JP4332210B2 - 未乾燥ベニヤ単板並びに未乾燥ベニヤ単板の加工方法及び装置 - Google Patents
未乾燥ベニヤ単板並びに未乾燥ベニヤ単板の加工方法及び装置 Download PDFInfo
- Publication number
- JP4332210B2 JP4332210B2 JP2000239330A JP2000239330A JP4332210B2 JP 4332210 B2 JP4332210 B2 JP 4332210B2 JP 2000239330 A JP2000239330 A JP 2000239330A JP 2000239330 A JP2000239330 A JP 2000239330A JP 4332210 B2 JP4332210 B2 JP 4332210B2
- Authority
- JP
- Japan
- Prior art keywords
- veneer
- edge
- roll
- undried
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000003672 processing method Methods 0.000 title description 3
- 239000000835 fiber Substances 0.000 claims description 37
- 230000002093 peripheral effect Effects 0.000 claims description 21
- 239000004033 plastic Substances 0.000 claims description 15
- 229920003023 plastic Polymers 0.000 claims description 15
- 238000000034 method Methods 0.000 claims description 7
- 230000006835 compression Effects 0.000 claims description 4
- 238000007906 compression Methods 0.000 claims description 4
- 230000008569 process Effects 0.000 claims description 4
- 230000000630 rising effect Effects 0.000 claims description 4
- 229920006311 Urethane elastomer Polymers 0.000 description 12
- 238000005520 cutting process Methods 0.000 description 9
- 239000011120 plywood Substances 0.000 description 6
- 230000009471 action Effects 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000003892 spreading Methods 0.000 description 2
- 230000007480 spreading Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 230000001154 acute effect Effects 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images



















Landscapes
- Veneer Processing And Manufacture Of Plywood (AREA)
Description
【発明の属する技術分野】
本発明は、合板、LVL(Laminated Veneer Lumber) 等の製造に用いる未乾燥ベニヤ単板(以下生単板という)並びに生単板の加工方法及び装置に関するものである。
【0002】
【従来の技術】
従来合板等の積層材の製造において、例えば3プライの合板の場合、中板と呼ばれる乾燥された単板の表裏両面に接着剤を塗布し、この中板に表板及び裏板を重ね合わせホットプレスで加熱圧接し接着していた。
【0003】
【発明が解決すべき課題】
しかるに、原木の種類によっては繊維が複雑に傾斜しているものがあり、中板101を乾燥した際、図18に示す様に、木口側端部に発生する割れ101aのある箇所で、乾燥による収縮により、部分101bの木口側端部の一部が隣り合う部分101cに重なり合うことがある。
この状態で中板101を上記方法で接着剤により表板及び裏板と接着すると、前記2つの部分が重なりあった箇所101dが表板を通じて筋状の欠点とし表れ、特に表板に更に突板を接着したり塗装するとより顕著に表れてしまい、商品価値を低下させていたのである。
【0004】
【課題を解決するための手段】
本発明はこれら問題を解決するために、テンダーライジング加工により、繊維方向の中央部が同方向の両木口端縁側に比べて繊維方向と直交する方向により大きく引き伸ばされていて表裏一方側に中高状態になった生単板とするものである。また厚さ方向に貫通し単板の木口端縁と交差する方向に任意長さで連続する塑性変形された割れが、両木口端縁から各々内側の所定距離の箇所を除いて、前記木口端縁と平行な方向及び直交する方向に適宜間隔をおいて多数形成されていて表裏一方側に中高状態になった生単板としても良い。更には厚さ方向に圧縮塑性変形された箇所が、単板の両木口端縁から各々内側の所定距離の箇所を除いて、多数形成されていて表裏一方側に中高状態になった生単板としても良い。また厚さ方向に貫通し単板の木口端縁と交差する方向に任意長さで連続する割れが、両木口端縁から各々内側の所定距離の箇所を除いて、前記木口端縁と平行な方向及び直交する方向に適宜間隔をおいて多数形成されており、更には前記所定距離の箇所を除いて、前記木口端縁と直交する方向で隣り合う前記割れの間には、厚さ方向に圧縮塑性変形された箇所が形成されていて表裏一方側に中高状態になった生単板としても良い。
一方加工方法としては、両木口端縁から各々内側の所定距離の箇所を除いて生単板に、厚さ方向に貫通し単板の木口端縁と交差する方向に任意長さで連続する塑性変形された割れを、前記木口端縁と平行な方向及び直交する方向に適宜間隔をおいて、多数形成する。また両木口端縁から各々内側の所定距離の箇所を除いて生単板に、厚さ方向に圧縮塑性変形された箇所を、前記木口端縁と平行な方向及び直交する方向に適宜間隔をおいて、多数形成しても良い。また両木口端縁から各々内側の所定距離の箇所を除いて生単板に、厚さ方向に貫通し単板の木口端縁と交差する方向に任意長さで連続する割れが、前記木口端縁と平行な方向及び直交する方向に適宜間隔をおいて多数形成し、更には前記所定距離の箇所を除いて、前記木口端縁と直交する方向で隣り合う前記割れの間には、厚さ方向に圧縮塑性変形された箇所を形成しても良い。
【0005】
加工装置としては、軸中心線を平行として配置された一対のロールにおいて、一方のロールの周面には単板を繊維方向と直交する方向に広げる突起部及び単板を圧縮塑性変形させる突起部を多数を設け、他方のロールは、繊維方向と直交する方向に一対のロールの間を搬送される単板の該繊維方向の中央部が通過する部分が、最大直径となるように太鼓状に形成する。また軸中心線を平行として配置された一対のロールにおいて、一方のロールの周面には単板を繊維方向と直交する方向に広げ且つ単板を圧縮塑性変形させる突起部を多数を設け、他方のロールは、繊維方向と直交する方向に一対のロールの間を搬送される単板の該繊維方向の中央部が通過する部分が、最大直径となるように太鼓状に形成しても良い。
更には軸中心線を平行として配置された一対のロールにおいて、一方のロールの周面には単板を繊維方向と直交する方向に広げる鋭利な先端と単板を圧縮塑性変形させる幅広の面とを有する突起部を多数を設け、他方のロールは、繊維方向と直交する方向に一対のロールの間を搬送される単板の該繊維方向の中央部が通過する部分が、最大直径となるように太鼓状に形成されていても良い。
【0006】
【発明の実施の形態】
次に本発明の実施の形態を、実施例により説明する。
図1に示すように、一対のロール1及び3を軸中心線を平行で相対して配置する。
ロール1は、モータ(図示せず)により回転駆動される円柱状の基部5と、基部5に軸中心線方向に並べて装着される3種類のリング状部材7、9及び11とから成っている。
各リング状部材7、9及び11は軸中心線方向の幅が35mm、外径が250mmで内径が基部5の外径と等しく、リング状部材7は基部5の軸中心線方向の両端のみに配置され、また両リング状部材7の間にリング状部材9及び11が軸中心線方向で交互に配置されている。これらリング状部材7、9及び11は、公知のキー溝及びキー(図示せず)により基部5から動力が伝達され、回転駆動される。
リング状部材7の周面7aには、突起部が形成されておらず平坦となっている。
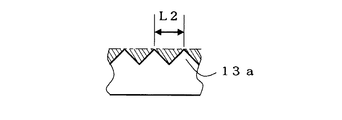
ロール1の半径方向で周面7aと同一位置にあるリング状部材9の周面9aには、円Aで囲んだ部分の拡大説明図である図2に示すように、また図2の一点鎖線E−Eより矢印の方向を見た断面説明図は図3示すように、図2の一点鎖線F−Fより矢印の方向を見た断面説明図は図4に示すように、図2で一点鎖線G−Gより矢印の方向を見た図は図5に示すように、先端に鋸歯状の突起13aを有する突起部13が設けられている。
【0007】
この様な突起部13は、最初に、リング状部材9の外周に、ロール1の軸中心線と平行に連続し一点鎖線E−Eと平行な如何なる断面においても形状が図3に示すようになる突起を形成し、次いでリング状部材9をロール1に装着された場合の回転方向に回転させ、バイト(図示せず)により図5における該突起の斜線部分を削り取ることで形成するのである。
ここでθ1は50度とし、鋸歯13の周面からの高さL1は2mm、軸中心線方向の間隔L2は1mmとなっており、この様な突起部13がリング状部材9に、ロール1の回転方向に7mmの間隔で設けられている。
【0008】
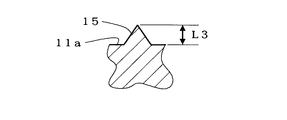
また同じくロール1の半径方向で周面7aと同一位置にあるリング状部材11の周面11aには、円Bで囲んだ部分の拡大説明図は図6に示すように、また図6の一点鎖線H−Hより矢印の方向を見た断面説明図は図7示すように、図6の一点鎖線J−Jより矢印の方向を見た断面説明図は図8に示すように、図6で一点鎖線K−Kより矢印の方向を見た図は図9に示すように、突起部15が設けられている。
この様な突起部15は、最初に、リング状部材11の外周に、ロール1の軸中心線と平行に連続し一点鎖線H−Hと平行な如何なる断面においても形状が図7に示すようになる突起を形成し、次いでリング状部材11をロール1に装着された場合の回転方向に回転させ、バイト(図示せず)により図9における斜線部分を削り取ることで形成するのである。
ここでθ2は80度とし、突起部15の周面からの高さL3は1mm、軸中心線方向の間隔L4は1mmとなっており、この様な突起部15がロール1の回転方向に3mmの間隔で設けられている。
【0009】
一方、ロール3は従動回転自在に支持され、直径は同様に300mmで周面に厚さ30mmのウレタンゴム17が全体に接着固定されている。このロール3のウレタンゴム17の周面と、ロール1の周面7a、9a及び11aとの間隔が約1mmとなるように配置されている。その結果、突起部13の突起13aは、ロール3のウレタンゴム17に1mmほど食い込むことになる。
【0010】
以上のように構成された装置において、ロール1を駆動回転させると、前記の様に突起13aがウレタンゴム17に食い込むような位置で設けられているので、ロール1の回転がロール3にも伝達され、ロール3も回転する。
この状態で、例えば厚さが3mmで、繊維方向の長さが、ロール1の一方のリング状部材7の外側端縁から10mm程度内側の位置から他方のリング状部材7の外側端縁から10mm程度内側の位置に至るまでの長さの生単板Tを、両ロール1、3の間に軸中心線方向の中央へ、搬送方向が繊維方向と直交する方向(以下、直交方向という)で裏割れ側を上面として挿入する。
【0011】
そこで生単板Tにおいて、ロール1の軸中心線方向の両端部に設けたリング状部材7の箇所を通過する部分では、圧縮されるだけで割れは形成されない。
また同じくリング状部材11の箇所を通過する部分では、突起部13は図3に示すように先端に向かって鋭角となっていることに加え、突起13aが設けられており、また前記のように突起13aがウレタンゴム17に食い込むような位置に設けられているので、圧接される突起部13の先端は生単板Tの裏側へ突き抜ける。この突起部13が生単板Tを突き抜けた状態では、突起部13により生単板Tは部分的に直交方向に伸ばされることになる。
【0012】
一方生単板Tにおいて、同じくリング状部材7に隣り合う位置にあるリング状部材9の箇所を通過する部分では、突起部15はその先端が図6に示すような角錐状となっており且つ図8で示したように周面11aからの高さが1mmであるため、突起部13の様にロール3のウレタンゴム17に食い込むこともなく、生単板Tを圧縮する。そのため該リング状部材9の箇所を通過する部分では、直交方向に伸ばされながら塑性変形され、生単板Tの加工後の表面の部分拡大説明図である図10に示す様に、繊維方向に連続する塑性変形された箇所19が形成されて前記伸ばされた状態が保たれる。
この塑性変形された箇所19は、前述のリング状部材9の突起部13が挿入され生単板Tが直交方向に伸ばされることと同時に形成される。
それ故、ロール1、3の回転により生単板Tから突起部13及び突起部15が離れた後、前記突起部13が圧接されて直交方向に伸ばされていた箇所は、突起部13が圧接される前の状態に復帰することが、繊維方向で隣り合って形成される該塑性変形された箇所19により殆ど阻止される。そのため突起部13が圧接された箇所は、生単板Tに図10に示す様に直交方向に広げられた割れ21として残る。
【0013】
このようにロール1、3の間を通過した生単板Tの直交方向の長さは、リング状部材7で圧接された箇所(以下、非伸延箇所という)では通過前と比べ殆ど変化無いが、リング状部材9及び11が圧接された箇所(以下、伸延箇所という)では通過前と比べ長くなっている。
しかし該長くなった伸延箇所は、非伸延箇所により自由に伸びることを制限されるため、生単板Tは全体としてはこれら長さの違いにより、図11に示すように中央が例えば上向きに凸となる中高の形状になる。
このような形状となった生単板Tを乾燥しても中高の形状は大きく変わることはなく、乾燥された単板Tを中板として両面に接着剤を塗布し、表裏面に表板及び裏板を重ね合わせ、ホットプレスで加熱圧接し例えば3プライの合板を製造する。
すると表板及び裏板の間で単板Tは、ホットプレスでの圧接により前記中高の形状が平坦な状態に即ち伸延箇所が平坦に矯正されることになるが、この伸延箇所が平坦になることで図12に示す様に単板Tの非伸延箇所は矢印の方向即ち直交する方向に引張力を受けることになる。
そこで、単板Tの木口側端部に図18に示すような重なりあった箇所101dがあっても、該矢印の方向に作用する引張力により、重なり合っていた部分101b及び101cがずれて図13に示す様に重なり合う部分が殆ど無くなるのである。
その結果、前記従来技術で述べた様な、重なりあった箇所が表板を通じて筋状の欠点とし現れ、商品価値を低下させることが少なくなるのである。
【0014】
前記発明の実施例で、装置としては以下の様に変更しても良い。
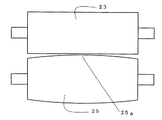
図14に示す様に、ロール23はロール1と同様に構成し、ロール23に相対して配置するロール25はロール3と同様に従動回転自在に支持され、周面に厚さ30mmのウレタンゴム17が接着固定されているが、次の構成が異なる。
即ち、周面に接着固定されているウレタンゴムを切削加工し、図14で左右方向の中央25aに向かうにつれて直径が大となる太鼓状とする。
これら寸法は、図14では分かり易くするため実際の寸法より割合を変えて示したが、例えば、ロール25前記左右方向の長さが2500mmの場合、中央部25aの直径を300mmとし両端の直径を中央部より0.6mm小さくなる様にする。またロール23とロール25の中央部における図14における上下方向の間隔は、1mmとなるように配置する。
この様な構成で、回転駆動されるロール23とロール25との間に生単板を直交方向に挿入すると、前記実施例で示した作用が、生単板の図14の左右方向の中央部及びその周辺で生じて直交方向に伸ばされる。
一方、生単板の繊維方向の両端部に向かうにつれて、ロール23とロール25との間隔が中央部に比べて広くなるため、突起部13及び突起部15が生単板を圧接又は圧縮する量が小さくなり、直交方向に伸ばされる量が少なくなる。
その結果、ロール23とロール25との間を通過した生単板は、図11に示した場合と同様に、中央が例えば上向きの中高の形状になり、同様に合板を製造した場合でも、単板の木口側端部で重なり合うことが少なくなるのである。
この場合、ロール1と同様に構成するロール23において、両端部に設けたリング状部材7を省略しても同様の作用が得られる。
【0015】
更に本発明の実施例での装置は、以下の様に変更しても良い。
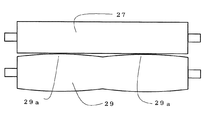
1、ベニヤレースで長尺例えば繊維方向の長さが6尺用として1880mmの長さで生単板を切削し、該状態で乾燥した後、中央で分割し同方向長さが940mmとして各々3尺用の単板とする場合は、以下の様に構成しても良い。
図15に示す様に、ロール1と同様にリング状部材9及び11を軸中心線方向に交互に備え且つリング状部材7は用いないで構成され、軸中心線方向の長さが2100mmのロール27に対し、同様の長さで周面にウレタンゴムが接着固定されているロール29を、左右両端から各々580mm程の箇所29aが、図14で示した場合と同様に最大直径となる用に太鼓状に形成するのである。例えばロール29で、最大直径となる部分29aの直径を300mmとし、軸中心線方向の両端及び中央部の直径を0.6mm小さくなる様にする。
この様に構成して回転駆動されるロール27とロール29との間に軸中心線方向の中央へ、繊維方向の長さが1880mmの生単板を直交方向に挿入すると、生単板の、最大直径の部分29a及びその周辺を通過する箇所が他の箇所に比べて同様に直交方向に大きく伸ばされる。即ち、生単板で最大直径の部分29aを通過する箇所は生単板の繊維方向の中央から両側に各々470mm離れた箇所であり、この生単板を乾燥後、維方向の中央で切断分割して該方向の長さが940mmの2枚の単板とすると、各単板の繊維方向の中央及びその周辺が大きく伸ばされ、該方向の端部付近が殆ど伸ばされていないことになる。
それ故、これら単板を更に直交方向で所定長さに切断すると図11と同様に中高状態となり、前記と同様に合板を製造した場合でも、単板の木口側端部で重なり合う部分が無くなるのである。
【0016】
2、生単板に圧縮塑性変形した箇所を形成する部材としては、図6乃至9で示した突起部15に代えて、生単板の繊維方向の所定長さ例えば30mm程度で連続し押圧部が平坦な突起体としても良い。
3、前記実施例では、生単板を直交方向に広げるための突起部と生単板を塑性変形させるための突起部とを各々設けたが、1個の突起部で前記2つの機能を備えるように、図16及び図16の部分拡大図である図17に示すように構成しても良い。
即ちロール31は、例えば軸中心線方向の長さが130mm、直径30mmであり、周面に多数の切込刃33が形成されている。各切込刃33は図17に示すようにロール31の軸中心線方向と平行で長さ2mmの刃先部33aを有し、刃先部33aの両端には幅広の箇所として、軸中心線方向の長さ1mmの加圧用の段部33bが切欠き形成されている。また切込刃33のロール31の周面から半径方向の高さは3.5mm、刃先部33aと直交する方向での断面形状が頂角35度の二等辺三角形であり、段部33bは該半径方向で同じく周面から1.8mmの位置に形成されている。
以上のようなロール31の両端の軸35を軸受(図示せず)により回動自在に支持し、図1で示したロール1に代えて、同じく直交方向に挿入される生単板の繊維方向の両端の例えば30mm程度残して内側の部分に圧接できるように、軸中心線方向に多数並べて配置する。
上記のような切込刃33が生単板に圧接されると、刃先部33aは生単板に切込を形成し直交方向に広げると同時に、段部33bは形成された切込に隣接する箇所を塑性変形させる。
そのためロール31とロール17の回転により切込刃33が生単板から離れても、前記直交方向に広げられた状態が殆ど復帰せず残り、前記実施例と同様の効果が得られる。
【0017】
4、1個の突起部で生単板を直交方向に広げる作用と塑性変形させる作用とを有するための形状としては、以下のようの構成しても良い。
図18は突起部を備えたロール37の正面説明図、図19は図18の円S内の部分拡大説明図、図20は図19の一点鎖線C−Cより矢印の方向を見た断面説明図、図21は図19の一点鎖線D−Dより矢印の方向を見た一部断面説明図、図22は図19の一点鎖線E−Eより矢印の方向を見た説明図である。
ロール37は、次のように構成されている。基部39はモータ(図示せず)により回転駆動させられる鋼製の円柱状の部材であり、その周囲には、軸中心線方向の幅が38mm、内径が基部39の外径とほぼ等しくまた外径(後述する突起部45の先端45aが描く仮想円の直径)が198mmである同じく鋼製の多数のリング状部材41a、41b、41c・・がキー(図示せず)により装着固定されてなる。各リング状部材41a、41b、41c・・の周面43には、図19乃至図22に示す用に、先端に切欠部45bを有する突起部45が設けられている。
【0018】
即ち各リング状部材41a、41bの場合で示すと、周面43には半径方向に突出し軸中心線方向に連なり、軸中心線方向と直交する方向の断面形状が、頂角即ち図20でθ3が40度であって、周面43からの半径方向の高さ即ち図20及び図21でL5=3.5mmとなる突起部45を、回転方向の間隔即ち図19でL7=7mmとして多数列形成してある。また突起部45の先端部には、図22に示す様にバイトにより先端45aから半径方向にL6a=0.8mmの深さでθ4=80度となり底部45cを有する切欠部45bを、軸中心線方向の間隔即ちL6=1.3mmで多数形成することで、幅広の面として先端45aから底部45cまでの間の傾斜した面が設けられる。
上記のように突起部45を形成したリング状部材41a、41b、41c・・で隣り合う同士は、例えばリング状部材41a、41bの場合で説明すると、図19に示すように突起部45のロール37の軸中心線方向での間隔L8が3mmとなるように設けられている。
一方回転方向では、リング状部材41aの突起部45がリング状部材41bの突起部45より間隔L9が1.5mmとなるようにずれた状態で基部39に設けられている。
またリング状部材41b、41cでは、L8に相当する互いの突起部45の軸中心線方向の間隔が3mmとなることは同様であるが、L9に相当する回転方向の間隔がリング状部材41bの突起部45に対し、リング状部材41cの突起部45が回転方向と逆の方向に1.5mmずれた状態で基部39に設けられている。
以下リング状部材41dは回転方向に同じ量と、リング状部材毎に回転方向又は回転方向と逆の方向に交互に1.5mmずれて設けられている。
【0019】
このような突起部45を備えたロール37に対し、図14で示したロール25を相対して配置し、ロール25の最大直径の箇所25aで、ロール25の周囲に設けてあるウレタンゴムに1mm食い込むように配置する。
以上の様に構成した両ロール37及び25間へ例えば厚さ3mmの生単板を直交する方向へ挿入する。
そこで生単板で最大直径の箇所25aの箇所及びその近くを通過する部分では、突起部45が圧接されると、突起部45の先端45aが生単板に食い込むことにより生単板を直交する方向へ広げ、また突起部45の底部45cにより生単板を圧縮塑性変形させることで、該広がった状態が殆ど復帰しない。
一方、生単板で最大直径の箇所25aから離れる程、生単板に対する前記突起部45の作用が小さくなるため、通過後の生単板は、同じく図11に示す様になる。
5、繊維方向の中央部が同方向の両木口端縁側に比べて直交する方向により大きく引き伸ばすためのテンダーライジング加工としては、前記の様に厚さ方向への塑性変形の他に、直交方向ヘ少なくとも塑性変形するまで引張力を加えるものであっても良い。
6、生単板の繊維方向の中央部が同方向の両木口端縁側に比べて繊維方向と直交する方向により大きく引き伸ばすテンダーライジング加工は、該中央部が該方向に大きく引き伸ばされれば、両木口端縁側に行っても良い。
【0020】
【発明の効果】
以上の様に本発明によれば、単板が部分的に重なり合うことで、得られた合板等の商品に表板を通じて筋状の欠点とし現れ商品価値を低下させることが殆ど無い。
【図面の簡単な説明】
【図1】発明の実施例の部分正面説明図である。
【図2】図1の円Aで囲んだ部分の拡大説明図である。
【図3】図2の一点鎖線E−Eより矢印の方向を見た断面説明図である。
【図4】図2の一点鎖線F−Fより矢印の方向を見た断面説明図である。
【図5】図2で一点鎖線G−Gより矢印の方向を見た説明図である。
【図6】図1の円Bで囲んだ部分の拡大説明図である。
【図7】図6の一点鎖線H−Hより矢印の方向を見た断面説明図である。
【図8】図6の一点鎖線J−Jより矢印の方向を見た断面説明図である。
【図9】図6で一点鎖線K−Kより矢印の方向を見た説明図である。
【図10】生単板Tの表面の部分拡大説明図である。
【図11】生単板Tの全体の斜視図である。
【図12】単板Tの全体の斜視図である。
【図13】単板Tの部分拡大説明図である。
【図14】発明の実施例の変更例の説明図である。
【図15】発明の実施例の変更例の説明図である。
【図16】発明の実施例の変更例の正面説明図である。
【図17】図16の部分拡大説明図である。
【図18】発明の実施例の変更例の正面説明図である。
【図19】図18の円S内の部分拡大説明図である。
【図20】図19の一点鎖線C−Cより矢印の方向を見た断面説明図である。
【図21】図19の一点鎖線D−Dより矢印の方向を見た一部断面説明図である。
【図22】図19の一点鎖線E−Eより矢印の方向を見た説明図である。
【図23】従来技術の単板の拡大説明図である。
【符号の説明】
1・・ロール
3・・ロール
7・・リング状部材
9・・リング状部材
11・リング状部材
13・・突起部
15・・突起部
17・ウレタンゴム
Claims (10)
- テンダーライジング加工により、繊維方向の中央部が同方向の両木口端縁側に比べて繊維方向と直交する方向により大きく引き伸ばされていて表裏一方側に中高状態とした未乾燥ベニヤ単板。
- 厚さ方向に貫通しベニヤ単板の木口端縁と交差する方向に任意長さで連続する塑性変形された割れが、両木口端縁から各々内側の所定距離の箇所を除いて、前記木口端縁と平行な方向及び直交する方向に適宜間隔をおいて多数形成されていて表裏一方側に中高状態とした未乾燥ベニヤ単板。
- 厚さ方向に圧縮塑性変形された箇所が、ベニヤ単板の両木口端縁から各々内側の所定距離の箇所を除いて、多数形成されていて表裏一方側に中高状態とした未乾燥ベニヤ単板。
- 厚さ方向に貫通しベニヤ単板の木口端縁と交差する方向に任意長さで連続する割れが、両木口端縁から各々内側の所定距離の箇所を除いて、前記木口端縁と平行な方向及び直交する方向に適宜間隔をおいて多数形成されており、更には前記所定距離の箇所を除いて、前記木口端縁と直交する方向で隣り合う前記割れの間には、厚さ方向に圧縮塑性変形された箇所が形成されていて表裏一方側に中高状態とした未乾燥ベニヤ単板。
- 両木口端縁から各々内側の所定距離の箇所を除いて未乾燥ベニヤ単板に、厚さ方向に貫通しベニヤ単板の木口端縁と交差する方向に任意長さで連続する塑性変形された割れを、前記木口端縁と平行な方向及び直交する方向に適宜間隔をおいて、多数形成する未乾燥ベニヤ単板の加工方法。
- 両木口端縁から各々内側の所定距離の箇所を除いて未乾燥ベニヤ単板に、厚さ方向に圧縮塑性変形された箇所を、前記木口端縁と平行な方向及び直交する方向に適宜間隔をおいて、多数形成する未乾燥ベニヤ単板の加工方法。
- 両木口端縁から各々内側の所定距離の箇所を除いて未乾燥ベニヤ単板に、厚さ方向に貫通しベニヤ単板の木口端縁と交差する方向に任意長さで連続する割れが、前記木口端縁と平行な方向及び直交する方向に適宜間隔をおいて多数形成し、更には前記所定距離の箇所を除いて、前記木口端縁と直交する方向で隣り合う前記割れの間には、厚さ方向に圧縮塑性変形された箇所を形成する未乾燥ベニヤ単板の加工方法。
- 軸中心線を平行として配置された一対のロールにおいて、一方のロールの周面にはベニヤ単板を繊維方向と直交する方向に広げる突起部及びベニヤ単板を圧縮塑性変形させる突起部を多数を設け、他方のロールは、繊維方向と直交する方向に一対のロールの間を搬送されるベニヤ単板の該繊維方向の中央部が通過する部分が、最大直径となるように太鼓状に形成されている未乾燥ベニヤ単板の加工装置。
- 軸中心線を平行として配置された一対のロールにおいて、一方のロールの周面にはベニヤ単板を繊維方向と直交する方向に広げ且つベニヤ単板を圧縮塑性変形させる突起部を多数を設け、他方のロールは、繊維方向と直交する方向に一対のロールの間を搬送されるベニヤ単板の該繊維方向の中央部が通過する部分が、最大直径となるように太鼓状に形成されている未乾燥ベニヤ単板の加工装置。
- 軸中心線を平行として配置された一対のロールにおいて、一方のロールの周面にはベニヤ単板を繊維方向と直交する方向に広げる鋭利な先端とベニヤ単板を圧縮塑性変形させる幅広の面とを有する突起部を多数を設け、他方のロールは、繊維方向と直交する方向に一対のロールの間を搬送されるベニヤ単板の該繊維方向の中央部が通過する部分が、最大直径となるように太鼓状に形成されている未乾燥ベニヤ単板の加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000239330A JP4332210B2 (ja) | 1999-08-16 | 2000-08-08 | 未乾燥ベニヤ単板並びに未乾燥ベニヤ単板の加工方法及び装置 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP23001799 | 1999-08-16 | ||
| JP11-230017 | 1999-08-16 | ||
| JP2000239330A JP4332210B2 (ja) | 1999-08-16 | 2000-08-08 | 未乾燥ベニヤ単板並びに未乾燥ベニヤ単板の加工方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001121506A JP2001121506A (ja) | 2001-05-08 |
| JP4332210B2 true JP4332210B2 (ja) | 2009-09-16 |
Family
ID=26529104
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000239330A Expired - Fee Related JP4332210B2 (ja) | 1999-08-16 | 2000-08-08 | 未乾燥ベニヤ単板並びに未乾燥ベニヤ単板の加工方法及び装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4332210B2 (ja) |
-
2000
- 2000-08-08 JP JP2000239330A patent/JP4332210B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001121506A (ja) | 2001-05-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6155319A (en) | Unit for joining paper sheets together in corrugated board manufacturing equipment | |
| US4691629A (en) | Apparatus for dehydrating crude veneer | |
| US11590674B2 (en) | Method and installations for processing a veneer and corresponding veneer | |
| US11383403B2 (en) | Method of making a laminated wood product | |
| JPH07186106A (ja) | 針葉樹ベニヤ単板の脱水装置 | |
| JP4332210B2 (ja) | 未乾燥ベニヤ単板並びに未乾燥ベニヤ単板の加工方法及び装置 | |
| US4796680A (en) | Apparatus for tenderizing veneer sheets | |
| US20140018225A1 (en) | Creasing device and corresponding method | |
| US4850404A (en) | Veneer tenderizing device | |
| JPH06182712A (ja) | 展開竹平板の製造方法及びその製造装置 | |
| JP3998946B2 (ja) | ベニヤ単板のテンダーライジング加工装置 | |
| JP2013240899A (ja) | 針葉樹原木から旋削されたベニヤ単板の脱水装置 | |
| JP2756943B2 (ja) | 歪の少ない合板 | |
| JPS6028564Y2 (ja) | ベニヤ単板のカ−ル矯正機 | |
| JP6818206B1 (ja) | 曲げを付与した板材からなる湾曲板材の製造方法 | |
| US10625483B2 (en) | Creasing device and corresponding method | |
| JPS605460B2 (ja) | ゴム引きコ−ドの裁断・接合方法およびコ−ド裁断機におけるゴム引きコ−ドの供給装置 | |
| KR100330803B1 (ko) | 판형체 분할 장치 | |
| JPS60501050A (ja) | 主として積み荷パレット構造に使用するためのスペ−サまたはブロックの製造方法及びその装置 | |
| JPS63128903A (ja) | 積層木材の製造方法 | |
| JPH0345763Y2 (ja) | ||
| JP7097955B2 (ja) | 溝付けされた金属の帯状材料を網状のシート構造をなすように伸展およびフォーマット化する方法、ならびに方法を実行するための装置。 | |
| KR20080108814A (ko) | 대나무 가공 장치 | |
| US2630149A (en) | Apparatus for the manufacture of compressed wooden dowels | |
| JPH047881B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070725 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090522 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090602 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090620 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120626 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130626 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |