JP4373136B2 - 基板の組立て方法及び基板の組立て装置 - Google Patents
基板の組立て方法及び基板の組立て装置 Download PDFInfo
- Publication number
- JP4373136B2 JP4373136B2 JP2003175023A JP2003175023A JP4373136B2 JP 4373136 B2 JP4373136 B2 JP 4373136B2 JP 2003175023 A JP2003175023 A JP 2003175023A JP 2003175023 A JP2003175023 A JP 2003175023A JP 4373136 B2 JP4373136 B2 JP 4373136B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- pressure
- chamber
- substrates
- reduced
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/0007—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding involving treatment or provisions in order to avoid deformation or air inclusion, e.g. to improve surface quality
- B32B37/003—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding involving treatment or provisions in order to avoid deformation or air inclusion, e.g. to improve surface quality to avoid air inclusion
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/1341—Filling or closing of cells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/55—Liquid crystals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/60—In a particular environment
- B32B2309/68—Vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/20—Displays, e.g. liquid crystal displays, plasma displays
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/1339—Gaskets; Spacers; Sealing of cells
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/1341—Filling or closing of cells
- G02F1/13415—Drop filling process
Description
【発明の属する技術分野】
この発明は液晶表示パネルなどのように2枚の基板間に液状物質を介在させてこれら基板を貼り合わせる基板の組立て方法及び組立て装置に関する。
【0002】
【従来の技術】
周知のように液晶表示パネルの製造に際しては、2枚の透明な基板を、シール剤によってμmオーダの間隔で貼り合わせるとともに、これら基板間に液状物質である液晶を介在させる、基板の組立てが行なわれる。
【0003】
従来、2枚の基板を組立てるには、一方の基板の周辺部に粘弾性材からなるシール剤を塗布する工程と、一方若しくは他方の基板に所定量の液晶を滴下する工程と、上記2枚の基板を減圧雰囲気下で上記シール剤によって貼り合わせる工程とによって行なわれている。
【0004】
基板に塗布されるシール剤に気体が混入していると、塗布幅の不均一やシール剤の断線の原因となり、液晶に気体が混入していると、滴下量が不均一となったり、貼り合わされた基板間に気泡が残留するということがあり、シール剤及び液晶のいずれに気体が含まれていても不良品の発生原因になるということがある。
【0005】
そこで、基板に塗布されるシール剤や滴下される液晶に気体が含まれるのを防止するため、これらシール剤や液晶の脱気を行なってから基板に塗布したり、滴下するということが行なわれている。
【0006】
【発明が解決しようとする課題】
ところで、シール剤が塗布された基板や液晶が滴下された基板は、真空減圧下で貼り合わせを行なうまでに大気中に晒されることになる。そのため、大気中の気体がシール剤や液晶に吸収されるということがあるばかりか、とくに微量の液晶を一滴ずつ滴下するときにノズルの先端で空気の巻き込みが生じ易いということがあったり、基板上に滴下した液晶が跳ね返って飛散したときには、液晶内に気泡が混入するということがある。
【0007】
しかも、基板のシール剤が塗布されたり、液晶が滴下供給される内面側は、画素電極によって配線回路が形成されているなどして凹凸面となっている。そのため、塗布されたシール剤や滴下された液晶によって気体が凹部内に微小な気泡となって封じ込められたり、大気中の不純物が付着するということがあるため、気泡や不純物が貼り合わされた基板間に介在するということがある。
【0008】
この発明は、2枚の基板間に気泡や不純物が残留しないようにこれらの基板を貼り合わせることができるようにした基板の組立て方法及び組立て装置を提供することにある。
【0010】
【課題を解決するための手段】
この発明は、2枚の基板のどちらかにシール剤を塗布する塗布工程と、
上記2枚の基板のどちらかに液状物質を滴下する滴下工程と、
上記2枚の基板のうちの少なくとも液状物質が滴下された基板を減圧雰囲気下に放置する放置工程と、
少なくとも液状物質が滴下された基板を減圧雰囲気下に放置した後、上記2枚の基板を減圧雰囲気下で貼り合わせる貼り合わせ工程とを具備し、
上記放置工程において、液状物質が滴下された基板が放置される空間の圧力を、上記基板、この基板に配置された液状物質又はシール剤の少なくとも1つの品種の脱気特性に合わせて制御することを特徴とする基板の組立て方法にある。
【0011】
この発明は、2枚の基板のどちらかにシール剤を塗布する塗布工程と、
上記2枚の基板のどちらかに液状物質を滴下する滴下工程と、
上記2枚の基板のうちの少なくとも液状物質が滴下された基板を減圧雰囲気下に放置する放置工程と、
少なくとも液状物質が滴下された基板を減圧雰囲気下に放置した後、上記2枚の基板を減圧雰囲気下で貼り合わせる貼り合わせ工程とを具備し、
上記放置工程において、液状物質が滴下された基板が放置される空間の圧力を、上記基板に配置された液状物質又はシール剤の配置パターンの脱気特性に合わせて制御することを特徴とする基板の組立て方法にある。
【0012】
この発明は、上記放置工程で減圧雰囲気下に放置された基板を、上記貼り合わせ工程が行なわれる空間へ減圧雰囲気下の空間を通して搬送することが好ましい。
【0013】
この発明は、上記放置工程と上記貼り合わせ工程とは、圧力の異なる減圧雰囲気下で行なうことが好ましい。
【0014】
この発明は、2枚の基板を貼り合わせる前に、少なくとも一方の基板を加熱する工程を有することが好ましい。
【0015】
この発明は、上記放置工程において、基板を減圧雰囲気下に放置すると同時に、加熱することが好ましい。
【0016】
この発明は、上記放置工程において基板が放置された空間の圧力を高くするときは、上記空間に不活性ガスを供給することが好ましい。
【0017】
この発明は、上記放置工程において、液状物質が滴下された基板が放置される空間の圧力を、上記基板、この基板に配置された液状物質又はシール剤の少なくとも1つの品種毎に設定された圧力に維持することが好ましい。
【0018】
この発明は、上記放置工程において、液状物質が滴下された基板が放置される空間の圧力を設定されたパターンで減圧し、上記圧力が設定された圧力に到達するまで上記基板を放置することが好ましい。
【0020】
この発明は、2枚の基板のどちらかにシール剤を塗布する塗布装置と、
上記2枚の基板のどちらかに液状物質を滴下する滴下装置と、
第1のチャンバを有し、少なくとも液状物質が滴下された基板が上記第1のチャンバ内の減圧雰囲気下に放置される減圧放置装置と、
上記第1のチャンバ内の圧力を、上記基板、この基板に配置された液状物質又はシール剤の少なくとも1つの品種の脱気特性に合わせて設定された真空度に制御する制御装置と、
第2のチャンバを有し、上記減圧放置装置にて少なくとも液状物質が滴下された基板が放置された後、上記2枚の基板を上記第2のチャンバ内の減圧雰囲気下で貼り合わせる貼り合わせ装置と、
を具備したことを特徴とする基板の組立て装置にある。
【0021】
この発明は、2枚の基板のどちらかにシール剤を塗布する塗布装置と、
上記2枚の基板のどちらかに液状物質を滴下する滴下装置と、
第1のチャンバを有し、少なくとも液状物質が滴下された基板が上記第1のチャンバ内の減圧雰囲気下に放置される減圧放置装置と、
上記第1のチャンバ内の圧力を、上記基板に配置された液状物質又はシール剤の配置パターンの脱気特性に合わせて設定された真空度に制御する制御装置と、
第2のチャンバを有し、上記減圧放置装置にて少なくとも液状物質が滴下された基板が放置された後、上記2枚の基板を上記第2のチャンバ内の減圧雰囲気下で貼り合わせる貼り合わせ装置と、
を具備したことを特徴とする基板の組立て装置にある。
【0022】
この発明は、上記減圧放置装置と上記貼り合わせ装置とは、上記減圧放置装置の減圧雰囲気下に放置された基板を、大気に晒すことなく上記貼り合わせ装置に搬送可能とする受け渡しチャンバによって接続されていることが好ましい。
【0023】
この発明は、2枚の基板を貼り合わせる前に、少なくとも一方の基板を加熱する加熱手段を備えていることが好ましい。
【0024】
この発明は、上記減圧放置装置或いは上記貼り合わせ装置のどちらか一方には、基板を加熱する加熱手段が設けられていることが好ましい。
【0025】
この発明は、上記第1のチャンバ内に不活性ガスを供給する不活性ガス供給手段を有することが好ましい。
【0026】
この発明は、上記第1のチャンバ内の圧力を、上記基板、この基板に配置された液状物質又はシール剤の少なくとも1つの品種毎に設定された圧力に維持する第1の圧力制御装置を有することが好ましい。
【0027】
この発明は、上記第1のチャンバ内の圧力を設定されたパターンで減圧させ、上記圧力が設定された圧力に到達するまで上記基板を放置するよう制御する手段を有することが好ましい。
【0028】
この発明は、上記第1のチャンバと上記第2のチャンバとは同じチャンバであることが好ましい。
【0029】
この発明は、上記第2のチャンバを減圧する第1の減圧手段、第1の減圧手段によって減圧された第2のチャンバをさらに減圧する第2の減圧手段とを備えていることが好ましい。
【0033】
この発明によれば、2枚の基板を貼り合わせる前に、少なくとも液状物質が滴下された基板を減圧雰囲気下に所定時間放置するため、その基板に残留する気体を除去して2枚の基板を貼り合わせることができる。
【0034】
【発明の実施の形態】
以下、図面を参照しながらこの発明の実施の形態を説明する。
【0035】
図1はこの発明の第1の実施の形態に係る基板の組立て装置1の概略的構成を示す。この組立て装置1はシール剤の塗布装置2を備えている。この塗布装置2には液晶表示パネルを構成する第1の基板3と第2の基板4のうちの一方、たとえば第1の基板3が供給される。
【0036】
上記塗布装置2は、図2(a)に示すようにX、Y及びZ方向に駆動される塗布ノズル5及び上記第1の基板3が供給載置される第1のテーブル6を備えている。第1の基板3が第1のテーブル6上に供給されると、上記塗布ノズル5がZ方向に下降して先端を第1の基板3の上面(内面)に所定の間隔で対向させた後、予め設定された座標に基いてX、Y方向に駆動される。それによって、図2(b)に示すように、上記第1の基板3にはシール剤7が複数の矩形ループ状に塗布される。
【0037】
シール剤7が塗布された第1の基板3は滴下装置11に搬送される。この滴下装置11は、図3(a)に示すように滴下ノズル12及び第1の基板3が供給載置される第2のテーブル13を備えている。上記滴下ノズル12はX、Y及びZ方向に駆動されるようになっている。
【0038】
シール剤7が塗布された第1の基板3が第2のテーブル13に供給載置されると、上記塗布ノズル12はZ方向に所定の高さまで下降した後、X、Y方向に駆動されながら上記第1の基板3の内面の上記シール剤7によって囲まれた各矩形枠内の部分に液状物質としての液晶14を滴下する。第1の基板3に滴下される液晶14の量は、1滴当たりの液滴の量と、液滴の数によって決定される。
【0039】
シール剤7が塗布されるとともに液晶14が滴下された第1の基板3は第1の減圧放置装置15に供給される。この第1の減圧放置装置15は、図4に示すように一側にシャッタ16によって気密に閉塞される出し入れ口17が形成されたチャンバ18を有する。このチャンバ18の内部には第1の基板3の幅方向両端部を支持する棚20が上下方向に所定間隔で設けられている。さらに、チャンバ18にはこの内部を所定の圧力、たとえば1Paに減圧する第1の減圧ポンプ19が接続されている。
【0040】
上記チャンバ18内には加熱手段としてのヒータ22が設けられている。この実施の形態では上記ヒータ22はチャンバ18の内底部に設けられている。このヒータ22は温度制御装置22Aによって制御されるようになっている。それによって、上記ヒータ22を制御することで、チャンバ18内を所定の温度に加熱できるようになっている。
【0041】
上記チャンバ18内の圧力は第1の圧力センサ41によって検出される。この第1の圧力センサ41の検出信号は第1の圧力制御装置42に入力される。第1の圧力制御装置42は第1の圧力センサ41からの検出信号に基いて上記チャンバ18内の圧力を制御する。
【0042】
すなわち、上記チャンバ18と第1の減圧ポンプ19とを接続した排気管43aには第1の排気調整弁43が設けられ、この排気調整弁43を上記圧力センサ41からの検出信号に応じて開閉制御することで、チャンバ18内の圧力を低下させるときに、このチャンバ18内の時間と圧力との関係である、減圧曲線を制御することができる。
【0043】
チャンバ18内の圧力を減圧制御する場合、第1の減圧ポンプ19の駆動を第1の圧力制御装置42によって制御してもよいが、第1の減圧ポンプ19を運転状態とし、排気調整弁43の開閉によってチャンバ18内の圧力を制御する方が好ましい。
【0044】
さらに、チャンバ18には図示せぬ供給源から所定の圧力に設定された不活性ガスを供給する第1の不活性ガス供給管44が接続されている。この第1の不活性ガス供給管44には第1の供給調整弁45が設けられている。この第1の供給調整弁45は、上記圧力センサ41からの検出信号に基いて上記第1の圧力制御装置42によって開閉制御される。それによって、チャンバ18内の圧力を増加させるときに、このチャンバ18内の時間と圧力との関係である、昇圧曲線を制御することができる。
【0045】
第1の基板3は、上記第1の減圧放置装置15の1Paに減圧されたチャンバ18内で所定時間、たとえば1時間放置された後、つぎの工程の貼り合わせ装置21に供給される。つまり、第1の基板3は、第1の減圧放置装置15に所定時間放置されることで、この第1の基板3に塗布されたシール剤7や滴下された液晶14に含まれる気体、さらに第1の基板3の板面に付着する気泡や不純物などが除去されることになる。
【0046】
一方、上記第2の基板4は第2の減圧放置装置23に供給される。この第2の減圧放置装置23は、図4に示す上記第1の減圧放置装置15と同じ構成となっている。そして、第2の基板4は第2の減圧放置装置23のチャンバ18内に供給され、このチャンバ18内を所定の圧力である、たとえば1Paに減圧した後、所定時間である、たとえば1時間放置してから上記貼り合わせ装置21に供給される。それによって、第2の基板4の板面、とくに画素電極などが設けられることによって凹凸状となった内面、つまり一対の基板3,4を貼り合わせたときに互いに対向する面に付着した気泡や不純物などが除去されることになる。
【0047】
さらに、第1、第2の減圧装置15,23内にヒータ22を設けたので、基板3,4を減圧放置する際に、これら基板を所定温度に加熱することができる。それによって、基板3,4に加熱することによって除去し易い水分などの不純物が付着している場合、その不純物を効果的に除去することが可能となる。このとき、シール剤7の熱硬化など、材料の温度特性に配慮した温度制御が制御装置22Aによって行なわれる。
【0048】
なお、第1、第2の減圧放置装置15、23内の所定の減圧圧力下で、第1、第2の基板3、4を所定時間放置したならば、これらチャンバ18内の圧力は直ちに昇圧してもよく、或いはそのままの減圧圧力を維持した後昇圧してもよく、又この昇圧に際しては不活性ガスを供給することで徐々に或いは所定の昇圧パターンで昇圧してもよい。
【0049】
第1、第2の減圧放置装置15,23にそれぞれ設けられた温度制御装置22A、第1の圧力制御装置42による各種の制御は、1つの制御装置によって行うことが可能である。
【0050】
第1の減圧放置装置15の減圧雰囲気下で所定時間放置された第1の基板3と、第2の減圧放置装置23の減圧雰囲気下で所定時間放置された第2の基板4とは、上記貼り合わせ装置21によって貼り合わされる。
【0051】
上記貼り合わせ装置21は、図5(a)に示すように第2の減圧ポンプ24によって減圧されるチャンバ25を有し、このチャンバ25の一側にはシャッタ26によって開閉される出し入れ口27が形成されている。
【0052】
上記チャンバ25内にはX、Y及びθ方向に駆動されるテーブル28と、このテーブル28の上方にZ方向に駆動されるチャック29とが設けられている。上記テーブル28には上記第1の基板3が内面を上方に向けて載置保持され、上記チャック29には上記第2の基板4が外面(上面)を吸着されることで、内面を下方に向けて保持される。
【0053】
上記チャンバ25内の圧力は第2の圧力センサ51によって検出される。この第2の圧力センサ51の検出信号は第2の圧力制御装置52に入力される。第2の圧力制御装置52は第2の圧力センサ51からの検出信号に基いて上記チャンバ25内の圧力を制御する。
【0054】
すなわち、上記チャンバ25と第2の減圧ポンプ24とを接続した排気管53aには第2の排気調整弁53が設けられ、この排気調整弁53を上記圧力センサ51からの検出信号に応じて開閉制御する。それによって、チャンバ25内の圧力を低下させるとき、このチャンバ25内の時間と圧力との関係である、減圧曲線を制御することができる。
【0055】
チャンバ25内の圧力を減圧制御する場合、第2の減圧ポンプ24の駆動を第2の圧力制御装置52によって制御してもよいが、第2の減圧ポンプ24を運転状態とし、排気調整弁53の開閉によってチャンバ25内の圧力を制御する方が好ましい。
【0056】
さらに、チャンバ25には図示しない供給源から所定の圧力に加圧された不活性ガスを供給する第2の不活性ガス供給管54が接続されている。この第2の不活性ガス供給管54には第2の供給調整弁55が設けられている。この第2の供給調整弁55は、上記圧力センサ51からの検出信号に基いて上記第2の圧力制御装置52によって開閉制御される。それによって、チャンバ25内の圧力を増加させるときに、このチャンバ25内の時間と圧力との関係である、昇圧曲線を制御することができる。
【0057】
第1の基板3と第2の基板4とが上記貼り合わせ装置21のチャンバ25に供給されると、このチャンバ25の出し入れ口27がシャッタ26によって気密に閉塞された後、第2の減圧ポンプ24によってこのチャンバ25内を所定の圧力に減圧する。このときの減圧曲線、つまりチャンバ25内の圧力と時間との関係は、上記第2の圧力制御装置52によって設定することができる。
【0058】
ついで、第1の基板3が第2の基板4に対してX、Y及びθ方向に位置決めされた後、第2の基板4が下降して第1の基板3に対して所定の圧力で押圧される。それによって、第1の基板3と第2の基板4とは図5(b)に示すようにシール剤7によってμmオーダの間隔で接着固定される。
【0059】
このように、第1の基板3と第2の基板4とを、貼り合わせ装置21で貼り合わせる前に、第1の減圧放置装置15と第2の減圧放置装置23とによって所定の減圧雰囲気下で所定時間放置するようにした。
【0060】
そのため、第1の基板3に設けられたシール剤7や液晶14に気体が含まれていたり、この第1の基板3の板面に気泡や不純物が付着していたりしても、それらの気体や不純物は第1の減圧放置装置15の減圧雰囲気下に所定時間放置されることで除去される。
【0061】
同様に、シール剤7や液晶14が設けられていない第2の基板4の板面に気泡や不純物が付着していても、この第2の基板4が第2の減圧放置装置23の減圧雰囲気下に所定時間放置されることで除去される。
【0062】
そのため、貼り合わせ装置21によって貼り合わされた第1の基板3と第2の基板4との間に気体や不純物などが介在するのを防止できるから、表示不良を招くことのない液晶表示パネルを組立てることができる。
【0063】
なお、貼り合わせ装置21のチャンバ25内の所定の減圧圧力下で、第1、第2の基板3、4を貼り合わせた後、このチャンバ25内の圧力は直ちに昇圧してもよく、或いはそのままの圧力で所定時間維持した後、昇圧してもよく、又この昇圧に際しては不活性ガスを供給することで所定の昇圧パターンで昇圧してもよい。チャンバ25内を昇圧する場合、その昇圧パターンは第2の圧力制御装置52により、第2の供給調整弁55を開閉制御することで、設定することができる。
【0064】
この第1の実施の形態においては、第1の減圧放置装置15と第2の減圧放置装置23とで脱気された第1、第2の基板3,4を、これら減圧放置装置15,23から取り出して貼り合わせ装置21に供給するようにしている。
【0065】
そのため、各基板3,4は貼り合わせ装置21に供給される前に大気に晒されることになるが、減圧放置装置15,23から取り出した後、迅速に、つまり基板3,4に再び品質に支障をきたす程度の気泡や不純物が付着する前に貼り合わせ装置21で貼り合わせるようにすれば、これら基板3,4に気泡や不純物などが付着するのを防止することができる。これは例えば、減圧放置装置から取り出された第1、第2の基板3、4に対して他の処理工程を介することなく、直接貼り合わせ装置21に供給するようにすれば達成できる。
【0066】
上記第1、第2の減圧放置装置15,23はヒータ22を備えている。そのため、各基板3,4に不純物として、たとえば熱によって蒸発し易い水分などが付着している場合、その除去を効果的に行なうことが可能となる。
【0067】
なお、ヒータ22は、第1、第2の減圧放置装置15,23のどちらか一方だけに設けるようにしてもよい。
【0068】
基板3,4を減圧放置するための第1、第2の減圧放置装置15,23を基板3,4を貼り合わせるための貼り合わせ装置21と別に設けるようにした。そのため、基板3,4の減圧放置と、貼り合わせとを並行して行なうことができるから、生産性の向上を図ることが可能となる。
【0069】
第1、第2の減圧放置装置15,23と、貼り合わせ装置21とを異なる圧力で行なうことができる。そのため、基板3,4の減圧放置と、貼り合わせとをそれぞれに適した圧力で行なうことができるから、製品の品質を向上させることが可能となる。
【0070】
なお、図示しないが、基板3,4を大気に晒すことなく、減圧放置装置15,23から貼り合わせ装置21に供給したい場合には、上記貼り合わせ装置21に基板の2つの取入れ口と1つの取出し口(図示せず)とを設け、第1、第2の減圧放置装置15,23にも基板の取入れ口と取出し口(図示せず)とを設ける。
【0071】
上記貼り合わせ装置21の2つの取入れ口に、第1、第2の減圧放置装置15,23の基板の取出し口(図示せず)を受け渡しロボットが設けられた受け渡しチャンバを介してそれぞれ接続する。そして、上記受け渡しロボットによって基板3,4を受け渡しチャンバを介して各減圧放置装置15,23から、第2の減圧ポンプ24によって減圧された、貼り合わせ装置21に供給することで、基板3,4が大気に晒されるのを防止することができる。
【0072】
上記減圧放置装置15,23のチャンバ18と上記受け渡しチャンバとの間、受け渡しチャンバと貼り合わせ装置21のチャンバ25との間に、それぞれのチャンバの空間を気密に維持する開閉可能なシャッタを設ける。それによって、減圧放置装置15,23のチャンバ18、受け渡しチャンバ及び貼り合わせ装置21のチャンバ25内の圧力を個別に制御することができる。
【0073】
そのため、たとえば貼り合わせ装置21のチャンバ25内から貼り合された基板3,4を取り出すときでも、減圧放置装置15,23のチャンバ18及び受け渡しチャンバ内を減圧雰囲気に維持することができるため、減圧放置装置15,23内の基板3,4を大気に晒すのを防止することができる。さらに、貼り合わせ装置21を減圧放置装置15,23と別々に減圧することができることで、基板の減圧放置と貼り合わせとを別工程で行なえるから、組立てを効率よく行なうことが可能となる。
【0074】
上記第1の減圧放置装置15と第2の減圧放置装置23に基板3,4を取り入れる取り入口と、貼り合わせ装置21の基板を取り出すための取り出し口に、それぞれ受け渡しチャンバを設けるようにしてもよい。そうすれば、各減圧放置装置15,23に基板を取り入れる際や貼り合わせ装置21から貼り合わされた基板を取り出す際にも、各装置15,23,21のチャンバ18,25の減圧状態を維持することができるから、生産性をより一層、向上させることができる。
【0075】
この第1の実施の形態においては、第1、第2の放置装置15,23内に基板3,4を加熱するためのヒータ22を設けたが、ヒータ22は貼り合わせ装置21の内部或いはテーブル28とチャック29との少なくともどちらか一方に設けるようにしても差し支えない。
【0076】
図6はこの発明の第2の実施の形態を示す。上記第1の実施の形態では、第2の基板4を第2の減圧放置装置23の減圧雰囲気下に所定時間放置するようにしたが、図6に示す第2の実施の形態では、第2の基板4を第1の減圧放置装置15の減圧雰囲気下に、第1の基板3とともに所定時間放置してから、貼り合わせ装置21に供給するようにしている。
【0077】
それによって、第1の実施の形態で用いられた第2の減圧放置装置23が不要となるから、その分、装置の小型化などを図ることが可能となる。
【0078】
なお、第2の実施の形態において、第2の基板4を第1の減圧放置装置15の減圧雰囲気下に所定時間放置することなく、貼り合わせ装置21に直接、供給するようにしてもよい。第2の基板4にはシール剤7や液晶14が設けられていないため、第1の基板3に比べて貼り合わせ時に気体が付着している度合が少ない。そのため、第2の基板4に付着する気体などの不純物が製品上、問題のないレベルであれば、第2の基板4を減圧雰囲気下に放置せずに貼り合わせるようにしてもよい。
【0079】
また、第1の減圧放置装置15と貼り合わせ装置21のどちらかにヒータを設け、貼り合わせ前の基板3,4を加熱することで、水分などの不純物を効率よく除去するようにしてもよい。
【0080】
図7と図8はこの発明の第3の実施の形態を示す。この実施の形態は、貼り合わせ装置21Aが第1の減圧放置装置15と第2の減圧放置装置23とを兼ねている。すなわち、塗布装置2によってシール剤7が塗布され、滴下装置11によって液晶14が滴下された第1の基板3は、貼り合わせ装置21Aのテーブル28に供給される。それと同時に、貼り合わせ装置21Aのチャック29には第2の基板4が供給保持される。
【0081】
上記貼り合わせ装置21Aは、図5に示す貼り合わせ装置21とほぼ同じ構成であるので、同一部分には同一記号を付して説明を省略する。すなわち、チャンバ25Aには第1の減圧手段としての第1の減圧ポンプ31の他に、第2の減圧手段としての第2の減圧ポンプ32が接続されている。第1の減圧ポンプ31と第2の減圧ポンプ32とは上記チャンバ25A内を減圧する圧力範囲が異なる。この実施の形態では、第1の減圧ポンプ31よりも第2の減圧ポンプ32の方が上記チャンバ25A内を低い圧力に減圧できるようになっている。
【0082】
上記第1の減圧ポンプ31は第1の排気調整弁71を有する第1の排気管72によって上記チャンバ25Aに接続され、第2の減圧ポンプ32は第2の排気調整弁73を有する第2の排気管74によってチャンバ25Aに接続されている。
【0083】
チャンバ25A内の圧力を検出する圧力センサ51の検出信号は制御装置75に入力される。この制御装置75は、圧力センサ51からの検知信号に基いて各弁55、71、73を開閉制御するようになっている。
【0084】
上記チャンバ25Aに第1の基板3と第2の基板4とが供給されると、このチャンバ25Aは、まず、第1の減圧ポンプ31により所定の圧力まで減圧される。その状態、つまり所定の減圧雰囲気下で第1の基板3と第2の基板4とが所定時間放置される。
【0085】
それによって、第1の基板3に塗布されたシール剤7や滴下された液晶14に含まれる気体が除去されるばかりか、第1の基板3と第2の基板4との凹凸状の板面に気泡が付着していれば、それらの気泡も除去され、さらに不純物なども除去される。
【0086】
つぎに、第2の減圧ポンプ32によってチャンバ25A内を第1の減圧ポンプ31による減圧圧力よりも低い圧力に減圧したならば、第1の基板3に対して第2の基板4を位置合わせし、ついで基板4を下降させて第1の基板3に第2の基板4をシール剤7を介して圧着する。それによって、第1の基板3と第2の基板4とを、これらの間に気体が介在することなく、組立てることができる。
【0087】
このように、貼り合わせ装置21Aのチャンバ25Aによって第1、第2の基板3,4を貼り合わせる前に、上記チャンバ25Aを所定の圧力に減圧し、その減圧雰囲気下で上記基板3,4を所定時間放置するようにした。
【0088】
そのため、第1の基板3に塗布されたシール剤7や滴下された液晶に気体が含まれていたり、第1、第2の基板3,4の板面に気泡や不純物が付着しているなどしても、それらが除去されてから第1の基板3に第2の基板4がシール剤7を介して貼り合わされるため、第1の基板3と第2の基板4との間に気体を介在させることなく液晶表示パネルを組立てることができる。
【0089】
上記チャンバ25Aで第1、第2の基板3,4を所定の減圧雰囲気下で所定時間放置してから貼り合わせるようにした。そのため、減圧雰囲気下で所定時間放置された基板3,4を大気に晒すことなく貼り合わせることができるから、基板3,4の放置と貼り合わせとを別々のチャンバで行なう場合に比べて貼り合わされた基板3,4間に気体が介在するのを、さらに高い精度で防止することが可能となる。
【0090】
液晶14を所定の圧力よりも低い圧力下に長時間放置すると、液晶の種類によっては液晶14から成分の一部が蒸発して性能の低下を招くことがある。そこで、この実施の形態では第1、第2の基板3,4の放置時の減圧圧力を、第1の減圧ポンプ31によって液晶14から成分の一部が蒸発して液晶14の性能の低下を招くことのない圧力に設定し、貼り合わせ時には放置時よりも減圧雰囲気下の圧力を低くするようにした。
【0091】
そのため、低圧力下では成分の一部が蒸発する可能性を有する液晶14を用いる場合でも、その液晶14が滴下された第1の基板3を、脱気のために長時間減圧雰囲気下に放置したとしても、液晶14から所定の成分が蒸発して液晶14の性能の低下を招くのを防止することができる。
【0092】
第1、第2の基板3,4をチャンバ25A内で減圧放置する際の圧力と、貼り合わせるときの圧力とは同じ圧力であってもよい。その場合、液晶14から成分の一部が蒸発して性能劣化を招くことのない圧力とすることが好ましい。
【0093】
なお、このとき、基板3,4を減圧雰囲気下に放置する時間についても考慮するとより好ましい。たとえば、放置時間は液晶やシール剤の特性に基いて最適な条件に設定するものとする。
【0094】
基板3,4の減圧放置と、貼り合わせとを貼り合わせ装置21Aの1つのチャンバ25Aで行なうようにしているため、別々のチャンバで行なう場合に比べて組立て装置の小型化を図ることができるという利点を有する。
【0095】
貼り合わせ装置21Aのチャンバ25Aで第1、第2の基板3,4の脱気を所定時間、たとえば1時間程度行なうようにすると、タクトタイムが長くなるということがある。そのため、タクトタイムの短縮化を図るには、滴下装置11の下流に複数の貼り合わせ装置21Aを並列に設けるようにしてもよい。
【0096】
この第3の実施の形態においても、チャンバ25A内或いはテーブル28やチャック29にヒータを設け、基板3,4を減圧放置する際に加熱することで、基板に付着した水分などの蒸発し易い不純物の除去を効率よく行なうようにしてもよい。
【0097】
さらに、第3の実施の形態の貼り合わせ装置21Aにおいて、第1の実施の形態の減圧放置装置や貼り合わせ装置と同様、チャンバ25Aに第1、第2の減圧ポンプを排気調整弁を介して接続し、そのチャンバ内の減圧パターンを制御したり、不活性ガスの供給管を供給調整弁を介してチャンバに接続し、そのチャンバ内の昇圧パターンを制御できるようにしてもよい。
【0098】
第1、第2の基板を減圧放置装置のチャンバ内で放置する場合、そのチャンバ内の減圧曲線は、チャンバ内に設けられる部材、つまり各基板、どちらかの基板に配置される液状物質としての液晶、どちらかの基板に配置されるシール剤の脱気特性によって設定される。脱気特性は、基板、液晶及びシール剤の各部材から脱気するのに最適なチャンバ内の真空度及び最適な放置時間によって決定される。
【0099】
図9乃至図13はこの発明の第4乃至第8の実施の形態で、それぞれ各部材の脱気特性によって決定される脱気曲線を示す。第4の実施の形態における各部材の脱気特性は下記[表1]に示す通りである。第1の基板と第2の基板は通常同じ材料で作られているが、たとえば各基板に形成される薄膜トランジスタ等の回路パターンや配向膜が異なる場合などには脱気特性も異なってくる。
【0100】
【表1】

上記[表1]に示す脱気特性の部材において、第1の基板には液晶を配置し、第2の基板にはシール剤を配置した。各基板の減圧はそれぞれ別の減圧雰囲気下、つまり別のチャンバで行なう。図9(a)は第1の基板の減圧曲線を示し、図9(b)は第2の基板の減圧曲線を示す。
【0102】
[表1]及び図9(a),(b)において、真空度を示す“高”とは1.0Pa以下の圧力であり、“中”は10〜1.0Pa、“低”は大気〜10Paの圧力である。
【0103】
このように第1の基板と液晶は真空度が中で、放置時間が中、第2の基板とシール剤は真空度が低で、放置時間を長とすることで、それぞれこれらの部材を最適な真空度と放置時間で減圧放置することができる。したがって、各部材からの脱気を確実に行うことが可能となる。
【0104】
図9(a),(b)の減圧曲線は、減圧後にチャンバ内の圧力を大気圧まで戻すようにしているが、2つのチャンバを直接、又は接続チャンバを用いて気密に接続し、しかも脱気後に2つのチャンバの一方で2枚の基板の貼り合わせを行なうようにすれば、貼り合わせを行なうチャンバは脱気後に圧力を大気圧まで上昇させずにすむから、貼り合わせ作業を効率よく行うことができる。
【0105】
第5の実施の形態は、下記[表2]に示すように、品種ごとに脱気特性が異なる液晶の場合の実施の形態である。
【0106】
【表2】
たとえば、近年の液晶テレビでは、動画表示の際の画質向上のため、従来の液晶と比べて応答性のよい低粘度の液晶が用いられるようになってきている。一般的に、低粘度の液晶には揮発性の物質が含まれているため、高真空の減圧雰囲気下に長時間放置すると、液晶から揮発性の成分が抜けて液晶ディスプレイの表示不良の原因となる。そこで、このような液晶の場合には、高真空の減圧雰囲気下に長時間放置しないように減圧曲線を設定する必要がある。
【0108】
図10(a),(b)は[表2]に示す品種の液晶に対応する減圧曲線を示し、同図(a)は低粘度液晶の脱気の場合で、同図(b)は高粘度液晶の脱気の場合である。つまり、低粘度液晶からは短時間で脱気することができ、高粘度液晶からの脱気には時間が掛かる。
【0109】
したがって、低粘度液晶の場合には図10(a)に示す減圧曲線とし、高粘度液晶の場合には同図(b)に示す減圧曲線とすることで、液晶が低粘度や高粘度であっても、これら液晶からの脱気を確実に行うことができる。しかも、低粘度液晶の放置(脱気)圧力を“中”、時間を“短”とすることで、低粘度液晶から揮発性の成分が抜けるのを防止することができる。
【0110】
図11(a),(b)と、下記[表3]はこの発明の第6の実施の形態を示す。[表3]は液晶の1滴の滴下量を少なくして滴下点数を多くした場合と、1滴の滴下量を多くして滴下点数を少なくした場合の脱気特性を示す。この[表3]から明らかなように、1滴の滴下量が少なくなれば液滴が小さくなるから、1滴の滴下量が多い場合に比べて脱気に要する真空度を低くするとともに、放置時間を短くすることができる。なお、基板に同じ量の液晶を供給するとすれば、1滴の滴下量を少なくした場合には滴下点数が多くなり、1滴の滴下量を多くした場合には滴下点数が少なくなる。
【0111】
【表3】
図11(a)は1滴の液晶の滴下量が少ない、つまり液滴が小さい場合の減圧曲線で、同図(b)は1滴の液晶の滴下量が多い、つまり液滴が大きい場合の減圧曲線を示す。1滴の液晶の滴下量が少ない場合には、多い場合に比べて液滴の脱気を低い圧力で、しかも短時間で行なうことが可能となる。
【0113】
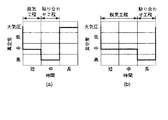
図12(a)、(b)はこの発明の第7の実施の形態を示す。この実施の形態は、基板に同じ量の液晶を供給して脱気してから貼り合せする場合、供給される液晶の1滴の量と、滴下点数が異なる場合を示している。すなわち、図12(a)は1滴の液晶の滴下量を少なくし、滴下点数を多くした場合で、同図(b)は1滴の液晶の滴下量を多くして滴下点数を少なくした場合を示している。
【0114】
図12(a)に示すように、滴下点数を多くして1滴の液晶の滴下量を少なくすれば、同図(b)に示すように滴下点数を少なくして1滴の滴下量が多くした場合に比べ、脱気工程に要する時間を短縮することができる。したがって、脱気工程と貼り合わせ工程とを合わせた全体の工程時間が短くなるから、生産性の向上を図ることができる。
【0115】
図13(a)〜(c)と下記[表4]はこの発明の第8の実施の形態を示す。[表4]は[表1]とは異なる第1、第2の基板、液晶及びシール剤の脱気特性を示す。
【0116】
【表4】
各部材が[表4]に示す脱気特性の場合、第1の基板には液晶を配置し、第2の基板にはシール剤を配置する。その場合、第1の基板と液晶は最適な真空度が“中”〜“高”で、放置時間である脱気時間が“短”であるから、図13(a)に示す減圧曲線に基いて脱気することが好ましい。
【0118】
第2の基板とシール剤は最適な真空度が“低”〜“中”で、放置時間である脱気時間が“中”であるから、図13(b)に示す減圧曲線に基いて脱気することが好ましい。
【0119】
第1の基板と、第2の基板との脱気を同一のチャンバで行うことが要求されることがある。その場合、第1、第2の基板が設置された1つのチャンバ内を、図13(c)に示す減圧曲線で減圧すれば、第1、第2の基板、液晶及びシール剤の各部材を確実に脱気することが可能となる。
【0120】
図13(c)に示す減圧曲線で減圧すると、第2の基板とシール剤とは“低”〜“中”の減圧圧力で減圧すればよいのだが、第1の基板と液晶とが“中”〜“高”の減圧圧力で減圧することが要求されるため、第2の基板とシール剤が、必要以上に高い減圧雰囲気下に放置されることになる。
【0121】
したがって、第1の基板と、第2の基板との脱気を同一のチャンバで行うことが要求された場合、第2の基板とシール剤が高い減圧雰囲気下に放置されても、不具合が生じなければ、図13(c)で示す減圧曲線に基いて脱気することが可能となる。
【0122】
上記各実施の形態では、第1の基板3にシール剤7を塗布するとともに、液晶14を滴下供給するようにしたが、第1、第2の基板3,4のどちらか一方にシール剤7を塗布し、他方に液晶を滴下するようにしてもよい。その場合、減圧放置装置の所定の減圧雰囲気下で放置する基板は、第1、第2の両方の基板であってもよく、どちらか一方の基板だけであってもよい。
【0123】
一対の基板間に設けられる液状物質としては液晶に限られず、他の液状物質であってもよく、要は所定間隔で貼り合わされる2枚の基板間に充填される液状物質であればよい。
【0124】
なお、上記各実施の形態に示されているように、この発明においては、基板を所定の減圧雰囲気下に放置する工程と、一対の基板を貼り合わせる工程とは、チャンバ(空間)と圧力のうちの少なくともどちらか一方が異なる減圧雰囲気下若しくは少なくとも一方が同じ減圧雰囲気下で行なうようにすればよい。
【0125】
また、図9〜図12に示すように、チャンバ内の圧力を設定された時間内で一定に維持するためには、圧力制御装置に目標とする圧力Pに対する上限の圧力PH、下限の圧力PLを設定しておき、圧力センサでの検出がPHより小となった後、PLを越えるまでは排気調整弁を開、供給調整弁を閉とし、PLを超えたら排気調整弁を閉、供給調整弁を開とする。そして、この後は、チャンバ内の圧力PHとPLの間に維持するように排気調整弁と供給調整弁を開閉制御する。このようにすることで、チャンバ内の圧力を設定された範囲内に維持することができる。
【0126】
【発明の効果】
以上のようにこの発明によれば、2枚の基板を、これら基板間に液状物質を介在させて貼り合わせる場合、これらの基板間に気体や不純物が残留するのを確実に防止することができる。
【図面の簡単な説明】
【図1】この発明の第1の実施の形態に係る組立て装置の概略を説明するための図。
【図2】(a)はシール剤の塗布装置の概略図、(b)はシール材が塗布された基板の平面図。
【図3】(a)は液晶の滴下装置の概略図、(b)は液晶が滴下された基板の平面図。
【図4】第1、第2の減圧放置装置の概略図。
【図5】(a)は貼り合わせ装置の概略図、(b)は貼り合わされた2枚の基板の一部を示す拡大断面図。
【図6】この発明の第2の実施の形態を示す組立て装置を説明するための図。
【図7】この発明の第3の実施の形態を示す組立て装置を説明するための図。
【図8】減圧放置装置を兼ねる貼り合わせ装置の概略図。
【図9】この発明の第4の実施の形態を示す減圧曲線図。
【図10】この発明の第5の実施の形態を示す減圧曲線図。
【図11】この発明の第6の実施の形態を示す減圧曲線図。
【図12】この発明の第7の実施の形態を示す減圧曲線図。
【図13】この発明の第8の実施の形態を示す減圧曲線図。
【符号の説明】
2…塗布装置、3…第1の基板、4…第2の基板、11…滴下装置、15…第1の減圧放置装置、21…貼り合わせ装置、23…第2の減圧放置装置。
Claims (19)
- 2枚の基板のどちらかにシール剤を塗布する塗布工程と、
上記2枚の基板のどちらかに液状物質を滴下する滴下工程と、
上記2枚の基板のうちの少なくとも液状物質が滴下された基板を減圧雰囲気下に放置する放置工程と、
少なくとも液状物質が滴下された基板を減圧雰囲気下に放置した後、上記2枚の基板を減圧雰囲気下で貼り合わせる貼り合わせ工程とを具備し、
上記放置工程において、液状物質が滴下された基板が放置される空間の圧力を、上記基板、この基板に配置された液状物質又はシール剤の少なくとも1つの品種の脱気特性に合わせて制御することを特徴とする基板の組立て方法。 - 2枚の基板のどちらかにシール剤を塗布する塗布工程と、
上記2枚の基板のどちらかに液状物質を滴下する滴下工程と、
上記2枚の基板のうちの少なくとも液状物質が滴下された基板を減圧雰囲気下に放置する放置工程と、
少なくとも液状物質が滴下された基板を減圧雰囲気下に放置した後、上記2枚の基板を減圧雰囲気下で貼り合わせる貼り合わせ工程とを具備し、
上記放置工程において、液状物質が滴下された基板が放置される空間の圧力を、上記基板に配置された液状物質又はシール剤の配置パターンの脱気特性に合わせて制御することを特徴とする基板の組立て方法。 - 上記放置工程で減圧雰囲気下に放置された基板を、上記貼り合わせ工程が行なわれる空間へ減圧雰囲気下の空間を通して搬送することを特徴とする請求項1又は2のいずれかに記載の基板の組立て方法。
- 上記放置工程と上記貼り合わせ工程とは、圧力の異なる減圧雰囲気下で行なうことを特徴とする請求項1又は2のいずれかに記載の基板の組立て方法。
- 2枚の基板を貼り合わせる前に、少なくとも一方の基板を加熱する工程を有することを特徴とする請求項1又は2のいずれかに記載の基板の組立て方法。
- 上記放置工程において、基板を減圧雰囲気下に放置すると同時に、加熱することを特徴とする請求項1又は2のいずれかに記載の基板の組立て方法。
- 上記放置工程において基板が放置された空間の圧力を高くするときは、上記空間に不活性ガスを供給することを特徴とする請求項1又は2のいずれかに記載の基板の組立て方法。
- 上記放置工程において、液状物質が滴下された基板が放置される空間の圧力を、上記基板、この基板に配置された液状物質又はシール剤の少なくとも1つの品種毎に設定された圧力に維持することを特徴とする請求項1又は2のいずれかに記載の基板の組立て方法。
- 上記放置工程において、液状物質が滴下された基板が放置される空間の圧力を設定されたパターンで減圧し、上記圧力が設定された圧力に到達するまで上記基板を放置することを特徴とする請求項1又は2のいずれかに記載の基板の組立て方法。
- 2枚の基板のどちらかにシール剤を塗布する塗布装置と、
上記2枚の基板のどちらかに液状物質を滴下する滴下装置と、
第1のチャンバを有し、少なくとも液状物質が滴下された基板が上記第1のチャンバ内の減圧雰囲気下に放置される減圧放置装置と、
上記第1のチャンバ内の圧力を、上記基板、この基板に配置された液状物質又はシール剤の少なくとも1つの品種の脱気特性に合わせて設定された真空度に制御する制御装置と、
第2のチャンバを有し、上記減圧放置装置にて少なくとも液状物質が滴下された基板が放置された後、上記2枚の基板を上記第2のチャンバ内の減圧雰囲気下で貼り合わせる貼り合わせ装置と、
を具備したことを特徴とする基板の組立て装置。 - 2枚の基板のどちらかにシール剤を塗布する塗布装置と、
上記2枚の基板のどちらかに液状物質を滴下する滴下装置と、
第1のチャンバを有し、少なくとも液状物質が滴下された基板が上記第1のチャンバ内の減圧雰囲気下に放置される減圧放置装置と、
上記第1のチャンバ内の圧力を、上記基板に配置された液状物質又はシール剤の配置パターンの脱気特性に合わせて設定された真空度に制御する制御装置と、
第2のチャンバを有し、上記減圧放置装置にて少なくとも液状物質が滴下された基板が放置された後、上記2枚の基板を上記第2のチャンバ内の減圧雰囲気下で貼り合わせる貼り合わせ装置と、
を具備したことを特徴とする基板の組立て装置。 - 上記減圧放置装置と上記貼り合わせ装置とは、上記減圧放置装置の減圧雰囲気下に放置された基板を、大気に晒すことなく上記貼り合わせ装置に搬送可能とする受け渡しチャンバによって接続されていることを特徴とする請求項10又は11のいずれかに記載の基板の組立て装置。
- 2枚の基板を貼り合わせる前に、少なくとも一方の基板を加熱する加熱手段を備えていることを特徴とする請求項10又は11のいずれかに記載の基板の組立て装置。
- 上記減圧放置装置或いは上記貼り合わせ装置のどちらか一方には、基板を加熱する加熱手段が設けられていることを特徴とする請求項10又は11のいずれかに記載の基板の組立て装置。
- 上記第1のチャンバ内に不活性ガスを供給する不活性ガス供給手段を有することを特徴とする請求項10又は11のいずれかに記載の基板の組立て装置。
- 上記第1のチャンバ内の圧力を、上記基板、この基板に配置された液状物質又はシール剤の少なくとも1つの品種毎に設定された圧力に維持する第1の圧力制御装置を有することを特徴とする請求項10又は11のいずれかに記載の基板の組立て装置。
- 上記第1のチャンバ内の圧力を設定されたパターンで減圧させ、上記圧力が設定された圧力に到達するまで上記基板を放置するよう制御する手段を有することを特徴とする請求項10又は11のいずれかに記載の基板の組立て装置。
- 上記第1のチャンバと上記第2のチャンバとは同じチャンバであることを特徴とする請求項10又は11のいずれかに記載の基板の組立て装置。
- 上記第2のチャンバを減圧する第1の減圧手段、第1の減圧手段によって減圧された第2のチャンバをさらに減圧する第2の減圧手段とを備えていることを特徴とする請求項18記載の基板の組立て装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003175023A JP4373136B2 (ja) | 2002-10-15 | 2003-06-19 | 基板の組立て方法及び基板の組立て装置 |
| KR1020030071464A KR20040034447A (ko) | 2002-10-15 | 2003-10-14 | 기판의 조립 방법 및 기판의 조립 장치 |
| TW092128401A TW200420949A (en) | 2002-10-15 | 2003-10-14 | Assembly method of substrates and assembly apparatus of substrates |
| US10/686,100 US20040089414A1 (en) | 2002-10-15 | 2003-10-14 | Assembly method of substrates and assembly apparatus of substrates |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002300536 | 2002-10-15 | ||
| JP2003175023A JP4373136B2 (ja) | 2002-10-15 | 2003-06-19 | 基板の組立て方法及び基板の組立て装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004188407A JP2004188407A (ja) | 2004-07-08 |
| JP2004188407A5 JP2004188407A5 (ja) | 2006-08-03 |
| JP4373136B2 true JP4373136B2 (ja) | 2009-11-25 |
Family
ID=32232629
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003175023A Expired - Lifetime JP4373136B2 (ja) | 2002-10-15 | 2003-06-19 | 基板の組立て方法及び基板の組立て装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20040089414A1 (ja) |
| JP (1) | JP4373136B2 (ja) |
| KR (1) | KR20040034447A (ja) |
| TW (1) | TW200420949A (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7485203B2 (en) * | 2006-02-24 | 2009-02-03 | Chunghwa Picture Tubes, Ltd. | Assembly method for display panel |
| JP4760457B2 (ja) * | 2006-03-13 | 2011-08-31 | 株式会社日立プラントテクノロジー | 基板貼り合せ装置 |
| JP4713517B2 (ja) * | 2007-02-20 | 2011-06-29 | 芝浦メカトロニクス株式会社 | 貼り合わせ基板の製造装置及び製造方法 |
| JP5719546B2 (ja) * | 2009-09-08 | 2015-05-20 | 東京応化工業株式会社 | 塗布装置及び塗布方法 |
| JP5469966B2 (ja) | 2009-09-08 | 2014-04-16 | 東京応化工業株式会社 | 塗布装置及び塗布方法 |
| KR101073558B1 (ko) * | 2009-10-08 | 2011-10-17 | 삼성모바일디스플레이주식회사 | 기판 합착 장치 및 기판 합착 방법 |
| KR101247900B1 (ko) * | 2010-02-23 | 2013-03-26 | 가부시키가이샤 히타치플랜트테크놀로지 | 액정 기판 접합 시스템 |
| WO2012102228A1 (ja) * | 2011-01-28 | 2012-08-02 | シャープ株式会社 | 液晶パネルの製造方法 |
| TWI681233B (zh) * | 2012-10-12 | 2020-01-01 | 日商半導體能源研究所股份有限公司 | 液晶顯示裝置、觸控面板及液晶顯示裝置的製造方法 |
| JP6220592B2 (ja) | 2013-07-30 | 2017-10-25 | 株式会社ジャパンディスプレイ | 液晶表示素子及びその製造方法 |
-
2003
- 2003-06-19 JP JP2003175023A patent/JP4373136B2/ja not_active Expired - Lifetime
- 2003-10-14 KR KR1020030071464A patent/KR20040034447A/ko active Search and Examination
- 2003-10-14 TW TW092128401A patent/TW200420949A/zh unknown
- 2003-10-14 US US10/686,100 patent/US20040089414A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| US20040089414A1 (en) | 2004-05-13 |
| JP2004188407A (ja) | 2004-07-08 |
| KR20040034447A (ko) | 2004-04-28 |
| TW200420949A (en) | 2004-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100456088C (zh) | Lcd粘接机和用这种粘接机制造lcd的方法 | |
| JP4373136B2 (ja) | 基板の組立て方法及び基板の組立て装置 | |
| JP2003270609A (ja) | 貼合せ基板製造装置及び貼合せ基板製造方法 | |
| US20060113021A1 (en) | Thin film forming apparatus and thin film forming method | |
| JP2001356313A (ja) | 液晶表示装置用インラインシステム及びそれを構成する製造装置、液晶表示装置の製造方法 | |
| JP4024700B2 (ja) | 液晶表示素子用真空合着装置、及びこれを用いた液晶表示素子の製造方法 | |
| JP2006053582A (ja) | 貼り合せ基板製造システム | |
| JP2006178476A (ja) | 貼合せ基板製造装置 | |
| JP4150042B2 (ja) | 貼合せ基板製造装置及び貼合せ基板製造方法 | |
| JP2003270652A (ja) | 液晶拡散制御装置及び液晶表示装置の製造方法 | |
| TW200415537A (en) | Method of assembling substrates, apparatus for assembling substrates, method of dropping liquid material, and apparatus for dropping liquid material | |
| KR100643504B1 (ko) | 액정 패널용 기판의 합착 장치 및 기판 합착 방법 | |
| KR20080015546A (ko) | 기판 합착장치 | |
| CN102621747A (zh) | 液晶显示面板的制造方法及其制造设备 | |
| JP4113097B2 (ja) | 基板の組立て方法、基板の組立て装置、液状物質の滴下方法及び液状物質の滴下装置 | |
| JP2009282174A (ja) | 液晶表示パネルの製造方法および製造装置 | |
| JP2007011132A (ja) | 液晶表示パネル、液晶表示パネルの製造方法及び基板の貼り合わせ装置 | |
| US20030178133A1 (en) | Gas temperature control apparatus for chamber of bonding device | |
| JP2006243742A (ja) | 基板貼合せ方法 | |
| JP4087163B2 (ja) | 液晶表示装置の製造方法 | |
| JPH10254389A (ja) | 液晶表示パネルの製造方法とその装置 | |
| KR100510724B1 (ko) | 액정 표시 장치의 제조 방법 | |
| JP2001318385A (ja) | 液晶表示装置の製造方法 | |
| JP2003270649A (ja) | 電気光学装置の製造方法及び製造装置 | |
| JP2000241825A (ja) | 液晶装置の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060615 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060615 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090407 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090608 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090623 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090821 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090901 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090903 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120911 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4373136 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120911 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130911 Year of fee payment: 4 |
|
| EXPY | Cancellation because of completion of term |