JP4379727B2 - 磁気ヘッドサスペンションの製造方法 - Google Patents
磁気ヘッドサスペンションの製造方法 Download PDFInfo
- Publication number
- JP4379727B2 JP4379727B2 JP2005019034A JP2005019034A JP4379727B2 JP 4379727 B2 JP4379727 B2 JP 4379727B2 JP 2005019034 A JP2005019034 A JP 2005019034A JP 2005019034 A JP2005019034 A JP 2005019034A JP 4379727 B2 JP4379727 B2 JP 4379727B2
- Authority
- JP
- Japan
- Prior art keywords
- magnetic head
- metal layer
- spring metal
- manufacturing
- wiring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Adjustment Of The Magnetic Head Position Track Following On Tapes (AREA)
- Supporting Of Heads In Record-Carrier Devices (AREA)
Description
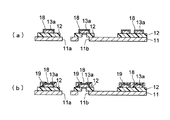
11 ばね性金属層
11a 治具孔
11b 抜き孔
12 絶縁層
13 導電層
13a 配線部分
14,15 レジスト
16,17 レジスト
18 配線めっき
19 カバーレイヤー
20,21 レジスト
22 半田部
Claims (6)
- ばね性金属層上に磁気ヘッドと制御回路基板とを接続するための複数本の配線が絶縁層を介して一体的に形成され、磁気ヘッドアセンブリ全体の組立時に位置合わせの基準となる治具孔を備えた磁気ヘッドサスペンションの製造方法であって、ばね性金属層/絶縁層/導電層からなる積層板を用意し、金属部分のエッチングにより導電層に配線部分をパターニングし、ばね性金属層に治具孔の部分をパターニングする工程と、絶縁層の一部をエッチングにより除去し、ばね性金属層の上に配線部分を絶縁層を介して一体的に形成する工程と、所望の後加工を行った後で、エッチングによりばね性金属層の外形加工を行う工程とをこの順で実施することを特徴とする磁気ヘッドサスペンションの製造方法。
- ばね性金属層がステンレス、絶縁層がポリイミド、導電層がCuからなる積層板を使用することを特徴とする請求項1に記載の磁気ヘッドサスペンションの製造方法。
- 所望の後加工が、配線部分を覆う配線めっきを形成する工程、及び該配線めっきの上に絶縁性フィルム又は液状絶縁材を用いてカバーレイヤーを形成する工程からなることを特徴とする請求項1に記載の磁気ヘッドサスペンションの製造方法。
- 配線めっきがAuめっき若しくはNi−Auめっきからなることを特徴とする請求項3に記載の磁気ヘッドサスペンションの製造方法。
- ばね性金属層に治具孔の部分をパターニングする際に、フライングリード部を形成する抜き孔を同時にパターニングすることを特徴とする請求項1に記載の磁気ヘッドサスペンションの製造方法。
- ばね性金属層の外形加工を行った後、配線の端子部に印刷により半田部を形成することを特徴とする請求項1に記載の磁気ヘッドサスペンションの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005019034A JP4379727B2 (ja) | 2005-01-27 | 2005-01-27 | 磁気ヘッドサスペンションの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005019034A JP4379727B2 (ja) | 2005-01-27 | 2005-01-27 | 磁気ヘッドサスペンションの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006209853A JP2006209853A (ja) | 2006-08-10 |
| JP2006209853A5 JP2006209853A5 (ja) | 2009-01-29 |
| JP4379727B2 true JP4379727B2 (ja) | 2009-12-09 |
Family
ID=36966525
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005019034A Expired - Fee Related JP4379727B2 (ja) | 2005-01-27 | 2005-01-27 | 磁気ヘッドサスペンションの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4379727B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008133072A1 (ja) | 2007-04-18 | 2008-11-06 | Dai Nippon Printing Co., Ltd. | サスペンション用基板、その製造方法、磁気ヘッドサスペンションおよびハードディスクドライブ |
| JP4962392B2 (ja) * | 2007-04-18 | 2012-06-27 | 大日本印刷株式会社 | サスペンション用基板の製造方法 |
| JP5147591B2 (ja) * | 2008-08-06 | 2013-02-20 | 日東電工株式会社 | 回路付サスペンション基板、その製造方法および回路付サスペンション基板の位置決め方法 |
| JP5304175B2 (ja) * | 2008-10-29 | 2013-10-02 | 大日本印刷株式会社 | サスペンション基板の製造方法 |
-
2005
- 2005-01-27 JP JP2005019034A patent/JP4379727B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006209853A (ja) | 2006-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5234146B2 (ja) | サスペンション用基板の製造方法 | |
| US8189301B2 (en) | Wireless microactuator motor assembly for use in a hard disk drive suspension, and mechanical and electrical connections thereto | |
| US8702998B1 (en) | Method to manufacture a flexible cable for a disk drive | |
| US8882954B2 (en) | Method of manufacturing rigid-flexible printed circuit board | |
| US7851706B2 (en) | Flexible printed circuit and manufacturing method thereof | |
| JP5139169B2 (ja) | 配線回路基板およびその製造方法 | |
| JP5136311B2 (ja) | サスペンション用基板 | |
| JP2006260733A (ja) | ヘッド・サスペンション | |
| JP4379727B2 (ja) | 磁気ヘッドサスペンションの製造方法 | |
| JPH0836721A (ja) | 磁気ヘッド用サスペンション及びその製造法 | |
| JP2006202359A (ja) | 磁気ヘッドサスペンション | |
| JP5463824B2 (ja) | フレキシャー、サスペンション、ヘッド付サスペンション、ハードディスクドライブ、およびフレキシャーの製造方法 | |
| JP4620495B2 (ja) | フレキシャーおよびフレキシャーの製造方法 | |
| JP2012221518A (ja) | サスペンション用基板、サスペンション、素子付サスペンション、およびハードディスクドライブ | |
| JP3107746B2 (ja) | 磁気ヘッド用サスペンションの製造法 | |
| JP2006202358A (ja) | 磁気ヘッドサスペンション及びその製造方法 | |
| JP5604837B2 (ja) | フレキシャー、サスペンション、ヘッド付サスペンション、ハードディスクドライブ、およびフレキシャーの製造方法 | |
| JP6160169B2 (ja) | サスペンション用基板、サスペンション、素子付サスペンションおよびハードディスクドライブ | |
| JP2012018742A (ja) | サスペンション用基板、サスペンション用基板の製造方法、サスペンション、素子付サスペンションおよびハードディスクドライブ | |
| JP5482465B2 (ja) | サスペンション用フレキシャー基板の製造方法 | |
| JP5640600B2 (ja) | サスペンション用フレキシャー基板、サスペンション、ヘッド付サスペンション、ハードディスクドライブ、およびサスペンション用フレキシャー基板の製造方法 | |
| JP6037216B2 (ja) | サスペンション用フレキシャー基板 | |
| JP2007280468A (ja) | ハードディスク用配線付きサスペンションの製造方法 | |
| JP2013080559A (ja) | 磁気ヘッドサスペンションの製造方法 | |
| JP5234770B2 (ja) | 磁気ヘッドサスペンションの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070608 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081210 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090520 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090522 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090714 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090909 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090909 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121002 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4379727 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131002 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |