JP4331982B2 - 鋼帯の冷却装置 - Google Patents
鋼帯の冷却装置 Download PDFInfo
- Publication number
- JP4331982B2 JP4331982B2 JP2003172695A JP2003172695A JP4331982B2 JP 4331982 B2 JP4331982 B2 JP 4331982B2 JP 2003172695 A JP2003172695 A JP 2003172695A JP 2003172695 A JP2003172695 A JP 2003172695A JP 4331982 B2 JP4331982 B2 JP 4331982B2
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- cooling
- steel strip
- cooling device
- gas
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/573—Continuous furnaces for strip or wire with cooling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/56—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering characterised by the quenching agents
- C21D1/613—Gases; Liquefied or solidified normally gaseous material
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/667—Quenching devices for spray quenching
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Coating With Molten Metal (AREA)
- Details Or Accessories Of Spraying Plant Or Apparatus (AREA)
- Nozzles (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
Description
【発明の属する技術分野】
本発明は、例えば、鋼帯の連続焼鈍設備、連続式溶融亜鉛めっき設備、カラーコーティングラインおよびステンレス酸洗焼鈍ライン等において、連続して走行する鋼帯を冷却する装置に関するものである。
【0002】
【従来の技術】
連続焼鈍炉設備は良く知られているように、鋼帯を連続的に加熱・均熱および冷却し、必要により過時効処理する工程を備えている。ところで、鋼帯の特性を所望のものにするためには、加熱温度や均熱時間のほかに、その鋼帯を均一急速冷却することが重要である。鋼帯の冷却方法として、現状各種の冷却媒体が採用されており、この冷媒の選択によって鋼帯の冷却速度も異なってくる。
【0003】
このうち、水を冷媒として用いる場合、かなり高い冷却速度が得られ超急冷域までの冷却が司能であるが、焼き入れ歪によってクーリングバックルといわれる鋼帯の形状変化が発生することが最大の難点である。また、水との接触により鋼帯の表面に酸化膜が生じ、これを除去するための設備が別に必要となり、経済的に有利な設備とはいえない。
【0004】
この問題を解決するため、ロールの内部に水またはその他の冷却媒体を通し、この冷却されたロール表面に鋼帯を接触させて冷却するロール冷却方法がある。この方法は次のような問題がある。すなわち、連続焼鈍炉を通過する鋼帯はすべて平坦度を保っているとは限らない。従って、冷却ロールに接する際に、局部的に非接触となる場合があり、この非接触により鋼帯の幅方向の冷却が不均一となり、鋼帯の形状が変形する原因となる。そのため、冷却ロールヘの接触前に鋼帯の平坦化を行う手段が必要となり、これが設備費をアップさせていた。
【0005】
別の冷却手段としてガスを冷媒とする冷却方法が実用化され、多くの実績を上げている。この方法は、前記した水冷却やロール冷却に比べて冷却速度が遅いが、比較的鋼帯の幅方向の均一な冷却が可能である。このガス冷却の最大の難点である、冷却速度を上げるため、ガスを噴射するノズルの先端を鋼帯に極力近づけて熱伝達率を上げて冷却速度を上げるものや、冷却媒体として水素ガスの濃度を上げて熱伝達率を上げたものを採用したものが開示されている。
【0006】
噴射するノズルの先端を鋼帯に近接させて熱伝達率を上げるものとして、特許文献1がある。この技術は、ノズルの先端と鋼帯との距離を小さくして効率よい冷却を可能にしたものである。具体的には、冷却ガス室に設けられた冷却ガス室表面から突出する突出ノズルの長さを100mm−Z以上とし、突出ノズルから噴射されたガスが鋼帯に当たって背部に逃げる部分が設けられている。これにより、噴射されたガスが鋼帯表面に滞留することを減少し、鋼帯の幅方向における冷却均一性を向上させることが開示されている。なお、Zは突出ノズル先端と鋼帯との距離を示す。
【0007】
【特許文献1】
特公平2−16375号公報
【0008】
また、ノズルの突出高さを50mm−Zから200mm−Zまで種々変えて熱伝達係数の最適点を導き出す実験を行っている。そして、連続焼鈍炉の冷却帯に用いられる冷却装置として、この実験から効率的冷却能力を持つ冷却装置を提案している。この冷却装置により、通常100kcal/m2 h℃であった熱伝達係数が400kca1/m2 h℃まで上げることが出来るようになった。
【0009】
しかし、さらなる冷却速度の向上が望まれるようになり、通常の冷却媒体としてN2 :95%程度+H2 :5%程度の雰囲気ガスを循環させる既存の冷却装置では限界があった。
この問題を解決するため、冷却媒体として水素ガスを使用することが考えられた。水素ガスを採用することにより冷却能力が向上することは、古くから知られていたが、水素ガスの危険性から実機への適用はされていなかった。
【0010】
この水素ガス濃度を上げて急速冷却する技術が特許文献2に開示されている。この技術は急速冷却帯において、冷却ガスの水素濃度を30%〜60%、その吹き付け速度を100m/秒〜150m/秒として鋼帯に吹き付ける冷却速度である。このように、水素ガスを採用するための具体的技術が開発され、実機化されようとしている。
【0011】
【特許文献2】
特開平9−235626号公報
【0012】
【発明が解決しようとする課題】
通常、N2 ガス主体の雰囲気ガスによる冷却からH2 濃度を上げて、かつ、ノズルからの吐出流速を100m/秒〜150m/秒必要なため、鋼帯に吹き付けられるガスの量も多量のガスが必要となる。また、100m/秒〜150m/秒をノズルから噴出させるための圧力も必要となる。一般にこれらの冷却装置は、鋼帯の吹きつけた冷却媒体をダクトを介して循環させ、再度吹き付ける循環式冷却装置を採用している。この循環式冷却装置では、鋼帯に吹き付けた冷却媒体が炉内に排出され、炉体に設けた吸い込みダクトとから循環ブロワによって吸引される。循環ブロワの前には、鋼帯に吹き付けて温度上昇した冷却媒体を吹き付け温度に冷却する熱交換機が設置されており、これらの装置により循環を行いながら鋼帯を冷却するようになっている。
【0013】
これら循環装置での必要圧力はノズルからの噴出する際に必要な圧力が一番高く、このノズル部の圧損を極力低くすることが望まれていた。
【0014】
【課題を解決するための手段】
上記課題を解決するため、本発明の要旨は以下の構成からなる。
(1)冷却箱の表面に、ノズルの先端から鋼帯面までの距離を50〜100mmに保持する複数のノズルを突出させ、このノズルから冷媒を噴出させて走行する鋼帯を冷却する鋼帯の冷却装置において、前記ノズルの全長を200mmとし、ノズル基部内径Dとノズル先端内径dを1.5≦D/d≦3.0となる円錐形状のノズルを配設したことを特徴とする鋼帯の冷却装置。
【0016】
(2)前記冷却箱に設けるノズル取付け用孔径は、[ノズル全長L−10mm(ノズル基部から先端側に10mmの位置)±3mm]の範囲のところを孔径とし、前記孔径に前記ノズルの基部を拡管接合により固定してなることを特徴とする前記(1)に記載の鋼帯の冷却装置。
【0018】
(3)冷媒として、N2 およびH2 その他の不活性ガスからなる混合ガスとし、H2 濃度を5〜60%、残りをNまたはその他の不活性ガスとしたことを特徴とする前記(1)に記載の鋼帯の冷却装置。
【0019】
【発明の実施の態様】
以下に本発明を図に示す実施例に基づいて詳細に説明する。
図1は本発明を適用した連続焼鈍設備の冷却装置の側部断面図、図2は図1のA−A矢視図、図3は本発明のノズルの詳細図、図4は本発明のノズルの取り付け要領を示す図、図5はノズルの抵抗係数を示すグラフ、図6は連続式塗装ラインに本発明の冷却装置を適用した概略図、図7、図8は連続溶融亜鉛めっき設備のめっき後を鋼帯を冷却する冷却装置に本発明例を適用した概略図である。
【0020】
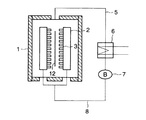
図1において、鋼帯12を搬送する上下ロール9,11間に設置され、このロール間に、ガスを噴出する冷却装置2の一対を鋼帯12の面に対向して設け、この冷却装置2を鋼帯12の流れに沿って複数段配置している。そしてこの冷却装置2の上下間には鋼帯のバタツキを防止する押さえロール10を鋼帯12を挟持するように配置している。
【0021】
図2は、図1のA−A矢視図であり、冷却装置2により鋼帯12に吹き付けられたガスは循環系を介して冷却ガスとして再利用される。すなわち、吹き付けられたガスは、炉体1に設けられたガス吸い込み口から吸い込まれ、吸引側ダクト5、熱交換機6、循環ブロワ7および吐出側ダクト8を介し、さらに、炉体内の冷却箱3に連結された循環系により、冷却箱3の鋼帯12面側に設けられたノズルから鋼帯12に向けて再び噴出される。このように、鋼帯12に吹き付けられた炉内のガスを循環して使用する。
【0022】
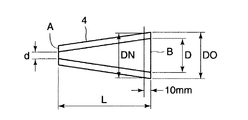
冷却装置2は、冷却箱3とこの冷却箱3の鋼帯12面側に設けた突出ノズル4からなっている。この突出ノズル4は基部B側ノズル内径Dと先端A側ノズル内径dの比(D/d)が1.5〜3.0となるようなノズルを選定し、配置している。また、先端ノズルの開口面積が冷却箱表面積の2〜4%となるように配置している。
【0023】
図3には、本発明のノズル形状を示し、Dはノズル基部B側の内径(ここで、ノズル基部B側とは冷却箱3に取付け側をいう)、D0 はノズル基部B側の外径で、dはノズル先端A側の内径、Lはノズルの全長、DNはノズル基部Bを起点として、(ノズル全長L)−(10mm±3mm)の範囲、言い換えると、ノズル基部B側より先端B側10mm±3mmの範囲におけるノズルの外径を指している。ノズル4は円錐形状となるため、SUS(ステンレス鋼)のプレートを板巻きして製作した。ノズルは板巻きのほか、引き抜き鋼管や削り出し、また、鋳造で製作することも可能である。ノズル全長Lは200mmとしてD/dが種々のものを製作して実験を行った。
【0024】
図4には、本発明のノズルを冷却箱3に取り付けるときの状況を示し、冷却箱3の鋼帯12方向の面にDN径の孔を設ける。孔の数は開口面積が冷却箱表面積の2〜4%なるように設けている。DN径は、図3に示すノズル基部Bから先端部A側へ10mm±3mmの範囲におけるノズル径とした。
【0025】
詳述すると、まず、冷却箱3の表面にDN径の孔を開ける。この孔に基部Bの外径D0 ノズルを差込み、ポンチ(図示せず)にて図4に示すように冷却箱3に打ち込む。ノズル4を打ち込む際、図4のようにノズルの基部Bが冷却箱の内面に突出しないように打ち込む。図4ではノズル基部Bが冷却箱3にその面内よりa:10mmを残して装入されるように打ち込んでいる。そして、打ち込まれたノズル4の基部B側より拡管器により基部側ノズル内径Dを拡管し、冷却箱3に設けた孔DN径に圧着する。拡管機により圧着することで、従来、溶接で取り付けていた場合よりもノズル4の取り付け精度は向上する。
なお、DN径の位置を上記のように限定したのは、上限以上(10mm+3mmを超える)とすると、冷却箱への挿入が困難となり、また下限より少ないと密着性が劣ることになる。
図4ではノズルの抵抗係数を減じるために冷却箱3の内表面からノズルの基部側の先端を埋設したが、抵抗係数を減じるものであれば、冷却箱3の内表面に合わせることも可能である。
【0026】
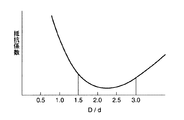
このように、製作したノズルを実験装置により圧力損失を求め、それぞれの抵抗係数を算出した。その結果を図5に示す。D/d=1.0、すなわち、従来のストレートノズルに比べD/d=1.5〜3.0のときが抵抗係数が小さく、2.0近傍が最も小さいことが判明した。このように、従来のストレートノズルに比ベノズルの抵抗係数が30%程度小さくなる。
【0027】
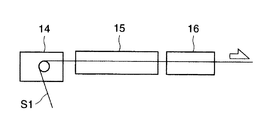
図6に連続式塗装ラインの塗装および乾燥・焼付け炉の配置を示す。鋼帯S1は、コーター設備14にて表面に塗装をコーティングされ、乾燥・焼付け炉15において所定の温度パターンに沿って乾燥・焼付けされる。引き続いて冷却装置16で常温近くまで冷却される。従来、この冷却装置16は前段を空冷、後段を水冷することによって、冷却前段での塗料表面品質確保と後段での急速冷却を実現していた。冷却設備16に本発明によるノズルを用いた冷却設備とすることで、水冷を用いることなく冷却効率のよい設備構成とすることができる。
【0028】
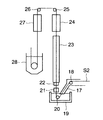
図7は、連続式溶融亜鉛めっき設備のメッキ合金化処理後の冷却設備に本発明によるノズルを用いた冷却設備を適用する例を示す。鋼帯S2 はターンダウンセクション17内に設けられたターンダウンロール18を経てメッキポット19に導入される。シンクロール20を介して垂直に引き上げられ、メッキ機21にて所定のメッキ厚みに調整された後、合金化加熱装置22で合金化処理温度に加熱され、引き続き保持炉23で保熱される。合金化を完了した鋼帯S2 は冷却装置24及びダウンパスに設けられた冷却装置27にて冷却され、最終冷却である浸漬冷却装置28へ送られる。本発明よるノズルを用いた冷却設備を冷却装置24及び冷却装置27へ適用することで、冷却効率を高め合金化炉全体を低層化することが可能となり、また、合金化処理後の鋼帯S2 を急速冷却することで合金層の健全化を計ることが可能となる。
【0029】
図8は、同じく連続式溶融亜鉛めっき設備のメッキ後の冷却設備に本発明によるノズルを用いた冷却設備を適用する例を示す。鋼帯S2 は、メッキ機21にて所定のメッキ厚みに調整された後、冷却装置24及びダウンパスに設けられた冷却装置27にて冷却され、最終冷却である浸漬冷却装置28へ送られる。本発明よるノズルを用いた冷却設備を冷却装置24及び27へ適用することで、冷却効率を高め合金化炉全体を低層化することが可能となる。
【0030】
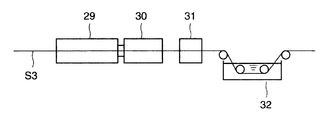
図9は、ステンレス鋼帯の連続焼鈍酸洗設備の一例を示す。ステンレス鋼帯S3 は、加熱帯29において所定の焼鈍温度に加熱・均熱された後、冷却帯30において所定冷却速度で終点温度まで冷却される。引き続いて脱スケール装置31にてステンレス鋼帯S3 の上下面に配設したロール群によってステンレス鋼帯表面に生成したスケールが除去される。その後、酸洗槽32に導入される。冷却設備30に本発明によるノズルを用いた冷却設備を適用することで、冷却効率を高めコンパクトな装置構成とすることができる。
【0031】
【発明の効果】
このように、高冷却速度を得るため、益々、ノズルからの噴出速度を速くし、ノズルの抵抗係数を小さくして、循環設備をコンパクトにすることが最重要課題であり、これに対する本発明の効果は非常に大きい。また、従来の溶接構造から拡管機による圧着構造としたため、溶接によるノズルの歪も解消し、製作精度が向上する。
【図面の簡単な説明】
【図1】本発明を適用した連続焼鈍設備の冷却装置の側部断面図。
【図2】図1のA−A矢視図。
【図3】本発明のノズルの詳細図。
【図4】本発明のノズルの取り付け要領を示す図。
【図5】ノズルの抵抗係数を示すグラフ。
【図6】 本発明を適用した連続式塗装ラインの概略図。
【図7】本発明を適用した連続式溶融亜鉛メッキ設備の概略図。
【図8】本発明を適用した別の連続式溶融亜鉛メッキ設備の概略図。
【図9】本発明を適用したステンレス連続式焼鈍酸洗設備の概略図。
【符号の説明】
1:冷却帯
2:冷却装置
3:冷却箱
4:ノズル
5:吸引側ダクト
6:熱交換機
7:循環ブロワ
8:吐出側ダクト
9:トップロール
10:押さえロール
11:ボトムロール
12:鋼帯
13:仕切り壁
14:コーター設備
15:乾燥・焼付け炉
16:冷却装置
17:ターンダウンセクション
18:ターンダウンロール
19:メッキポット
20:シンクロール
21:メッキ槽
22:加熱装置
23:保熱炉
24:冷却装置
25:トップロール
26:トップロール
27:冷却装置
28:浸漬冷却装置
29:加熱帯
30:冷却帯
31:脱スケール装置
32:酸洗槽
A:ノズル先端
B:ノズル基端
Claims (3)
- 冷却箱の表面に、ノズルの先端から鋼帯面までの距離を50〜100mmに保持する複数のノズルを突出させ、このノズルから冷媒を噴出させて走行する鋼帯を冷却する鋼帯の冷却装置において、前記ノズルの全長を200mmとし、ノズル基部内径Dとノズル先端内径dを1.5≦D/d≦3.0となる円錐形状のノズルを配設したことを特徴とする鋼帯の冷却装置。
- 前記冷却箱に設けるノズル取付け用孔径は、[ノズル全長L−10mm(ノズル基部から先端側に10mmの位置)±3mm]の範囲のところを孔径とし、前記孔径に前記ノズルの基部を拡管接合により固定してなることを特徴とする請求項1に記載の鋼帯の冷却装置。
- 冷媒として、N2 およびH2 その他の不活性ガスからなる混合ガスとし、H2 濃度を5〜60%、残りをN2 またはその他の不活性ガスとしたことを特徴とする請求項1に記載の鋼帯の冷却装置。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003172695A JP4331982B2 (ja) | 2002-09-27 | 2003-06-17 | 鋼帯の冷却装置 |
| DE60310106T DE60310106T2 (de) | 2002-09-27 | 2003-09-09 | Abkühlvorrichtung für stahlband |
| AU2003258836A AU2003258836A1 (en) | 2002-09-27 | 2003-09-09 | Cooling device for steel strip |
| BRPI0314758-4A BR0314758B1 (pt) | 2002-09-27 | 2003-09-09 | dispositivo de resfriamento de tiras de aço. |
| PCT/JP2003/011522 WO2004029305A1 (en) | 2002-09-27 | 2003-09-09 | Cooling device for steel strip |
| KR1020057005321A KR100664002B1 (ko) | 2002-09-27 | 2003-09-09 | 강 스트립용 냉각 장치 |
| EP03798394A EP1549776B1 (en) | 2002-09-27 | 2003-09-09 | Cooling device for steel strip |
| CA2500271A CA2500271C (en) | 2002-09-27 | 2003-09-09 | Cooling device for steel strip |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002284302 | 2002-09-27 | ||
| JP2003172695A JP4331982B2 (ja) | 2002-09-27 | 2003-06-17 | 鋼帯の冷却装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004162167A JP2004162167A (ja) | 2004-06-10 |
| JP4331982B2 true JP4331982B2 (ja) | 2009-09-16 |
Family
ID=32044646
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003172695A Expired - Fee Related JP4331982B2 (ja) | 2002-09-27 | 2003-06-17 | 鋼帯の冷却装置 |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP1549776B1 (ja) |
| JP (1) | JP4331982B2 (ja) |
| KR (1) | KR100664002B1 (ja) |
| AU (1) | AU2003258836A1 (ja) |
| BR (1) | BR0314758B1 (ja) |
| CA (1) | CA2500271C (ja) |
| DE (1) | DE60310106T2 (ja) |
| WO (1) | WO2004029305A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4537875B2 (ja) * | 2005-03-30 | 2010-09-08 | 新日本製鐵株式会社 | 鋼帯の冷却装置 |
| ATE441731T1 (de) | 2005-08-01 | 2009-09-15 | Ebner Ind Ofenbau | Vorrichtung zum kühlen eines metallbandes |
| AT502239B1 (de) * | 2005-08-01 | 2007-07-15 | Ebner Ind Ofenbau | Vorrichtung zum kühlen eines metallbandes |
| JP4901276B2 (ja) * | 2006-04-10 | 2012-03-21 | 新日本製鐵株式会社 | 鋼帯の冷却装置 |
| FR2919877B1 (fr) * | 2007-08-10 | 2009-10-09 | Siemens Vai Metals Tech Sas | Dispositif de refroidissement apres galvanisation d'un produit en bande |
| BR112018070349B1 (pt) | 2016-04-05 | 2021-10-19 | Nippon Steel Corporation | Equipamento de resfriamento para um forno de recozimento contínuo |
| ES2939302T3 (es) * | 2018-11-14 | 2023-04-20 | Druids Process Tech S L | Método para enfriar un alambre y la correspondiente instalación de procesamiento de alambre |
| KR20210016840A (ko) * | 2019-08-05 | 2021-02-17 | 주식회사 포스코 | 스트립의 진동 감쇠 장치 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4750715A (en) * | 1985-07-09 | 1988-06-14 | Mitsubishi Jukogyo Kabushiki Kaisha | Apparatus for cooling steel belt |
| JPS62116724A (ja) * | 1985-11-15 | 1987-05-28 | Nippon Steel Corp | 連続焼鈍炉におけるストリツプ冷却装置 |
| US5611151A (en) * | 1994-06-10 | 1997-03-18 | Busch Co. | Strip cooling, heating, wiping or drying apparatus and associated method |
| TW420718B (en) * | 1995-12-26 | 2001-02-01 | Nippon Steel Corp | Primary cooling method in continuously annealing steel strip |
| FR2796139B1 (fr) * | 1999-07-06 | 2001-11-09 | Stein Heurtey | Procede et dispositif de suppression de la vibration des bandes dans des zones de soufflage de gaz, notamment des zones de refroidissement |
-
2003
- 2003-06-17 JP JP2003172695A patent/JP4331982B2/ja not_active Expired - Fee Related
- 2003-09-09 DE DE60310106T patent/DE60310106T2/de not_active Expired - Lifetime
- 2003-09-09 BR BRPI0314758-4A patent/BR0314758B1/pt active IP Right Grant
- 2003-09-09 KR KR1020057005321A patent/KR100664002B1/ko not_active Expired - Fee Related
- 2003-09-09 CA CA2500271A patent/CA2500271C/en not_active Expired - Lifetime
- 2003-09-09 EP EP03798394A patent/EP1549776B1/en not_active Expired - Lifetime
- 2003-09-09 WO PCT/JP2003/011522 patent/WO2004029305A1/en not_active Ceased
- 2003-09-09 AU AU2003258836A patent/AU2003258836A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| AU2003258836A1 (en) | 2004-04-19 |
| DE60310106D1 (de) | 2007-01-11 |
| EP1549776A1 (en) | 2005-07-06 |
| EP1549776B1 (en) | 2006-11-29 |
| AU2003258836A8 (en) | 2004-04-19 |
| WO2004029305A1 (en) | 2004-04-08 |
| CA2500271C (en) | 2011-02-22 |
| KR100664002B1 (ko) | 2007-01-03 |
| JP2004162167A (ja) | 2004-06-10 |
| BR0314758A (pt) | 2005-07-26 |
| DE60310106T2 (de) | 2007-06-21 |
| KR20050090370A (ko) | 2005-09-13 |
| BR0314758B1 (pt) | 2011-04-05 |
| CA2500271A1 (en) | 2004-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0921208B1 (en) | Method for cooling strip material | |
| US20100044932A1 (en) | Continuous annealing equipment | |
| JP4331982B2 (ja) | 鋼帯の冷却装置 | |
| EP2495343B1 (en) | Gas jet cooling device for continuous annealing furnace | |
| EP1359230A1 (en) | Production method for steel plate and equipment therefor | |
| WO2002081760A1 (fr) | Dispositif de refroidissement rapide pour une bande d'acier dans un systeme de recuit | |
| JP4332017B2 (ja) | 連続焼鈍炉の鋼帯の冷却装置 | |
| JP4537875B2 (ja) | 鋼帯の冷却装置 | |
| JP4901276B2 (ja) | 鋼帯の冷却装置 | |
| CN100402674C (zh) | 钢带冷却装置 | |
| JP4340090B2 (ja) | 鋼帯の冷却装置 | |
| KR100362671B1 (ko) | 합금화 용융아연도금강판의 냉각방법 및이에 이용되는 냉각장치 | |
| JPH0681093A (ja) | ストリップの溶融金属メッキ設備 | |
| JP2006307244A (ja) | 鋼帯の連続熱処理設備における冷却工程のシール装置およびシール方法 | |
| JPH09256076A (ja) | 連続焼鈍における鋼帯の冷却方法及びその冷却装置 | |
| JP2006274365A (ja) | 鋼帯の冷却装置 | |
| JP3572983B2 (ja) | 連続熱処理炉ならびに連続熱処理炉における冷却方法 | |
| JP4564765B2 (ja) | サーマルクラウン制御装置 | |
| JP2000073125A (ja) | 鋼帯の竪型冷却装置及び冷却方法 | |
| JPS6229492B2 (ja) | ||
| JPH07290136A (ja) | H形鋼の冷却方法および装置 | |
| JPH04279210A (ja) | 高温鋼板の冷却方法及び装置 | |
| JP2005200745A (ja) | 冷延鋼板の冷却方法および水冷設備または洗浄設備 | |
| JP2003034818A (ja) | 金属帯の冷却方法 | |
| JPH1161368A (ja) | 熱延鋼板の溶融めっき設備 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050914 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080909 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090616 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090619 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4331982 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120626 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130626 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130626 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130626 Year of fee payment: 4 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130626 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |