JP4342006B2 - 中空糸膜エレメントの製造方法、及び中空糸膜モジュールの製造方法 - Google Patents
中空糸膜エレメントの製造方法、及び中空糸膜モジュールの製造方法 Download PDFInfo
- Publication number
- JP4342006B2 JP4342006B2 JP21444498A JP21444498A JP4342006B2 JP 4342006 B2 JP4342006 B2 JP 4342006B2 JP 21444498 A JP21444498 A JP 21444498A JP 21444498 A JP21444498 A JP 21444498A JP 4342006 B2 JP4342006 B2 JP 4342006B2
- Authority
- JP
- Japan
- Prior art keywords
- hollow fiber
- fiber membrane
- resin
- fixing portion
- knitted fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Separation Using Semi-Permeable Membranes (AREA)
Description
【発明の属する技術分野】
本発明は、流体の分離や精製などに用いられる中空糸膜エレメントの製造方法、及び中空糸膜モジュールの製造方法に関する。
【0002】
【従来の技術】
中空糸膜モジュールは、無菌水、飲料水、高純度水の製造や空気の浄化、更には半導体分野などで用いられる溶剤の浄化精製などに使用されている。かかる中空糸膜モジュールは、複数本の中空繊維からなる中空繊維束を熱可塑性樹脂あるいは熱硬化性樹脂などのポッティング材によって、円筒状、円柱状、シート状などの多様な形態に固定し、一体化される。
【0003】
前記中空糸膜モジュールは、その全体にわたって均一な分離性能や濾過性能が要求され、更には耐溶剤性や多様な機械的特性なども要求されており、これらの要求を満たすための開発が続けられている。これらの中空糸膜モジュールのうち、従来の精密濾過の分野に用いられてきた中空糸膜モジュールは、円柱状や同心円上に中空糸膜を収束固定した円筒状であるが、近年、高汚濁性の液体を濾過するのに用いられる中空糸膜モジュールでは、中空糸膜同志の固着が発生しにくいこと、更には洗浄回復性にも優れた構造であることが強く要求される。これらの要求に応えるため、平型状の中空糸膜モジュールが多用されるようになってきている。
【0004】
一般に、中空糸膜モジュールを製造するには、先ず、中空糸膜をかせ状に巻いたもの或いは中空糸膜の編織物を、所定の寸法に切断して容器内に収納し、前記中空糸膜の端部に溶融したエポキシ樹脂又はウレタン樹脂などを充填し、同樹脂を硬化させて前記中空糸膜を収束固定する。その後、前記樹脂による固定部分を切断して中空糸膜の端部を開口させ、集水部材に取り付けることにより前記中空糸膜モジュールが製造される。
【0005】
前記樹脂としては、従来からエポキシ樹脂やウレタン樹脂などが多用されているが、これらエポキシ樹脂やウレタン樹脂を使用すると、その固定部分での耐溶剤性が低くなってしまう。一方、近年では上述したように半導体技術分野等での溶剤の浄化精製に使用するために、中空糸膜モジュールに耐溶剤性が要求されるようになっているため、前記樹脂としても耐溶剤性の高い樹脂の使用が必要となる。しかしながら、耐溶剤性の高い樹脂は一般に熱可塑性樹脂であるが、上述したように中空糸膜を固定するために樹脂を加熱して溶融状態で充填する際に、中空糸膜の耐熱性との兼ね合いもあり、樹脂の精度の高い温度制御がしにくい。更には、熱可塑性樹脂の流動性等の問題から、樹脂による固定部分に欠陥が発生しやすいといった不都合があるため、従来は、耐溶剤性の高い樹脂を使用することができなかった。
【0006】
また、上述の中空糸膜モジュールの製造方法では、中空糸膜をかせ状にまいたものや中空糸膜の編織物を所定の寸法に切断して容器内に収納する際に、前記中空糸膜を均一の密度で収納することは困難であるため、中空糸膜モジュールの全体にわたって均一の分離性能や濾過性能を付与することができない。また、上述の製造方法では工程数が多く、その作業も煩雑で、更には固定部分における樹脂の硬化に長時間を要するなどの間題があった。
【0007】
かかる問題点を解決するために、例えば、特開平7−771号公報に中空糸膜モジュール及びその製造方法が開示されている。同公報によれば、緯糸が中空糸膜からなる布帛の少なくとも一端に高強度、耐溶剤性の熱可塑性樹脂を溶融状態で帯状に押し出しながら、同布帛を心材に巻き取ることにより、前記中空糸膜からなる布帛が径方向に等間隔に配され、前記樹脂により固定されて中空糸膜エレメントが得られる。かかる中空糸膜エレメントの外周を更に包装手段で被覆すると共に端部をシール手段で閉塞して中空糸膜モジュールが形成される。前記中空糸膜エレメントを製造する際に、前記樹脂の押出し位置と布帛の巻き取り位置との距離を樹脂が自然冷却するに充分な距離に設定すると共に、融点の低い樹脂を使用することで、巻き取り時に前記樹脂は自然冷却されるが溶融状態を維持することができ、巻き取られた布帛の樹脂が互いに接着して、円筒状の中空糸膜エレメントが製造される。
【0008】
【発明が解決しようとする課題】
しかしながら、上記公報による製造方法では、上述のように中空糸膜エレメントを製造する際に、布帛の巻き取り時に樹脂が自然冷却されても溶融状態を維持する必要があるため、樹脂の温度管理や巻き取り位置の調整が煩雑となり取扱性が悪い。しかも、巻き取り時における樹脂の温度は雰囲気温度の影響を受けやすいため、常に一定の接着状態を保つことは困難であり、接着が不充分な部位が存在すると、中空糸膜モジュールのリークを引き起こすこととなる。
【0009】
本発明はかかる問題点を解決すべくなされたものであり、中空糸膜が均等に配されており全体が均一の分離性能及び濾過性能を有し、更には耐溶剤性及び機械的特性にも優れた中空糸膜エレメント及び同エレメントを用いた中空糸膜モジュールを提供すると共に、前記中空糸膜エレメントを雰囲気温度に左右されることなく、且つ工程数を増やすことなく容易に製造可能な中空糸膜エレメントの製造方法及び中空糸膜モジュールの製造方法を提供することを目的としている。
【0010】
【課題を解決するための手段】
上記課題を解決するために、本発明は、少なくとも緯糸が中空糸膜からなる中空糸膜編織物を成編織する工程、前記中空糸膜編織物の経糸方向に熱可塑性樹脂を細幅で供給し、前記樹脂を硬化させて前記中空糸膜を前記樹脂に埋設固定し、前記中空糸膜編織物の一部に帯状の樹脂固定部を形成する工程、緯糸方向に所定の寸法をもち、前記樹脂固定部を有する前記中空糸膜編織物を積層させ、中空糸膜積層体を形成する工程、及び前記樹脂固定部における前記熱可塑性樹脂を発熱部材を介して熱融着させることにより、前記中空糸膜積層体を前記樹脂固定部において接合する工程、を備えてなることを特徴とする中空糸膜エレメントの製造方法を、第1の主要な構成としている。
【0011】
かかる製造方法によれば、少なくとも緯糸が中空糸膜からなる編織物の経糸方向に樹脂により帯状に固定された樹脂固定部を形成し、樹脂が硬化した状態で前記固定部を積層して接合させるため、その取扱いが容易であり、しかも精密な温度制御を行いやすく、固定部をより強固に接合することができる。また、前記樹脂固定部では前記樹脂が前記中空糸膜の直径よりも僅かに大きな厚みであればいいため短時間で硬化する。また、前記樹脂の供給温度は前記中空糸膜材料の融点より低くてもよいが、中空糸膜編織物への含浸性を考慮すると前記融点より高いものが好ましく、用途に応じて耐溶剤性や機械的性能に優れた樹脂を選択することが可能となる。
【0012】
また、前記中空糸膜積層体の前記樹脂固定部における前記熱可塑性樹脂を融着することが好ましく、更には、前記熱可塑性樹脂を発熱部材を介して熱融着させることが好ましい。前記熱可塑性樹脂を発熱部材を介して熱融着させる場合には、前記発熱部材を電流による抵抗加熱を利用して発熱させることができ、或いは、前記発熱部材を電磁誘導による誘導電流を利用して発熱させてもよい。その場合には、前記発熱部材の温度制御が容易で所望の温度に発熱させることができる。更には、レーザー、ポイント式高温風、ポイント式赤外線ヒータ、又は超音波など公知の技術を利用して前記樹脂固定部の表面を溶融させることもできる。なお、前記樹脂固定部の熱可塑性樹脂を、前記中空糸膜積層体を形成する直前に溶融させて、前記樹脂固定部を重ね合わせて接合してもよく、或いは前記中空糸膜積層体を形成する際に前記発熱部材を前記樹脂固定部間に挟み込み、前記積層体を形成した後に前記発熱部材を発熱させて溶融接着させることもできる。
【0015】
更に本発明は、少なくとも緯糸が中空糸膜からなる中空糸膜編織物を成編織する工程、前記中空糸膜編織物の経糸方向に同編織物より細幅の熱可塑性樹脂を中空糸膜材料の融点以上の温度で供給する工程、前記樹脂を前記中空糸膜の溶融による閉塞が発生する前に冷却硬化させて、前記中空糸膜を前記樹脂に埋設固定し、前記中空糸膜編織物の一部に帯状の樹脂固定部を形成する工程、緯糸方向に所定の寸法をもち、前記樹脂固定部を有する前記中空糸膜編織物を積層させ、中空糸膜積層体を形成する工程、及び前記中空糸膜積層体を前記樹脂固定部において接合する工程、を備えてなることを特徴とする中空糸膜エレメントの製造方法を第2の主要な構成としている。
【0016】
第2の主要な構成を備えることにより、上述の作用効果に加えて、熱可塑性樹脂を中空糸膜材料の融点よりも高温で供給するために、前記樹脂の流動性が高まり前記中空糸膜編織物への同樹脂の含浸性が向上する。更には、中空糸膜の最外表面が溶融して前記熱可塑性樹脂と融合し、熱可塑性樹脂と中空糸膜との接合がより強固なものとなるといった効果が得られる。それにより、得られた中空糸膜エレメントは耐久性に優れたものとなる。
【0017】
前記中空糸膜としては例えばポリエチレンやポリプロピレン等のポリオレフィン樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリスルホン樹脂、ポリメチルメタクリレート樹脂、ポリテトラフルオロエチレン樹脂などを材料とする一般的な中空糸膜を用いることが可能であり、更には、前記中空糸膜は熱可塑性樹脂製のものに限定されず、分離物質或いは相接触物質に応じてポリビニルアルコール樹脂など、適切な材質を選択することができる。また、前記中空糸膜の形状としては、その口径、空孔率、膜厚、外径など、特に制限はなく適宜選択可能である。
【0018】
前記熱可塑性樹脂は前記中空糸膜材料よりも融点の低い樹脂材料や、前記中空糸膜材料と融点が同一である樹脂材料、更には前記中空糸膜材料よりも融点が高い樹脂材料を使用することができる。例えば前記熱可塑性樹脂にはポリ酢酸ビニルなどの各種樹脂材料を使用できるが、特に耐溶剤性が要求される場合はポリオレフィンを用いると、前記中空糸膜エレメントを安価に製造することができるため望ましい。
【0019】
なお、上述した本発明の第2の主要な構成によれば、熱可塑性樹脂を中空糸膜材料の融点以上の温度で供給するが、この供給時の熱可塑性樹脂の状態は、同熱可塑性樹脂の融点と中空糸膜の融点との関係により、軟化状態或いは溶融状態となる。また、この溶融状態とは、前記融点以上の温度が熱可塑性樹脂の融点よりもかなり高温である場合に、溶融粘度が極めて低下した液化状態をも含む。
【0020】
更に、熱可塑性樹脂を細幅で供給する方法は、このような熱可塑性樹脂の異なる状態に応じて適宜選択される。例えば、熱可塑性樹脂が軟化状態にある場合や、溶融状態にあっても粘度が比較的に高い場合には、押出機のダイスから前記熱可塑性樹脂を前記中空糸膜編織物に向けて吐出し、押圧ローラ間を通過させて前記編織物内に前記樹脂を含浸させる。また、熱可塑性樹脂が液化状態にあり、粘度が低い場合には、コーティングにより前記樹脂を前記中空糸膜編織物に供給することができる。
【0021】
更に、本発明は、上述した中空糸膜エレメントの製造方法により製造されることを特徴とする中空糸膜エレメントを第3の主要な構成としている。
【0022】
かかる中空糸膜エレメントは、前記中空糸膜編織物の前記樹脂固定部が均一な肉厚に成形されるため、各中空糸膜編織物が積層方向に均等な間隔で配され、前記エレメントの全体にわたって均一な分離性能及び濾過性能が保証されることに加えて、同エレメントを使用して後述するモジュールを製造する際に、集水部材への組み込みが容易となる。更には、上述したように樹脂固定部の前記樹脂に耐溶剤性や機械的性能に優れた樹脂を使用することができるため、中空糸膜エレメントとしての耐溶剤性や機械的性能が向上する。
【0023】
本発明は上述した中空糸膜エレメントと集水部材とを接合させることを特徴とする中空糸膜モジュールの製造方法を第4の主要な構成としている。前記接合は発熱部材を介して熱融着させることによりなされることが好ましい。更に前記発熱部材を電流による抵抗加熱を利用して発熱させることが好ましく、或いは、前記発熱部材を電磁誘導による誘導電流を利用して発熱させることが好ましい。
上述の中空糸膜エレメントは前述のごとく、その樹脂固定部が所望の寸法どおりに製造されるため、同樹脂固定部を集水部材に嵌合する作業が容易になされる。
【0024】
また、上述した中空糸膜モジュールの製造方法により製造される中空糸膜モジュールは、中空糸膜が積層方向に均等な間隔で配されているため、前記モジュールの全体にわたって均一な分離性能及び濾過性能が保証される。更には、上述したように樹脂固定部の前記樹脂に耐溶剤性や機械的性能に優れた樹脂を使用することができるため、中空糸膜モジュールとしての耐溶剤性や機械的性能が向上する。また、樹脂固定部が強固に接合されており、中空糸膜モジュールがリーク等を引き起こすことがない。
【0025】
【本発明の実施の形態】
以下、本発明の実施の形態について、図面を参照して具体的に説明する。
【0026】
図1及び図2は、本発明の代表的な中空糸膜エレメント製造方法を説明するための説明図であり、具体的には、図1は樹脂保有中空糸膜シート1の斜視図、図2は同樹脂保有中空糸膜シート1を発熱部材を介して熱融着させる工程での積層体5の断面図である。更に、図3は前記製造方法により製造された本発明の実施例である平型状の中空糸膜エレメント6の斜視図である。
【0027】
前記樹脂保有中空糸膜シート1は、緯糸が中空糸膜からなる編織物部2と同編織物部2の経糸方向の一端縁に配された帯状の樹脂固定部3とから構成されている。前記樹脂固定部3の厚みは前記編織物部2の厚み、即ち、中空糸膜の直径よりも僅かに大きく設定されている。これは、後に樹脂固定部3を溶融させる際に中空糸膜が溶融されるのを防ぐためである。
【0028】
かかる樹脂保有中空糸膜シート1を製造するには、先ず、少なくとも緯糸が中空糸膜からなる中空糸膜編織物を成編織する。その後、前記中空糸膜編織物の経糸方向に溶融している熱可塑性樹脂を押出機のダイスから細幅で吐出し、押圧ローラを通過させて前記樹脂を前記編織物に含浸させると共に上述の厚みに成形し、中空糸膜を埋設した状態で硬化させて、前記中空糸膜を前記樹脂に埋設固定し、帯状の樹脂固定部を形成する。このときの前記樹脂の供給温度は、前記中空糸膜材料の融点とは無関係に任意に選定できるが、前記中空糸膜編織物への含浸性を考慮すると、前記熱可塑性樹脂の融点よりも高温であることが望ましい。
【0029】
なお、前記熱可塑性樹脂により樹脂固定部3を形成する際に、同固定部3の厚みが前記中空糸膜の径よりも僅かに大きな厚みであればいいため、含浸された熱可塑性樹脂は短時間で硬化する。また、同樹脂固定部3に使用される樹脂は、その融点が前記中空糸膜の樹脂材料よりも低い樹脂を使用することが好ましいが、用途に応じて耐溶剤性や機械的性能に優れた樹脂を選択することが可能である。
【0030】
また、ここで、本発明の異なる製造方法によれば、前記熱可塑性樹脂を前記中空糸膜材料の融点よりも高温で、前記中空糸膜編織物の経糸方向に溶融している熱可塑性樹脂を押出機のダイスから細幅で供給し、押圧ローラを通過させて前記樹脂を前記編織物に含浸させると共に上述の厚みに成形する。その場合には、前記中空糸膜材料の最外表面が溶融して前記熱可塑性樹脂と融合するため、熱可塑性樹脂と中空糸膜との接合がより強固なものとなり、かかる樹脂保有中空糸膜シート1を採用した中空糸膜エレメントの耐久性も向上する。但し、前記熱可塑性樹脂を前記中空糸膜材料の融点よりも高温で供給する場合には、前記熱可塑性樹脂は前記中空糸膜が溶融して閉塞が発生するよりも前に、冷却しなければならない。
【0031】
なお、上述の実施例では、いずれも前記熱可塑性樹脂を粘度が比較的高い溶融状態で供給する場合について説明しているが、同樹脂を軟化状態で供給する場合にも同樹脂を押出機のダイスから供給した後、押圧ローラを通過させて前記樹脂を前記編織物に含浸させる方法が好適に採用される。また、例えば前記熱可塑性樹脂が粘度が低い液化状態で供給される場合には、前記熱可塑性樹脂をコーティングにより細幅で供給することができ、前記中空糸膜編織物への均一な含浸が実現される。
【0032】
上述のように中空糸膜編織物に樹脂固定部が形成された後、硬化した前記樹脂固定部の端部を切除して前記中空糸膜を開口させると共に、中空糸膜編織物を緯糸方向に所定の寸法で切断することにより、前記樹脂保有中空糸膜シート1が得られる。
【0033】
平型状の中空糸膜エレメント6を製造するには、所定の寸法に切断された複数枚の前記樹脂保有中空糸膜シート1を、図2に示すように樹脂固定部3の間に、発熱部材4を挟み込んだ状態で積層させて中空糸膜積層体5を形成する。なお、本実施例では樹脂固定部3を有する前記中空糸膜編織物を緯糸方向に切断して所定寸法の前記樹脂保有中空糸膜シート1を形成し、同シート1を積層させて積層体5を形成しているが、前記中空糸膜編織物を切断せずに折り畳んで積層体を形成することも可能である。
【0034】
本実施例では前記発熱部材4として経糸方向の寸法が前記樹脂固定部3と略同一で、緯糸方向の寸法が同固定部3よりも小さいプレート状のステンレスを使用している。前記発熱部材4は、同部材4に電流を流し抵抗加熱を利用して発熱させ、前記樹脂固定部3の表面の樹脂を熱溶融させる。その後、同発熱部材4を介在させた状態で前記樹脂固定部3を互いに接合させて固定すると、図3に示す平型状の中空糸膜エレメント6が得られる。なお、前記発熱部材4は前記樹脂固定部3の樹脂が溶融したら引き抜いて、同発熱部材4を再利用してもよく、或いは、樹脂中に埋設することもできる。
【0035】
このように、前記樹脂保有中空糸膜シート1の樹脂固定部3を、樹脂が硬化した状態で前記発熱部材4を挟み込んで積層させるためその取扱いが容易であり、作業効率が向上する。また、前記発熱部材4の温度も前記樹脂固定部3に使用された熱可塑性樹脂の融点よりも高く、且つ中空糸膜に使用されている樹脂材料の融点よりも低い温度範囲内で、より精密な温度制御が可能となる。前記樹脂保有中空糸膜シートでは前記樹脂が前記中空糸膜の径とほぼ同一か或いは前記径よりも僅かに大きな厚みであればいいため短時間で硬化する。また、耐溶剤性に劣るエポキシ樹脂やウレタン樹脂以外の、例えば耐溶剤性や機械的性能に優れた樹脂を選択することも可能となる。
【0036】
前記発熱部材4により前記樹脂固定部3を熱溶融する際に、前記樹脂固定部3は上述したように前記編織物部2、即ち、同編織物部2を構成する前記中空糸膜の径よりも僅かに大きな厚みを有しているため、前記中空糸膜が前記発熱部材4に接触したり、或いは前記中空糸膜が過剰に加熱されることがないため、前記中空糸膜が溶融することはない。また、前記発熱部材4の緯糸方向の寸法が前記樹脂固定部3よりも小さく設定されているため、前記編織物部2における中空糸膜の裂傷や溶融を防ぐことができる。更に、前記発熱部材4は前記樹脂固定部3の内部に沈み込むため、同発熱部材4により前記樹脂固定部3内に埋設されている中空糸膜を溶融することがないよう、前記発熱部材4は前記樹脂保有中空糸膜シートの厚みと中空糸膜の外径とを考慮して厚さを決定する。
【0037】
なお、発熱部材は上述したように錆が発生し難いステンレスを使用することが望ましいが、他の金属材を使用することも可能である。また、その形態もプレート状に限定されるものではなく、パンチングプレート、メッシュ、針金などを使用することができる。更には、金属材からなる発熱部材を使用する場合に、前記樹脂固定部間に挟み込んだ発熱部材に、電磁誘導作用により誘導電流を発生させ誘導加熱を利用し、前記樹脂固定部を融着させたり、或いは、発熱部材を予め恒温槽等で前記熱可塑性樹脂の融点よりも高い温度に加熱し、前記樹脂固定部に挟み込んで前記樹脂固定部を融着させることも可能である。これらの手段によれば、前記発熱部材のみを加温することにより、前記樹脂固定部における接合箇所のみの樹脂を溶融させて接合することができるため、前記樹脂固定部以外の部分で中空糸膜を溶着するといった不都合はない。また、前記発熱部材の温度制御も容易であるため、前記樹脂固定部を過度に加熱して中空糸膜まで溶融させてしまうおそれもない。もちろん、上述した発熱部材の他にも、例えばレーザー、ポイント式高温風、ポイント式赤外線ヒータ、超音波などの公知の方法により、前記樹脂固定部3の表面を溶融させることもできる。
【0038】
更に、上述の製造方法によれば、前記樹脂固定部3を備えた中空糸膜編織物を所定の寸法に切断して前記樹脂保有中空糸膜シート1を形成する際に、前記樹脂固定部3を切断して中空糸膜を開口させているが、前記積層体5を形成して前記樹脂固定部3で溶着した後、同固定部3を切断して中空糸膜を開口させることもできる。
【0039】
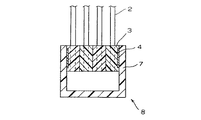
図4は上述した平型状の中空糸膜エレメント6を使用した中空糸膜モジュール8の一部を切除した斜視図である。集水部材7は前記中空糸膜エレメント6の樹脂固定部3に密嵌する断面寸法に形成されると共に、前記中空糸膜エレメント6の両端に加工しろを加えた長さ寸法に形成されている。前記集水部材7としては機械的強度や耐久性などを考慮して種々の材料を選択することができるが、特に耐溶剤性及び原価の価格などを考慮するとポリオレフィン系の熱可塑性樹脂を使用することが好ましい。
【0040】
前記中空糸膜モジュール8は、前記集水部材7に前記中空糸膜エレメント6を収納し、同エレメント6における前記樹脂固定部3において前記集水部材7に固定して製造される。このとき、前記中空糸膜エレメント6は前記樹脂固定部3で多数の中空糸膜が一体に固定され、且つ前記樹脂固定部3が所望の寸法に形成されているため、前記集水部材7への嵌着作業が容易になされる。
【0041】
なお、前記中空糸膜モジュール8の樹脂固定部3と集水部材7との固定方法は中空糸膜エレメントの製造方法と同様の方法を採用できる。即ち、前記樹脂固定部3と前記集水部材7との間に発熱部材4を介装し、同発熱部材4を電流による抵抗加熱を利用して発熱させ、或いは電磁誘導による誘導電流を利用して発熱させて、前記樹脂固定部3の樹脂を前記集水部材7に融着させる。かかる方法により製造された中空糸膜モジュール8の断面図を図7に示す。なお、前記モジュール8は前記発熱部材4をモジュール8内に残したまま固定しているが、前記発熱部材4を使用後、融着して硬化する前に引き抜くこともできる。また、前記中空糸膜モジュールの固定方法として、その他にも前記樹脂固定部3と前記集水部材7とを接着剤により接合するなどの方法も採用できる。
【0042】
前記中空糸膜モジュール8は中空糸膜からなる編織物が等間隔で積層させれているため、同モジュール8の内部に中空糸膜が均一の密度で収納されており、前記中空糸膜モジュール8はその全体にわたって均一の分離性能及び濾過性能を備えている。
【0043】
図5は本発明の他の実施例である円筒状の中空糸膜エレメント6’の斜視図であり、図6は前記中空糸膜エレメント6’を使用した中空糸膜モジュール8’の一部を切除して示す斜視図である。
【0044】
円筒状の中空糸膜エレメント6’も上述した平型状の中空糸膜エレメント6と同様に、中空糸膜の編織物部2と樹脂固定部3とを備えた中空糸膜編織物の前記樹脂固定部3を積層して接合することにより形成されるが、前記樹脂固定部3には硬化しても可撓性を備えている熱可塑性樹脂を使用する。
【0045】
円筒状の前記中空糸膜エレメント6’を製造するには、前記中空糸膜編織物を前記樹脂固定部3において切断し前記中空糸膜を開口させると共に経糸方向に所定の寸法に切断して、1枚の樹脂保有中空糸膜シート1を形成し、中心に断面円形の心材9を配して、前記樹脂保有中空糸膜シート1を前記樹脂固定部3にメッシュ状の発熱部材を沿わせて、前記心材9の周囲に巻き付けて円筒状の積層体を形成する。このとき、樹脂固定部3が硬化した状態で前記心材9に巻き付けるため、前記樹脂保有中空糸膜シート1の取扱いが容易で作業効率も向上する。
【0046】
その後、前記発熱部材を発熱させて前記樹脂固定部3を溶融させて、前記発熱部材を前記樹脂固定部に埋設させて前記樹脂固定部3を接合する。或いは、前記樹脂固定部3をアイロンなどの発熱部材により加熱してその表面を溶融させた状態で前記心材9に巻き付けて円筒状の積層体に形成することも可能である。なお、樹脂保有中空糸膜シート1を形成する際に前記樹脂固定部3を切断して前記中空糸膜を開口させているが、円筒状の積層体を形成し樹脂固定部3で溶着した後に、同固定部3を切断して前記中空糸膜を開口させてもよい。
【0047】
また、円筒状の前記中空糸膜エレメント6’を使用した中空糸膜モジュール8’は、前記中空糸膜エレメント6’の樹脂固定部3に密嵌する円筒体からなる集水部材7’により、前記中空糸膜エレメント6’の外周を被覆している。かかる中空糸膜モジュール8’も上述した矩形状の中空糸膜モジュール8と同様に、多数の中空糸膜が前記樹脂固定部3において収束固定されているため、前記中空糸膜エレメント6’を前記集水部材7’に収納する作業が容易である。また、中空糸膜からなる編織物が径方向に等間隔で積層させれているため、同モジュール8’の内部に中空糸膜が均一の密度で収納されており、前記中空糸膜モジュール8’はその全体にわたって均一の分離性能及び濾過性能を備えている。
【0048】
なお、矩形状及び円筒状の中空糸膜エレメントについて説明したが、本発明はかかる形状に限定されるものではなく、心材に角柱を使用した場合には角筒状の中空糸膜エレメントを製造することができ、或いは前記心材を使用せずに円柱状や角柱状の中空糸膜エレメントを製造することもでき、用途に応じた多様な形状に形成することができる。
【0049】
【発明の効果】
以上、説明したように、本発明の製造方法によれば中空糸膜からなる編織物の一端縁を樹脂固定した樹脂保有中空糸膜シートを使用し、多数の前記シートの硬化した樹脂固定部を積層して接合することにより、中空糸膜エレメントを製造することができ、多数の中空糸膜を容易に取り扱うことができ製造作業の効率も向上する。また、細かな温度制御が可能であり、常に一定の品質が得られ、安定した製造が可能となる。また、得られた中空糸膜エレメント及びそれを使用した中空糸膜モジュールは、全体にわたって中空糸膜が均一な密度で配されているため、均一の分離性能及び濾過性能が得られる。
【図面の簡単な説明】
【図1】 樹脂保有中空糸膜シートの斜視図である。
【図2】 本発明の製造方法における上記樹脂保有中空糸膜シートを発熱部材を介して熱融着させる工程での積層体の断面図である。
【図3】 本発明の製造方法により製造された本発明の中空糸膜エレメントの斜視図である。
【図4】 上記中空糸膜エレメントを使用した本発明の中空糸膜モジュールの斜視図である。
【図5】 本発明の製造方法により製造された本発明の他の中空糸膜エレメントの斜視図である。
【図6】 上記中空糸膜エレメントを使用した本発明の他の中空糸膜モジュールを一部切除して示す斜視図である。
【図7】 発熱部材を用いて中空糸膜エレメントと集水部材を融着した図4の中空糸膜モジュールの断面図である。
【符号の説明】
1 樹脂保有中空糸膜シート
2 中空糸膜の編織物部
3 樹脂固定部
4 発熱部材
5 積層体
6,6′ 中空糸膜エレメント
7,7′ 集水部材
8,8′ 中空糸膜モジュール
9 心材
Claims (3)
- 少なくとも緯糸が中空糸膜からなる中空糸膜編織物を成編織する工程、
前記中空糸膜編織物の経糸方向に熱可塑性樹脂を細幅で供給し、前記樹脂を硬化させて
前記中空糸膜を前記樹脂に埋設固定し、前記中空糸膜編織物の一部に帯状の樹脂固定部を形成する工程、
緯糸方向に所定の寸法をもち、前記樹脂固定部を有する前記中空糸膜編織物を積層させ、中空糸膜積層体を形成する工程、及び
前記樹脂固定部における前記熱可塑性樹脂を発熱部材を介して熱融着させることにより、前記中空糸膜積層体を前記樹脂固定部において接合する工程、
を備えてなることを特徴とする中空糸膜エレメントの製造方法。 - 少なくとも緯糸が中空糸膜からなる中空糸膜編織物を成編織する工程、
前記中空糸膜編織物の経糸方向に同編織物より細幅の熱可塑性樹脂を中空糸膜材料の融点以上の温度で供給する工程、
前記樹脂を前記中空糸膜の溶融による閉塞が発生する前に冷却硬化させて、前記中空糸膜を前記樹脂に埋設固定し、前記中空糸膜編織物の一部に帯状の樹脂固定部を形成する工程、
緯糸方向に所定の寸法をもち、前記樹脂固定部を有する前記中空糸膜編織物を積層させ、中空糸膜積層体を形成する工程、及び
前記樹脂固定部における前記熱可塑性樹脂を発熱部材を介して熱融着させることにより、前記中空糸膜積層体を前記樹脂固定部において接合する工程、
を備えてなることを特徴とする中空糸膜エレメントの製造方法。 - 請求項1又は2に記載の製造方法から得られる中空糸膜エレメントと集水部材とを接合させることを特徴とする中空糸膜モジュールの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP21444498A JP4342006B2 (ja) | 1998-04-15 | 1998-07-29 | 中空糸膜エレメントの製造方法、及び中空糸膜モジュールの製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10-105088 | 1998-04-15 | ||
| JP10508898 | 1998-04-15 | ||
| JP21444498A JP4342006B2 (ja) | 1998-04-15 | 1998-07-29 | 中空糸膜エレメントの製造方法、及び中空糸膜モジュールの製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008096398A Division JP4342592B2 (ja) | 1998-04-15 | 2008-04-02 | 中空糸膜エレメントと中空糸膜モジュールの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2000000440A JP2000000440A (ja) | 2000-01-07 |
| JP2000000440A5 JP2000000440A5 (ja) | 2005-10-27 |
| JP4342006B2 true JP4342006B2 (ja) | 2009-10-14 |
Family
ID=26445436
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP21444498A Expired - Fee Related JP4342006B2 (ja) | 1998-04-15 | 1998-07-29 | 中空糸膜エレメントの製造方法、及び中空糸膜モジュールの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4342006B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4955855B2 (ja) * | 2001-01-05 | 2012-06-20 | 三菱レイヨン株式会社 | 中空糸膜モジュールおよびその製造方法 |
| CN110327787A (zh) * | 2019-04-29 | 2019-10-15 | 南京膜材料产业技术研究院有限公司 | 一种增强型中空纤维膜、制备方法及装置 |
| CN112516800B (zh) * | 2020-10-30 | 2022-02-08 | 宁波方太厨具有限公司 | 中空纤维膜元件的制作方法 |
-
1998
- 1998-07-29 JP JP21444498A patent/JP4342006B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000000440A (ja) | 2000-01-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3261656B2 (ja) | 渦巻状に巻かれた膜部材 | |
| EP0336722B1 (en) | Apparatus and method for making welded honeycomb core | |
| JP3245200B2 (ja) | 強化膜葉をもった渦巻形ろ過モジュール及びそれの構成方法 | |
| JP5250898B2 (ja) | 熱可塑性樹脂補強シート材及びその製造方法、並びに熱可塑性樹脂多層補強シート材 | |
| US20020038799A1 (en) | Formable thermoplastic laminate heating assembly useful in heating cheese and hot fudge | |
| JPH10128087A (ja) | 筒状薄膜支持部材の製造方法 | |
| JP4342592B2 (ja) | 中空糸膜エレメントと中空糸膜モジュールの製造方法 | |
| JP6236669B2 (ja) | 液体処理装置を製造する方法 | |
| JP4342006B2 (ja) | 中空糸膜エレメントの製造方法、及び中空糸膜モジュールの製造方法 | |
| JP3812652B2 (ja) | ファスナーテープに対する補強テープ片の超音波溶着方法及び溶着装置 | |
| EP1502044B1 (en) | Plastic pressure vessel for a fluid and method of manufacturing such a vessel | |
| US20020038800A1 (en) | Formable thermoplastic laminate heating assembly useful in heating cheese and hot fudge | |
| EP2000288A1 (en) | Plastic pressure vessel and method to produce it | |
| JP4219161B2 (ja) | スパイラル型膜エレメント及びその製造方法 | |
| JPH09150458A (ja) | 樹脂成形部材の接合体および樹脂成形部材の接合方法 | |
| JPS5914924A (ja) | プリブレグの製造方法 | |
| CN110691641B (zh) | 中空纤维膜及中空纤维膜的制造方法 | |
| JP2002509014A (ja) | 分離システムと膜モジュールとフィルタエレメントとフィルタエレメントの製造方法 | |
| JP4070002B2 (ja) | スパイラル型膜エレメント及びその製造方法 | |
| JPH0698280B2 (ja) | 透過膜用支持管の製造方法 | |
| WO2000044481A1 (en) | Method for sealing axial seam of spiral wound filtration modules | |
| US9470355B2 (en) | Method for producing a tube or semi-finished tube and tube or semi-finished tube for chemical apparatus construction | |
| JP3337932B2 (ja) | 管状体の製造方法 | |
| JPH08300467A (ja) | 複合管及びその連続製造方法 | |
| KR101953609B1 (ko) | 연속섬유강화 열가소성 복합체 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050708 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050708 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070528 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070605 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070801 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080212 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080402 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080402 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090630 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090707 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120717 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120717 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120717 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120717 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130717 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130717 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |