JP4339027B2 - ステータ - Google Patents
ステータ Download PDFInfo
- Publication number
- JP4339027B2 JP4339027B2 JP2003171156A JP2003171156A JP4339027B2 JP 4339027 B2 JP4339027 B2 JP 4339027B2 JP 2003171156 A JP2003171156 A JP 2003171156A JP 2003171156 A JP2003171156 A JP 2003171156A JP 4339027 B2 JP4339027 B2 JP 4339027B2
- Authority
- JP
- Japan
- Prior art keywords
- insulating member
- magnetic pole
- coil
- pole teeth
- teeth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
【発明の属する技術分野】
本発明は、磁極ティースとコイルの間に絶縁部材を備えるステータに関するものである。
【0002】
【従来の技術】
従来のステータとしては、複数のステータ片をリング状に配列して、これをステータ保持リングに圧入することで構成するものが知られている。また、リング状に配列されたステータ片から径方向に突出する略直方体状の磁極ティースと、これに巻装されるコイルとの間に、ボビン型のインシュレータ(絶縁部材)を備えて、前記磁極ティースとコイルとの絶縁を図るものが知られている(特許文献1参照)。
【0003】
【特許文献1】
特開2001−25187号公報
【0004】
【発明が解決しようとする課題】
ところで、発電時や駆動時等、コイルに電流が流れる際には発熱を伴うため、前記絶縁部材を介してコイルから磁極ティースに放熱させることが望ましい。
しかしながら、上述した従来の技術では、スペース増加を抑制する等のため、前記絶縁部材は前記磁極ティースの外形と略同一の直方体状に形成されているので、前記絶縁部材と前記コイルとの間に隙間が生じてしまうと、前記コイルから前記磁極ティースへの伝熱性が損なわれてしまうという問題がある。また、前記磁極ティースへの伝熱性を高めるために、前記絶縁部材の前記コイルと対向する面を膨出せることも考えられるが、この場合には絶縁部材の肉厚やコイルエンドが増大してしまうという問題がある。
【0005】
本発明は、このような事情に鑑みてなされたもので、前記絶縁部材の肉厚を抑制しつつ前記コイルからの放熱性を高めることで、信頼性を向上することができるステータを提供することを目的とする。
【0006】
【課題を解決するための手段】
上記課題を解決するために、請求項1に記載した発明は、周方向に間隔を置いて配置された複数の磁極ティース(例えば、実施の形態における磁極ティース3A)を有する円環状のステータコア(例えば、実施の形態におけるステータコア1)と、該ステータコアの各磁極ティースにそれぞれ巻き付けられたコイル(例えば、実施の形態における固定子巻線5)と、該コイルと各磁極ティースとの間に配置された筒状の絶縁部材(例えば、実施の形態における絶縁部材6)とを備え、前記絶縁部材に一乃至複数の穴(例えば、実施の形態における穴11)を設け、前記磁極ティースはその径方向先端に周方向に突出する突出部(例えば、実施の形態における係止部4)を備え、前記絶縁部材は前記突出部に沿って延出する延出部(例えば、実施の形態におけるティース側延出部9)を有し、該延出部から前記絶縁部材の前記磁極ティース側面を覆う中途部に跨るように前記穴を設け、前記磁極ティースの側面と前記絶縁部材との隙間に前記樹脂(例えば、実施の形態における樹脂15)を前記穴から充填してなることを特徴とする。
【0007】
この発明によれば、前記コイルと前記絶縁部材とを前記樹脂により接触させることができるため、前記コイルから前記樹脂を介して前記絶縁部材に熱を伝達することができ、前記コイルからの放熱性を高めることができる。また、前記コイルと前記磁極ティースとの間に前記絶縁部材が配置された状態で、前記絶縁部材の穴から前記樹脂を充填することができるので、前記絶縁部材の肉厚を最小限度の厚さに保持できるとともに、コイルエンドの高さを低く抑えることができるので、占積率を高く維持させることができる。
さらに、前記コイルの熱を前記樹脂から前記磁極ティースに直接伝達できるため、前記コイルからの放熱性をさらに高めることができる。
また、前記絶縁部材が前記磁極ティースの突出部により係止されるため、前記絶縁部材の径方向への移動を規制することができるとともに、前記穴に前記樹脂を前記延出部側から充填させることができるため、前記樹脂の充填処理を簡便化することができる。
【0008】
請求項2に記載した発明は、周方向に間隔を置いて配置された複数の磁極ティースを有する円環状のステータコアと、該ステータコアの各磁極ティースにそれぞれ巻き付けられたコイルと、該コイルと各磁極ティースとの間に配置された筒状の絶縁部材とを備え、前記絶縁部材に一乃至複数の穴を設け、前記磁極ティースはその背面側にヨーク部を備え、前記絶縁部材は前記ヨーク部の内周面に沿って延出するヨーク側延出部を有し、該ヨーク側延出部から前記絶縁部材の前記磁極ティース側面を覆う中途部に跨るように前記穴を設け、前記磁極ティースの側面と前記絶縁部材との隙間に前記樹脂を前記穴から充填してなることを特徴とする。
この発明によれば、前記コイルと前記絶縁部材とを前記樹脂により接触させることができるため、前記コイルから前記樹脂を介して前記絶縁部材に熱を伝達することができ、前記コイルからの放熱性を高めることができる。また、前記コイルと前記磁極ティースとの間に前記絶縁部材が配置された状態で、前記絶縁部材の穴から前記樹脂を充填することができるので、前記絶縁部材の肉厚を最小限度の厚さに保持できるとともに、コイルエンドの高さを低く抑えることができるので、占積率を高く維持させることができる。
さらに、前記コイルの熱を前記樹脂から前記磁極ティースに直接伝達できるため、前記コイルからの放熱性をさらに高めることができる。
そして、前記ヨーク部と前記コイルとを前記絶縁部材のヨーク側延出部により絶縁することができるとともに、前記穴に前記樹脂をヨーク側延出部から充填することにより、前記コイルのヨーク側における放熱性をさらに高めることが可能となる。
【0009】
請求項3に記載した発明は、請求項1または請求項2に記載のものであって、前記絶縁部材の前記磁極ティース側面を覆う部位(例えば、実施の形態における本体部8)における角部(例えば、実施の形態における角部12)を除く中途部(例えば、実施の形態における中途部13)に前記穴を設けることを特徴とする。
この発明によれば、前記絶縁部材において、前記角部には前記穴を設けずに前記コイルと前記磁極ティースとの角部での接触を防止するとともに、前記コイルと前記磁極ティースとの間隔を確保できる前記中途部に前記穴を設けて前記樹脂を充填することで、前記コイルと前記磁極ティースとの絶縁を確保しつつ、放熱性を高めることができる。
【0012】
【発明の実施の形態】
以下、本発明の実施の形態におけるステータを図面と共に説明する。図1は本発明の実施の形態におけるステータコアの平面図である。同図に示したように、ステータコア1は、ステータ片2を周方向に複数配列することにより、円環状に構成されている。各ステータ片2には、ステータコア1の半径方向内方に向けて突出する複数の磁極ティース3Aと、ステータコア1の周方向に延出するヨーク部3Bとを形成され、この磁極ティース3Aには固定子巻線(コイル)5(図5参照)が巻装される。
【0013】
また、磁極ティース3Aの内周側の端部に周方向外側に突出する係止部4が設けられ、後述する固定子巻線5が径方向内方へ抜け落ちることを防止している。前記ステータ片2は、珪素鋼板等の方向性を有する電磁鋼板が積層されてなり、例えば磁極ティース3Aは磁化容易方向がステータコア1の径方向に設定され、ヨーク部3Bは磁化容易方向がステータコア1の周方向に設定されている。
【0014】
また、前記円環状に配列された磁極ティース3Aの側面には、銅などの導電性線材からなる固定子巻線5が巻装される。本実施の形態においては、各磁極ティース3A毎に固定子巻線5が集中巻で巻装される。
図2は図1に示すステータコアの要部拡大図である。同図に示すように、前記固定子巻線5と各磁極ティース3Aとの間には、筒状の絶縁部材6が配置される。本実施形態では、絶縁部材6として2つの絶縁ピース片7,7を組み合わせて筒状に構成している。
【0015】
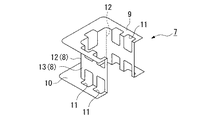
図3は絶縁部材6を構成する一方の絶縁ピース片7を示す斜視図である。同図に示すように、絶縁ピース片7は、磁極ティース3A側面を覆う断面略コ字状の本体部8と、該本体部8の両端からそれぞれ張り出したティース側延出部9とヨーク側延出部10とを備えている。ティース側延出部9は磁極ティース3Aの係止部4に沿って延出する部位であり、ヨーク側延出部10は3の内周面に沿って延出する部位である。
【0016】
また、前記絶縁ピース片7には、複数の穴11が形成されている。前記穴11は、ティース側延出部9から中途部13に、ヨーク側延出部10から中途部13に、それぞれ跨るように形成されている。ここで、中途部13とは、前記本体部8における角部12を除く部位である。
また、絶縁部材6を構成するもう一方の絶縁ピース片7は、図3に示したものと略対称な形状である(図4参照)。
【0017】
このように形成した一対の絶縁ピース片7、7を、円環状に配列した磁極ティース3Aに装着していく。図4はステータコア1を形成する磁極ティース3Aに絶縁ピース片7,7を装着する工程を示す説明図である。図4や図1に示すように、ステータコア1の軸方向両側から、一対の絶縁ピース片7,7を互いに対向させて、各磁極ティース3Aにそれぞれ挟み込むようにして装着していく。これにより、磁極ティース3Aの側面は絶縁ピース片7の本体部8に、ヨーク部3Bの内周面は絶縁ピース片7のヨーク側延出部10に、磁極ティース3Aの係止部4は絶縁ピース片7のティース側延出部9に、それぞれ覆われる。
【0018】
そして、この状態で各磁極ティース3Aの側面に固定子巻線5が集中巻で巻装されるため、絶縁部材6の本体部8、ティース側延出部9、ヨーク側延出部10により、固定子巻線5と磁極ティース3A側面、係止部4、ヨーク部3B内周面とが絶縁される。
【0019】
上述したように、絶縁部材6を構成する絶縁ピース片7、7には複数の穴11を設けているが、前記固定子巻線5が係止される角部12には穴11を形成していないので、固定子巻線5と磁極ティース3Aとの絶縁を確保することができる。また、絶縁部材6の厚さは必要最小限度に抑えられているので、固定子巻線5のコイルエンドを低く抑えて、占積率を高めることができる。
【0020】
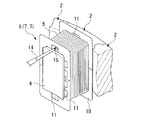
そして、各絶縁部材6の穴11に樹脂15をノズル14から注入する。図5は磁極ティース3Aに装着した絶縁部材6の穴11に樹脂15を充填する工程を示す説明図である。絶縁部材6の穴11は、ティース側延出部9から中途部13に、ヨーク側延出部10から中途部13に跨るようにそれぞれ設けられているので、固定子巻線5が巻装された状態でも、ティース側延出部9、ヨーク側延出部10から穴11に樹脂15を容易に注入することができる。
【0021】
そして、前記ノズル14により前記穴11に樹脂15を充填することで、前記固定子巻線5と前記絶縁部材6とを前記樹脂15により接触させることができる。このため、前記固定子巻線5から前記樹脂15を介して前記絶縁部材6に熱を伝達することができ、前記固定子巻線5からの放熱性を高めることができる。
また、前記樹脂15を磁極ティース3Aの側面と前記絶縁部材6との隙間に充填すると、固定子巻線5の熱を前記樹脂15から前記磁極ティース3Aに直接伝達できるため、前記固定子巻線5からの放熱性をさらに高めることができる。
【0022】
以上、本発明のステータを実施の形態に基づいて説明したが、本発明の適用対象は実施の形態のみに限られないことはもちろんである。例えば、絶縁部材6を略対称の一対の絶縁ピース片7、7により構成したが、両者を一体化させたものを用いてもよく、対称形状に構成しなくてもよい。
【0023】
【発明の効果】
以上説明したように、請求項1に記載した発明によれば、前記絶縁部材の肉厚を抑制しつつ前記コイルからの放熱性を高めることで、信頼性を向上することができる。
また、前記コイルの熱を前記樹脂から前記磁極ティースに直接伝達できるため、前記コイルからの放熱性をさらに高めることができる。
さらに、前記絶縁部材の径方向への移動を規制することができるとともに、前記樹脂の充填処理を簡便化することができる。
【0024】
請求項2に記載した発明によれば、前記絶縁部材の肉厚を抑制しつつ前記コイルからの放熱性を高めることで、信頼性を向上することができる。
また、前記コイルの熱を前記樹脂から前記磁極ティースに直接伝達できるため、前記コイルからの放熱性をさらに高めることができる。
さらに、前記ヨーク部と前記コイルとを絶縁することができるとともに、前記コイルのヨーク側における放熱性をさらに高めることが可能となる。
請求項3に記載した発明によれば、前記コイルと前記磁極ティースとの絶縁を確保しつつ、放熱性を高めることができる。
【図面の簡単な説明】
【図1】 本発明の実施の形態におけるステータコアの平面図である。
【図2】 図1に示すステータコアの要部拡大図である。
【図3】 絶縁部材を構成する一方の絶縁ピース片を示す斜視図である。
【図4】 ステータコアのティース鉄心に絶縁ピース片を装着する工程を示す説明図である。
【図5】 ティース鉄心に装着した絶縁部材の穴に樹脂を充填する工程を示す説明図である。
【符号の説明】
1 ステータコア
3A 磁極ティース
3B ヨーク部
4 係止部(突出部)
5 固定子巻線(コイル)
6 絶縁部材
7 絶縁ピース片
8 本体部
9 ティース側延出部
10 ヨーク側延出部
11 穴
12 角部
13 中途部
15 樹脂
Claims (3)
- 周方向に間隔を置いて配置された複数の磁極ティースを有する円環状のステータコアと、該ステータコアの各磁極ティースにそれぞれ巻き付けられたコイルと、該コイルと各磁極ティースとの間に配置された筒状の絶縁部材とを備え、前記絶縁部材に一乃至複数の穴を設け、
前記磁極ティースはその径方向先端に周方向に突出する突出部を備え、
前記絶縁部材は前記突出部に沿って延出する延出部を有し、
該延出部から前記絶縁部材の前記磁極ティース側面を覆う中途部に跨るように前記穴を設け、
前記磁極ティースの側面と前記絶縁部材との隙間に前記樹脂を前記穴から充填してなることを特徴とするステータ。 - 周方向に間隔を置いて配置された複数の磁極ティースを有する円環状のステータコアと、該ステータコアの各磁極ティースにそれぞれ巻き付けられたコイルと、該コイルと各磁極ティースとの間に配置された筒状の絶縁部材とを備え、前記絶縁部材に一乃至複数の穴を設け、
前記磁極ティースはその背面側にヨーク部を備え、
前記絶縁部材は前記ヨーク部の内周面に沿って延出するヨーク側延出部を有し、
該ヨーク側延出部から前記絶縁部材の前記磁極ティース側面を覆う中途部に跨るように前記穴を設け、
前記磁極ティースの側面と前記絶縁部材との隙間に前記樹脂を前記穴から充填してなることを特徴とするステータ。 - 前記絶縁部材の前記磁極ティース側面を覆う部位における角部を除く中途部に前記穴を設けることを特徴とする請求項1または請求項2に記載のステータ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003171156A JP4339027B2 (ja) | 2003-06-16 | 2003-06-16 | ステータ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003171156A JP4339027B2 (ja) | 2003-06-16 | 2003-06-16 | ステータ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005012861A JP2005012861A (ja) | 2005-01-13 |
| JP4339027B2 true JP4339027B2 (ja) | 2009-10-07 |
Family
ID=34095736
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003171156A Expired - Fee Related JP4339027B2 (ja) | 2003-06-16 | 2003-06-16 | ステータ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4339027B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2636659C1 (ru) * | 2015-10-20 | 2017-11-27 | Тойота Дзидося Кабусики Кайся | Статор |
| US11606001B2 (en) * | 2018-12-21 | 2023-03-14 | Samsung Electronics Co., Ltd. | Motor assembly, method of manufacturing the same and a cleaner having the same |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4696855B2 (ja) * | 2005-11-02 | 2011-06-08 | 株式会社デンソー | 燃料ポンプ |
| JP2008054444A (ja) * | 2006-08-25 | 2008-03-06 | Hitachi Ltd | 回転電機 |
| JP4737054B2 (ja) * | 2006-11-30 | 2011-07-27 | トヨタ自動車株式会社 | 絶縁部材およびステータ |
| JP2008283730A (ja) * | 2007-05-08 | 2008-11-20 | Sumitomo Electric Ind Ltd | 電動機用分割固定子、この分割固定子を備える電動機用固定子、この電動機用固定子を備える電動機及び電動機用分割固定子の製造方法 |
| JP5434081B2 (ja) * | 2009-01-08 | 2014-03-05 | 日産自動車株式会社 | 分割ステータコアと分割ステータコアの製造方法 |
| JP5463696B2 (ja) * | 2009-03-09 | 2014-04-09 | 日産自動車株式会社 | 絶縁ボビン、回転電機のステータ、および回転電機のステータの製造方法 |
| JP5444770B2 (ja) * | 2009-03-09 | 2014-03-19 | 日産自動車株式会社 | 絶縁ボビン、回転電機のステータ、および回転電機のステータの製造方法 |
| JP5493440B2 (ja) * | 2009-04-15 | 2014-05-14 | 日産自動車株式会社 | 回転電機の固定子および回転電機の固定子の冷却方法 |
| JP2011200026A (ja) * | 2010-03-19 | 2011-10-06 | Yaskawa Electric Corp | 回転電機及び回転電機の製造方法 |
| JP5633165B2 (ja) * | 2010-03-23 | 2014-12-03 | 日産自動車株式会社 | 回転電機のインシュレータ並びにステータ巻線構造 |
| CN102280980A (zh) * | 2010-06-08 | 2011-12-14 | 天津市松正电动科技有限公司 | 一种定子绕线骨架以及测定子线圈匝数的方法 |
| JP2013066314A (ja) | 2011-09-19 | 2013-04-11 | Nippon Densan Corp | モータおよびモータの製造方法 |
| JP2013236450A (ja) * | 2012-05-08 | 2013-11-21 | Mitsubishi Electric Corp | 電機子のインシュレータおよびその製造方法 |
| JP5888147B2 (ja) * | 2012-06-22 | 2016-03-16 | 三菱電機株式会社 | 回転電機のステータ |
| GB2493658B (en) * | 2012-10-15 | 2015-05-20 | Protean Electric Ltd | A tooth for an electric motor or generator |
| JP2014161185A (ja) * | 2013-02-20 | 2014-09-04 | Mitsubishi Electric Corp | 回転電機及びそれを備えた送風機 |
| JP6002941B2 (ja) * | 2014-04-24 | 2016-10-05 | パナソニックIpマネジメント株式会社 | 固定子とそれを用いた電動機 |
| JP6287976B2 (ja) * | 2015-06-30 | 2018-03-07 | トヨタ自動車株式会社 | 回転電機のステータの製造方法 |
| EP3139474A1 (de) * | 2015-09-02 | 2017-03-08 | Siemens Aktiengesellschaft | Elektrische maschine und verfahren zum betrieb einer solchen elektrischen maschine sowie herstellverfahren |
| WO2018230384A1 (ja) | 2017-06-14 | 2018-12-20 | 株式会社 マキタ | 電動工具 |
| JP7282153B2 (ja) * | 2017-06-14 | 2023-05-26 | 株式会社マキタ | 電動工具 |
| JP7032267B2 (ja) * | 2018-08-28 | 2022-03-08 | 株式会社日立産機システム | 電動機 |
| TWI743667B (zh) * | 2020-02-03 | 2021-10-21 | 綠達光電股份有限公司 | 馬達線圈散熱結構 |
| WO2022180664A1 (ja) * | 2021-02-24 | 2022-09-01 | 三菱電機株式会社 | モータ、圧縮機および冷凍サイクル装置 |
| JP2023026153A (ja) * | 2021-08-13 | 2023-02-24 | 多摩川精機株式会社 | リニアモータ |
| JP2025120005A (ja) * | 2024-02-02 | 2025-08-15 | 株式会社デンソー | ステータ |
-
2003
- 2003-06-16 JP JP2003171156A patent/JP4339027B2/ja not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2636659C1 (ru) * | 2015-10-20 | 2017-11-27 | Тойота Дзидося Кабусики Кайся | Статор |
| US10411529B2 (en) | 2015-10-20 | 2019-09-10 | Toyota Jidosha Kabushiki Kaisha | Stator |
| US11606001B2 (en) * | 2018-12-21 | 2023-03-14 | Samsung Electronics Co., Ltd. | Motor assembly, method of manufacturing the same and a cleaner having the same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005012861A (ja) | 2005-01-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4339027B2 (ja) | ステータ | |
| US8760027B2 (en) | Stator | |
| JP2013066314A (ja) | モータおよびモータの製造方法 | |
| JP2010232272A (ja) | トランス | |
| US20180076679A1 (en) | Stator for rotary electric machine | |
| JP2008278632A (ja) | 分割ステータおよび分割ステータの製造方法 | |
| JP2013132127A5 (ja) | ブラシレスモータ及び回転電機の固定子 | |
| JP2023041924A (ja) | モータ | |
| JP2007259541A (ja) | 永久磁石式電動機 | |
| JP2009017667A (ja) | ステータ | |
| JP2009254025A (ja) | 円筒リニアモータおよびその製造方法 | |
| JP2013065743A (ja) | 内燃機関用点火コイル | |
| JP2008167518A (ja) | 固定子 | |
| JP2004040871A (ja) | ステータコア及びモータ | |
| JP2012161126A (ja) | 電動機、圧縮機、機器 | |
| JP2010220387A (ja) | ステータ | |
| JP2008259399A (ja) | トロイダル巻線構造を備えた回転電機用の固定子 | |
| JP2010148225A (ja) | 回転電機 | |
| JP3333359B2 (ja) | 永久磁石式モータ | |
| JP2022175072A (ja) | モータ | |
| JP5183894B2 (ja) | 巻線が巻回された鉄心、回転電機、及びリニアモータ | |
| JP2004040948A (ja) | モータ | |
| JP2008022646A (ja) | 永久磁石型モータ用固定子、永久磁石型モータ、およびその固定子の製造方法 | |
| JP2007103482A (ja) | 内燃機関用点火コイル | |
| JP2019187213A (ja) | 筒型リニアモータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090224 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090421 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090519 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090623 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090701 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120710 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120710 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130710 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |