ内へ送り込まれる時には脚弾力材のスレッド112内の張力を弛緩させ、スレッドが脚開口の前側及び後側部分に沿って配置される時には張力を印加させる。
層12と14との間から出てしまうスレッドの一部分を含む、前側及び後側脚弾力材48及び50をウェブ内に組み込む際には、ダンサーロールサブシステム152は使用されず、その代わりに例えば図示のように、外側カバー構成ロール102上のその後の位置においてカッターサブシステム154が適用される。
外側カバー構成ロールから、組合わされたウェブ121は転向ロール156を巻き、組立ロール158上に到達する。以下に説明するように、キャリヤウェブを含むクロッチ弾力材51は、組立ロール158上でクロッチ弾力材取付けサブシステム159によってブランク10内に位置決めされる。組立ロール158から、ウェブは転向ロール159の周囲を通過する。転向ロール160は、組合わされたウェブ121内の脚開口44、46を切断するロール162上の1つもしくはそれ以上のカッターのためのアンビルとして働く。次いで、組合わされたウェブは転向ロール164を過ぎて、折り曲げ機166に向かう。折り曲げ機166では、組合わされたウェブは、ブランク10の前側及び後側部分が互いに対面するように縦方向に折り曲げられる。折り曲げられたウェブは、側継ぎ目ボンダー168上を通過し、側継ぎ目30及び36が形成される。側継ぎ目ボンダーから、未だにウェブの状態の今形成されたばかりのガーメントは転向ロール170及び172の周囲を通過し、カッターロール174に達する。転向ロール173は、ウェブから完全に形成された個々のガーメント25に切断するカッターロール174のためのアンビルとして働く。
ダンサーロール
以下にダンサーロールサブシステムを、図13に示す処理ライン151に関して説明する。勿論、以下に説明する新しいダンサーロールサブシステムは、柔軟なウェブプロセスを使用して製品を製造する他の方法及び装置にも使用することができる。
図14は、典型的な従来のダンサーロール制御を示している。ウェブ材料218の前進速度は、ダンサーロールの下流のニップ272の速度と組合わせて、繰り出し電動機214によって制御される。ダンサーサブシステム152は、ダンサーロール自体の前後に、下側転向ロールを使用する。ダンサーロールは、エンドレスケーブルシステム内の下側転向ロールと上側転向滑車との間に限定されている動作窓内を垂直に上下運動する。(i)上側転向滑車に接する窓の頂部、及び(ii)転向ロールに接する窓の底部に対する動作窓内のダンサーロールの位置は、位置トランスジューサ225によって感知される。垂直成分を有するほぼ静的な力が、空気シリンダ227によってダンサーロール支持システムに印加される。
要約すれば、図14に示す従来のダンサーロールサブシステムでは、ウェブ材料がダンサーロールに供給される速度をプロセス取り上げ速度が超えると、ダンサーロールに加わる静的な力がダンサーロールをその動作窓内で下方に移動させる。ダンサーロールが下方に移動すると、位置の変化が位置トランスジューサ225によって感知され、位置トランスジューサ225は、ウェブがダンサーサブシステムへ送られる速度を制御する電動機へ補正信号を送って、送り/繰り出し速度を増加させる。送り速度は、ダンサーロールをその動作窓内の中点に戻すように十分に増加する。反対に、ウェブ材料がダンサーロールに供給される速度よりプロセス取り上げ速度が遅いと、ダンサーロールに加わる静的な力が、ダンサーロールをその動作窓内で上方に移動させる。ダンサーロールが上方に移動すると、位置の変化が位置トランスジューサ225によって感知され、位置トランスジューサ225は、送り/繰り出し電動機へ対応する補正信号を送るのでダンサーロールは動作窓内の中点へ戻される。
上述した従来のダンサーロールサブシステムは、レスポンス時間がダンサーロールの垂直加速に対する重力の貢献度によって、及び例えば繰り出し速度を変化させるために速度を変化させなければならない繰り出し装置内の機器の質量によって制御されることから、制限される。
図15を参照して、本発明のダンサーロールサブシステム152を説明する。本発明ではダンサーロールサブシステムは弾力性要素の伸びを制御するために使用されているが、ウェブのような他の材料にも使用することができる。以下に、ダンサーロールサブシステムをウェブ219と共に使用する場合を例として説明する。本発明のダンサーロールサブシステム152は、繰り出し電動機214及び生の材料のロールまたはスプール216を含む繰り出し手段212を含んでいる。生の材料のウェブ218はロール216から、ダンサーサブシステム152を通って、ダンサーサブシステム152の下流の変換プロセスのさらなる処理要素へ供給される。
ダンサーサブシステム152においては、材料のウェブ218は、ダンサーロール224上を通過する前に転向ロール222の下を通過し、ダンサーロール224上を通過した後に転向ロール226の下を通過する。図示のように、ダンサーロール224は、第1のエンドレス駆動チェーン228によって担持されている。
第1の上側転向滑車230から始まって、第1のエンドレス駆動チェーン228はセグメント228Aとして下方へ進み、ダンサーロールの第1の端232に到達し、この第1の端232においてダンサーロールに固定されている。ダンサーロールの第1の端232から、駆動チェーンはセグメント228Bとして下方へ進み続けて第1の下側転向滑車234に達し、ウェブ218の下をセグメント228Cとして水平方向に進み、第2の下側転向滑車236に到達する。第2の下側転向滑車236から、駆動チェーンはセグメント228Dとして第2の上側転向滑車238まで上方へ進む。第2の上側転向滑車238から、駆動チェーンはセグメント228Eとしてダンサーロールの第2の端240まで伸び、第2の端240においてダンサーロールに固定されている。ダンサーロールの第2の端240から、駆動チェーンはセグメント228Fとして第3の下側転向滑車242まで下方に進み、そこからセグメント228Gとしてウェブ218の下へ戻って第4の下側転向滑車244に到達する。第4の下側転向滑車244から、駆動チェーンはセグメント228Hとして上方に伸びて接続ブロック246に達してそこに固定される。接続ブロック246から、駆動チェーンはセグメント228Iとして上方へ進み、第1の上側展開滑車230に達して駆動チェーン228のエンドレスループが完成する。
接続ブロック246は、第1のエンドレス駆動チェーン228を第2のエンドレス駆動チェーン248に接続する。接続ブロック246から、第2のエンドレス駆動チェーン248はセグメント248Aとして第3の上側転向滑車250まで上方へ伸びている。上側転向滑車250から、エンドレス駆動チェーンはセグメント248Bとして第5の下側転向滑車252まで上方へ伸びている。第5の下側転向滑車252から駆動チェーンはセグメント248Cとして上方へ接続ブロック246まで戻り、駆動チェーン248のエンドレスループが完成する。
シャフト254は第5の下側転向滑車252をサーボモータ256の第1の端に接続している。ダンサーロール位置センサ258及びダンサーロール並進速度センサ260がサーボモータ256の第2の端からのシャフト261上に設けられている。
荷重センサ262、264がそれぞれ転向ロール222、226の端に配置され、転向ロールの軸に対して横方向にロールに加わる応力荷重を感知する。転向ロール222、226に加わる応力荷重は、ウェブに加わる張力として解釈される。
速度センサ266が転向ロール226の端付近に配置されていて、転向ロール226の回転速度を感知する。速度センサ268がダンサーロール224の第2の端240付近に配置されていて、ダンサーロールの回転速度を感知する。それぞれのロールの回転速度は、それぞれのロールにおけるウェブ速度に対応するものと解釈される。
ダンサーサブシステム152は、コンピュータコントローラ270によって制御される。コンピュータコントローラ270は普通のディジタルコンピュータであり、Basic言語、Pascal言語、C言語、等々のような普通の言語でプログラムすることができる。これらのコンピュータは一般に「パーソナルコンピュータ」として知られるものであり、Compaq▲R▼及びIBM▲R▼のような製造者から入手可能である。
位置センサ258、速度センサ260、266、268、及び荷重センサ262、264は全て、出力をコンピュータコントローラ270へ供給する。コンピュータコントローラ270は、幾つかの入力を処理し、速度設定点

T* dancer=r[F d static +ba(V* p−Vp)
+ka(F* c−Fc)]
に従って目標サーボモータトルク命令を計算する。ここに、
Fd static=Mg+2F* c
であり、また上式には以下の変数が使用されている。
Fd static=ダンサーロールに加わる静的垂直力成分
Fc=ダンサーロールの後のウェブ内の張力
F* c=ウェブ内の張力、目標設定点/プロセス設計パラメタ
Fb=ダンサーロールの前のウェブ内の張力
ba=ダンサー並進速度に関する制御利得定数、ニュートン秒/m
ka=ウェブ張力に関する制御利得定数
Mg=ダンサーロールの質量×重力
Vp=第2の可変垂直力成分を印加する直前のダンサーロールの瞬時垂直速度
V2=ダンサーロールにおけるウェブの速度
V3=ダンサーロールの後のウェブの速度
V* p=ダンサーロールの垂直速度、設定点
r=サーボモータ上の滑車の半径
E=ウェブの弾性係数
Ao=引張られていないウェブの断面積
T* dancer=サーボモータトルク命令
V* pは、もし設定点V* pがその後に調整されたり、またはその他により変化しなければ到達するであろうダンサーロール224の目標並進速度を表している。
本発明の主目的は、ウェブ218内の張力を制御するために、ダンサーロール224の速度を能動的に制御することである。
レスポンス時間は、利得定数“ba”のために選択された値によっても影響を受ける。利得定数“ba”は、印加周波数もしくは頻度に対するレスポンスがダンサーロールの固有共振周波数に接近する場合のように、レスポンスの能動的な可変成分がダンサーロールを不安定にしてしまう程能動的にさせないようにするために、特にレスポンスの可変力成分にダンピング効果を与えるように選択される。従って利得定数“ba”は、ある程度システム内の粘性抗力のように働く。例えば、0.7オンス/平方ヤードの不織ファブリックを処理するシステムにおいて、200回/分の率でショックを与え、ダンサーの質量が1kgである場合の典型的な制御利得定数“ba”は、2000である。
同様に利得定数“ka”は、一般にシステム内のウェブ張力誤差を補償する。上記処理システム例での典型的な利得定数“ka”は、20,000である。
ダンサーサブシステムの動作及び機能は、以上の要素及びそれらの互いの関係の説明から完全に明白になったものと考えるが、説明を完全にするために、以下にダンサーサブシステムの使用を概述する。
ダンサーサブシステムの第1の実施例におけるダンサーサブシステムの主目的は、ウェブ内の短期の張力の乱れを減衰させることである。これらの短期の張力の乱れは、例えば意図はしていないが、それにも拘わらず、例えば軸受の振動、電動機の振動等のようなダンサーロール224の下流の装置から発する通常の振動によってもたらされ得る。代替として、これらの張力の乱れは、ウェブを処理する際に意図的にウェブに加える張力の乱れからももたらされ得る。これらの意図的な張力の乱れの例は、Sabeeの米国特許第4,227,952号に開示されているように、処理される材料のウェブ内に各タックまたはプリーツを形成する際に発生されるものである。
張力の乱れが意図的に加えられようが、または非意図的であろうが、ウェブに対する効果は一般的に同一である。ウェブ228がダンサーサブシステム152を走行するにつれて、ウェブは、ウェブのあるスパンにわたって(例えば、生材料のロール216と、ダンサーロール224の下流の次のニップ272との間で)測定される張力の正常範囲を表す平均動的張力を受ける(10秒間またはそれ以下にわたって持続する短期の張力の乱れを考えない)。
ダンサーロールを、文字通り「ダンサー」ロールとして動作させるためには、それでもダンサーロールに作用する幾つかの力は、図18に示すように、全体として平衡していなければならない。図示のように、サーボモータから加えられる力は、ウェブ内の張力、ダンサーロールの重量、何等かの現存粘性抗力効果×ダンサーロールの現存並進速度、何等かのばね効果×ダンサーロールの位置の変化、及びダンサーの質量×所与の時点におけるその垂直加速度と平衡する。
サーボモータ力は、一般に、ダンサーロール上の荷重の比較的固定された静的成分に応答する比較的固定された値を有する第1の静的な力成分Fd staticを含んでいる。静的な力成分Fd staticは、静的な力+重力に基づいて応答してダンサーロールを、転向ロール222、226と上側転向滑車230及び238との間のその動作窓内の垂直方向のほぼ中心に維持させる一般的な支持になる。ダンサーロールが重大な時間にわたって動作窓の中心領域から外れた場合には、コンピュータ270はラインシャフトドライバ等に普通の命令を送って、例えば繰り出し手段212とニップ272におけるロールとの間の相対速度を普通の手法で調整させ、ダンサーロールをその動作窓の中心に戻させる。
静的な力成分Fd staticに加えて、サーボモータ256はウェブ内の短期の張力の乱れに応答して、動的に能動的な可変力成分をも印加する。この可変力成分は、静的力成分に追加された時、コンピュータからサーボモータへ供給される正味垂直力命令を包含する。サーボモータ256は正味垂直力命令を、駆動チェーン228、248、及び接続ブロック246を通してダンサーロールへ供給されるT* dancerとして表す。
従って、ダンサーロールの通常の受動レスポンスに加えて、本発明のダンサー制御システムは、質量、重力、及びウェブ張力のような静的な力に基づいてサーボモータから出力される動的な制御成分を付加する。その結果として、サーボモータによって適用される短期垂直力に対する通常のダンサーシステムレスポンス特性が強調され、それによりダンサーロールは遙かに前能動的(pro-active)になり、受動的にしか応答しない従来のダンサーサブシステムよりも遙かに屡々垂直速度の変化を補償するようになる。勿論、任意の時点における正味垂直速度は、正の上方運動、または負の下方運動であることも、または0の正味垂直速度に対応して結局は全く運動しなかったりすることもでき、これらは全てコンピュータコントローラからの出力命令に依存する。勿論コンピュータコントローラ270は、可変垂直力の値及び方向、並びに正味垂直力を計算する。
ダンサーサブシステム152を制御するのに使用される命令シーケンス内の情報及び命令の一般的な流れを、図16にブロック線図フォーマットで示す。図示のように命令シーケンスのステップ1において、可変パラメタVp、P、Fb、Fc、V2、V3が測定される。
ステップ2において、これらの変数がコンピュータ内の既知の定数と組合わされ、コンピュータはV* pを計算する。
ステップ3において、V* pが付加的な静的な値と組合わされ、新しい電動機トルク命令が計算される。
ステップ4においては、この新しい電動機トルク命令がサーボ定数「r」と組合わされ、サーボモータから駆動チェーン228、248を通してダンサーロールへ出力される比例トルク命令T* dancerが求められる。
ステップ5においては、ウェブが曝されている動的状態の下での張力の乱れの広がりを制御するレスポンスを得るために、必要に応じて屡々上記シーケンスが繰り返される。
要約すれば、本発明にとって関心のある張力の乱れは、ダンサーシステムに使用される新しい制御の組合わせを通しての適切なレスポンスによって、約10秒またはそれ以下以内に減衰させることができる乱れである。発明者らは、張力の乱れが存在する期間中に少なくとも3回、好ましくは少なくとも約5回の制御レスポンス変化に適用する周波数で能動的な可変力成分を計算し、そして計算された可変力成分の何等かの変化をダンサーロールに適用すべきであることを見出した。勿論、コンピュータ270から新しい命令が受信されるまで、与えられた制御命令はサーボモータによって適用され続ける。従って、もし10秒間にわたってある張力の乱れが存在すれば、その張力の乱れが存在している時間の間、少なくとも2秒おきに制御レスポンスT* dancerを適用すべきである。
上述したように制御サイクルの第1ステップは、レスポンスの可変力成分を計算するのに使用される幾つかの変数を感知/測定することであるから、張力の乱れに応答してそれを抑圧するためには、制御すべき何等かの張力の乱れを十分早めに検出するようにセンサが変数を十分に屡々測定することが臨界的である。
ダンサーサブシステム152の適切な制御を得るためには、計算されたレスポンスを十分な周波数でダンサーロールに適用してダンサーシステムを制御することも重要である。何れか1つの張力の乱れが存在する期間中、少なくとも100レスポンスが好ましい。特に張力の乱れの発生周波数が変化するような場合に、レスポンスを適用する十分な周波数を得るために、レスポンス適用の予測される望ましい周波数の倍数で変数を測定することが好ましい。
総合的な、最も臨界的な周波数は、図16の流れ図のステップ1に示す変数測定周波数である。同様に、このプロセス内の各ステップは、少なくとも更新されたトルクレスポンス命令を適用するために好ましい周波数程度の大きさの周波数で繰り返さなければならない。
上述した短期の張力の乱れは、典型的には、10秒より短い持続時間である。0.67秒、0.33秒のような(または0.2秒であってさえも)より短期の張力の乱れでさえ、説明中のシステムによって容易に制御される。例えば、10秒の持続時間を有する定常的に繰り返される張力の乱れの周波数は、6サイクル/分である。0.67秒の持続時間は、100サイクル/分の周波数を示唆している。0.33秒の持続時間は、200サイクル/分の周波数を示唆している。0.2秒の持続時間は、300サイクル/分の周波数を示唆している。制御すべき関連張力の乱れの周波数がどのようであれ、レスポンスの受入れ可能な周波数の第1近似を得るためには、張力の乱れの発生周波数に100を乗算する必要があるだけである。控えめな周波数ファクタの変化を使用し、動作システムで数回の試行した結果、特定の処理システム、またはシステムの部分に望ましい周波数は、ダンサーロール224によって制御されることが分かった。
従って、100回/分の周波数で発生する張力の乱れは、少なくとも167サイクル/秒の感知周波数を示唆している。相応じて、200乱れ/分の周波数はある感知周波数を、そして333サイクル/秒のレスポンス周波数を示唆している。プロセスが、ウェブから例えば毎分300アイテムを切断するか、またはそれ以外にウェブに毎分300回のショックを与えるようになっている場合には、センサは少なくとも500回/秒で変数を感知すべきであり、サーボモータ256は再計算した可変レスポンス力成分を適用すべきである。
本発明のダンサーサブシステム152は、どのようなダンサーロールとも、処理ライン内のどの位置においても有利に使用することができる。もしウェブ内に短期の張力の乱れが存在しなければ、本ダンサーロールは従来のダンサーロールと同じように動作する。そこに短期の張力の乱れが発生すれば、制御システムが自動的に応答してこれらの短期の張力の乱れを減衰させる。
図19を参照する。鎖線内はコンピュータ270の内部で行われる計算を表しており、求められたF* servo出力はサーボモータへの出力である。コンピュータコントローラの右の円はダンサーロール224を表し、ダンサーロールに作用する幾つかの力が示されている。“M”はダンサーロール224の質量を表し、“g”は重力を表し、そして“P”はダンサーロール224の位置を表す。
本明細書において使用している「張力の乱れ」とは、タックを形成する時のような突然の引き、またはウェブ内の張力の全て、または殆ど全てを一時的に排除する場合のような突然の弛緩を意味している。それは、ダンサー制御システムの能動的なレスポンスによって大幅に、そして最終的に減衰させることができる全ての張力の乱れを含んでいる。相応して、それは、もし例えば繰り出しステーション駆動シャフトにおいて修正されなければダンサーシステムを当惑させるような総合駆動ライン速度の通常の増減は含まない。
「10秒以下の存在」は、もし本能動的ダンサーサブシステムを用いて処理しなければ10秒以上持続するような乱れは含むが、本能動的ダンサー処理が10秒以内に全ての乱れを減衰させることができないような乱れは排除するものとする。従って、本発明の制御システムによって制御される乱れには、前記Sabeeの特許に開示されているような単段ウェブ巻取り装置、及び張力の第1が張力増加によって増加され、張力の第2が(例えば転向ロールがその共振周波数において振動する場合のように)同じような時間にわたって解放されるような2ステップの乱れが含まれる。
「感知された張力」は、1より多い感知サイクル、及び変数を感知する位置が1より多いことをいうことができる。
「垂直速度」は、その動作窓内のダンサーロール224の並進速度を意味している。
静的力を感知して制御する「第1の感知及び制御システム」、及び動的力を感知して制御する「第2の感知及び制御システム」については、第1及び第2の感知及び制御システムが相互に排他的ではないことを理解すべきである。むしろ、これらは、共通のセンサ、共通のコントローラを使用し、それによってそれぞれの感知及び制御システムに帰すべき力成分の組合わせに基づいて、組合わされた信号出力制御力を生成する。
ダンサーロールサブシステムの上述した実施例では、ウェブ内の張力の乱れを減衰させることに関してダンサーサブシステム152の使用を説明した。別の使用法として、ダンサーサブシステム152は一時的な張力の乱れを発生させるために使用することもできる。例えば、あるニップ(例えば、下側のウェブと上側のウェブとの間のニップ144)において弾力材のスレッド112をウェブ内に組み込むプロセス(図8−10及び13参照)においては、弾力材のスレッドが各ガーメント内に組み込まれる時に、特定の場所において弾力材のスレッドまたは要素の張力を増加、または減少させると有利であり得る。従って、ダンサー制御サブシステム152は、スレッド内の張力にこれらの短期振動を生じさせることができる。詳しく述べれば、図15のニップ272は、図8のニップ144に対応する。図15のウェブ218は、図8−10及び13に関して説明したスレッド弾力材のスレッド112に対応する。
従って、ダンサーサブシステム152は、各ブランク毎のクロッチ24に対応するウェブ上の領域がニップ144に進入するにつれて、ニップ144において組合わされたウェブ121内に組み込まれる脚弾力材のスレッド112内の張力を減少させ、実質的に排除するために使用することができる。
図15を参照する。サーボモータ256からの力を入力してダンサーロールに突然の、一時的な下方への運動と、それに続く対応する上方への運動とを生じさせることによって、ウェブ上の張力が一時的に減少乃至は排除される。同様に、サーボモータからの力を入力してダンサーロールに突然の、一時的な上方への運動と、それに続く対応する下方への運動とを生じさせることによって、ウェブ上の張力が一時的に増加する。このような張力の増減のサイクルは、ダンサーロールサブシステム152を使用して200回以上、例えば300回/分またはそれ以上繰り返すことができる。
例えば、張力を迅速且つ一時的に0まで減少させるために、コンピュータコントローラは命令し、サーボが動作して、張力を減少乃至は排除すべき短期間中にダンサーロールに一時的な下方垂直運動を行わせる。この突然の下方への垂直運動の距離は、張力弛緩の量、及び弛緩の持続時間に対応する。適切な時点に、ダンサーはサーボによって再度正に上昇し、相応じてウェブ張力を増加させる。このような循環的な活動によって、ダンサーロールは高めの張力レベルと低め(例えば、実質的に0)の張力レベルを交互に、定常的且つ間欠的にウェブ218上に加えることができる。
弾力材カッター
以下に、好ましくは外側カバー構成ロール102を含む弾力材カッターサブシステム154を、図13に示す処理ライン及び図12に示すブランク10の実施例に関連して説明する。以下に説明する新しいカッターサブシステム154は、他の複合ウェブの他の離散した要素を、それぞれのウェブ内の離散した個所において切断する他の方法及び装置と共に使用することができる。
図9−10、12、及び20−23に示し、幾分かは既に述べたように、弾力材112の各スレッドは、ウェブ100と、連続ウェブ106の要素の1つとの間のニップ144内に送り込まれる。しかしながら、クロッチ24の先端24Aがニップ144に進入すると、横方向スレッド案内122が横方向へ運動してニップ144が脚弾力材のスレッドを、関連するカバーウェブに対して横方向に配置される個所、即ち身体側層14の前側要素19、及び後側要素の内縁148と176との間の連続基材ウェブ100上に配置させるので、ウェブ100と身体側層のそれぞれの要素との間には捕捉されなくなる。ウェブが進行してクロッチの反対側の後縁24Bがニップ144に達すると、スレッド案内122が再び運動してスレッド112を、ウェブ100とウェブ106の関連する要素との間の個所のウェブ100上に配置させる。スレッド案内122は、後に脚開口44、46の前側及び後側の両縁52になる線に沿って、望む通りに弾力材の多くのスレッド112を同時に配置することができ、また典型的にはそのようにする。
図20は、組合わされたウェブ121を示している。この組合わされたウェブ121は、基材ウェブ及びウェブ106の要素19及び21を含み、組合わされたウェブ121が転向ロール110及び構成ロール102のニップ144から超音波ホーン342に向かって進むにつれて、脚開口の前側部分348及び後側部分350の輪郭を描く所望のパターンの弾力材のスレッド112を含むようになる。システムを通るウェブの運動方向は、矢印346によって示されている。脚開口は、全体を316で示してあるように、先行加工片内の第1のクロッチ24から次に続く加工片内の第2のクロッチ24まで伸びている。脚開口316は、後述する爾後の段階でブランク10内で切断される。従って、図20及び23には脚開口316の輪郭だけが鎖線で示されている。
図20に示すように、112で示してある共通の破線は、身体側層14と基材ウェブの要素19及び21との間に配置されている弾力材のスレッドを表している。図21は、基材ウェブと後側要素21との間に捕捉された弾力材のスレッド112を示している。112Tで示す短い破線は、ニップ144においてスレッド案内122によって位置決めされる弾力材のスレッド112の経路を表している。しかしながら、身体側層14になるウェブ106上には接着剤が塗布されており、ニップ144に入る前の基材ウェブには塗布されておらず、また弾力材のスレッドはクロッチにおいては要素19、21の何れの下にも配置されていないから、弾力材のスレッドはクロッチ24を横切るウェブに結合されない。
従って、スレッドは、ニップ144に存在する圧力による支持から解放されると、直ちにそれらは身体側層14の前側及び後側要素の内縁148、176に沿って収縮する。その結果、脚開口の関連する前側部分348、または関連する後側部分350の間のクロッチ24を横切る弾力材のスレッドは、図22に示すように関連する要素19、21の内縁148、176に沿って概ね一緒に塊まるようになる。従って、各内縁148、176に沿う弾力材のスレッド112は、関連するスレッドがクロッチの先縁24Aに近接する接着剤層55の縁から出る個所と、関連するスレッドがクロッチの後縁24Bに近接する接着剤層に再進入する個所との間に、ゆるいロープ状配列を形成する。
要素19または21上の接着剤層の側縁が、関連する要素の内縁148または176よりも短く終端しているので、弾力材のスレッドはウェブ要素と基材ウェブ100との間の関連ウェブ要素19または21の縁の下に塊まるようになる。例えば図22には、基材ウェブと後側要素21との間の4つのスレッドの中の3つが示されている。しかしながら、接着剤パターンの縁がウェブ要素19、21の内縁に極めて接近している場合には、全ての弾力材のスレッドがウェブ要素の下に好ましい向きでフィットすることはできず、図22の前側ウェブ要素19の内縁148に示してあるように、スレッドは互いにランダムに重なり合ってその場所に塊まるようになる。
以上のように、図22は超音波ホーン342によって切断される直前の、ブランクのクロッチ24を横に走る弾力材のスレッドの部分112Cの位置を示している。スレッドの部分112Cは図20にも示されている。ウェブ内の加工片が後述するように超音波ホーン342において処理されると、クロッチを横切る弾力材は超音波ホーンによって印加される超音波エネルギによって切断され、図23に示す未処理切断端150が形成される。
クロッチを横切る弾力材がこのように切断されると、各スレッドは、弾力材の関連するスレッドが接着剤層55、従って接着剤層の結合作用の縁から出る個所358に収縮する。このように切断した後の収縮したスレッドは、例えば自由端150を有している。従って、図23に示すように、これらの加工片319が切断段階の超音波ホーン342のところまで到着している場合には、脚弾力材は基材層100と対応するウェブ要素19または21の間を各脚開口316の前側及び後側部分348、350に沿って伸び、対応するクロッチ24の各縁まで到達している。しかしながら、クロッチを横切る弾力材はクロッチのところで切断されているから、弾力材がクロッチを横切って伸びることはない。
ブランク10の製造を成功させるキーは、超音波ホーン342によって印加される超音波エネルギの量を制御する新しい装置及び方法を発明者らが発見したことであり、それにより基材ウェブ100、またはウェブ要素19または21を切断したり、それらの最終的な機能性を重大に損なうことなく、弾力材の少なくとも1つのスレッド112を切断して基材ウェブ100及び関連するウェブ要素19、21の中間に分離した層を構成させる制御システムを得たことである。多重層構造内の全ての層/ウェブを切断したり、または互いに溶着させたりするために超音波エネルギを使用することは知られていたが、以下に説明する出願者らの装置及び方法は、弾力材の少なくとも1つを切断できる、より好ましくは基材ウェブ、または関連するウェブ要素19または21を切断または溶着させることなく、それを達成することができる。本発明の代替方法では、弾力材の少なくとも1つのスレッドが切断され、同時に関連するウェブ要素19、21が基材ウェブに溶着される。本発明の更に別の代替方法においては、弾力材の少なくとも1つのスレッドが切断され、同時に基材ウェブの機能性を大きく損ねることなく、基材の関連するウェブ要素19、21が切断される。
以上の弾力材カッターの説明は、本発明の装置及び方法を使用することによって達成された結果に焦点を当ててきた。以下に、望ましい切断結果を達成するために使用される特定の装置及び方法の好ましい実施例をより詳細に説明する。
図24及び25を参照する。適当な超音波ホーン342は、Ehlertの米国特許第5,110,403号に記載されているような回転超音波ホーンを以下のように変更したものである。本明細書は、この米国特許第5,110,403号のこのような回転超音波ホーンの一般的な構造及び一般的な使用について参照している。
回転超音波ホーン342には、内側コア部材368として米国特許第5,110,403号に記載されている回転ホーンが組み込まれている。従って、内側コア部材368は、ハブ領域370、ハブ領域を通って伸びる回転軸372、総合厚み“TH”、底の直径“DB”、及び外側周縁表面374を含んでいる。内側コア部材368の重心は、回転軸372に配置され、概ねそれに一致している。
回転超音波ホーン342は、作業突起及び釣合い突起378を含む作動部材375を更に備えている。特に図25を参照する。突起376及び378は、それらの存在を強調するために点刻シェーディングで示してある。更に、2つの突起の構造の差、及び両突起と、下に位置するアンビルロール構成ロール102(超音波ホーン342に対するアンビルロールとして動作する)との間の共働を比較して示すために、ファントム(その位置に実在しない)作業突起の外形を釣合い突起378上に重畳させた破線で示してある。
作業突起376の目的は、クロッチ部分において弾力性スレッドを選択的に切断し、一方望む場合に限って同時にウェブ要素19または21及び/または基材ウェブ100内に溶着を形成し、または切断する作業を遂行することである。
これに対して、釣合い突起の目的は、作業突起の質量と釣り合う質量を与えることである。好ましくは、釣合い突起は、作業突起と釣合い突起(例えば、作動部材375)との組合わせの重心を回転軸372上に投影させ、好ましくは内側コア部材368の重心上に重畳させてホーンの重心を回転軸に維持するようにする。
図24に示すように、釣合い突起378は概ね周縁表面の全幅“WRS”にわたって伸びている。同様に、作業突起も典型的には周縁表面の全幅“WRS”にわたって伸びている。
作業突起376は、第1の高さ“HWP”及び第1の幅“WWP”を有している。釣合い突起378は、第2の高さ“HCP”及び第2の幅“WCP”を有している。一般原理として、釣合い突起378の高さ“HCP”は作業突起376の高さ“HWP”より低い。
作業突起、及びその対応釣合い突起の特定の高さ及び幅は、作動部材を使用する作業環境に従って変化する。出願者らは、23.7g/m2(各0.7オンス/平方ヤード)のスパンボンデッドポリプロピレンの基材ウェブ100及びウェブ要素19、21を使用して本発明を実験した。弾力材は940デシテックスのLycra▲R▼弾力性スレッドであった。使用した回転超音波ホーンの内側コア部材368の直径は、約6インチであった。これらの作業条件の下で、作業突起は、0.47mm(3/16インチ)の好ましい高さ“HWP”と、0.47mm(3/16インチ)の好ましい幅“WWP”とを有していた。この作業環境にとっての高さ“HWP”の好ましい範囲は、約0.33mm(0.13インチ)乃至約0.64mm(0.25インチ)である。この作業環境にとっての幅“WWP”の好ましい範囲も、約0.33mm(0.13インチ)乃至約0.64mm(0.25インチ)である。
釣合い突起378の好ましい高さ“HCP”は、対応する作業突起の高さ“HWP”に依存し、高さ“HCP”は作業突起の高さの約半分であることが好ましい。従って、上述した作業環境において“HWP”の高さを0.47mm(3/16(0.188)インチ)とすれば、釣合い突起の好ましい高さ“HCP”は約0.24cm(3/32(0.094)インチ)である。
釣合い突起の高さを決定した後に、作業突起の質量と釣合う質量を得るのに必要な、即ち、離間した作業突起と釣合い突起(例えば、作動部材375)の組合わせの重心を回転軸372上に位置決めするのに必要な幅を計算することによって、釣合い突起の幅が決定される。例えば、釣合い突起の高さ“HCP”が作業突起の高さの約半分である場合には、幅“WCP”は作業突起の幅“WWP”の約2倍である。
各々がある長さと、実質的に均一な断面とを有する作業突起及び釣合い突起は外側周縁表面374の全幅“WRS”にわたって伸びており、図22に示すようにこの長さは構成ロール102の両端間の総合長さよりも実質的に短い。作業突起は幅“WRS”よりも短くすることができる。しかしながら、一般的には外側周縁表面の幅よりも長くはない。同様に釣合い突起は、質量が釣合い、重心が回転軸上に配置され、そして高さが目標に合致するならば、周縁表面の幅よりも短くすることができる。
重心を回転軸上に位置させることの重要性は2つある。第1に、重心をこのように適切に位置決めすると、ホーンがその軸372を中心として回転する時のホーンの機械的回転安定性を維持するのを援助する。第2に、重心を、内側コア部材368の重心と同一の個所に維持すると、ホーンの超音波効率に貢献する(内側コア部材368単独で超音波エネルギを効率的に転送するように設計されている)ようになる。
図25を参照する。図示実施例では、ホーン342の外側周縁表面374は、約5.04cm(2インチ)の幅“WRS”を有している。図示実施例では、外側周縁表面は、構成ロール102及び絶対ストップ380(図26参照)に対して幅“WRS”にわたって例えば、44.48−444.8N(ニュートン:10−100ポンド)でバイアスされ、図25に示すように作業突起376が構成ロール102まで回転した時に、間隙を0にしてホーン342と構成ロール102との間にニップ382が得られるようになっている。バイアス力は、加工片319の構造を含む作業環境にある程度依存する。従って、上述した力は、それに限定されるものではなく、例示に過ぎないことを理解されたい。
図25及び26を組合わせて参照する。絶対ストップ380は、構成ロールの外側周縁表面または作業突起を担持するホーンを作動部材375の他の要素から離間させ、それによってホーンの外側周縁表面と、構成ロール(または、アンビルロール)の対応する外側表面383との間に空隙381を維持し、外側周縁表面374を構成ロール102に決して接触させないか、または外側周縁表面374が組合わされたウェブ121にどのような力も加えないようにする。
同様に釣合い突起378は、それがニップ382に到達した時に“HWP”マイナス“HCP”に対応する距離だけ構成ロールから離間し、それによって釣合い突起が構成ロール102に接触したり、またはそれに力を加えたりしないようになる。
組合わされたウェブ121の厚みが釣合い突起と対応する構成/アンビルロール102との間の間隙より薄い限り、釣合い突起は組合わされたウェブ121に何等の力も加えない。ウェブの厚みが釣合い突起と対応するアンビルロールとの間の間隙よりも厚い場合には、アンビルロールと釣合い突起との間隙が組合わされたウェブ121の厚みよりも大きい代替ホーンを使用することができる。
以上を要約すれば、作業突起376は回転構成ロール102の回転と共に回転するので、ホーン342の各回転中に1回、作業突起がニップ382を走行するのに要する時間に対応する期間の間ニップ382を一時的に閉じる。作業突起がニップを走行するのに要する時間“x”(秒)は、次式によって与えられる。
x=(WWP/L)*T
ここに、
L=機械方向において測定した各加工片の長さ、
T=処理ライン内の所与の点を通過する各加工片毎の時間(秒)
である。例えば、各加工片319毎の長さ“L”を76cm(30インチ)、ライン速度を10製品/分(従って、各加工片が処理ラインの所与の点を通過するのに6秒)、そして作業突起の幅“WWP”を0.47cm(3/16インチ)とすれば、作業突起がニップ382を走行し各加工片と作業接触する時間は0.0375秒である。同じ式を使用すれば、以下の関係を計算することができる。
作業突起376が組合わされたウェブ121と接触した時に、絶対ストップ380の間隙が0に設定されているものとすれば、組合わされたウェブ121の厚みがホーン342及び構成ロール102を、ニップ382においてホーンまたは構成ロールに加わる圧力に抗して離間させる。図26を参照する。空気圧式または油圧式の二方向シリンダ384が、アンビルロール328の回転軸に一致するアンビルロール328のシャフト388に固定された堅固なレバーアームを通して、対応するアンビルロール382に上向きの力を印加する。堅固なバーは支点390において基礎に取付けられている。例えば23.73g/m2(0.7osy)のスパンボンデッドポリプロピレンウェブ及び940デシテックスのLycraを使用した発明者らの作業例では、約500ニュートン/mの直線接触乃至約9000ニュートン/mの範囲のニップ圧力が好ましかった。
超音波ホーンの動作に加えて、ホーンの振動の振幅は、各特定のホーンの構造及び材料に関係がある。前記Ehlertの米国特許第5,110,403号に開示されているような構造で、約15cm(6インチ)の直径と、5.04cm(2インチ)の幅“WRS”とを有し、タングステン合金組成を使用して製造された内側コア部材368を有するホーンでは、ホーン振幅は約0.025mm乃至約0.075mmが典型的である。ホーンへの電力入力を増加させることによって、振幅は約0.055mmまで幾分増加させることができる。しかし、これも一般的には使用するホーンの構造によって制限される。
ホーンによって印加される超音波エネルギの量を制御するために、例えばニップ382におけるニップ圧力、ホーン振動の振幅、及びホーンが組合わされたウェブ121と接触している時間のような、組合わされた要因を制御する。これらのパラメタ、即ちニップ圧力、ホーン振動の振幅、及び接触時間の何れか1つを増加させると、印加されるエネルギの量が増加する。
印加されるエネルギの量を増加させると、組合わされたウェブ121内の材料のレスポンスも増加する。最小エネルギを印加した場合には、超音波装置はウェブに何の効果も与えなくなり得る。ホーン342からウェブ内に入力されるエネルギの量を増分的に増加させて行くと、最終的にエネルギは関連するウェブ100、19、または21上に僅かなマーク(もし、あっても)を残すだけで、弾力材112のスレッドを切断するように十分大きくなる。エネルギ入力を更に増加させると、超音波エネルギは弾力材のスレッド112を切断し、同じ動作で基材ウェブ100と関連するウェブ要素19、21との間に溶着(図示せず)を形成するようになる。もし、エネルギの量を、本発明に好ましい範囲以上まで更に増加させれば、スレッド112が切断され、基材ウェブ100及び関連するウェブ要素19、21も切断される。当分野に精通していれば、上述した作業レベルを達成するための特定パラメタが、使用する装置、装置へ入力される電力、及び処理される組合わされたウェブ121の特性に依存することが理解されよう。勿論適当な超音波発生器は、例えばコネチカット州ダンバリーのBranson Sonic Power Companyから入手可能である。
図24及び25には1つの作業突起及び1つの釣合い突起を示したが、体質的に重心を回転軸374に維持する質量の釣合いを優先させれば、望む通りに1より多くの各突起を使用することができる。例えば、2つの作業突起を使用し、第2の作業突起を釣合い突起378の代わりに使用すれば、釣合い突起378の必要性は排除される。
組合わされたウェブ121と接触している時の作業突起376の表面速度は、組合わされたウェブ121の表面速度に、好ましくは約10%以内で、整合させるべきである。しかしながら、作業突起がウェブの他の領域に動作することがないようにするために、組合わされたウェブ121が1加工片の長さだけ前進する間にホーンが1回転分だけ、そして正確に1回転分前進するようにしなければならない。例として使用した直径15cm(6インチ)のホーンの円周は約45cm(18インチ)であり、ホーンのサイジングはその超音波レスポンス能力に対して臨界的であり、そしてこの特定設計のガーメントブランクはガーメント長“L”において典型的に61−76cm(24−30インチ)長であるから、ホーンの表面速度はホーンがウェブと接触していない場合の組合わされたウェブ121の一定の表面速度より低くすることが好ましい。従って、ブランクのクロッチ24がホーン342に接近した時にはホーンの回転速度を増加させ、作業突起が超音波エネルギをクロッチ24においてウェブ121に印加する時にはウェブ121の表面速度に整合させ、そしてクロッチがホーンを通過した後に低下させる。
ホーン342の回転速度を制御する1つの方法は、サーボモータ(図示してない)を使用することである。ホーンの回転速度を制御する好ましい方法は、図8に示すような1組の非円形駆動歯車392、394を使用することである。駆動されるデバイスの速度を変化させるための非円形駆動歯車の構造及び動作に関しては、1994年1月25日付で同時出願された一連番号第08/186,352号に開示されているので参照されたい。
完全性のために、図22に示すように関連するウェブ要素19及び21の各内縁148、176に別々のホーン342を使用することに注目されたい。
クロッチ弾力材の切断に関連する以上の説明は、超音波ホーン342上に配置された1つまたはそれ以上の作業突起に焦点を合わせていた。代替として、図26及び27は、作業突起を機能アンビル上に配置することができること、そしてその上で例えば前記Ehlertの米国特許第5,110,403号に記載されているような従来の超音波ホーンを変更することなく使用できることを示している。図27を参照する。複数の作業突起376が、そのようになっていること以外は普通の、アンビルロール328の周縁外面383上に配置されており、製品ブランクの繰り返し当たり1つの作業突起が処理される。従来の回転超音波ホーン342は、超音波エネルギを突起に対面したウェブに転送するために使用される。この場合も、絶対ストップ380は、各作業突起376におけるホーンとアンビルロールとの間の間隙を0に設定している。従って、ホーンが突起に対して作業していない時にはウェブ121に圧力は加えられず、もし何等かのエネルギがホーン342から作業突起間のウェブへ伝送されたとしても、最小である。
図26は、図示してある全ての実施例について、レバーバー386を使用して絶対ストップ380に対してニップ382に圧力を印加する空気圧式または油圧式シリンダを示すための第1の例である。図27は、作業突起を担持するアンビルロールに印加される圧力を示している。代替として、圧力は回転超音波ホーン342に印加することができる。
図27は、超音波ホーン342よりも小さく、作業突起376を担持しているアンビルロール328を示しており、それによってホーン及びアンビルの相対サイズ、並びにどのホーン及びアンビルに作業突起手段を設けるかの選択は、設計選択であることを更に示している。
図26及び27に示すように、2つまたはそれ以上の作業突起376がホーン342、またはアンビルロール328の円周に均一に離間している場合には、釣合い突起378は必要ではない。
以上の要素の説明から、カッター154の動作及び機能は完全に理解されたものと考えるが、図8、24、及び25に示す実施例を参照してカッターの使用について概述する。
基材ウェブ100は、回転している構成ロール102に対する転向ロール104上の駆動力によって図示の処理要素内に引き込まれ、構成ロール102上をニップ144まで前進する。同時に、ニップ144における転向ロール110の駆動力によってウェブ106が図示の処理要素内に引き込まれ、先ず接着剤噴霧手段108の下を通過する。接着剤噴霧手段は、接着剤が過噴霧されないようにするために縁を除くウェブ106の全表面をカバーするように向けられている。
弾力材のスレッドはスレッド案内122を通してニップ144内に引き込まれる。案内122は、脚開口316(図20に示す)の前側及び後側部分348、350に沿って弾力材のスレッドのパターン化された経路396及び398を作るために、ウェブ100及び106の処理動作に沿う前進の機械方向に対して横方向に運動する。ウェブ106はニップ144における圧力と、接着剤層55の作用との組合わせを通して基材ウェブ100に結合され、弾力材のスレッド112を基材層100と関連するウェブ要素19、21との間に捕捉する(各ブランク10のクロッチ24を除く)。
各クロッチ24においては、弾力材のスレッド112は接着剤層55の縁から出て、身体側層14の関連前側及び後側要素の内縁148及び176に沿ってクロッチを横切る。関連するブランク10のクロッチ24を横切る弾力材のスレッドの部分112Cは、基材ウェブ100または関連するウェブ要素19または21は切断されずに、超音波ホーン342からの超音波エネルギによって切断される。しかしながら基材ウェブ及びウェブ要素は、例えばホーン振幅、接触時間、及び/またはニップ382における圧力を増加させることによって、組合わされたウェブ121に供給される電力の実効量を増加させることによって切断することができる。そのように処理された加工片を含むウェブは、転向ロール156において構成ロール102を離れる。
特定の理論に基づくものではないが、発明者らは、離散した弾力性スレッドの性質、そして多分それらの直径がウェブ100及び106のおおよその厚みとは異なっていることが、超音波エネルギに底ウェブまたはカバーウェブが応答する前にスレッドが応答するように、スレッド112に超音波を集中させるものと考えている。従って、組合わされたウェブ121へ伝送されるエネルギの量を制限することによって、その効果はウェブの最初に応答する部分(弾力材のスレッド)に制限されるか、または、望むならば、弾力材のスレッドの切断、及び基材ウェブ100と対応するウェブ要素19または21との間の溶着の形成の組合わせに制限されるようになる。
ウェブ幅の収縮の制御
図示のブランク10においては、前側脚弾力性要素50、クロッチ弾力性要素51、及び後側脚弾力性要素48は、関連する脚開口316(脚開口44、46の複合)の縁の付近の組合わされたウェブ121内に引き伸ばされた状態で配置され、引き伸ばされた弾力性要素はそれぞれ脚開口316の縁の輪郭にほぼ追随する方向に配向される。各弾力性要素48、50、及び51は、組合わされたウェブ121の長さ寸法“L1”(図1、横機械方向またはCMD)に対応するウェブの幅寸法“WW”(図20)を横切る方向に伸びる1つまたはそれ以上のセグメントを含んでいる。これらの引き伸ばされた要素は、本質的に横機械方向に働く収縮力を与え、ウェブ121の幅“WW”を実効的に収縮させる。
図13及び28−30は、本発明の装置及び方法の一実施例を示している。図13を参照する。基材ウェブ100は転向ロール104から処理ラインに入り、転向ロール104の下を通過した後に第2のロール110と構成ロール102との間のニップ内に進む。第2のウェブ要素106は基材ウェブ100と結合にされ、弾力性スレッド112は、最終的にそれらがブランク10及びガーメント25内に占める位置に引き伸ばされた状態で、組合わされたウェブ121内に組み込まれる。典型的には、弾力性要素は、ウェブ121が基材ウェブ100及びウェブ106から組合わされたウェブ121に形成されるのと同時に弾力性要素がウェブ121内に組み込まれる時に約100%乃至約300%引き伸ばされる。
弾力性構成ロール102から、ウェブ121は転向ロール156の下を通過して組立ロール158の表面に到達する。前述したように、ウェブ121に対する作業は、組立ロール158上の1つまたはそれ以上の作業ステーションにおいてウェブ121のほぼエンドレスの長さに沿って直列の形態で遂行され、一連のブランク10、またはブランク予備形成品が図1の10A及び10B、及び図20に示すように次々に並んだ形態でウェブ121内に形成される。
組立ロール158から、ウェブ121は転向ロール160の下を通り、転向ロール160とカッターロール162との間を通過する(転向ロール160はカッターロール162に対するアンビルロールとして働く)。ロール160から、ウェブ121は転向ロール162の上を通過し、折り曲げステーション166へ進入する。
更に図13を参照する。弾力性要素48、50、51は、外側カバー構成ロール102から始まって、ウェブの全てに沿う図13に示す処理システムの残余の部分の長さにわたって(幾つかの作業ステーションを通過することを含む)ウェブ121に横機械方向の収縮力を加える。いろいろな作業ステーションにおいて及び例えばアンビルロール160において作業を遂行するには、各ブランク予備形成品とそれぞれの作業ステーションにおける作業要素とが揃っている必要がある。従ってウェブ寸法は、横方向に配向された弾力材がウェブ内に組み込まれるニップ144から、図13に示す下流の残余の処理動作を通ってカッターロール174まで、ウェブの長さ寸法及びウェブの幅寸法の両方が安定していることが重要である。
以下のウェブ幅の収縮を制御するためのシステムに関しても、図13に示す処理ラインに関連して説明する。この新しいシステムは他のウェブの幅を制御する他の方法及び装置にも使用することができる。
図28−30を参照する。組立ロール158の周縁は、組立ロールの円周のほぼ全体にわたって、且つウェブ121の幅“WW”にほぼ対応しているロールの全長“L8”に沿って伸びる基材444を含んでいる。
ゴムまたは同様の弾力性材料からなる第1の被膜446が、組立ロール158の周縁全体にわたって、且つロールの長さの中央部分“LC”だけに沿って伸びている。
第2の被膜448は、主として金属要素を組み込んだ組成を有している。被膜448は、組立ロール158の周縁全体にわたって、且つロールの第1及び第2の端450及び452に近接する組立ロールの長さ“L8”の第1及び第2の部分“LE1”及び“LE2”に沿って伸びている。
図28及び29を参照する。一連の吸引孔454が組立ロール158の内側から吸引のために通じており、ロール158の外側作業表面456の複合体(被膜446及び448、並びに基材444の外面の被膜されていない部分449を含む)に対してウェブ121をしっかりと吸引する。
図30を参照する。第2の被膜448は、プラズマまたは他の高温付着プロセスによって全体的に金属組成として付着させることが好ましい。例えば被膜448はプラズマ噴霧として、または電気アーク媒体を使用して付着させることができる。これらの被膜はコネチカット州ウォータバリーのPlasma Coatings Inc.から入手可能である。ロール102、156、158、及び160のようなロールの作業表面の少なくとも周縁部分のための好ましい被膜は、上記Plasma Coatings Inc.から製品番号936として入手可能である。
上述した応用プロセスを使用して得られる被膜448は、被膜表面上で接近しているがランダムな位置に離間した突起458を含む不規則な表面の肌合い(texture)を特徴としている。使用する応用の方法、及び使用する正確な組成に依存して、被膜448の表面は普通のサンドペーパーの作業表面に似せることができる。1つのロールから別のロールへ転送中に連続ウェブを寸法的に安定に保持する本応用におけるような若干の応用では、被膜448の表面はそれ程攻撃的にする必要はなく、鈍くした、または使用済みのサンドペーパーの作業表面により似せて見えるようにする。
被膜448の表面は、突起458と相応に組合ってそれぞれの突起の周囲に谷460を含んでいる。
金属基被膜448の正確な性質は、使用する組成、及びそれを適用する方法にある程度依存する。従って付着させた被膜の突起は、新しいサンドペーパーのように完全に攻撃的であることを特徴とすることも、または使用済サンドペーパーのようにより抑えることもできる。被膜448はテフロン▲R▼の商品名で一般に市販されているポリテトラフルオロエチレンのような1つまたはそれ以上の解放剤を組み入れることができる。
手近な応用としては、転向ロール104で示されているプロセスに入る時のウェブ100は、一般的には、全体的にからみ合ったポリプロピレンファイバのマットを有する23.73g/m2(0.7オンス/平方ヤード)の普通の多孔質スパンボンデッドポリプロピレン不織物であることができる。ウェブ106がニップ144に進入する時に、同じような材料の別の層をウェブ100に付加することができる。
図30は、例えばウェブ内の通常の張力によって、または関連するロール102、156、158、または160の吸引によって引かれて組合わされたウェブ121が被膜448に押し付けられると、突起458はスパンボンデッドウェブ内に存在するファイバ間の開口においてウェブ内に突入することを示している。吸引またはウェブの縦方向張力の作用によって突起がウェブ内に進入する時に、これらの突起はファイバ間に存在する空間を広げて第1の組の縁を有する広げられた開口462を作り、ウェブのファイバ要素は突起と係合しているこれらの縁に配置される。
突起全体はウェブを通して伸びることができるが、このようなことは一般的ではなく、必ずしもそのようである必要はない。図30に示すように、突起をウェブの厚み“T”内に実質的に伸ばすことによって、突起は被膜448で被膜された領域上に横たわるウェブの領域のほぼ全部分にわたってウェブのファイバと係合する。この係合は、特に横機械方向内に加わる弾力材の収縮力に対してウェブを寸法的に安定に保持するのに十分である。図28に示すように被膜448は、ウェブ121の縁464が被膜448の下に配置されるように、組立ロール158の端450及び452まで伸びている。そのため、縁464において、またはその直近においてウェブの下に位置する関連突起458が、縁464の両外側端においてさえウェブと係合するので、弾力性要素48、50、51によって加えられる幅寸法収縮力に対して、縁464においてさえもウェブの寸法的な安定性が保持されるようになる。
図31は、ウェブの幅“WW”を横切ってウェブに作用する実効的な下向きの圧力を、従ってウェブの幅寸法を不安定にするウェブ内の横方向力に対してウェブを寸法的に安定に保持する下向きの圧力の実効的な能力を表している。
ウェブの各縁464におけるウェブに加わる正味の下向き圧力は、幅“WW”の中央を横切る曲線の平坦部分によっ表されているほぼ最大の圧力から、ウェブの両外側端における0まで変化する。ほぼ最大の圧力から0圧力までの移行は、“E”で示した移行ゾーンで表されている。
移行ゾーン“E”の幅は、ウェブの幅またはCMD次元方向にウェブの縁464を運動不能にする、吸引(もし、あれば)と組合わせた被膜448の能力に依存する。上述した特定の被膜448を使用し、上述したウェブを0乃至約19.92kPa(水柱で0乃至約80インチ)、好ましくは約1.25kPa乃至約3.74kPa(水柱で5乃至約15インチ)、より好ましくは約2.49kPa(水柱で10インチ)の吸込みと組合わせて使用すると、移行ゾーンに伴う幅の減少は約5%に制限される。もし攻撃性がより少ない被膜448を使用するか、またはもし吸引を減少させれば、移行ゾーンに伴う幅の減少は、被膜448を使用しない点まで増加し、一般的には幅の減少は実質的に5%より大きくなる。
図示した処理ラインの一部において、弾力材48、50、51がウェブ内に組み込まれた後のウェブを輸送する全てのロールは、ウェブを関連ロール上に輸送しながらウェブのCMD次元の安定性を維持するのに有効な被膜448を有していることが好ましい。また全てのロールは、ウェブを保持するのに被膜448を援助する吸引を含むことも好ましい。従って少なくともロール102、156、158、160、及び164が被膜448を有していることが好ましい。
ウェブは、吸引力を使用しなくとも効果的に保持することができる。しかしながら、吸引力を使用しない場合には幅の短縮に僅かな増加が見られるので、各ロールに吸引力を使用することが好ましい。
更に発明者らは、特にウェブの縁464と係合するのに適する被膜448を2つのロールに設けてある限り、ウェブは、ウェブの寸法的な安定性を維持しながら2つのロール間の空隙(例えば、466におけるような)を走行することができることを見出した。対照的に、ロールは、例えばウェブ121を1つのロールから別のロールへ転送するための普通の圧力の大きさでも、普通のニツプ(空隙と対向するような)において満足できるように係合することができる。
突起458は、被膜448内にランダムに離間しているから、各ロール上の被膜自体は、ウェブ121内に存在する独特な開口の集合と係合し、それによってウェブ内のファイバと係合しながらそれ自体の広げられた開口462の集合を作る。
絶対的に必要ではないが、ウェブを転送する、及び受け取る関連ロールの外側作業表面456が、ウェブの全幅にわたって互いに整列している場合には、ウェブの寸法的な安定性の維持の有効性が若干向上する。
発明者らは、その組成にポリテトラフルオロエチレンを含む被膜448を使用することによって、ウェブ121を保持する、従ってウェブの寸法的な安定性を維持する被膜448の能力を犠牲にすることなく、接着剤等のような通常は攻撃的に接着する材料を被膜448の表面から容易に清浄できることを見出した。
以上の要素の説明から、被膜した輸送ロールシステムの動作及び機能が完全に明白になったものと考えるが、以下に完全性を期すために被膜したロールの組立ての概要を説明する。
ウェブ100は、図13に示すように転向ロール104において処理動作に入り、ニップ144においてロール110によって構成ロール102に押しつけられる。ウェブがロール102上に輸送されると、仕上げられた製品、即ちガーメント物品25に望まれる弾力特性が得られるように適切に位置決めされた位置において、ウェブ内に弾力材のスレッド112が組み込まれる。組合わされたウェブ121を作るために、ニップ144においてこの組立体に別のウェブ106も組み込まれる。
ロール102上のウェブ内に弾力材が組み込まれると、横機械方向に働いてウェブの幅を実効的に減少させるような収縮力を有する要素を、ウェブが含むことになる。
外側カバー構成ロール102から、ウェブ121は転向ロール156へ、そして転向ロール156から組立ロール158へ転送される。組立ロール158上の1つまたはそれ以上の作業ステーションにおいて、ウェブに対してさらなる作業が遂行される。ウェブは組立ロール158から転向ロール160へ転送される。切断動作のためのアンビルとして働くロール160に対して、カッターロール162によって脚開口316が切断される。次いでウェブ121は転向ロール164上を通過し、折り曲げ手段166へ引き渡される。
クロッチ弾力材の配置
本発明のこの部分はクロッチ弾力材組み込みサブシステム159を説明する。このサブシステムは、第1の速度で走行するクロッチ弾力材材料を受け、弾力性材料を引き伸ばすか、または材料内に存在している引き伸ばし(既に引き伸ばされている材料及び潜在的な弾力性材料)を適切に維持し、そして第2の速度で走行する基材ウェブ100に弾力性材料を引き伸ばした状態で転送する。
以下に説明する方法及び装置は、脚またはウェスト弾力材のような弾力性材料のパーツを受け、これらのパーツを、例えば使い捨てオムツまたは他の失禁用製品のような他の製品へ転送するのに特に有用でもある。以下の説明から、本方法及び装置が、何等かのパーツを何等かの受入れ手段に適用するのに適していることが容易に理解されよう。
以下に、クロッチ弾力材の配置の詳細について、図32−38を参照してクロッチ弾力材51の配置に関する背景概念を説明し、図39−47を参照して図1のブランク10内に示すクロッチ弾力材51を配置するために使用することができる装置及び方法の特定の代表例を説明する。
図32及び33には本発明のある面が示されており、全体を530で示す装置は、第1の速度で矢印534の方向に走行する離散したパーツ532を受け、第2の速度で矢印538の方向に走行する受入れ用ウェブ536にこれらのパーツ532を配置する。装置530の図示実施例は、パーツ532を受け、配置する回転可能な転送組立体540を備えている。図32及び33に示すように、装置530は、回転エネルギを被駆動手段544に伝える駆動手段542も備えている。駆動手段542は、少なくとも1つの回転可能な非円形駆動歯車546を含み、被駆動手段544は少なくとも1つの回転可能な非円形駆動歯車548を含んでいる。使用中、非円形駆動歯車546は非円形被駆動歯車548と係合して回転し、被駆動歯車548は転送組立体540を回転させる。
転送組立体540の図示した例は、出力シャフト552に接続されている少なくとも1つのシェルセグメント550を備えている。転送組立体540のシェルセグメント550は、例えばボルト、ねじ、キー及びキー溝、溶接等、またはそれらの組合わせのような当分野においては公知の技術によって出力シャフト552に接続することができる。例えば、シェルセグメント550は、シェルセグメント550及び出力シャフト552内のキー溝内に挿入されたキーによって出力シャフト552に接続することができる。同様に、本発明の装置530の他の構成要素は上述した組立て技術を使用して互いに接続することができる。
図32及び33に示されているシェルセグメント550は、輸送ヘッド554及びこの輸送ヘッドに接続され輸送ヘッドから直角に伸びる壁556を含むことができる。ウェブ部材も出力シャフト552に接続されている。シェルセグメント550の寸法は、転送組立体540の望ましい出力、及び転送される離散したパーツ532のサイズ及び形状に依存して変化しよう。例えば、シェルセグメント550の輸送ヘッド554は、約20°乃至約340°にわたる外側円弧状表面558を有することができ、この外側円弧状表面の長さは約25mm乃至約305mm(約1インチ乃至約12インチ)、幅は約13mm乃至約512mm(約0.5インチ乃至約20インチ)である。出力シャフト552が回転すると、転送組立体540は矢印560で示す方向に走行する。輸送ヘッドの外側円弧状表面558(輸送組立体540の外側円周表面)は、受取りゾーン564及び転送ゾーン566を通過する周回経路562に沿って走行し、この経路562を限定する。受取りゾーン564及び転送ゾーン566は、転送組立体540の外側円弧状表面558が走行する周回経路の関連するセグメントによって限定される。
駆動手段542の図示実施例は、入力シャフト568に接続されている回転可能な非円形駆動歯車546を含んでいる。被駆動手段544の図示実施例は、出力シャフト552に接続されている回転可能な非円形駆動歯車548を含んでいる。出力シャフト552は、非円形駆動歯車546が非円形被駆動歯車548と係合して回転させるように入力シャフト568に平行であるが、入力シャフト568からオフセットしている。駆動手段542は、適当なギアリングを介して入力シャフト568に作動的に接続されている電動機を含む。従って使用中、電動機が入力シャフト568を回転させ、入力シャフト568が非円形駆動歯車546を回転させ、駆動歯車546自体は被駆動歯車548、出力シャフト552、及び転送組立体540を回転させる。
代替として、図示した被駆動手段544は、出力シャフト552に接続する代わりにジャックシャフトに接続されている非円形被駆動歯車548を含むことができる。「ジャックシャフト」とは、駆動手段542から回転エネルギを受け、出力シャフト552にエネルギを転送することができる2つの位置に支持された回転可能なシャフトを意味する。ジャックシャフトは、非円形駆動歯車546が非円形被駆動歯車548と係合して回転させるように入力シャフト568に平行であるが、入力シャフト568からオフセットしている。被駆動手段544は、ジャックシャフト及び出力シャフト552にそれぞれ接続されていてジャックシャフトからの回転エネルギを出力シャフト552及び転送組立体540に伝える1対の相補的な歯車のような、伝達手段を更に含むことができる。代替として、伝達手段は、回転エネルギを1つのシャフトから別のシャフトに伝えることができる、例えば円形歯車、vベルト、タイミングベルト、連続チェーン等、またはそれらの組合わせのような、当分野においては公知のメカニズムの何れかを含むことができる。更に、伝達手段は、付加的な速度変化を得るために第2の対の相補的な非円形歯車を含むこともできる。
本方法及び装置530は、離散したパーツを基材ウェブに望ましく配置するために伝達組立体540及び被駆動手段544の1つの、または代替として2つ、3つまたはそれ以上の直列組合わせを使用できることが理解されよう。異なる組合わせによって、連続して運動するウェブを使用して離散したパーツを供給することが可能になる。更に、転送組立体及び被駆動手段の直列組合わせを使用することによって、より大きい速度比の差動装置を得ることができる。例えば、図34A、34B、35、及び36に示す別の装置530は、矢印534で示す方向に第1の速度で走行している弾力性材料570のウェブの離散したパーツ532を受取り、これらのパーツ532を矢印574で示す方向に第2の速度で走行している受入れ用ウェブ536に転送する。装置530の図示した例は、パーツ532を受けて配置するための3つのシェルセグメント550(図35及び36に550A、550B、及び550Cで示す)を備えている。装置530は、図34A及び35に示すような歯車箱576を更に備えている。歯車箱576は、回転エネルギを3つの被駆動手段544(544A、544B、及び544Cで示す)に伝える回転可能な非円形駆動歯車546を含んでいる。548A、548B、及び548Cで示す回転可能な非円形被駆動歯車548を含む被駆動手段544は、各シェルセグメント550を回転させるように構成されている。
図35及び36に示すように、各シェルセグメント550は578A、578B、及び578Cで示す同心シャフト578に接続されている。各同心シャフト578が回転すると、関連する転送組立体586は矢印586で示す方向に走行する。使用中、それぞれのシェルセグメント550A、550B、及び550Cの円弧状外側表面558は、受取りゾーン564及び転送ゾーン566を通過する周回経路562に沿って走行し、この経路562を限定する。受取りゾーン564及び転送ゾーン566は、転送組立体540の外側円弧状表面558が走行する周回経路の関連するセグメントによって限定される。
各シェルセグメント550のサイズ及び形状は、転送組立体540当たりのシェルセグメントの数の変化と共に変化させることができる。例えば、もし装置が図35及び36に示すように3つのシェルセグメントを含んでいれば、各シェルセグメント550は転送組立体540の軌道経路562の約30乃至約120°にわたる外側円弧状表面を有することができる。
図34A、34B、35、及び36に示すように、被駆動手段は、入力シャフト568に接続されている回転可能な非円形駆動歯車546を含んでいる。各被駆動手段544の図示実施例は、588A、588B、及び588Cで示す対応ジャックシャフト588に接続されている対応する回転可能非円形被駆動歯車548を含んでいる。各ジャックシャフト588は、非円形駆動歯車546が関連する非円形被駆動歯車548と係合してそれらを回転させ、それによって関連するジャックシャフト588を回転させるように、入力シャフト568と平行であるが、それからオフセットしている。例えば図示のように、単一の非円形駆動歯車546が、588A、588B、及び588Cで示す3つのジャックシャフトにそれぞれ接続されている548A、548B、及び548Cで示す3つの非円形被駆動歯車と係合して回転させるように構成されている。
図34Bに示すように各被駆動手段544は、各ジャックシャフト588A、588B、及び588Cからの回転エネルギを関連する同心シャフト578A、578B、及び578Cへ伝え、それによって関連する同心シャフト578及び転送組立体540を回転させるために、各ジャックシャフト588及び各同心シャフト578にそれぞれ接続されている1対の相補的な歯車のような伝達手段590を更に含むことができる。代替として、伝達手段590は、回転エネルギを1つのシャフトから別のシャフトに伝えることができる、例えば円形歯車、vベルト、タイミングベルト、連続チェーン等、またはそれらの組合わせのような、当分野においては公知のメカニズムの何れかを含むことができる。
更に、各伝達手段590は、付加的な速度変化を得るために第2の対の相補的な非円形歯車を含むこともできる。各伝達手段590は、上述したような当分野においては公知の何等かの技術によって関連するジャックシャフト588及び同心シャフト578に接続することができる。例えば各伝達手段は、ジャックシャフト及び同心シャフト内のキー溝内に挿入されたキーによって関連するジャックシャフト及び同心シャフトに接続されている1対の相補的な歯車を含むこともできる。
被駆動手段542は、適当なギヤリングを介して入力シャフト568に作動的に接続されている電動機を含むことができる。従って、動作中、電動機は入力シャフト568を回転させ、入力シャフト568は非円形駆動歯車546を回転させ、駆動歯車546自体は関連する被駆動歯車548A、548B、及び548Cを回転させ、これらの歯車自体は同心シャフト578A、578B、及び578C及びシェルセグメント550A、550B、及び550Cを回転させる。
以上に説明したいろいろな面に非円形駆動歯車546及び非円形被駆動歯車548を使用することによって、第1の速度で走行する離散したパーツ532を受取り、第2の異なる速度で走行する受入れ用ウェブ536へ転送する安価で適合可能な方法が得られる。可変角速度を得るために、非円形駆動歯車、即ち入力歯車の半径が変化する。更に、非円形歯車間の中心間距離は一定に保たれているから、これらの歯車がそれらの回転の角度経路全体にわたって係合(かみ合い)し続けるように、非円形被駆動歯車、即ち出力歯車の半径は入力歯車の半径の変化に対応して変化する。非円形歯車のそれぞれの設計は、所望の出力機能を得るように解析的に制御することができる。例えば、典型的な相補的非円形歯車の組の速度パターンを図37に示す。図示のように、転送組立体540を駆動するために使用される相補的非円形歯車546及び548の組合わせから、固定された持続時間にわたって速度が一定に保たれる期間を有する可変角速度を得ることができる。固定された速度ドエルは、離散したパーツ532を輸送ヘッド554上に受取る時、及びそれらを受入れ用ウェブ536に転送する時、特に転送がかなりな円弧の長さにわたる接触によって発生する時には有利であり得る。
本発明に使用されているような非円形歯車は、コネチカット州スタンフォードのCunningham Industries,Inc.から購入することができる。代替として、当業者ならば、図37に示すような所望出力関数の解析的表現が得られるならば、相補的非円形歯車のセットを製造することができよう。例えば、図38に示すような非円形歯車の組の設計は、以下のようにして開発することができる。第1に、転送組立体が辿る軌道経路の適切な半径を決定し、非円形歯車の適切な歯車比及び歯車角を決定するために、図37に示すような所要処理速度及びドエルを含む出力関数を作成しなければならない。第2に、図38に示すような非円形歯車の移行、または加速/減速部分を確立する係数を計算しなければならない。角度、比、及び係数が得られた後に、非円形歯車の所要半径が辿る歯車の中心間距離が選択される。
軌道経路の半径は、図37に示すような出力関数曲線の下の合計面積を計算することによって決定される。これを行う式は、
面積=L1+0.5(b1+b2)(L2−L1) (1)
R =面積/2π (2)
ここに、
R =軌道経路の半径(mm)
面積=出力関数曲線の下の面積(mm)
L1 =転送組立体の低い速度(mm/繰り返し)
L2 =転送組立体の高い速度(mm/繰り返し)
b1 =曲線の台形部分中の合計時間(繰り返し)
b2 =高速におけるドエルの合計時間(繰り返し)
b3 =低速におけるドエルの合計時間(繰り返し)
である。
軌道経路の半径が決定されると、図38に示すような非円形歯車の比が以下のようにして決定される。
θinslow =2πb3 (3)
θinfast =2πb2 (4)
θinaccel =2π(b1−b2) (5)
θoutslow =(L1b3)/R (6)
θoutfast =(L1b2)/R (7)
θoutaccel=[2(b1−b2)(L1/2+(L2−L1)/4))]/R (8)
低速比=Y1=θoutslow/θinslow=L1/(2π(R)) (9)
高速比=Y2=θoutfast/θinfast=L2/(2π(R)) (10)
適切な比及び角度が選択されると、非円形歯車の形状を限定する係数を計算することができる。移行のために正弦曲線関数を用いて設計された歯車が、実際に良好な結果をもたらすことが分かっている。歯車の移行部分の形状を限定する式は次のように与えられる。
ηaccel =A−B cos(Cθ) (11)
ここに、
ηaccel =移行中の角位置の関数としての比
A =(Y1+Y2)/2 (12)
B =(Y2−Y1)/2 (13)
C =2π/θinaccel (14)
である。
非円形歯車の実際のピッチ線半径は、非円形歯車の中心間距離の選択が行われれば決定することができる。即ち、歯車半径は次のように与えられる。
Rdriven gear =Dcenter(1+ηaccel) (15)
Rdrive gear =Dcenter−Rdriven gear (16)
ここに、
Rdriven gear =非円形被駆動歯車の半径
Rdrive gear =非円形駆動歯車の半径
Dcenter =所望歯車の中心間距離
である。
上式(11)を使用して移行に沿う何れかの望ましい間隔において比を計算することによって、式(15)及び(16)を使用してピッチ線の滑らかな曲線を導出することができる。このピッチ線の滑らかな曲線は、非円形歯車を製造するために使用される歯車ブランクを構築するのに使用される。
以上のように、固定された速度ドエルを伴う可変角速度を含むことができる所望出力関数を得るために、相補的非線形歯車の輪郭の設計は解析的に決定することができる。2組の相補的非線形歯車を使用する場合には、第1の組の出力角が第2の組の入力角になる。更に、歯車上の角度の全ての合計が2πラジアン、即ち360°まででなければならない。
連続的に運動するウェブに離散したパーツを配置できるように、このパーツの速度を変化させるために(スリップギャップ方法のような従来の方法に比して)非円形歯車を使用すると、速度の変化をより大きくし、且つ固定された持続時間にわたって一定の速度を維持する能力が得られる。非円形歯車を使用することによって達成される固定された速度ドエルは、離散したパーツの長さ及び配置を精密に制御するように正確且つ安価に設計することができる。
例えば、上述した非円形歯車のいろいろな面においては、非円形歯車546及び548の輪郭は、回転可能な転送組立体540が、表面速度をパーツ532の到来速度に実質的に等しく維持しながら、受取りゾーン564(図33に示す)において離散したパーツ532を受取るように解析的に設計される。更に、非円形歯車546及び548の輪郭は、回転可能な転送組立体540が、受取りゾーン564から転送ゾーン566へ運動すると、回転可能な転送組立体540の表面速度が第2の一定の表面速度へ変化するように設計される。本明細書において使用する「表面速度」とは、関連輸送ヘッド554の円弧状外側表面558によって限定される転送組立体540の外側円周表面の速度のことである。非円形歯車の輪郭は、転送される離散したパーツ532が転送ゾーン566において受入れ用ウェブ536に配置される時に、離散したパーツの速度が受入れ用ウェブの速度に実質的に等しくなるように設計することができる。転送組立体540の表面速度は、転送組立体540の少なくとも約0乃至約300°の回転、望ましくは約10乃至約300°の回転、そしてより望ましくは約120乃至約240°の回転にわたる受取りゾーン564及び転送ゾーン566においては実質的に一定に維持される。更に、転送組立体540が受取りゾーン564から転送ゾーン566へ運動した時の転送組立体540の表面速度の増減が、少なくとも約0.9:1乃至約20:1、望ましくは約0.9:1乃至約10:1、より望ましくは約0.9:1乃至約4:1の速度比を限定する。ここに「速度比」とは、パーツ532が受入れ用ウェブ536に配置される時の転送組立体540の表面速度と、パーツ532が受取られる時の転送組立体540の表面速度との比として定義される。
本発明のいろいろな構成に示されている転送組立体540は、受取りゾーン564において離散したパーツ532を捕らえ、パーツを転送ゾーン566へ輸送するために、例えば、図32及び35に示すような輸送ヘッド554を含んでいる。本発明の特定の面においては、輸送ヘッド554は、比較的低圧の領域を与えるための吸引手段を含むことができる。吸引手段は、選択的に吸引することができる孔を含むことができる。従って受取りゾーン564においては吸引を付勢し、転送ゾーン566においてパーツを受入れ用ウェブ536に配置する時には消勢することができる。このようにすると、これらの実施例においては、輸送ヘッドによって行われる保持作用からパーツが自由になる時間はないから、転送プロセス中、常にパーツ532に積極的な制御が維持される。代替として、輸送ヘッドは、例えば機械クランプ、電気クランプ、磁気クランプ等、またはそれらの組合わせのような、パーツを保持し、解放する当分野においては公知の技術を含むことができる。
装置530の種々の面は、図32に示すように送り込みコンベヤ580及び物品送り出しコンベヤ582を更に備えることができる。送り込みコンベヤ580は、離散したパーツ532を転送組立体540へ供給することができる。物品送り出しコンベヤ582は、受入れ用ウェブ536を担持することができる。
本方法及び装置は、ガーメント25のブランク10の製造への応用を有している他に、特に、おむつ、躾け用パンツ、及び大人の失禁用製品のような物品を製造するのに使用することができる。本方法及び装置は、関連する製品に対して例えば弾力性要素、テープ、スナップ、及びフック・ループ材料のような離散したパーツまたは構成要素を取付けるために使用することができる。おむつ及び失禁用製品のような物品は、例えば、1987年11月3日付Enloeの米国特許第4,704,116号、1989年1月17日付Meyerらの米国特許第4,798,603号、1987年12月1日付Bolandらの米国特許第4,710,187号、1988年9月13日付Proxmireらの米国特許第4,770,656号、及び1988年8月9日付Roesslerらの米国特許第4,762,521号に開示されているので参照されたい。
特定の面においては、530で示すような装置は、使い捨ておむつ、またはガーメントに脚弾力材のパーツを配置するのに使用することができる。例えば、連続的に運動している弾力性材料のウェブ570を、ピンチまたは加熱ナイフカッター584内へ送ることができる。ピンチまたは加熱ナイフカッター584は弾力性材料のウェブ570を離散したパーツ532に切断し、これらのパーツ532は受取りゾーン564において転送組立体540上に送給される。転送組立体540が回転するにつれて脚弾力材のパーツ532は、吸引を含む輸送ヘッド554によって転送組立体540上に保持される。吸引は、受取りゾーン564において付勢され、転送ゾーン566においてパーツ532を受入れ用ウェブ536に配置する時には消勢される。組合って転送組立体540を回転させる駆動手段542及び被駆動手段544は、1対の相補的な非円形歯車546及び548を含む。上述したように、非円形歯車546及び548の輪郭は、非円形歯車546、548及び転送組立体540が回転する場合に、脚弾力材のパーツ532が受取られ、転送される時には転送組立体540が表面速度を実質的に一定に維持するように設計されている。例えば、転送組立体540は、弾力性材料のウェブ570の速度に実質的に等しい一定の表面速度を維持しながら、受取りゾーン542において脚弾力材のパーツ532を受取る。次いで転送組立体540の表面速度は、脚弾力材のパーツ532を転送ゾーン566においてウェブ536に配置する時に、転送される脚弾力材のパーツ532の速度が受入れ用ウェブ536の速度に実質的に等くなるような第2の一定の表面速度に変化する。次に、転送組立体540の表面速度が変化して、弾力性材料のウェブ570の速度に実質的に等しい速度に戻る。
受入れ用ウェブ536に配置される脚弾力材のパーツ532は、弾力性または引き伸ばし可能な特性を有するどのような適当な材料で作られていてもよい。これらの材料の例は、天然ゴム、合成ゴム、または熱可塑性エラストマポリマの多孔質及び非多孔質フィルムまたは層を含み、それらのパネル、または単一の、または複数のスレッドまたフィラメントまたはリボンであることができる。これらの材料は、熱収縮可能、または熱弾力化可能であることもできる。更に、これらの引き伸ばし可能な材料は、引き伸ばし結合されたラミネートとしてのスパンボンデッドポリマ材料のような、ギャザ寄せ可能な層で形成することができる。例えば、適当な引き伸ばし結合されたラミネートは、13.56g/m2(0.4オンス/平方ヤード)のスパンボンドポリプロピレンの2つのギャザ寄せ可能な層と、それらの間の、何れかの層形状内のKraton弾力材のようなメルトブロウン弾力性材料の層、または約16.95g/m2(0.5オンス/平方ヤード)の坪量を有する材料の分離したスレッドとからなる。弾力性材料の層は引き伸ばされ、次いでポリプロピレンの2つの層が弾力性層に結合されるので、これらの層を弛緩させた時にポリプロピレン層にギャザが寄るようになる。材料は、呼吸可能であっても、呼吸できなくても差し支えない。
図39には、図13に示す処理システムに適用したクロッチ弾力材サブシステム159が示されている。図示のようにクロッチ弾力材サブシステム159は、矢印534で示す方向に第1の速度で走行するウェブのパーツ5170として離散したパーツ532を受取り、これらのパーツ532を図20に示す加工片319へ転送する。加工片319は、矢印574で示されている方向に第2の速度で走行する組合わされたウェブ121上のブランク10に製造される。
図39−41を参照する。到来する材料のウェブ5170は、スパンボンデッドポリプロピレン(23.73g/m2(0.7オンス/平方ヤード))の第1及び第2の層592A及び592Bと、これらの層592A、592Bの間に接着固定されている弾力材の複数のスレッド594とからなる。弾力材は、ウェブ5170に弾力特性を与えるのに適する種々の弾力材の何れであることもできる。1.59cm(0.625インチ)幅のウェブでは、適当な弾力性は、ウェブ5170の幅を横切ってほぼ均一に離間させた940デシテックスのLycraの4つのスレッドによって与えられる。
図39に示す例では、回転可能な転送組立体5140は、図42に示すような同心シャフト5178及び管状吸引導管5159によって支持されている3つの
ウェブ幅の収縮の制御
図示のブランク10においては、前側脚弾力性要素50、クロッチ弾力性要素51、及び後側脚弾力性要素48は、関連する脚開口316(脚開口44、46の複合)の縁の付近の組合わされたウェブ121内に引き伸ばされた状態で配置され、引き伸ばされた弾力性要素はそれぞれ脚開口316の縁の輪郭にほぼ追随する方向に配向される。各弾力性要素48、50、及び51は、組合わされたウェブ121の長さ寸法“L1”(図1、横機械方向またはCMD)に対応するウェブの幅寸法“WW”(図20)を横切る方向に伸びる1つまたはそれ以上のセグメントを含んでいる。これらの引き伸ばされた要素は、本質的に横機械方向に働く収縮力を与え、ウェブ121の幅“WW”を実効的に収縮させる。
図13及び28−30は、本発明の装置及び方法の一実施例を示している。図13を参照する。基材ウェブ100は転向ロール104から処理ラインに入り、転向ロール104の下を通過した後に第2のロール110と構成ロール102との間のニップ内に進む。第2のウェブ要素106は基材ウェブ100と結合にされ、弾力性スレッド112は、最終的にそれらがブランク10及びガーメント25内に占める位置に引き伸ばされた状態で、組合わされたウェブ121内に組み込まれる。典型的には、弾力性要素は、ウェブ121が基材ウェブ100及びウェブ106から組合わされたウェブ121に形成されるのと同時に弾力性要素がウェブ121内に組み込まれる時に約100%乃至約300%引き伸ばされる。
弾力性構成ロール102から、ウェブ121は転向ロール156の下を通過して組立ロール158の表面に到達する。前述したように、ウェブ121に対する作業は、組立ロール158上の1つまたはそれ以上の作業ステーションにおいてウェブ121のほぼエンドレスの長さに沿って直列の形態で遂行され、一連のブランク10、またはブランク予備形成品が図1の10A及び10B、及び図20に示すように次々に並んだ形態でウェブ121内に形成される。
組立ロール158から、ウェブ121は転向ロール160の下を通り、転向ロール160とカッターロール162との間を通過する(転向ロール160はカッターロール162に対するアンビルロールとして働く)。ロール160から、ウェブ121は転向ロール162の上を通過し、折り曲げステーション166へ進入する。
更に図13を参照する。弾力性要素48、50、51は、外側カバー構成ロール102から始まって、ウェブの全てに沿う図13に示す処理システムの残余の部分の長さにわたって(幾つかの作業ステーションを通過することを含む)ウェブ121に横機械方向の収縮力を加える。いろいろな作業ステーションにおいて及び例えばアンビルロール160において作業を遂行するには、各ブランク予備形成品とそれぞれの作業ステーションにおける作業要素とが揃っている必要がある。従ってウェブ寸法は、横方向に配向された弾力材がウェブ内に組み込まれるニップ144から、図13に示す下流の残余の処理動作を通ってカッターロール174まで、ウェブの長さ寸法及びウェブの幅寸法の両方が安定していることが重要である。
以下のウェブ幅の収縮を制御するためのシステムに関しても、図13に示す処理ラインに関連して説明する。この新しいシステムは他のウェブの幅を制御する他の方法及び装置にも使用することができる。
図28−30を参照する。組立ロール158の周縁は、組立ロールの円周のほぼ全体にわたって、且つウェブ121の幅“WW”にほぼ対応しているロールの全長“L8”に沿って伸びる基材444を含んでいる。
ゴムまたは同様の弾力性材料からなる第1の被膜446が、組立ロール158の周縁全体にわたって、且つロールの長さの中央部分“LC”だけに沿って伸びている。
第2の被膜448は、主として金属要素を組み込んだ組成を有している。被膜448は、組立ロール158の周縁全体にわたって、且つロールの第1及び第2の端450及び452に近接する組立ロールの長さ“L8”の第1及び第2の部分“LE1”及び“LE2”に沿って伸びている。
図28及び29を参照する。一連の吸引孔454が組立ロール158の内側から吸引のために通じており、ロール158の外側作業表面456の複合体(被膜446及び448、並びに基材444の外面の被膜されていない部分449を含む)に対してウェブ121をしっかりと吸引する。
図30を参照する。第2の被膜448は、プラズマまたは他の高温付着プロセスによって全体的に金属組成として付着させることが好ましい。例えば被膜448はプラズマ噴霧として、または電気アーク媒体を使用して付着させることができる。これらの被膜はコネチカット州ウォータバリーのPlasma Coatings Inc.から入手可能である。ロール102、156、158、及び160のようなロールの作業表面の少なくとも周縁部分のための好ましい被膜は、上記Plasma Coatings Inc.から製品番号936として入手可能である。
上述した応用プロセスを使用して得られる被膜448は、被膜表面上で接近しているがランダムな位置に離間した突起458を含む不規則な表面の肌合い(texture)を特徴としている。使用する応用の方法、及び使用する正確な組成に依存して、被膜448の表面は普通のサンドペーパーの作業表面に似せることができる。1つのロールから別のロールへ転送中に連続ウェブを寸法的に安定に保持する本応用におけるような若干の応用では、被膜448の表面はそれ程攻撃的にする必要はなく、鈍くした、または使用済みのサンドペーパーの作業表面により似せて見えるようにする。
被膜448の表面は、突起458と相応に組合ってそれぞれの突起の周囲に谷460を含んでいる。
金属基被膜448の正確な性質は、使用する組成、及びそれを適用する方法にある程度依存する。従って付着させた被膜の突起は、新しいサンドペーパーのように完全に攻撃的であることを特徴とすることも、または使用済サンドペーパーのようにより抑えることもできる。被膜448は、テフロン▲R▼の商品名で一般に市販されているポリテトラフルオロエチレンのような1つまたはそれ以上の解放剤を組み入れることができる。
手近な応用としては、転向ロール104で示されているプロセスに入る時のウェブ100は、一般的には、全体的にからみ合ったポリプロピレンファイバのマットを有する23.73g/m2(0.7オンス/平方ヤード)の普通の多孔質スパンボンデッドポリプロピレン不織物であることができる。ウェブ106がニップ144に進入する時に、同じような材料の別の層をウェブ100に付加することができる。
図30は、例えばウェブ内の通常の張力によって、または関連するロール102、156、158、または160の吸引によって引かれて組合わされたウェブ121が被膜448に押し付けられると、突起458はスパンボンデッドウェブ内に存在するファイバ間の開口においてウェブ内に突入することを示している。吸引またはウェブの縦方向張力の作用によって突起がウェブ内に進入する時に、これらの突起はファイバ間に存在する空間を広げて第1の組の縁を有する広げられた開口462を作り、ウェブのファイバ要素は突起と係合しているこれらの縁に配置される。
突起全体はウェブを通して伸びることができるが、このようなことは一般的ではなく、必ずしもそのようである必要はない。図30に示すように、突起をウェブの厚み“T”内に実質的に伸ばすことによって、突起は被膜448で被膜された領域上に横たわるウェブの領域のほぼ全部分にわたってウェブのファイバと係合する。この係合は、特に横機械方向内に加わる弾力材の収縮力に対してウェブを寸法的に安定に保持するのに十分である。図28に示すように被膜448は、ウェブ121の縁464が被膜448の下に配置されるように、組立ロール158の端450及び452まで伸びている。そのため、縁464において、またはその直近においてウェブの下に位置する関連突起458が、縁464の両外側端においてさえウェブと係合するので、弾力性要素48、50、51によって加えられる幅寸法収縮力に対して、縁464においてさえもウェブの寸法的な安定性が保持されるようになる。
図31は、ウェブの幅“WW”を横切ってウェブに作用する実効的な下向きの圧力を、従ってウェブの幅寸法を不安定にするウェブ内の横方向力に対してウェブを寸法的に安定に保持する下向きの圧力の実効的な能力を表している。
ウェブの各縁464におけるウェブに加わる正味の下向き圧力は、幅“WW”の中央を横切る曲線の平坦部分によっ表されているほぼ最大の圧力から、ウェブの両外側端における0まで変化する。ほぼ最大の圧力から0圧力までの移行は、“E”で示した移行ゾーンで表されている。
移行ゾーン“E”の幅は、ウェブの幅またはCMD次元方向にウェブの縁464を運動不能にする、吸引(もし、あれば)と組合わせた被膜448の能力に依存する。上述した特定の被膜448を使用し、上述したウェブを0乃至約19.92kPa(水柱で0乃至約80インチ)、好ましくは約1.25kPa乃至約3.74kPa(水柱で5乃至約15インチ)、より好ましくは約2.49kPa(水柱で10インチ)の吸込みと組合わせて使用すると、移行ゾーンに伴う幅の減少は約5%に制限される。もし攻撃性がより少ない被膜448を使用するか、またはもし吸引を減少させれば、移行ゾーンに伴う幅の減少は、被膜448を使用しない点まで増加し、一般的には幅の減少は実質的に5%より大きくなる。
図示した処理ラインの一部において、弾力材48、50、51がウェブ内に組み込まれた後のウェブを輸送する全てのロールは、ウェブを関連ロール上に輸送しながらウェブのCMD次元の安定性を維持するのに有効な被膜448を有していることが好ましい。また全てのロールは、ウェブを保持するのに被膜448を援助する吸引を含むことも好ましい。従って少なくともロール102、156、158、160、及び164が被膜448を有していることが好ましい。
ウェブは、吸引力を使用しなくとも効果的に保持することができる。しかしながら、吸引力を使用しない場合には幅の短縮に僅かな増加が見られるので、各ロールに吸引力を使用することが好ましい。
更に発明者らは、特にウェブの縁464と係合するのに適する被膜448を2つのロールに設けてある限り、ウェブは、ウェブの寸法的な安定性を維持しながら2つのロール間の空隙(例えば、466におけるような)を走行することができることを見出した。対照的に、ロールは、例えばウェブ121を1つのロールから別のロールへ転送するための普通の圧力の大きさでも、普通のニップ(空隙と対向するような)において満足できるように係合することができる。
突起458は、被膜448内にランダムに離間しているから、各ロール上の被膜自体は、ウェブ121内に存在する独特な開口の集合と係合し、それによってウェブ内のファイバと係合しながらそれ自体の広げられた開口462の集合を作る。
絶対的に必要ではないが、ウェブを転送する、及び受け取る関連ロールの外側作業表面456が、ウェブの全幅にわたって互いに整列している場合には、ウェブの寸法的な安定性の維持の有効性が若干向上する。
発明者らは、その組成にポリテトラフルオロエチレンを含む被膜448を使用することによって、ウェブ121を保持する、従ってウェブの寸法的な安定性を維持する被膜448の能力を犠牲にすることなく、接着剤等のような通常は攻撃的に接着する材料を被膜448の表面から容易に清浄できることを見出した。
以上の要素の説明から、被膜した輸送ロールシステムの動作及び機能が完全に明白になったものと考えるが、以下に完全性を期すために被膜したロールの組立ての概要を説明する。
ウェブ100は、図13に示すように転向ロール104において処理動作に入り、ニップ144においてロール110によって構成ロール102に押しつけられる。ウェブがロール102上に輸送されると、仕上げられた製品、即ちガーメント物品25に望まれる弾力特性が得られるように適切に位置決めされた位置において、ウェブ内に弾力材のスレッド112が組み込まれる。組合わされたウェブ121を作るために、ニップ144においてこの組立体に別のウェブ106も組み込まれる。
ロール102上のウェブ内に弾力材が組み込まれると、横機械方向に働いてウェブの幅を実効的に減少させるような収縮力を有する要素を、ウェブが含むことになる。
外側カバー構成ロール102から、ウェブ121は転向ロール156へ、そして転向ロール156から組立ロール158へ転送される。組立ロール158上の1つまたはそれ以上の作業ステーションにおいて、ウェブに対してさらなる作業が遂行される。ウェブは組立ロール158から転向ロール160へ転送される。切断動作のためのアンビルとして働くロール160に対して、カッターロール162によって脚開口316が切断される。次いでウェブ121は転向ロール164上を通過し、折り曲げ手段166へ引き渡される。
クロッチ弾力材の配置
本発明のこの部分はクロッチ弾力材組み込みサブシステム159を説明する。このサブシステムは、第1の速度で走行するクロッチ弾力材材料を受け、弾力性材料を引き伸ばすか、または材料内に存在している引き伸ばし(既に引き伸ばされている材料及び潜在的な弾力性材料)を適切に維持し、そして第2の速度で走行する基材ウェブ100に弾力性材料を引き伸ばした状態で転送する。
以下に説明する方法及び装置は、脚またはウェスト弾力材のような弾力性材料のパーツを受け、これらのパーツを、例えば使い捨てオムツまたは他の失禁用製品のような他の製品へ転送するのに特に有用でもある。以下の説明から、本方法及び装置が、何等かのパーツを何等かの受入れ手段に適用するのに適していることが容易に理解されよう。
以下に、クロッチ弾力材の配置の詳細について、図32−38を参照してクロッチ弾力材51の配置に関する背景概念を説明し、図39−47を参照して図1のブランク10内に示すクロッチ弾力材51を配置するために使用することができる装置及び方法の特定の代表例を説明する。
図32及び33には本発明のある面が示されており、全体を530で示す装置は、第1の速度で矢印534の方向に走行する離散したパーツ532を受け、第2の速度で矢印538の方向に走行する受入れ用ウェブ536にこれらのパーツ532を配置する。装置530の図示実施例は、パーツ532を受け、配置する回転可能な転送組立体540を備えている。図32及び33に示すように、装置530は、回転エネルギを被駆動手段544に伝える駆動手段542も備えている。駆動手段542は、少なくとも1つの回転可能な非円形駆動歯車546を含み、被駆動手段544は少なくとも1つの回転可能な非円形駆動歯車548を含んでいる。使用中、非円形駆動歯車546は非円形被駆動歯車548と係合して回転し、被駆動歯車548は転送組立体540を回転させる。
転送組立体540の図示した例は、出力シャフト552に接続されている少なくとも1つのシェルセグメント550を備えている。転送組立体540のシェルセグメント550は、例えばボルト、ねじ、キー及びキー溝、溶接等、またはそれらの組合わせのような当分野においては公知の技術によって出力シャフト552に接続することができる。例えば、シェルセグメント550は、シェルセグメント550及び出力シャフト552内のキー溝内に挿入されたキーによって出力シャフト552に接続することができる。同様に、本発明の装置530の他の構成要素は上述した組立て技術を使用して互いに接続することができる。
図32及び33に示されているシェルセグメント550は、輸送ヘッド554及びこの輸送ヘッドに接続され輸送ヘッドから直角に伸びる壁556を含むことができる。ウェブ部材も出力シャフト552に接続されている。シェルセグメント550の寸法は、転送組立体540の望ましい出力、及び転送される離散したパーツ532のサイズ及び形状に依存して変化しよう。例えば、シェルセグメント550の輸送ヘッド554は、約20°乃至約340°にわたる外側円弧状表面558を有することができ、この外側円弧状表面の長さは約25mm乃至約305mm(約1インチ乃至約12インチ)、幅は約13mm乃至約512mm(約0.5インチ乃至約20インチ)である。出力シャフト552が回転すると、転送組立体540は矢印560で示す方向に走行する。輸送ヘッドの外側円弧状表面558(輸送組立体540の外側円周表面)は、受取りゾーン564及び転送ゾーン566を通過する周回経路562に沿って走行し、この経路562を限定する。受取りゾーン564及び転送ゾーン566は、転送組立体540の外側円弧状表面558が走行する周回経路の関連するセグメントによって限定される。
駆動手段542の図示実施例は、入力シャフト568に接続されている回転可能な非円形駆動歯車546を含んでいる。被駆動手段544の図示実施例は、出力シャフト552に接続されている回転可能な非円形駆動歯車548を含んでいる。出力シャフト552は、非円形駆動歯車546が非円形被駆動歯車548と係合して回転させるように入力シャフト568に平行であるが、入力シャフト568からオフセットしている。駆動手段542は、適当なギアリングを介して入力シャフト568に作動的に接続されている電動機を含む。従って使用中、電動機が入力シャフト568を回転させ、入力シャフト568が非円形駆動歯車546を回転させ、駆動歯車546自体は被駆動歯車548、出力シャフト552、及び転送組立体540を回転させる。
代替として、図示した被駆動手段544は、出力シャフト552に接続する代わりにジャックシャフトに接続されている非円形被駆動歯車548を含むことができる。「ジャックシャフト」とは、駆動手段542から回転エネルギを受け、出力シャフト552にエネルギを転送することができる2つの位置に支持された回転可能なシャフトを意味する。ジャックシャフトは、非円形駆動歯車546が非円形被駆動歯車548と係合して回転させるように入力シャフト568に平行であるが、入力シャフト568からオフセットしている。被駆動手段544は、ジャックシャフト及び出力シャフト552にそれぞれ接続されていてジャックシャフトからの回転エネルギを出力シャフト552及び転送組立体540に伝える1対の相補的な歯車のような、伝達手段を更に含むことができる。代替として、伝達手段は、回転エネルギを1つのシャフトから別のシャフトに伝えることができる、例えば円形歯車、vベルト、タイミングベルト、連続チェーン等、またはそれらの組合わせのような、当分野においては公知のメカニズムの何れかを含むことができる。更に、伝達手段は、付加的な速度変化を得るために第2の対の相補的な非円形歯車を含むこともできる。
本方法及び装置530は、離散したパーツを基材ウェブに望ましく配置するために伝達組立体540及び被駆動手段544の1つの、または代替として2つ、3つまたはそれ以上の直列組合わせを使用できることが理解されよう。異なる組合わせによって、連続して運動するウェブを使用して離散したパーツを供給することが可能になる。更に、転送組立体及び被駆動手段の直列組合わせを使用することによって、より大きい速度比の差動装置を得ることができる。例えば、図34A、34B、35、及び36に示す別の装置530は、矢印534で示す方向に第1の速度で走行している弾力性材料570のウェブの離散したパーツ532を受取り、これらのパーツ532を矢印574で示す方向に第2の速度で走行している受入れ用ウェブ536に転送する。装置530の図示した例は、パーツ532を受けて配置するための3つのシェルセグメント550(図35及び36に550A、550B、及び550Cで示す)を備えている。装置530は、図34A及び35に示すような歯車箱576を更に備えている。歯車箱576は、回転エネルギを3つの被駆動手段544(544A、544B、及び544Cで示す)に伝える回転可能な非円形駆動歯車546を含んでいる。548A、548B、及び548Cで示す回転可能な非円形被駆動歯車548を含む被駆動手段544は、各シェルセグメント550を回転させるように構成されている。
図35及び36に示すように、各シェルセグメント550は578A、578B、及び578Cで示す同心シャフト578に接続されている。各同心シャフト578が回転すると、関連する転送組立体586は矢印586で示す方向に走行する。使用中、それぞれのシェルセグメント550A、550B、及び550Cの円弧状外側表面558は、受取りゾーン564及び転送ゾーン566を通過する周回経路562に沿って走行し、この経路562を限定する。受取りゾーン564及び転送ゾーン566は、転送組立体540の外側円弧状表面558が走行する周回経路の関連するセグメントによって限定される。
各シェルセグメント550のサイズ及び形状は、転送組立体540当たりのシェルセグメントの数の変化と共に変化させることができる。例えば、もし装置が図35及び36に示すように3つのシェルセグメントを含んでいれば、各シェルセグメント550は転送組立体540の軌道経路562の約30乃至約120°にわたる外側円弧状表面を有することができる。
図34A、34B、35、及び36に示すように、被駆動手段は、入力シャフト568に接続されている回転可能な非円形駆動歯車546を含んでいる。各被駆動手段544の図示実施例は、588A、588B、及び588Cで示す対応ジャックシャフト588に接続されている対応する回転可能非円形被駆動歯車548を含んでいる。各ジャックシャフト588は、非円形駆動歯車546が関連する非円形被駆動歯車548と係合してそれらを回転させ、それによって関連するジャックシャフト588を回転させるように、入力シャフト568と平行であるが、それからオフセットしている。例えば図示のように、単一の非円形駆動歯車546が、588A、588B、及び588Cで示す3つのジャックシャフトにそれぞれ接続されている548A、548B、及び548Cで示す3つの非円形被駆動歯車と係合して回転させるように構成されている。
図34Bに示すように各被駆動手段544は、各ジャックシャフト588A、588B、及び588Cからの回転エネルギを関連する同心シャフト578A、578B、及び578Cへ伝え、それによって関連する同心シャフト578及び転送組立体540を回転させるために、各ジャックシャフト588及び各同心シャフト578にそれぞれ接続されている1対の相補的な歯車のような伝達手段590を更に含むことができる。代替として、伝達手段590は、回転エネルギを1つのシャフトから別のシャフトに伝えることができる、例えば円形歯車、vベルト、タイミングベルト、連続チェーン等、またはそれらの組合わせのような、当分野においては公知のメカニズムの何れかを含むことができる。
更に、各伝達手段590は、付加的な速度変化を得るために第2の対の相補的な非円形歯車を含むこともできる。各伝達手段590は、上述したような当分野においては公知の何等かの技術によって関連するジャックシャフト588及び同心シャフト578に接続することができる。例えば各伝達手段は、ジャックシャフト及び同心シャフト内のキー溝内に挿入されたキーによって関連するジャックシャフト及び同心シャフトに接続されている1対の相補的な歯車を含むこともできる。
被駆動手段542は、適当なギヤリングを介して入力シャフト568に作動的に接続されている電動機を含むことができる。従って、動作中、電動機は入力シャフト568を回転させ、入力シャフト568は非円形駆動歯車546を回転させ、駆動歯車546自体は関連する被駆動歯車548A、548B、及び548Cを回転させ、これらの歯車自体は同心シャフト578A、578B、及び578C及びシェルセグメント550A、550B、及び550Cを回転させる。
以上に説明したいろいろな面に非円形駆動歯車546及び非円形被駆動歯車548を使用することによって、第1の速度で走行する離散したパーツ532を受取り、第2の異なる速度で走行する受入れ用ウェブ536へ転送する安価で適合可能な方法が得られる。可変角速度を得るために、非円形駆動歯車、即ち入力歯車の半径が変化する。更に、非円形歯車間の中心間距離は一定に保たれているから、これらの歯車がそれらの回転の角度経路全体にわたって係合(かみ合い)し続けるように、非円形被駆動歯車、即ち出力歯車の半径は入力歯車の半径の変化に対応して変化する。非円形歯車のそれぞれの設計は、所望の出力機能を得るように解析的に制御することができる。例えば、典型的な相補的非円形歯車の組の速度パターンを図37に示す。図示のように、転送組立体540を駆動するために使用される相補的非円形歯車546及び548の組合わせから、固定された持続時間にわたって速度が一定に保たれる期間を有する可変角速度を得ることができる。固定された速度ドエルは、離散したパーツ532を輸送ヘッド554上に受取る時、及びそれらを受入れ用ウェブ536に転送する時、特に転送がかなりな円弧の長さにわたる接触によって発生する時には有利であり得る。
本発明に使用されているような非円形歯車は、コネチカット州スタンフォードのCunningham Industries,Inc.から購入することができる。代替として、当業者ならば、図37に示すような所望出力関数の解析的表現が得られるならば、相補的非円形歯車のセットを製造することができよう。例えば、図38に示すような非円形歯車の組の設計は、以下のようにして開発することができる。第1に、転送組立体が辿る軌道経路の適切な半径を決定し、非円形歯車の適切な歯車比及び歯車角を決定するために、図37に示すような所要処理速度及びドエルを含む出力関数を作成しなければならない。第2に、図38に示すような非円形歯車の移行、または加速/減速部分を確立する係数を計算しなければならない。角度、比、及び係数が得られた後に、非円形歯車の所要半径が辿る歯車の中心間距離が選択される。
軌道経路の半径は、図37に示すような出力関数曲線の下の合計面積を計算することによって決定される。これを行う式は、
面積=L1+0.5(b1+b2)(L2−L1) (1)
R =面積/2π (2)
ここに、
R =軌道経路の半径(mm)
面積=出力関数曲線の下の面積(mm)
L1 =転送組立体の低い速度(mm/繰り返し)
L2 =転送組立体の高い速度(mm/繰り返し)
b1 =曲線の台形部分中の合計時間(繰り返し)
b2 =高速におけるドエルの合計時間(繰り返し)
b3 =低速におけるドエルの合計時間(繰り返し)
である。
軌道経路の半径が決定されると、図38に示すような非円形歯車の比が以下のようにして決定される。
θinslow =2πb3 (3)
θinfast =2πb2 (4)
θinaccel =2π(b1−b2) (5)
θoutslow =(L1b3)/R (6)
θoutfast =(L1b2)/R (7)
θoutaccel=[2(b1−b2)(L1/2+(L2−L1)/4))]/R (8)
低速比=Y1=θoutslow/θinslow=L1/(2π(R)) (9)
高速比=Y2=θoutfast/θinfast=L2/(2π(R)) (10)
適切な比及び角度が選択されると、非円形歯車の形状を限定する係数を計算することができる。移行のために正弦曲線関数を用いて設計された歯車が、実際に良好な結果をもたらすことが分かっている。歯車の移行部分の形状を限定する式は次のように与えられる。
ηaccel =A−B cos(Cθ) (11)
ここに、
ηaccel =移行中の角位置の関数としての比
A =(Y1+Y2)/2 (12)
B =(Y2−Y1)/2 (13)
C =2π/θinaccel (14)
である。
非円形歯車の実際のピッチ線半径は、非円形歯車の中心間距離の選択が行われれば決定することができる。即ち、歯車半径は次のように与えられる。
Rdriven gear =Dcenter(1+ηaccel) (15)
Rdrive gear =Dcenter−Rdriven gear (16)
ここに、
Rdriven gear =非円形被駆動歯車の半径
Rdrive gear =非円形駆動歯車の半径
Dcenter =所望歯車の中心間距離
である。
上式(11)を使用して移行に沿う何れかの望ましい間隔において比を計算することによって、式(15)及び(16)を使用してピッチ線の滑らかな曲線を導出することができる。このピッチ線の滑らかな曲線は、非円形歯車を製造するために使用される歯車ブランクを構築するのに使用される。
以上のように、固定された速度ドエルを伴う可変角速度を含むことができる所望出力関数を得るために、相補的非線形歯車の輪郭の設計は解析的に決定することができる。2組の相補的非線形歯車を使用する場合には、第1の組の出力角が第2の組の入力角になる。更に、歯車上の角度の全ての合計が2πラジアン、即ち360°まででなければならない。
連続的に運動するウェブに離散したパーツを配置できるように、このパーツの速度を変化させるために(スリップギャップ方法のような従来の方法に比して)非円形歯車を使用すると、速度の変化をより大きくし、且つ固定された持続時間にわたって一定の速度を維持する能力が得られる。非円形歯車を使用することによって達成される固定された速度ドエルは、離散したパーツの長さ及び配置を精密に制御するように正確且つ安価に設計することができる。
例えば、上述した非円形歯車のいろいろな面においては、非円形歯車546及び548の輪郭は、回転可能な転送組立体540が、表面速度をパーツ532の到来速度に実質的に等しく維持しながら、受取りゾーン564(図33に示す)において離散したパーツ532を受取るように解析的に設計される。更に、非円形歯車546及び548の輪郭は、回転可能な転送組立体540が、受取りゾーン564から転送ゾーン566へ運動すると、回転可能な転送組立体540の表面速度が第2の一定の表面速度へ変化するように設計される。本明細書において使用する「表面速度」とは、関連輸送ヘッド554の円弧状外側表面558によって限定される転送組立体540の外側円周表面の速度のことである。非円形歯車の輪郭は、転送される離散したパーツ532が転送ゾーン566において受入れ用ウェブ536に配置される時に、離散したパーツの速度が受入れ用ウェブの速度に実質的に等しくなるように設計することができる。転送組立体540の表面速度は、転送組立体540の少なくとも約0乃至約300°の回転、望ましくは約10乃至約300°の回転、そしてより望ましくは約120乃至約240°の回転にわたる受取りゾーン564及び転送ゾーン566においては実質的に一定に維持される。更に、転送組立体540が受取りゾーン564から転送ゾーン566へ運動した時の転送組立体540の表面速度の増減が、少なくとも約0.9:1乃至約20:1、望ましくは約0.9:1乃至約10:1、より望ましくは約0.9:1乃至約4:1の速度比を限定する。ここに「速度比」とは、パーツ532が受入れ用ウェブ536に配置される時の転送組立体540の表面速度と、パーツ532が受取られる時の転送組立体540の表面速度との比として定義される。
本発明のいろいろな構成に示されている転送組立体540は、受取りゾーン564において離散したパーツ532を捕らえ、パーツを転送ゾーン566へ輸送するために、例えば、図32及び35に示すような輸送ヘッド554を含んでいる。本発明の特定の面においては、輸送ヘッド554は、比較的低圧の領域を与えるための吸引手段を含むことができる。吸引手段は、選択的に吸引することができる孔を含むことができる。従って受取りゾーン564においては吸引を付勢し、転送ゾーン566においてパーツを受入れ用ウェブ536に配置する時には消勢することができる。このようにすると、これらの実施例においては、輸送ヘッドによって行われる保持作用からパーツが自由になる時間はないから、転送プロセス中、常にパーツ532に積極的な制御が維持される。代替として、輸送ヘッドは、例えば機械クランプ、電気クランプ、磁気クランプ等、またはそれらの組合わせのような、パーツを保持し、解放する当分野においては公知の技術を含むことができる。
装置530の種々の面は、図32に示すように送り込みコンベヤ580及び物品送り出しコンベヤ582を更に備えることができる。送り込みコンベヤ580は、離散したパーツ532を転送組立体540へ供給することができる。物品送り出しコンベヤ582は、受入れ用ウェブ536を担持することができる。
本方法及び装置は、ガーメント25のブランク10の製造への応用を有している他に、特に、おむつ、躾け用パンツ、及び大人の失禁用製品のような物品を製造するのに使用することができる。本方法及び装置は、関連する製品に対して例えば弾力性要素、テープ、スナップ、及びフック・ループ材料のような離散したパーツまたは構成要素を取付けるために使用することができる。おむつ及び失禁用製品のような物品は、例えば、1987年11月3日付Enloeの米国特許第4,704,116号、1989年1月17日付Meyerらの米国特許第4,798,603号、1987年12月1日付Bolandらの米国特許第4,710,187号、1988年9月13日付Proxmireらの米国特許第4,770,656号、及び1988年8月9日付Roesslerらの米国特許第4,762,521号に開示されているので参照されたい。
特定の面においては、530で示すような装置は、使い捨ておむつ、またはガーメントに脚弾力材のパーツを配置するのに使用することができる。例えば、連続的に運動している弾力性材料のウェブ570を、ピンチまたは加熱ナイフカッター584内へ送ることができる。ピンチまたは加熱ナイフカッター584は弾力性材料のウェブ570を離散したパーツ532に切断し、これらのパーツ532は受取りゾーン564において転送組立体540上に送給される。転送組立体540が回転するにつれて脚弾力材のパーツ532は、吸引を含む輸送ヘッド554によって転送組立体540上に保持される。吸引は、受取りゾーン564において付勢され、転送ゾーン566においてパーツ532を受入れ用ウェブ536に配置する時には消勢される。組合って転送組立体540を回転させる駆動手段542及び被駆動手段544は、1対の相補的な非円形歯車546及び548を含む。上述したように、非円形歯車546及び548の輪郭は、非円形歯車546、548及び転送組立体540が回転する場合に、脚弾力材のパーツ532が受取られ、転送される時には転送組立体540が表面速度を実質的に一定に維持するように設計されている。例えば、転送組立体540は、弾力性材料のウェブ570の速度に実質的に等しい一定の表面速度を維持しながら、受取りゾーン542において脚弾力材のパーツ532を受取る。次いで転送組立体540の表面速度は、脚弾力材のパーツ532を転送ゾーン566においてウェブ536に配置する時に、転送される脚弾力材のパーツ532の速度が受入れ用ウェブ536の速度に実質的に等くなるような第2の一定の表面速度に変化する。次に、転送組立体540の表面速度が変化して、弾力性材料のウェブ570の速度に実質的に等しい速度に戻る。
受入れ用ウェブ536に配置される脚弾力材のパーツ532は、弾力性または引き伸ばし可能な特性を有するどのような適当な材料で作られていてもよい。これらの材料の例は、天然ゴム、合成ゴム、または熱可塑性エラストマポリマの多孔質及び非多孔質フィルムまたは層を含み、それらのパネル、または単一の、または複数のスレッドまたフィラメントまたはリボンであることができる。これらの材料は、熱収縮可能、または熱弾力化可能であることもできる。更に、これらの引き伸ばし可能な材料は、引き伸ばし結合されたラミネートとしてのスパンボンデッドポリマ材料のような、ギャザ寄せ可能な層で形成することができる。例えば、適当な引き伸ばし結合されたラミネートは、13.56g/m2(0.4オンス/平方ヤード)のスパンボンドポリプロピレンの2つのギャザ寄せ可能な層と、それらの間の、何れかの層形状内のKraton弾力材のようなメルトブロウン弾力性材料の層、または約16.95g/m2(0.5オンス/平方ヤード)の坪量を有する材料の分離したスレッドとからなる。弾力性材料の層は引き伸ばされ、次いでポリプロピレンの2つの層が弾力性層に結合されるので、これらの層を弛緩させた時にポリプロピレン層にギャザが寄るようになる。材料は、呼吸可能であっても、呼吸できなくても差し支えない。
図39には、図13に示す処理システムに適用したクロッチ弾力材サブシステム159が示されている。図示のようにクロッチ弾力材サブシステム159は、矢印534で示す方向に第1の速度で走行するウェブのパーツ5170として離散したパーツ532を受取り、これらのパーツ532を図20に示す加工片319へ転送する。加工片319は、矢印574で示されている方向に第2の速度で走行する組合わされたウェブ121上のブランク10に製造される。
図39−41を参照する。到来する材料のウェブ5170は、スパンボンデッドポリプロピレン(23.73g/m2(0.7オンス/平方ヤード))の第1及び第2の層592A及び592Bと、これらの層592A、592Bの間に接着固定されている弾力材の複数のスレッド594とからなる。弾力材は、ウェブ5170に弾力特性を与えるのに適する種々の弾力材の何れであることもできる。1.59cm(0.625インチ)幅のウェブでは、適当な弾力性は、ウェブ5170の幅を横切ってほぼ均一に離間させた940デシテックスのLycraの4つのスレッドによって与えられる。
図39に示す例では、回転可能な転送組立体5140は、図42に示すような同心シャフト5178及び管状吸引導管5159によって支持されている3つのシェルセグメント5150A、5150B、及び5150Cを含んでいる。
図39−42を組合わせて参照する。同心シャフト5178を介して動作する歯車箱5176内の駆動システムはシェルセグメント5150A、5150B、及び5150Cを、同心シャフト5178及び管状吸引導管5159を中心として回転させる。シェルセグメント5150が転送組立体5140の第1の水平の軸579を中心として回転すると、全体を5172で示すカムメカニズムが輸送ヘッド5154を、転送組立体の水平の軸579と交差する放射状軸581を中心として回転させる。
従って、到来する弾力性材料を関連する輸送ヘッドがピックアップする時の図47に示す受取りゾーンから始まる輸送ヘッドの円弧状頂壁5158は、弾力性材料の到来ウェブ5170の走行方向を横切るように配置される。カムメカニズム5172は、それが転送ゾーン5166に到達する時までに輸送ヘッドを放射状軸581を軸として90°回転させ、それが受取りゾーンに戻る時までに同じ90°を戻すように回転させる。
図41を参照する。カムメカニズム5172は、歯車箱5176に固定取付けされているドラム5104から外向きに、そしてドラム5104を中心として円周方向に伸びる外部カム5102を含んでいる。各シェルセグメントに接続されている1対のカムフォロア5106は、ドラム5104の周縁のカム5102に追随する。押し棒5108がカムフォロア5106からそれぞれの輸送ヘッド5154に向かって伸び(図39)、ピン5112を介して作動腕5110に接続されている。後述するように、作動腕5110は、ピン5113及びクランクUリンク5114を介してそれぞれの輸送ヘッド5114に接続されている。従って、関連するシェルセグメント5150が軌道経路5162(図47)を走行するにつれて、押し棒5108が両頭矢印596で示されているように往復動運動し、関連する輸送ヘッド5154に対応する回転を生じさせる。
特に図42を参照する。静止管状吸引導管5159は、シャフトセグメント5178A及び軸受5116を介して、回転同心シャフト5178に取付けられている。シェルセグメント5150Aは、軸受け5118Aを介して管状導管5159に取付けられている。同様に、シェルセグメント5150B及び5150Cはそれぞれ軸受5118A及び5118Cを介して管状導管5159に取付けられている。
シェルセグメント5150Aは、ボルト5120Aによって同心シャフト部材5178Aに取付けられている。同様に、シェルセグメント5150B及び5150Cは、ボルト5120B及び5120Cによって同心シャフト部材5178B及び5178Cに取付けられている。ボルト5120Cは図示してない。
スリップリング5119Aはボルト5121によってシェルセグメント5150Aにボルト止めされており、導管の長さに沿う固定された縦位置において管状吸引導管5159の周囲に伸び、吸引導管5159を中心として回転するように取付けられている。吸引孔の第1のアレイ5122Aが、スリップリング5119Aの回転の経路の一部に沿って導管5159の外壁の周囲に配置されている。図41及び42を参照する。吸引孔の第2のアレイ5123Aが、シェルセグメント5150Aに接するスリップリング5119Aの周縁の一部に沿って導管5159の外壁の周囲に、そして導管5159の吸引孔の第1のアレイと整列して配置されている。スリップリングと導管5159の外側周縁壁との間に、普通の吸引シール(図示してない)が使用されている。従って、スリップリング5119Aがシェルセグメント5150Aと共に導管5159の周囲を回転すると、スリップリング上の吸引孔の第2のアレイが、導管上の吸引孔の第1のアレイと整列するようになる。このように整列すると、図42に示すように、導管5159とシェルセグメント5150Aの内部室5124Aとの間で吸引が行われる。それにより内部室5124Aの吸引がシェルセグメント5150Aの頂部カバー5128A内の吸引孔5126Aを通して輸送ヘッド5154Aに転送される。
クランクUリンク(図43)は、上側及び下側軸受5198、5199によってシェルセグメント5150Aに取付けられている。1対の腕5200がクランクUリンクの主ボディ5201から外向きに伸び、作動腕5110Aを受入れるようになっている。ほぼ円形の1対の上側及び下側軸受ポスト5202、5204が、それぞれ腕5200の上面及び下面から上向き及び下向きに伸び、上側及び下側軸受5198、5199と係合する。雄スロットキー5206が、上側軸受ポスト5202から上向きに伸びている。
輸送ヘッド5154Aは主ボディ5208を有している。雌スロット5209は、クランクUリンク5114上の雄スロットキー5206に対応し、このキーを受けるようになっている。輸送ヘッド5154Aは、1対のボルト5210を使用し、雄スロットキー5206と雌スロット5209との共働によりクランクUリンク5114に固定される。従って、雌スロット5209が雄スロットキー5206と係合した時に、クランクUリンク5114の回転運動が輸送ヘッド5154Aに対応する回転運動を生じさせる。
輸送ヘッドの主ボディ5208は、図42に示すように外側円弧状頂壁5212まで伸びている。吸引シール5214は、吸引孔の第3のアレイ5126Aの周囲の輸送ヘッド5154A上の円形経路内に伸び、輸送ヘッドの内部室5216とシェルセグメント5150Aの頂部カバー5128Aとの間に吸引シールを与える。シェルセグメントの内部室5124A内の吸引が輸送ヘッドの内部室5216内に容易に伝わるように、吸引孔の第3のアレイ5126AがクランクUリンク5114の周囲に放射状に、そして概ね円形の配列で配置されている。
輸送ヘッド5154の円弧状頂壁5212は、受取り区分5218を含んでいる。図41及び44−46を参照する。各受取り区分5218は、長さ“L9”及び幅“W9”を有しており、長さが円弧状頂壁5212の円弧を横切る方向に配置されている。これによって、各受取り区分5218は、頂壁5212の対応する円弧状外側表面のその全長に沿うほぼ一定の位置内に位置する。
図44に示すように、各受取り区分5218は、輸送ヘッド5154の頂壁5212の円弧状外側表面の主レベル5221の上に伸びる基材部分5220と、粗い被膜5222とを含んでいる。臨界的ではないが、また寸法が制御するとは考えられないが、受取り区分の動作を容易にするために、基材部分5220は頂壁5212の円弧状外側表面の主レベル5221上に、例えば約0.12mm乃至約3.18mm(0.005インチ乃至約0.125インチ)持ち上がっていることが好ましい。粗い被膜5222は、図46に示すように基材部分5220上に重ねられたベース表面成分5223を提供し、突起225のアレイがベース表面成分から伸びている被膜として特徴付けることができる。突起5225は、ベース表面成分から少なくとも0.006mm、好ましくは約0.01乃至約0.03mm突出している。突起の長さの上限は、輸送ヘッドによって転送される離散したパーツの特性に依存する。しかしながら、典型的には、突起はベース表面成分から約3mmより大きく伸びていよう。
好ましい実施例では、粗い被膜5222はテフロン▲R▼ポリテトラフルオロエチレンの特性に概ね対応する解放特性を有している。しかしながら、残余のプロセスに依存して、いろいろな解放特性を利用できる。好ましい被膜は、コネチカット州ウォーターバリーのPlasma Coatings,Inc.から被膜902EAとして販売されているプラズマ被膜である。一般に、ここで転送される離散したパーツ、即ちクロッチ弾力材51は本来は小さいから、ここで使用される被膜5222は転送ロール、例えばロール102、156、158上に使用される被膜448よりも一般に攻撃的である。
突起のアレイ内の突起5225間の間隔は、輸送ヘッドと対面する関連する離散したパーツ532の表面の肌合いを考慮して選択することが好ましい。突起5225は、離散したパーツのどのような表面肌合いとも係合するように十分に離間しているべきであり、パーツの要素と被膜上の突起との間で重要な相互作用が得られるように互いに十分に接近し合うべきである。従って、出願人らが意図している、離散したパーツがスパンボンデッド及び類似材料で作られているような応用では、突起は、ファイバ5227が突起5225間の谷5229の中に落ち込み、それによって谷の側壁と係合し、それによってファイバを、相応じてパーツを受取り区分5218上の定位置に固定できるように、十分に離間させるべきである。
「肌合いを出した表面」及びパーツ532の表面の「肌合い」とは、パーツの関連する表面内にあって、その表面に実効的な第3の寸法を与える何等かの不規則性のことである。例えば、スパンボンデッドファブリック内のファイバは不規則性を備えている。同様に、表面層内のエンボスパターン(そのようにしなければ表面層は滑らかである)は肌合いを含んでいる。不規則性は、繰り返しエンボスパターンのように均一に離間させることも、またはスパンボンデッドファイバのようにランダムに離間させることもできる。
突起マトリクス内の谷を横切る幅は、必然的に、ウェブ5170の外側層5230内のファイバの断面よりも小さい。図44に示すようにウェブ5170が受取り区分5218上に引き込まれると、図46に示すように対応するスパンボンデッド外側層5230内のファイバ5227はプラズマ被膜5222によって与えられた粗い表面と相互作用し、個々のファイバは突起5225の頂上の下、及び間の谷5229内にに引き込まれ、それによってスパンボンデッド材料のマトリクス内に応力が発生する。この材料は、対応する受取り区分上の突起と相互作用し、離散したパーツを受取り区分上の固定された位置に確実に保持し、相応じてそれぞれの離散したパーツの現存する長さを維持する。
図44、45、及び46を参照する。吸引孔のアレイ5224は受取り区分の基材5220及び被膜5222を通って伸び、離散したパーツが対応する輸送ヘッド5150の頂壁5212の外側円弧状表面(例えば、受取り区分5218)上に配置される時に、これらのパーツを吸引する。
特に図42に示してあるように、シェルセグメント5150B及び5150Cは、シェルセグメント5150Aに関して説明した構造と全体的に対応していることが好ましく、軸受5118B及び5118C、スリップリング5120B及び5120C、及び同心シャフト5178B及び5178Cを対応して設ける。同様に、カムメカニズムも全てのシェルセグメントについて同一であることが好ましい。
以下に図39−46に示す実施例を簡単に説明する。
弾力化される入力(到来する)ウェブは、接着剤塗布装置5226によって接着剤が塗布され、転向ロール5228によって冷却される。この転向ロール5228は、弾力性ウェブを転送組立体5140上の対応する輸送ヘッド5154Cに整列させるように転向もさせる。転送組立体の表面駆動速度は、ウェブ繰り出し装置(図示してない)の対応する駆動速度よりも速い。従って、図示実施例では、ウェブ5170の弾力性要素594は有利なことに、それらの弛緩した長さから約100%乃至約300%引き伸ばされる。このように、ウェブが輸送ヘッド5154C上に受取られる時には、ウェブは弾力材スレッド594によって加えられた張力の下にある。
図39及び41に示すように、輸送ヘッドの円弧状外側表面5158は、関連する輸送ヘッドに入力ウェブ5170の走行方向に対して横方向に配向されている。輸送ヘッド5154Cがその受取り区分上に入力ウェブを受取る位置まで回転すると、輸送ヘッド5154Cの受取り区分上で吸引が付勢される。図42に示すように転送組立体がその水平軸579を中心として回転し続けると、輸送ヘッド5154Cの受取り区分はウェブ5170の対応するパーツを受取って保持し、従ってウェブ5170は転送組立体内に吸引され続ける。従って、各パーツ532の先縁は、そのパーツが受取りゾーン5164において輸送ヘッド上に受取られる時にそのパーツが走行していた方向に対して角度「A3」をなして配向される。
転送組立体5140が駆動手段542及び歯車箱5176の駆動力の下に回転すると、図47に示すように、ウェブ5170は加熱ナイフまたは他のカッター5184によって個々の離散したパーツ532に切断される。
個々の離散したパーツの引き伸ばしは、プラズマ被膜5222の突起5225及び吸引孔5224を通しての吸引の組合わせ作用によって維持される。図45は、約1.27cm(0.5インチ)幅の受取り区分のための典型的な吸引孔パターンを示している。
プラズマ被膜5222を使用せずに水柱45インチの吸引力を使用した場合、加熱カッター5184によって切断された後の、23.79g/m2(0.7オンス/平方ヤード)スパンボンデッドポリプロピレンの層592A、592B、及び940デシテックスルのLycraの4スレッドを含む上述したウェブ材料5170は、10%より大きいスナップバック、即ち図37に示すように長さ“L1”の90%より短い長さへの収縮を呈した。プラズマ被膜5222を使用し、僅か2.49kPa(水柱10インチ)の吸引力を使用した場合のスナップバックは1%以下である。吸引量、及び被膜材料5222の特性は、処理する材料の仕様及び作成される製品によって許容されるスナップバックの量に影響を与えるように調整することができる。吸引量を減少させると、スナップバックの量は増加する。また被膜材料5222の特性が変化して、ファイバまたは層592の表面の他の肌合いと、突起5225との間のからみ合いの量が減少しても、スナップバックの量は増加する。
プラズマ被膜5222が好ましいが、突起5225を得るために他の型の被膜も使用することができる。例えば普通の紙やすり等を使用することができるが、対応する紙やすりの基材は、プラズマ被膜のような有益な長期の磨耗特性を呈さない。従って、プラズマ被膜が好ましいのである。
転送組立体5140が回転を続けると、輸送ヘッド5154Cは輸送ヘッド5154A及び5154Bについて図41に示す位置へ運動する。輸送ヘッドが、輸送ヘッド5154Bについて示す位置に到達する時までに、カムフォロア5106、押し棒5108、作動腕5110、ピン5112、ピン5113、及びクランクUリンク5114の接続リンケージを通して作用するカム5102は、半径方向軸581と約85°より大きい、好ましくは約90°である角度をなすように輸送ヘッドを回転させる。輸送ヘッド5154Bが図39及び41に示す位置を占めると、パーツの先縁は転送組立体上の走行方向と平行になり、離散したパーツ532が組合わされたウェブ121に到達する時までに組合わされたウェブ121の走行方向と平行になる。図39に輸送ヘッド5154Bについて示してある位置付近において、図37及び38に関して説明したように、歯車箱5176内の非円形歯車は対応する輸送ヘッドの半径方向速度を増加させる。輸送ヘッドが、図47に示すように、転送ゾーン5166において組合わされたウェブ121に到達するまでに、離散したパーツ532の表面速度はウェブ121の表面速度に概ね一致するようになる。
次いで接着剤塗布装置5226において接着剤が塗布される。離散したパーツ532がウェブ121に接触すると、対応するスリップリングが導管内の対応する吸引孔の対応するアレイ5122の端に到達するので吸引力が解放され、離散したパーツ532とウェブ121との間の接着吸引が離散したパーツを組合わされたウェブ121に転送させる。
次いで、非円形歯車は対応する輸送ヘッドの半径方向速度を減少させ、輸送ヘッドが受取りゾーン5164に戻って入力ウェブ5170の別のパーツを受取れるようになるまでに、輸送ヘッドの表面速度を入力ウェブ5170の表面速度に整合させる。輸送ヘッドが再び入力ウェブ5170のパーツをピックアップすると、対応するスリップリング5118は導管内の対応する吸引孔のアレイの始まりに到達し、それによって対応する輸送ヘッド上の吸引が開始され、別のサイクルが開始される。
ここに離散したパーツの回転に関して使用している「横」方向とは、図36に示すように受入れ用ウェブ536、即ち組合わされたウェブ121の走行の第1の方向とは整列していない、そして第1の方向から180°ではない何れかの方向をいう。
側継ぎ目ボンダー
図13に示すような側継ぎ目ボンダー168を意図した方法及び装置は、図5に示すガーメント25の側継ぎ目30、36を形成することに関する。加工片319を図20に示すようにウェブの機械方向に対して横方向に向け、加工片またはブランクをウェブの一部として残したまま側継ぎ目を形成するものとすれば、側継ぎ目30、36は必然的にウェブの機械方向に対して横方向に向けて形成されることになる。
公知の技術を使用してこれらの横方向シール、または溶着を形成する場合、ウェブの全幅にわたって超音波エネルギを均一に印加することは困難であるから、溶着は望ましい均一性を呈さないことがあり得る。以下に説明する装置及び方法は、形成中のガーメントの側溶着を予測可能に均一にする新しいアプローチを提供する。
図48−52は、本発明の超音波システムの一実施例を示している。これらの図に示してあるように、超音波ボンダーシステム168は、全体を630で示す固定内側シャフトを通過している軸628を中心として回転するように、外側シャフト625上に取付けられている作業ドラム626を含んでいる。作業ドラム626は外側作業表面632を有しており、この作業表面632は、材料の加工片の組合わされたウェブ121を保持するために穿孔されているか、またはそれ以外に作業ドラム626の外側作業表面を通して吸引を行わせるような普通の手段(図示してない)が設けられている。材料加工片は、側継ぎ目ボンダー168における全ての処理が完了した時にウェブから切断され、仕上げられた製品としてガーメント25の個々のユニットにされる。
図面を参照する。複数の(6つが図示されている)アンビルバー634が作業ドラムの外側周縁に均一に離間して取付けられており、作業ドラム626の外側作業表面の幅寸法を横切って横方向に伸びている。アンビルバーは、アンビルバー634の外側表面636が、概ね作業ドラム626の外側作業表面632の続きになるように、外側作業表面632とほぼ平らになっている。以下に詳細に説明する回転ホーンまたは輪の上に配置することについて、ウェブを以下に説明するように処理することができるならば、外側作業表面632からのアンビルバー634の僅かなオフセットは許される。
支持ドラム638が作業ドラム626に固定され、作業ドラムと共に回転するように取付けられている。図48を参照する。支持ドラム638は界面壁640において作業ドラムに固定されている。作業ドラム626及び支持ドラム638の組合わせは、外側シャフト625に取付けられている。外側シャフト625は軸受642及び644によって、固定内側シャフト630に取付けられている。支持ドラム638の外側壁646は、端壁649を介して端フランジ648に固定されている。端フランジ648は、処理ラインのラインシャフト(図示してない)によって駆動される被駆動シャフト650に固定されている。被駆動シャフト650は、軸受652を介して基礎に取付けられている。従って、作業ドラム626、支持ドラム638、及び端フランジ648は全て軸受642、644、及び652の組合わせによって支持され、全て固定内側シャフト630及び軸628を中心として一緒に回転する。
カムドラム654は固定内側シャフト630に固定され、作業ドラム626、支持ドラム638、及び端フランジ648の組合わせと共に回転しない。カムリブ656が、カムドラム654の外壁658上に取付けられ、カムドラムの外壁658の全周にわたって伸びている。カムリブ656は、図48及び52に破線で輪郭が示されている。カムリブの一部は、図17にも、支持ドラムの外壁646の切り欠き部分を通して示してある。
図51及び52を参照する。作業ドラム626の外側作業表面632上の関連アンビルバー634と同数の、そしてその位置に、6対のキャリッジ支持トラック660がカムドラム654の外壁658に取付けられている。キャリッジ662は、各対のキャリッジ支持トラック660に取付けられていて、以下に説明するように関連するキャリッジ支持トラックの長さ“L10”に沿って滑るようにキャリッジ支持トラックと係合している。
図51及び52を参照する。超音波支持副組立体664が、ピボットピン666において各キャリッジ662に取付けられている。超音波支持副組立体664においては、支持腕668がピボットピン666から作業ドラム626の外側作業表面632に向かって伸び、その遠い方の端に回転超音波ホーン670及び超音波発振器672を支持している。支持腕668は制御腕674に固定されている。制御腕674は複動空気シリンダ676によって動作させられる。超音波ホーン670は、ピボットピン666及び制御腕674によってピボットピン666を中心として回転させられ、それによって作業ドラム626の外側作業表面632に対して上下する。従って、超音波支持副組立体664は、ピボットピン666、支持腕668、及び制御腕674からなっている。
図48に示す空気圧制御箱678から、圧縮空気が空気シリンダ676へ供給される。圧縮空気は、空気圧制御箱678から、普通の回転空気圧式結合を介して固定シャフト630に接続されている空気供給ライン680を通して供給される。空気は、供給ライン682から固定シャフト630の中心を通して供給される。
超音波ボンダーシステム168への電力はスリップリング684を通して供給され、供給ライン686を通して超音波発振器へ印加される。
目的は後述するプログラム可能なリミットスイッチ688も被駆動シャフト650に取付けられている。プログラム可能なリミットスイッチ688の出力は、電気ライン690を通して制御箱678に供給される。
側継ぎ目ボンダーシステム168の動作及び機能は、以上の要素の、及びそれらの互いに他に対する関係の説明から明白になったと考えられるが、説明の完全を期すために、以下に側継ぎ目ボンダーの使用を簡単に説明する。
図48を参照する。被駆動シャフト650は、端フランジ648、作業ドラム626、支持ドラム638、及びその支持しているキャリッジ662、超音波支持副組立体664、超音波ホーン670、及び発振器672を安定な回転速度で絶えず回転させている。図49を参照する。入力転向ロール169が配置ステーションにおいて作業ドラム626の周縁上に配置され、その中心は軸628を中心として基準線に対して角度“P”をなしている。加工片319の組合わされたウェブ121は、矢印693で示す方向に供給され、入力転向ロール169を回って、矢印694で示す方向に回転している作業ドラム626と転向ロール169との間に形成されるニップにおいて作業ドラム626の作業表面632と係合して引き込まれる。ウェブ121は入力転向ロール169から、作業ロール169の外側作業表面に引かれてその表面を回り、作業ドラムの周縁上の角度“R”に配置された取出しステーションにおいて出力転向ロール170に到達する。出力転向ロール170において、図示のようにウェブ121は転向ロール170を回って出て行く。
要約すれば、本発明が実行された時に超音波ホーンは絶えず付勢され、それらの設計周波数で共振する。
図48−52を組合わせて参照する。各キャリッジ支持トラック660に接するドラム638の外壁646を通ってスロット開口698が伸びている。1対のカムフォロア6100が各関連キャリッジからスロット開口698を通して下方へ伸び、リブカム656と係合する。従って作業ドラム及び支持ドラムが静止カムドラム654を中心として軸628上で回転すると、カムフォロア6100とリブカム656との係合によって、キャリッジ662は作業ドラム626の外側作業表面632に交互に近づいたり、遠去かったりする。各キャリッジは、作業ドラムの各360°回転毎に、作業ドラムに近づき、そして作業ドラムから遠去かる1往復運動を遂行する。図48−50を参照する。支持ドラム638上の12時の位置にあるキャリッジ662Aは作業ドラムに向かって完全に伸びており、支持ドラム638上の6時の位置にあるキャリッジ662Bは引込んで作業ドラムから完全に遠去かっている。
キャリッジが作業ドラム626に向かって伸びている場合には、それぞれの超音波ホーンは作業ドラムの外側作業表面632の上に、そして対応するアンビルバー634の上に伸びる。キャリッジが作業ドラムから引込むと、関連する超音波ホーンは作業ドラムの外側作業表面から引込む。
超音波ホーンは、超音波支持組立体664、ホーン670、及び発振器672の組合わせの最も外側の縁6101(図51)が転向ロール169及び170の内縁6102(図48)の内側を通過する時には、外側作業表面632から完全に引込んでいるものと考えられる。図48に示すように、キャリッジ662B上のホーンが完全に引込む場合には、限定された「完全に引込んだ」位置よりも更に作業ドラムから遠去かるように運動している。従って、「完全に引込んだ」位置は、外縁6101が転向ロール169及び170の内縁6102の内側に配置されるある範囲の位置を含み、キャリッジ662が作業ドラムに対して最も離れる位置に配置されるような最も内側の位置に限定されるものではない。
各キャリッジ662が作業ドラムに向かって伸びる場合には、それぞれの超音波ホーンは相応して外側作業表面632の上に配置され、プログラム可能なリミットスイッチ688が空気圧制御箱678に信号してそれぞれの空気シリンダ676を付勢し、その上のラム6103を伸ばさせ、それによって関連する共振中の超音波ホーン670を図51に両頭矢印6104で示すように下向きに運動させ、各関連アンビルバーによって限定されている関連作業ステーション6106において輸送中の加工片と接触させる。回転超音波ホーン670は、アンビルバーの支持抵抗に対して下向きの力を加工片に加える。この下向きの力の大きさは空気シリンダ676に加える力によって制御される。
このように、共振している回転超音波ホーンが加工片に下向きの力を加えるようにすると、円形回転ホーン670は軸6110を中心として回転しながら、超音波ホーンと、アンビル634によって支持されているウェブ121との間に限定された接触領域6112の加工片に超音波エネルギを効果的に印加する。超音波ホーンが作業表面を横切ってエネルギ印加経路6108を走行するにつれて、限定された接触領域6112は加工片を横切って漸進的に運動する。
ホーンが加工片を横切って漸進的に運動し、超音波エネルギを限定された接触領域6112に印加すると、図50に示すように前の加工片319の後縁上と、次に続く加工片319の先縁上とに側継ぎ目結合30、36が同時に、且つ漸進的に形成される。形成される結合内の特定パターン(もしあれば)は、超音波ホーンまたはアンビル上の、好ましくはアンビル634上の表面パターン(もしあれば)によって制御される。
図48に示すようにエネルギ印加経路は、超音波エネルギによって遂行される作業、及びキャリッジ支持トラック660及び支持腕668の長さに依存して、ドラム626の作業表面の全てを横切るよりも小さくするか、またはウェブの全てを横切るよりも小さくすることができる。
エネルギ印加経路の出力セグメントを横切るように超音波ホーン670を走行させながら、ホーンを降下させて加工片と作業接触させることが好ましい。関連する超音波ホーンがエネルギ印加経路の出力セグメントの外端に到達すると、リミットスイッチ688は軸628に対する作業ステーションのそれぞれの関連付けられた角位置を感知して空気圧制御箱678へ信号し、ホーンをエネルギ印加経路の入力セグメント上の加工片上から引込めながら(逆方向)、ホーンを加工片から持ち上げる。図49を参照する。ホーンは、ドラム上で、即ち作業ドラムの外縁の角度“IE”において転向ロール169、170の内縁6102を横切って伸び始め、作業ドラムの外縁の角度“W”において完全に引込められる。図49にはウェブ121内の関連する加工片319が転向ロール170に到達し、ウェブ及び対応する加工片が作業ドラム626から取外される前に、関連するホーン組立体が完全に引込まれていることが示されている。同様にホーン670、発振器672、及び超音波支持副組立体664からなるホーン組立体が入力転向ロール169を通過し、外側作業表面632が加工片の入力ウェブと再び係合し始めるまでホーン組立体は完全に引込まれ続け、外側作業表面上に伸び始めることはない。
以上のように、作業ドラム626は超音波ホーン670を伴って絶えず回転している。加工片は、それらがウェブ121の一部として作業ドラム626上に配置されると超音波ボンダーシステム168へ進み、角度“P”の配置ステーションと角度“R”の取外しステーションとの間の作業経路を走行し、その間にホーン670及びアンビル634のような超音波印加デバイスが側継ぎ目30、36を形成する。各ホーンは、関連するアンビルにおいて外側作業表面を横切って伸び、作業ドラムの各回転で1対の関連加工片319A及び319B内に1組の側継ぎ目結合30、36を作る。側継ぎ目結合30、36は横機械方向に伸びる。この組合わされた装置は、任意の時間に、実質的に作業ステーション6106に存在する複数の加工片、即ち転向ロール169と170との間のドラム上の対応する加工片に対して溶着、切断等の動作、またはそれらの組合わせを遂行し、それによって仕上がった加工片を有するウェブを転向ロール170において取外すことができるように、外側作業表面から関連するホーンを「完全に引込める」ための十分な間隙を得るのを支援することができる。
適当な超音波ホーン670は、例えば前記Ehlertの米国特許第5,110,403号に開示されているこのような回転超音波ホーンである。適当な超音波発振器及び他の関連超音波装置は、いろいろな製造者、例えばコネチカット州ダンバリーのBranson Sonic Power Companyから入手可能である。
以上の説明では、側継ぎ目ボンダーが、好ましくは超音波エネルギを使用するものとしていたが、例えば熱エネルギを使用し、回転ホーン670を加熱輪と置換する等のように、他の形状のエネルギに適用することができる。
図49を参照する。側継ぎ目結合30、36が加工片内で完了した後に、未だにウェブ121内にある加工片は、転向ロール170を、次いで転向ロール172及びカッターロール174通過し、関連する超音波ホーン670によって形成された隣接する側継ぎ目結合30、36間の位置において切断される。切断された加工片がガーメント25であり、コンベヤ178によって運び出される。
図52は、本発明の第2の実施例であって、超音波ホーン及び共働するアンビルは図48−51の実施例とは物理的に反対の位置に配置されている。従って、図52の実施例と図48−51に関して詳細説明した実施例とを対照すると、図52では、1対の普通の平坦型超音波ホーン6170が、アンビルバー634の代わりに作業ドラム626内に取付けられている。エネルギ印加経路の全幅にわたるように、必要なだけ多くの平坦型ホーンを使用することができる。相応して回転アンビル6134は、回転ホーン670の代わりに回転アンビル6134が超音波支持組立体664に取付けられている。
使用に際して、超音波ホーン6170はプロセスの動作中連続して付勢することが好ましい。作業ドラム626及び支持ドラム638は、上述したように絶えず回転している。ドラムの回転に伴って、アンビルがエネルギ印加経路6108の出力セグメントを走行すると、空気シリンダ676によって回転アンビルが作業表面上に伸びて加工片と作業接触させられ、エネルギ印加経路の入力セグメントを走行するとアンビルが加工片から持ち上げられる。重要な差は、超音波ホーン及びアンビルの位置を逆転させてはいるが、外側作業表面上への伸びとそれに続く引込みの物理的運動の役割はそのままになっていることである。従って、作業ドラムの外側作業表面内に取付けられている超音波印加デバイスは超音波エネルギを供給するデバイスであって、超音波支持副組立体664上に取付けられている超音波印加デバイスではない。
以上に本発明を詳細に説明したが、本発明の思想から逸脱することなくさまざまな変化及び変更は容易に明白である。これらの変化及び変更は、請求の範囲によって限定される本発明の範囲内にあるものと理解されよう。
Claims (11)
- 組合せウエブ(121)内の一連の連続する加工片(10)を処理して、前側身体部分(16)と後側身体部分(20)、第1及び第2の脚開口及び前記第1及び第2の脚開口の間の股部分(24)を有するガーメントを形成し、弾力性要素(112)をガーメント(25)内に組み込むことを含む、ガーメントを製造する方法であって、上記方法は、
(a)第1の幅を有し第1の層を構成するウエブ(100)を、各加工片(10)が前記ウエブ(100)内で横方向に向き、前記前側身体部分(16)と前記後側身体部分(20)とがウエブの両側の側部に位置する状態で、ニップに送る段階と、
(b)上記第1の層を構成するウエブ(100)が前記ニップに達する前に、第2の層を構成する連続ウエブ(106)を、上記第1の層を構成するウエブ(100)上に重なるように送る段階と、
(c)弾力性要素を引き伸ばす段階と、
(d)前記第1の層を構成する前記ウエブ(100)と前記第2の層を構成する前記ウエブ(106)が前記ニップに達する前に、上記引き伸ばした弾力性要素(112)を前記2つのウエブ(100、106)の間に引き伸ばした状態で送り、該弾力性要素(112)を、形成されるべき第1の脚開口に従う第1の経路に沿い、次いで前記股部分を横切り、さらに形成されるべき第2の脚開口に沿って配置し、前記弾力性要素が連続する2つのウエブ(100、106)の間に位置する状態にされた組合せウエブ(121)を形成する段階と、
(e)形成されるべき前記第1及び第2の脚開口に沿うように配置された上記弾力性要素(112)に対する引き伸ばし状態を維持したまま、該組合せウエブの外側から、上記弾力性要素(112)を切断するのに十分ではあるが、前記ウエブ(100)(106)を切断するには十分でないレベルの超音波エネルギを前記股部分に位置する上記弾力性要素に印加することによって、前記第1及び第2の層を構成するウエブを切断することなく、前記股部分に位置する上記弾力性要素(112)を切断する段階と、
を含むことを特徴とする方法。 - 上記組合せウェブは幅寸法を有し、上記方法は、第1の組の突起(376)を含む第1の外側作業表面(374)を有する第1の回転輸送デバイス(102、154)上の上記弾力性要素を組み込んだ上記組合せウェブ(121)を、上記第1の回転輸送デバイス(102、154)から第2の回転輸送デバイス(158)の第2の外側作業表面へ転送することを含み、上記第2の外側作業表面は第2の組の突起(458)を含み、それによって上記第2の回転輸送デバイス上での上記組合せウェブ(121)の幅寸法の収縮を禁止するようになっている前記請求項1に記載の方法。
- 上記第2の外側作業表面において上記組合せウェブ(121)に吸引力を印加し、上記ウェブの上記幅寸法の収縮の禁止を援助することを含んでいる請求項2に記載の方法。
- 上記第2の回転輸送デバイスは、上記第2の外側作業表面のための支持体からなる基材(444)と、上記基材(444)上にあって前記第2の組の突起(458)が組み込まれている被膜(448)とを備える請求項2又は3に記載の方法。
- 上記方法は、上記組合せウェブの幅寸法の収縮が5%よりも大きくならないように、上記組合せウエブが上記第1の回転輸送デバイスから第2の回転輸送デバイスに転送される間に上記組合せウェブの幅を寸法的に安定に保持する請求項2から請求項4までの何れかに記載の方法。
- 上記方法は、それぞれの加工片(10)の上記前側及び後側身体部分(16、20)が互いに対面するように上記組合せウェブ(121)を折り曲げ、上記ウェブ内の前側身体部分(16)と後側身体部分(20)とを結合する側継ぎ目結合(30、36)を形成させることを含んでいる請求項1から請求項5までの何れかに記載の方法。
- 上記側継ぎ目結合(30、36)を形成させた後に、上記それぞれの加工片(10)をガーメント(25)として上記ウェブから切断することを含んでいる請求項6に記載の方法。
- 上記側継ぎ目結合(30、36)の形成は、ドラム(626)を第1の軸(628)を中心として所与の方向に回転させる段階を含み、上記ドラム(626)は、周縁の外側作業表面(632)と、上記外側作業表面(632)に接して上記ドラム(626)上に取付けられていて上記ドラム(626)の上記回転方向に対して横方向に伸びる第1のエネルギ印加デバイス(634)と、上記ドラム(626)と共に回転するように取付けられている第2のエネルギ印加デバイス(670)を設け、上記ドラム(626)の回転中に上記第2のエネルギ印加デバイス(670)を上記ドラム(626)の上記回転方向に対して横方向に運動させ、それによって上記第2のエネルギ印加デバイス(670)を上記第1のエネルギ印加デバイス(634)上に伸ばし、上記第1及び第2のエネルギ印加デバイスを組合わせて動作させ、それによって上記加工片(319)にエネルギを印加する段階と、上記ドラム(626)の回転中に上記第2のエネルギ印加デバイスを上記第1のエネルギ印加デバイス上から引込める段階とを含んでいる請求項6または請求項7に記載の方法。
- 上記第2のエネルギ印加デバイスを上記第1のエネルギ印加デバイス上のエネルギ印加経路に沿って走行させることを含み、上記第1のエネルギ印加デバイスはアンビル(634)からなり、上記第2のエネルギ印加デバイスは第2の軸を中心として回転するように取付けられている輪状部材からなり、上記方法は、上記輪状部材が上記エネルギ印加経路を走行する時の上記加工片(319)を横切って漸進的に移動する軌跡において上記加工片(319)にエネルギを印加することを含んでいる請求項8に記載の方法。
- 上記第1及び第2のエネルギ印加デバイスの一方として超音波ホーン(670)を使用し、上記エネルギ印加デバイスの他方として上記超音波ホーン(670)と共働するようになっているアンビル(634)を使用することを含んでいる請求項8または請求項9に記載の方法。
- 上記第2のエネルギ印加デバイスを上記第1のエネルギ印加デバイス上のエネルギ印加経路に沿って走行させることを含み、上記第1のエネルギ印加デバイスはアンビル(634)からなり、上記第2のエネルギ印加デバイスは第2の軸を中心として回転するように取付けられている超音波ホーン(670)からなり、上記方法は、上記超音波ホーン(670)が上記エネルギ印加経路を走行する時の上記加工片(319)を横切って漸進的に移動する軌跡において上記加工片(319)にエネルギを印加することを含んでいる請求項8に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/381,389 US5660657A (en) | 1995-01-31 | 1995-01-31 | Composite method for fabricating garments |
| US08/381,389 | 1995-01-31 | ||
| PCT/US1996/001385 WO1996023475A1 (en) | 1995-01-31 | 1996-01-26 | Composite method and apparatus for fabricating garments |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10513086A JPH10513086A (ja) | 1998-12-15 |
| JP4402172B2 true JP4402172B2 (ja) | 2010-01-20 |
Family
ID=23504853
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP52372796A Expired - Lifetime JP4402172B2 (ja) | 1995-01-31 | 1996-01-26 | ガーメントを製造するための複合方法及び装置 |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US5660657A (ja) |
| EP (5) | EP1325723B1 (ja) |
| JP (1) | JP4402172B2 (ja) |
| KR (1) | KR100436533B1 (ja) |
| AU (1) | AU706014B2 (ja) |
| BR (1) | BR9606992A (ja) |
| CA (1) | CA2152328C (ja) |
| DE (1) | DE69626965T2 (ja) |
| ES (1) | ES2196143T3 (ja) |
| WO (1) | WO1996023475A1 (ja) |
Families Citing this family (165)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060064069A1 (en) | 2000-04-12 | 2006-03-23 | Rajala Gregory J | Disposable undergarment and related manufacturing equipment and processes |
| US8393932B1 (en) | 1997-07-24 | 2013-03-12 | Genie Toys Plc | Doll'S clothing and play set |
| US6165306A (en) * | 1998-06-01 | 2000-12-26 | Kimberly-Clark Worldwide, Inc. | Process and apparatus for cutting of discrete components of a multi-component workpiece and depositing them with registration on a moving web of material |
| DE19827647A1 (de) * | 1998-06-22 | 1999-12-30 | Babcock Textilmasch | Verfahren zum Kantenleimen und Spannaggregat mit einer Vorrichtung zum Kantenleimen |
| EP1004285A1 (en) * | 1998-11-23 | 2000-05-31 | The Procter & Gamble Company | Process for applying discrete web portions to a receiving web |
| US6544375B1 (en) | 1998-11-23 | 2003-04-08 | The Procter & Gamble Company | Process for applying discrete web portions to a receiving web |
| US6074333A (en) * | 1998-12-24 | 2000-06-13 | Kimberly-Clark Worldwide, Inc. | Machine for cutting discrete components of a multi-component workpiece and depositing them with registration on a moving web of material |
| US6059710A (en) * | 1998-12-24 | 2000-05-09 | Kimberly-Clark Worldwide, Inc. | Process for cutting of discrete components of a multi-component workpiece and depositing them with registration on a moving web of material |
| SE517288C2 (sv) * | 1999-05-18 | 2002-05-21 | Sca Hygiene Prod Ab | Förfarande och anordning för att framställa materialbanor med anbringande diskreta materialbitar |
| US6368449B1 (en) | 1999-11-01 | 2002-04-09 | Linear Products Inc. | Heated wheel for application of heat-activated precoated adhesive tape or string |
| US6358356B1 (en) | 1999-11-01 | 2002-03-19 | Linear Products Inc. | Heated wheel for application of heat-activated or pressure sensitive precoated adhesive tape or string |
| JP4054191B2 (ja) | 1999-12-16 | 2008-02-27 | 株式会社瑞光 | 搬送方法及び搬送装置 |
| US6482278B1 (en) | 2000-03-29 | 2002-11-19 | Curt G. Joa, Inc. | Pants type diaper and method for producing same |
| US20020046802A1 (en) † | 2000-08-04 | 2002-04-25 | Ikuo Tachibana | Method for manufacturing disposable worn article |
| US6520946B1 (en) | 2000-06-27 | 2003-02-18 | Kimberly-Clarke Worldwide, Inc. | Prefolded prefastened incontinence garment with expandible bellows |
| US6569275B1 (en) * | 2000-08-15 | 2003-05-27 | Kimberly-Clark Worldwide, Inc. | Method of optimizing tension in applying leg elastics |
| US6969378B1 (en) | 2000-10-27 | 2005-11-29 | Kimberly-Clark Worldwide, Inc. | Biaxial stretch garment |
| US7628778B2 (en) | 2000-10-27 | 2009-12-08 | Kimberly-Clark Worldwide, Inc. | Absorbent article with self-forming seals |
| US6702800B1 (en) | 2000-10-27 | 2004-03-09 | Kimberly-Clark Worldwide, Inc. | Absorbent garment with transverse and longitudinal stretch |
| US6982231B1 (en) | 2000-10-27 | 2006-01-03 | Kimberly-Clark Worldwide, Inc. | Elastomeric, breathable laminate with enhanced breathability upon extension |
| US6914018B1 (en) | 2000-10-27 | 2005-07-05 | Kimberly-Clark Worldwide, Inc. | Biaxial stretch, breathable laminate with cloth-like aesthetics and method for making same |
| US6881205B2 (en) | 2000-10-27 | 2005-04-19 | Kimberly-Clark Worldwide, Inc. | Independence of components in absorbent articles |
| US6869424B1 (en) | 2000-10-27 | 2005-03-22 | Kimberly-Clark Worldwide, Inc. | Stretchable absorbent garment with non-stretchable liner |
| US7608069B2 (en) * | 2000-10-27 | 2009-10-27 | Kimberly-Clark Worldwide, Inc. | Absorbent article with captured leg elastics |
| US6756327B2 (en) | 2000-10-31 | 2004-06-29 | Kimberly-Clark Worldwide, Inc. | Loop fastening component made from thermally retracted materials |
| JP3798298B2 (ja) * | 2000-12-01 | 2006-07-19 | 株式会社瑞光 | 回転装置、着用物品の搬送方法およびウェブの搬送方法 |
| US6604623B2 (en) | 2001-01-31 | 2003-08-12 | Zuiko Corporation | Article transfer apparatus |
| JP4592201B2 (ja) * | 2001-03-05 | 2010-12-01 | 株式会社瑞光 | 搬送装置 |
| US6634269B2 (en) | 2001-03-15 | 2003-10-21 | The Procter & Gamble Company | Apparatus and method for associating cut sheet sections with a moving carrier web |
| US6743321B2 (en) * | 2001-09-14 | 2004-06-01 | Kimberly-Clark Worldwide, Inc. | Method and apparatus for assembling refastenable absorbent garments |
| US6730188B2 (en) | 2001-09-14 | 2004-05-04 | Kimberly-Clark Worldwide, Inc. | Method and apparatus for assembling refastenable absorbent garments |
| US20030055389A1 (en) * | 2001-09-14 | 2003-03-20 | Sanders Donald J. | Method and apparatus for assembling refastenable absorbent garment |
| US6682626B2 (en) | 2001-09-14 | 2004-01-27 | Kimberly-Clark Worldwide, Inc. | Method and apparatus for assembling refastenable absorbent garments |
| US6820671B2 (en) * | 2001-10-05 | 2004-11-23 | Paragon Trade Brands, Inc. | Apparatus and method for assembling absorbent garments |
| JP3899474B2 (ja) * | 2001-11-07 | 2007-03-28 | 株式会社光洋 | 吸収性物品及びそれを有する使い捨ておむつ並びに吸収性物品の製造方法 |
| US6537403B1 (en) | 2001-12-18 | 2003-03-25 | Kimberly-Clark Worldwide, Inc. | Nip adjustment for a rigid ultrasonic bonder or processor |
| US6547903B1 (en) | 2001-12-18 | 2003-04-15 | Kimberly-Clark Worldwide, Inc. | Rotary ultrasonic bonder or processor capable of high speed intermittent processing |
| US6676003B2 (en) | 2001-12-18 | 2004-01-13 | Kimberly-Clark Worldwide, Inc. | Rigid isolation of rotary ultrasonic horn |
| US6620270B2 (en) | 2001-12-18 | 2003-09-16 | Kimberly-Clark Worldwide, Inc. | Control of processing force and process gap in rigid rotary ultrasonic systems |
| US6613171B2 (en) | 2001-12-18 | 2003-09-02 | Kimberly-Clark Worldwide, Inc. | Rotary ultrasonic bonder or processor capable of fixed gap operation |
| US6890630B2 (en) | 2001-12-20 | 2005-05-10 | Kimberly-Clark Worldwide, Inc. | Elastic composites for garments |
| US20030116257A1 (en) * | 2001-12-20 | 2003-06-26 | Kimberly-Clark Worldwide, Inc. | Apparatus and method for applying an elongate member to a substrate |
| US20030116291A1 (en) * | 2001-12-21 | 2003-06-26 | Sca Hygiene Products Ab | Method for bonding at least two tissue papers to each other |
| US7008497B2 (en) * | 2002-08-22 | 2006-03-07 | Zuiko Corporation | Method and apparatus for producing wearing article |
| JP4566522B2 (ja) * | 2002-08-30 | 2010-10-20 | ユニ・チャーム株式会社 | 吸収体の製造装置 |
| US20040068246A1 (en) * | 2002-10-02 | 2004-04-08 | Kimberly-Clark Worldwide, Inc. | Disposable garments with improved elastic filament placement control and methods of producing same |
| JP4205400B2 (ja) | 2002-11-12 | 2009-01-07 | ユニ・チャーム株式会社 | 連続生産する使い捨て着用物品に弾性部材を取り付ける方法およびそのための装置 |
| DE10319754A1 (de) * | 2003-04-30 | 2004-12-02 | Carl Freudenberg Kg | Elastischer Verbundstoff, Verfahren zu dessen Herstellung und dessen Verwendung |
| US7604624B2 (en) | 2003-05-30 | 2009-10-20 | Kimberly-Clark Worldwide, Inc. | Disposable absorbent article with overlapping absorbent assembly secured to front and back panels |
| CN100509315C (zh) | 2004-02-05 | 2009-07-08 | 株式会社瑞光 | 带材的加工装置以及加工方法 |
| WO2005080065A1 (ja) * | 2004-02-25 | 2005-09-01 | Zuiko Corporation | ウエブの溶着システム |
| US7703599B2 (en) | 2004-04-19 | 2010-04-27 | Curt G. Joa, Inc. | Method and apparatus for reversing direction of an article |
| US8417374B2 (en) | 2004-04-19 | 2013-04-09 | Curt G. Joa, Inc. | Method and apparatus for changing speed or direction of an article |
| US7708849B2 (en) | 2004-04-20 | 2010-05-04 | Curt G. Joa, Inc. | Apparatus and method for cutting elastic strands between layers of carrier webs |
| US20050230037A1 (en) | 2004-04-20 | 2005-10-20 | Curt G. Joa, Inc. | Staggered cutting knife |
| US7638014B2 (en) | 2004-05-21 | 2009-12-29 | Curt G. Joa, Inc. | Method of producing a pants-type diaper |
| US7811403B2 (en) | 2005-03-09 | 2010-10-12 | Curt G. Joa, Inc. | Transverse tab application method and apparatus |
| US8007484B2 (en) | 2005-04-01 | 2011-08-30 | Curt G. Joa, Inc. | Pants type product and method of making the same |
| US20070069428A1 (en) * | 2005-09-13 | 2007-03-29 | Delaware Capital Formation, Inc. | Ultrasonic scoring for a web |
| US7398870B2 (en) * | 2005-10-05 | 2008-07-15 | Curt G. Joa, Inc | Article transfer and placement apparatus |
| US7770712B2 (en) | 2006-02-17 | 2010-08-10 | Curt G. Joa, Inc. | Article transfer and placement apparatus with active puck |
| EP1991729B2 (en) | 2006-02-21 | 2015-09-16 | Fitesa Nonwoven, Inc. | Extensible absorbent composites |
| JP4824452B2 (ja) | 2006-03-30 | 2011-11-30 | 株式会社リブドゥコーポレーション | 使い捨て吸収性物品の製造方法 |
| US8172977B2 (en) | 2009-04-06 | 2012-05-08 | Curt G. Joa, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web |
| US10456302B2 (en) | 2006-05-18 | 2019-10-29 | Curt G. Joa, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web |
| US7780052B2 (en) | 2006-05-18 | 2010-08-24 | Curt G. Joa, Inc. | Trim removal system |
| US9433538B2 (en) | 2006-05-18 | 2016-09-06 | Curt G. Joa, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web and formation of articles using a dual cut slip unit |
| US8016972B2 (en) | 2007-05-09 | 2011-09-13 | Curt G. Joa, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web |
| US9622918B2 (en) | 2006-05-18 | 2017-04-18 | Curt G. Joe, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web |
| JP5124187B2 (ja) * | 2006-09-29 | 2013-01-23 | 大王製紙株式会社 | 吸収性物品における伸縮部形成方法及びその形成装置 |
| US9550306B2 (en) | 2007-02-21 | 2017-01-24 | Curt G. Joa, Inc. | Single transfer insert placement and apparatus with cross-direction insert placement control |
| EP1961403B1 (en) | 2007-02-21 | 2022-06-15 | Curt G. Joa, Inc. | Single transfer insert placement method and apparatus |
| US9944487B2 (en) | 2007-02-21 | 2018-04-17 | Curt G. Joa, Inc. | Single transfer insert placement method and apparatus |
| US8398793B2 (en) | 2007-07-20 | 2013-03-19 | Curt G. Joa, Inc. | Apparatus and method for minimizing waste and improving quality and production in web processing operations |
| US9387131B2 (en) | 2007-07-20 | 2016-07-12 | Curt G. Joa, Inc. | Apparatus and method for minimizing waste and improving quality and production in web processing operations by automated threading and re-threading of web materials |
| DE102007063209A1 (de) * | 2007-12-20 | 2009-06-25 | Paul Hartmann Aktiengesellschaft | Verfahren zum Herstellen von Inkontinenzartikeln in Höschenform |
| US8182624B2 (en) | 2008-03-12 | 2012-05-22 | Curt G. Joa, Inc. | Registered stretch laminate and methods for forming a registered stretch laminate |
| US20090294044A1 (en) * | 2008-05-27 | 2009-12-03 | Nathan Alan Gill | Methods and Apparatus for Attaching Elastic Components to Absorbent Articles |
| DE102009002296A1 (de) * | 2009-04-09 | 2010-10-14 | Robert Bosch Gmbh | Vorrichtung und Verfahren zum Bearbeiten eines Packstoffs mittels Ultraschall |
| EP2424480B1 (en) | 2009-04-30 | 2014-07-09 | Sca Hygiene Products AB | Method for providing an elasticated web |
| DE102009026952A1 (de) * | 2009-06-16 | 2010-12-23 | Herrmann Ultraschalltechnik Gmbh & Co. Kg | Ultraschallbearbeitungsvorrichtung sowie Quersiegelsonotrode hierfür |
| US8100253B2 (en) * | 2009-06-30 | 2012-01-24 | The Procter & Gamble Company | Methods and apparatuses for transferring discrete articles between carriers |
| US20110098668A1 (en) * | 2009-10-23 | 2011-04-28 | Thorson Russell E | Disposable absorbent garments employing elastomeric film laminate body panels |
| US8753466B2 (en) | 2009-10-23 | 2014-06-17 | Kimberly-Clark Worldwide, Inc. | Method of making disposable absorbent garments employing elastomeric film laminate body panels |
| US8673098B2 (en) | 2009-10-28 | 2014-03-18 | Curt G. Joa, Inc. | Method and apparatus for stretching segmented stretchable film and application of the segmented film to a moving web |
| US8460495B2 (en) | 2009-12-30 | 2013-06-11 | Curt G. Joa, Inc. | Method for producing absorbent article with stretch film side panel and application of intermittent discrete components of an absorbent article |
| US9089453B2 (en) | 2009-12-30 | 2015-07-28 | Curt G. Joa, Inc. | Method for producing absorbent article with stretch film side panel and application of intermittent discrete components of an absorbent article |
| US8622983B2 (en) | 2009-12-31 | 2014-01-07 | Kimberly-Clark Worldwide, Inc. | Method of incorporating leg elastics in a pant-like disposable absorbent garment, and garment made thereby |
| US8663411B2 (en) | 2010-06-07 | 2014-03-04 | Curt G. Joa, Inc. | Apparatus and method for forming a pant-type diaper with refastenable side seams |
| US9603752B2 (en) | 2010-08-05 | 2017-03-28 | Curt G. Joa, Inc. | Apparatus and method for minimizing waste and improving quality and production in web processing operations by automatic cuff defect correction |
| US20120273129A1 (en) | 2010-10-27 | 2012-11-01 | Curt G. Joa, Inc. | Apparatus and method for the application of a curved ribbon to a traveling web |
| JP5089751B2 (ja) * | 2010-10-28 | 2012-12-05 | 花王株式会社 | 伸縮性シートの製造方法 |
| US9095333B2 (en) | 2012-07-02 | 2015-08-04 | Bovie Medical Corporation | Systems and methods of discriminating between argon and helium gases for enhanced safety of medical devices |
| US9770285B2 (en) | 2010-11-08 | 2017-09-26 | Bovie Medical Corporation | System and method for identifying and controlling an electrosurgical apparatus |
| US9060765B2 (en) | 2010-11-08 | 2015-06-23 | Bovie Medical Corporation | Electrosurgical apparatus with retractable blade |
| US8998899B2 (en) | 2010-11-08 | 2015-04-07 | Bovie Medical Corporation | Multi-button electrosurgical apparatus |
| US9144453B2 (en) | 2010-11-08 | 2015-09-29 | Bovie Medical Corporation | Multi-mode electrosurgical apparatus |
| US8702887B2 (en) | 2010-12-17 | 2014-04-22 | Kimberly-Clark Worldwide, Inc. | Apparatus for and method of applying ribbon in a nonlinear pattern to a web |
| US8720518B2 (en) | 2010-12-17 | 2014-05-13 | Kimberly-Clark Worldwide, Inc. | Apparatus for bonding ribbon in a nonlinear pattern to a web |
| US8491741B2 (en) | 2010-12-29 | 2013-07-23 | Kimberly-Clark Worldwide, Inc. | Method of forming elastomeric laminates having targeted elastic properties for use in personal care articles |
| US9566193B2 (en) | 2011-02-25 | 2017-02-14 | Curt G. Joa, Inc. | Methods and apparatus for forming disposable products at high speeds with small machine footprint |
| US8656817B2 (en) | 2011-03-09 | 2014-02-25 | Curt G. Joa | Multi-profile die cutting assembly |
| USD684613S1 (en) | 2011-04-14 | 2013-06-18 | Curt G. Joa, Inc. | Sliding guard structure |
| US8820380B2 (en) | 2011-07-21 | 2014-09-02 | Curt G. Joa, Inc. | Differential speed shafted machines and uses therefor, including discontinuous and continuous side by side bonding |
| CA2857121A1 (en) | 2011-11-30 | 2013-06-06 | The Procter & Gamble Company | Small-sized disposable pull-on diaper |
| US10751220B2 (en) | 2012-02-20 | 2020-08-25 | Curt G. Joa, Inc. | Method of forming bonds between discrete components of disposable articles |
| JP5851297B2 (ja) * | 2012-03-22 | 2016-02-03 | ユニ・チャーム株式会社 | ウエブに超音波処理を施すための装置および方法 |
| US9050213B2 (en) | 2012-03-30 | 2015-06-09 | The Procter & Gamble Company | Apparatuses and methods for making absorbent articles |
| US9039855B2 (en) | 2012-03-30 | 2015-05-26 | The Procter & Gamble Company | Apparatuses and methods for making absorbent articles |
| US20130255861A1 (en) | 2012-03-30 | 2013-10-03 | Uwe Schneider | Apparatuses and Methods for Making Absorbent Articles |
| US8440043B1 (en) | 2012-03-30 | 2013-05-14 | The Procter & Gamble Company | Absorbent article process and apparatus for intermittently deactivating elastics in elastic laminates |
| US9028632B2 (en) | 2012-03-30 | 2015-05-12 | The Procter & Gamble Company | Apparatuses and methods for making absorbent articles |
| US8607959B2 (en) | 2012-04-16 | 2013-12-17 | The Procter & Gamble Company | Rotational assemblies and methods for transferring discrete articles |
| US8720666B2 (en) | 2012-04-16 | 2014-05-13 | The Procter & Gamble Company | Apparatuses for transferring discrete articles |
| US8833542B2 (en) | 2012-04-16 | 2014-09-16 | The Procter & Gamble Company | Fluid systems and methods for transferring discrete articles |
| US8820513B2 (en) | 2012-04-16 | 2014-09-02 | The Procter & Gamble Company | Methods for transferring discrete articles |
| US9908739B2 (en) | 2012-04-24 | 2018-03-06 | Curt G. Joa, Inc. | Apparatus and method for applying parallel flared elastics to disposable products and disposable products containing parallel flared elastics |
| WO2014005005A1 (en) * | 2012-06-29 | 2014-01-03 | The Procter & Gamble Company | Method and apparatus for attaching components to absorbent articles |
| WO2014004453A1 (en) | 2012-06-29 | 2014-01-03 | The Procter & Gamble Company | System and method for high-speed continuous application of a strip material to a moving sheet-like substrate material |
| JP6009668B2 (ja) | 2012-06-29 | 2016-10-19 | ザ プロクター アンド ギャンブル カンパニー | 弾性構成要素を吸収性物品に取り付ける方法 |
| CN104427961B (zh) * | 2012-07-06 | 2016-11-02 | 株式会社瑞光 | 输送方法、一次性穿着用物品的制造方法以及穿着用物品和输送装置 |
| US20140110052A1 (en) | 2012-10-23 | 2014-04-24 | The Procter & Gamble Company | Methods for transferring discrete articles onto a web |
| US9174138B2 (en) | 2013-03-05 | 2015-11-03 | Genie Toys Plc | Playsets with molded shells |
| JP6343281B2 (ja) * | 2013-06-14 | 2018-06-13 | 株式会社瑞光 | 超音波溶着装置及びこれを用いた使い捨ておむつの製造方法 |
| MY184079A (en) * | 2013-06-14 | 2021-03-17 | Zuiko Corp | Anvil roller and ultrasonic welding device provided therewith |
| US9283683B2 (en) | 2013-07-24 | 2016-03-15 | Curt G. Joa, Inc. | Ventilated vacuum commutation structures |
| US10227197B2 (en) * | 2013-08-16 | 2019-03-12 | The Procter & Gamble Plaza | Method for reducing the effects of parent roll variations during unwinding |
| USD703711S1 (en) | 2013-08-23 | 2014-04-29 | Curt G. Joa, Inc. | Ventilated vacuum communication structure |
| USD703247S1 (en) | 2013-08-23 | 2014-04-22 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD704237S1 (en) | 2013-08-23 | 2014-05-06 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD703248S1 (en) | 2013-08-23 | 2014-04-22 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD703712S1 (en) | 2013-08-23 | 2014-04-29 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| EP3049039B1 (en) | 2013-09-23 | 2017-10-25 | The Procter and Gamble Company | Apparatus and method for making side seams on absorbent articles |
| US9463942B2 (en) | 2013-09-24 | 2016-10-11 | The Procter & Gamble Company | Apparatus for positioning an advancing web |
| US9289329B1 (en) | 2013-12-05 | 2016-03-22 | Curt G. Joa, Inc. | Method for producing pant type diapers |
| CA2874861C (en) | 2013-12-12 | 2019-01-22 | Curt G. Joa, Inc. | Stretch laminate with curved elastic |
| KR101836754B1 (ko) * | 2013-12-26 | 2018-03-08 | 가부시키가이샤 즈이코 | 초음파 용착 장치 |
| JP6220896B2 (ja) * | 2013-12-26 | 2017-10-25 | 株式会社瑞光 | 超音波溶着装置 |
| JP6302675B2 (ja) * | 2014-01-10 | 2018-03-28 | ユニ・チャーム株式会社 | 吸収性物品に係るシート状部材の超音波溶着装置、及び超音波溶着方法 |
| JP6255246B2 (ja) * | 2014-01-10 | 2017-12-27 | ユニ・チャーム株式会社 | 吸収性物品に係るシート状部材の超音波溶着装置、及び超音波溶着方法 |
| JP5784157B2 (ja) * | 2014-01-10 | 2015-09-24 | ユニ・チャーム株式会社 | 吸収性物品に係るシート状部材の超音波溶着装置、及び超音波溶着方法 |
| EP3154788B1 (en) | 2014-06-11 | 2019-03-06 | Curt G. Joa, Inc. | Methods and apparatus for elastic deactivation in a laminate |
| WO2016033226A1 (en) | 2014-08-26 | 2016-03-03 | Curt G. Joa, Inc. | Apparatus and methods for securing elastic to a carrier web |
| US11116674B2 (en) | 2014-12-31 | 2021-09-14 | Kimberly-Clark Worldwide, Inc. | Absorbent article having stretchable panels and method of making same |
| EP3250141B1 (en) | 2015-01-28 | 2023-10-11 | Apyx Medical Corporation | Cold plasma electrosurgical apparatus with bent tip applicator |
| US10259165B2 (en) | 2015-04-01 | 2019-04-16 | Aurizon Ultrasonics, LLC | Apparatus for fabricating an elastic nonwoven material |
| US9511952B1 (en) | 2015-06-23 | 2016-12-06 | The Procter & Gamble Company | Methods for transferring discrete articles |
| US9511951B1 (en) | 2015-06-23 | 2016-12-06 | The Procter & Gamble Company | Methods for transferring discrete articles |
| EP3325387B1 (en) | 2015-07-24 | 2022-02-23 | Curt G. Joa, Inc. | Vacuum commutation apparatus and methods |
| CN108025326A (zh) | 2015-09-29 | 2018-05-11 | 金伯利-克拉克环球有限公司 | 具有回转阀的粘合剂施加器 |
| US10869783B2 (en) | 2016-03-28 | 2020-12-22 | Kimberly-Clark Worldwide, Inc. | Method for applying elastic strands |
| JP7050768B2 (ja) | 2016-09-30 | 2022-04-08 | デューケイン アイエーエス エルエルシー | 弾性不織材料を製造するための装置 |
| CN109843589B (zh) | 2016-10-31 | 2022-05-10 | 金伯利-克拉克环球有限公司 | 利用具有砧图案的旋转粘合系统形成复合纤网的方法 |
| US11602390B2 (en) | 2017-01-30 | 2023-03-14 | Apyx Medical Corporation | Electrosurgical apparatus with flexible shaft |
| US10350870B2 (en) | 2017-05-17 | 2019-07-16 | Berry Global, Inc. | Elastic non-woven lamination method and apparatus |
| WO2018222562A1 (en) | 2017-05-30 | 2018-12-06 | Bovie Medical Corporation | Electrosurgical apparatus with robotic tip |
| WO2019148156A1 (en) | 2018-01-29 | 2019-08-01 | Curt G. Joa, Inc. | Apparatus and method of manufacturing an elastic composite structure for an absorbent sanitary product |
| EP3533428B1 (en) | 2018-02-28 | 2023-09-20 | Curt G. Joa, Inc. | Apparatusfor applying elastics to disposable products |
| EP3787831A4 (en) | 2018-04-30 | 2022-01-12 | Kimberly-Clark Worldwide, Inc. | ENERGY APPARATUS AND METHODS OF SUPPLYING ENERGY TO AN ARTICLE |
| US11925538B2 (en) | 2019-01-07 | 2024-03-12 | Curt G. Joa, Inc. | Apparatus and method of manufacturing an elastic composite structure for an absorbent sanitary product |
| KR20210146926A (ko) | 2019-03-22 | 2021-12-06 | 듀케인 아이에이에스, 엘엘씨 | 탄성 부직포 재료를 제조하기 위한 장치 |
| US11173072B2 (en) | 2019-09-05 | 2021-11-16 | Curt G. Joa, Inc. | Curved elastic with entrapment |
| US11737930B2 (en) | 2020-02-27 | 2023-08-29 | Curt G. Joa, Inc. | Configurable single transfer insert placement method and apparatus |
| CN115447152B (zh) * | 2022-08-18 | 2024-09-10 | 成都飞机工业(集团)有限责任公司 | 一种应用于碳纤维复合材料零件包边工艺的加温加压装置 |
| WO2024116082A1 (en) * | 2022-11-30 | 2024-06-06 | Gdm S.P.A. | Method and apparatus for forming absorbent sanitary articles |
Family Cites Families (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3217957A (en) * | 1958-12-12 | 1965-11-16 | Gen Electric | Welding apparatus |
| US3242029A (en) * | 1963-05-13 | 1966-03-22 | Kleer Vu Ind Inc | Ultrasonic sealer for sealing plastics |
| US3737361A (en) * | 1971-12-02 | 1973-06-05 | Branson Instr | Apparatus for exposing sheet material to ultrasonic energy |
| US4081301A (en) * | 1975-10-30 | 1978-03-28 | The Procter & Gamble Company | Method and apparatus for continuously attaching discrete, stretched elastic strands to predetermined isolated portions of disposable abosrbent products |
| US4227952A (en) * | 1979-04-16 | 1980-10-14 | Sabee Products, Inc. | Method and apparatus for making diapers with elastic bands |
| US4261782A (en) * | 1980-02-08 | 1981-04-14 | Riegel Textile Corporation | Apparatus for attaching elastic strips during the manufacture of elastic leg disposable diapers |
| US4405397A (en) * | 1979-10-16 | 1983-09-20 | Riegel Textile Corporation | Process for manufacturing elastic leg disposable diapers |
| US4325372A (en) * | 1979-10-16 | 1982-04-20 | Riegel Textile Corporation | Elastic leg disposable diaper |
| US4309236A (en) * | 1980-02-08 | 1982-01-05 | Riegel Textile Corporation | Process for attaching elastic strips during the manufacture of elastic leg disposable diapers |
| US4479836A (en) * | 1980-05-16 | 1984-10-30 | Johnson & Johnson Baby Products Company | Method for effecting securement of alternating stretched and unstretched elastic ribbon to a moving web |
| US4464217A (en) * | 1980-05-16 | 1984-08-07 | Johnson & Johnson Baby Products Company | Method for effecting securment of alternating stretched and unstretched elastic ribbon to a moving web |
| US4353762A (en) * | 1980-11-19 | 1982-10-12 | Bouda Francis J | Method and apparatus for continuously attaching elastic strands to disposable absorbent products |
| DE3147255C2 (de) * | 1981-11-28 | 1986-08-28 | Licentia Patent-Verwaltungs-Gmbh, 6000 Frankfurt | Vorrichtung zum Verschweißen von Bauteilen unter Verwendung von Ultraschall, insbesondere von Solarzellenkontakten und Solarzellenverbindern |
| US4425173A (en) * | 1982-07-19 | 1984-01-10 | Kimberly-Clark Corporation | Apparatus and method for producing an elasticized garment |
| JPS6087040A (ja) * | 1983-10-20 | 1985-05-16 | Uni Charm Corp | 弾性バンドを衛生物品に取付ける方法 |
| US4617082A (en) * | 1984-11-19 | 1986-10-14 | Kimberly-Clark Corporation | Method and apparatus for applying discrete strips to a web of material |
| US4704171A (en) * | 1986-03-03 | 1987-11-03 | Adolph Coors Company | Laminating device with paper tension control |
| US4650530A (en) * | 1986-03-10 | 1987-03-17 | Kimberly-Clark Corporation | Apparatus and method for folding, bonding and severing a web |
| US4743241A (en) * | 1986-04-15 | 1988-05-10 | Uni-Charm Corporation | Disposable absorbent underpants |
| US4713132A (en) * | 1986-05-08 | 1987-12-15 | Kimberly-Clark Corporation | Apparatus and method for ultrasonic bonding of a moving web |
| JPS62280155A (ja) * | 1986-05-30 | 1987-12-05 | Kawasaki Steel Corp | 薄物材の巻取張力の制御方法 |
| SE453886B (sv) * | 1986-07-02 | 1988-03-14 | Moelnlycke Ab | For engangsanvendning avsedd vetskabsorberande artikel, foretredesvis ett inkontinensskydd |
| JPS63176259A (ja) * | 1987-01-12 | 1988-07-20 | Fuji Photo Film Co Ltd | ダンサロ−ラ装置 |
| JP2609252B2 (ja) * | 1987-08-18 | 1997-05-14 | ユニ・チャーム 株式会社 | 移動ウエブへの弾性バンド貼着装置 |
| MY103655A (en) * | 1987-12-16 | 1993-08-28 | Kimberly Clark Co | Method and appratus for making a disposable incontinence garment or training pant |
| JP2565729B2 (ja) * | 1987-12-29 | 1996-12-18 | トタニ技研工業株式会社 | プラスチックフイルム、紙などの連続ウエブ送り装置 |
| US4889293A (en) * | 1988-02-16 | 1989-12-26 | The Mead Corporation | Apparatus and method for controlling tension in a movable web |
| US4925520A (en) * | 1988-08-11 | 1990-05-15 | Curt G. Joa, Inc. | Apparatus for applying an elastic waistband transversely of a longitudinally moving web |
| JPH0611275B2 (ja) * | 1989-06-29 | 1994-02-16 | ユニ・チャーム株式会社 | 使い捨てブリーフの製造方法 |
| US5171239A (en) * | 1989-08-10 | 1992-12-15 | Uni-Charm Corporation | Disposable garments |
| SE500791C2 (sv) * | 1989-10-04 | 1994-09-05 | Moelnlycke Ab | Sätt att förankra ett elastiskt band mellan två materialskikt, förankrat elastiskt band samt blöja innehållande bandet |
| US5545275A (en) * | 1989-11-28 | 1996-08-13 | Herrin; Robert M. | Method for welding seams in disposable garments |
| JPH0759243B2 (ja) * | 1989-12-18 | 1995-06-28 | ユニ・チャーム株式会社 | 使い捨て着用物品 |
| JP2664501B2 (ja) * | 1989-12-22 | 1997-10-15 | ユニ・チャーム株式会社 | 使い捨て着用物品 |
| GB2241424A (en) * | 1990-02-17 | 1991-09-04 | Automatic Braiding Ltd | Method of producing garments having an elasticated portion, and strip of elasticated material |
| JP2826185B2 (ja) * | 1990-03-12 | 1998-11-18 | ユニ・チャーム株式会社 | 使い捨てパンツ型着用物品 |
| US5110403A (en) * | 1990-05-18 | 1992-05-05 | Kimberly-Clark Corporation | High efficiency ultrasonic rotary horn |
| US5087320A (en) * | 1990-05-18 | 1992-02-11 | Kimberly-Clark Corporation | Ultrasonic rotary horn having improved end configuration |
| JP2892771B2 (ja) * | 1990-05-23 | 1999-05-17 | 大王製紙株式会社 | パンツタイプ紙おむつ |
| JP3007380B2 (ja) * | 1990-05-23 | 2000-02-07 | 大王製紙株式会社 | パンツタイプ紙おむつ、およびその製造方法と装置 |
| CA2050782C (en) * | 1990-09-13 | 1997-01-28 | Takamitsu Igaue | Disposable garments and method for attachment of elastic members around leg-holes thereof |
| MY109047A (en) * | 1990-10-31 | 1996-11-30 | Kao Corp | Disposable diaper |
| JPH06311999A (ja) * | 1993-04-30 | 1994-11-08 | Toyo Eizai Kk | 弾性体の接着方法および接着装置 |
| JP2757932B2 (ja) * | 1993-05-26 | 1998-05-25 | 株式会社日本吸収体技術研究所 | テープレス形吸収体製品およびその製造方法 |
-
1995
- 1995-01-31 US US08/381,389 patent/US5660657A/en not_active Expired - Lifetime
- 1995-05-30 US US08/453,836 patent/US5643396A/en not_active Expired - Lifetime
- 1995-06-21 CA CA002152328A patent/CA2152328C/en not_active Expired - Lifetime
-
1996
- 1996-01-26 AU AU49703/96A patent/AU706014B2/en not_active Expired
- 1996-01-26 EP EP03006649.2A patent/EP1325723B1/en not_active Expired - Lifetime
- 1996-01-26 WO PCT/US1996/001385 patent/WO1996023475A1/en active IP Right Grant
- 1996-01-26 DE DE69626965T patent/DE69626965T2/de not_active Expired - Lifetime
- 1996-01-26 EP EP03006659.1A patent/EP1325724B1/en not_active Expired - Lifetime
- 1996-01-26 EP EP03006672.4A patent/EP1325726B1/en not_active Expired - Lifetime
- 1996-01-26 ES ES96906259T patent/ES2196143T3/es not_active Expired - Lifetime
- 1996-01-26 BR BR9606992A patent/BR9606992A/pt not_active IP Right Cessation
- 1996-01-26 EP EP96906259A patent/EP0806928B1/en not_active Expired - Lifetime
- 1996-01-26 EP EP03006660A patent/EP1325725A3/en not_active Withdrawn
- 1996-01-26 JP JP52372796A patent/JP4402172B2/ja not_active Expired - Lifetime
- 1996-01-26 KR KR1019970705197A patent/KR100436533B1/ko not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| AU4970396A (en) | 1996-08-21 |
| WO1996023475A1 (en) | 1996-08-08 |
| ES2196143T3 (es) | 2003-12-16 |
| JPH10513086A (ja) | 1998-12-15 |
| US5643396A (en) | 1997-07-01 |
| CA2152328C (en) | 2006-08-01 |
| EP1325724A2 (en) | 2003-07-09 |
| EP1325723A3 (en) | 2009-12-30 |
| EP1325725A2 (en) | 2003-07-09 |
| EP0806928B1 (en) | 2003-03-26 |
| EP1325724A3 (en) | 2010-01-06 |
| EP1325724B1 (en) | 2013-12-04 |
| DE69626965D1 (de) | 2003-04-30 |
| EP1325725A3 (en) | 2009-12-30 |
| EP1325723A2 (en) | 2003-07-09 |
| EP1325723B1 (en) | 2014-06-25 |
| KR100436533B1 (ko) | 2004-11-16 |
| US5660657A (en) | 1997-08-26 |
| DE69626965T2 (de) | 2004-02-12 |
| EP1325726A2 (en) | 2003-07-09 |
| BR9606992A (pt) | 1997-11-04 |
| EP1325726A3 (en) | 2010-01-06 |
| KR19980701800A (ko) | 1998-06-25 |
| CA2152328A1 (en) | 1996-08-01 |
| EP0806928A1 (en) | 1997-11-19 |
| EP1325726B1 (en) | 2013-11-06 |
| AU706014B2 (en) | 1999-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4402172B2 (ja) | ガーメントを製造するための複合方法及び装置 | |
| CA2154820C (en) | Rotary ultrasonic apparatus and methods | |
| US5275676A (en) | Method and apparatus for applying a curved elastic to a moving web | |
| US5525175A (en) | Apparatus and method for applying a curved elastic to a moving web | |
| KR100317399B1 (ko) | 흡수성제품을제조하기위한방법및장치 | |
| CA2484741C (en) | Process and apparatus to attach elastic members to disposable wearing article being continuously manufactured | |
| US6454890B1 (en) | Method and apparatus for up to full width ultrasonic bonding | |
| SK97197A3 (en) | Apparatus and method for processing workpieces by using ultrasonic energy | |
| EP0689930A2 (en) | Apparatus and method for rotary bonding | |
| JP2003038565A (ja) | 使い捨て着用物品の製造装置および方法 | |
| WO2003031177A1 (en) | Apparatus and method for assembling absorbent garments | |
| EP1427368A2 (en) | Method and apparatus for assembling refastenable absorbent garments | |
| EP1686936A1 (en) | Folded absorbent product and method of producing same | |
| JP2003111796A (ja) | 使い捨て着用物品の製造装置および方法 | |
| WO2023239626A1 (en) | Absorbent articles with corrugated elastomeric laminates and methods for making corrugated elastomeric laminates |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070306 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20070606 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20070723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070905 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080304 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080714 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20080807 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20080925 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20090728 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090819 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091029 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121106 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121106 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131106 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |