JP4307718B2 - 金属複合材料およびその製法 - Google Patents
金属複合材料およびその製法 Download PDFInfo
- Publication number
- JP4307718B2 JP4307718B2 JP2000537707A JP2000537707A JP4307718B2 JP 4307718 B2 JP4307718 B2 JP 4307718B2 JP 2000537707 A JP2000537707 A JP 2000537707A JP 2000537707 A JP2000537707 A JP 2000537707A JP 4307718 B2 JP4307718 B2 JP 4307718B2
- Authority
- JP
- Japan
- Prior art keywords
- plastic layer
- modified
- metal band
- composite material
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/14—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0036—Heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/26—Processes for applying liquids or other fluent materials performed by applying the liquid or other fluent material from an outlet device in contact with, or almost in contact with, the surface
- B05D1/265—Extrusion coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2701/00—Coatings being able to withstand changes in the shape of the substrate or to withstand welding
- B05D2701/10—Coatings being able to withstand changes in the shape of the substrate or to withstand welding withstanding draw and redraw process, punching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
- B05D3/0254—After-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/04—Time
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2310/00—Treatment by energy or chemical effects
- B32B2310/08—Treatment by energy or chemical effects by wave energy or particle radiation
- B32B2310/0806—Treatment by energy or chemical effects by wave energy or particle radiation using electromagnetic radiation
- B32B2310/0812—Treatment by energy or chemical effects by wave energy or particle radiation using electromagnetic radiation using induction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/15—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state
- B32B37/153—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state at least one layer is extruded and immediately laminated while in semi-molten state
Description
(発明の属する技術分野)
本発明は、金属バンド(金属ストリップ)と、この金属バンド上に各々押出成形および共押出成形によって適用した各プラスチック層とを含んでなる金属複合材料、並びにその製法に関する。
(従来の技術)
従来から、金属バンドや金属箔や金属板と、それらの片面または両面に適用されたプラスチック層とからなる金属複合材料を、深絞り成形またはアイアニング処理(しごき加工)して、容器のような中空体を製造することが知られている。
【0002】
GB-A-2 003 415は、複合材料を深絞り成形またはアイアニング処理して、底が深い薄壁の容器を形成する方法を開示する。この複合材料は、アルミニウムなどの板状金属からなり、その少なくとも片面に、接着剤樹脂層によってプラスチック層を積層している。この方法によれば、容器への成形処理の間、プラスチック層の破壊によって金属板が暴露されることを防止しようとしている。
【0003】
EP-A-0 407 313は、多層材料の製造法を開示し、この製法を用いれば、深絞り成形またはアイアニング処理による上記GB-A-2 003 415開示の容器よりも底が深い容器を製造することができる。多層材料は、表面処理したアルミニウム合金基材からなり、この基材は、その一方の面にはプラスチック材料が被覆され、その他方の面にはワニス層が被覆されている。この被膜を破壊せずに、より大きい高さ/直径の比率の中空体を製造すべく、ワニス層は、さらに、このワニス自体よりも硬質であるが、アイアニング用の成形具よりも軟質であるような、固体の粒状潤滑剤を含んでいる。
【0004】
DE-A-195 29 583およびEP-B-0 690 785の金属ウェブまたは金属板の被覆方法によれば、プラスチックシートを金属ウェブ上に積層し、積層したプラスチックシートを金属ウェブと共に加熱して、接着力を改善し、これにより、プラスチックシートを可塑的に変形可能にさせている。
【0005】
深絞り成形金属複合材料からなる中空体容器は、内容物の充填後、温度約120〜135℃で約30〜34分間加熱して、殺菌することができる。得られる複合材料を深絞り成形可能にし、かつ殺菌可能にすべく、押出成形被覆法を用いた場合、そのプラスチック層の金属(特に、未処理金属)への接着力は、積層法で製造した複合材料や被覆法で製造した複合材料の接着力に比し、付加的に接着剤を使用した場合でも、充分ではない。
【0006】
(発明が解決しようとする課題)
したがって、本発明が解決しようとする課題は、得られる複合材料が分離することなく深絞り成形可能で殺菌可能となるような、押出成形被覆法によって金属複合材料を製造する方法を提供することである。
【0007】
(発明の開示)
驚くべきことに、上記課題は、本発明の方法によって解決できることが判明した。すなわち、本発明は、深絞り成形可能で殺菌可能な金属複合材料を製造する方法において、
(a)室温の金属バンド(1)の片面または両面に対し、変性ポリプロピレンをベースとする変性プラスチック層(2)を、押出形成によって被覆して、プラスチック層(2)を一時的に固体状態とし、次いで
(b)得られた金属複合材料を、変性プラスチック層(2)の融点を超える温度で1〜10秒間(好適には1〜3秒間、より好適には1〜2秒間)加熱して、プラスチック層(2)を溶融状態にすることを特徴とする方法を提供する。
【0008】
特に、本発明に従い、押出成形被覆処理と加熱処理とを組み合わせることによって、金属バンドと被膜の間の接着力が改善されたことは、驚くべきことである。なぜなら、押出成形工程において、押出成形した材料を、溶融状態で、基材に適用しているからである。すなわち先行技術の常識に基づけば、その後の加熱処理によって被膜を再度溶融状態に変換して、基材への接着力を改善することは、期待されていないからである。
【0009】
金属バンドは、所望により、押出成形被覆処理に先立ち、加熱することができるが、その加熱温度は、好適には100℃未満の温度、特に押出成形される材料の融点未満の温度である。しかしながら、押出成形被覆処理は、金属バンドに対し、好適には、ほぼ周囲の温度、例えば室温で適用される。このようにして、押出成形した材料は、被覆処理後であってその後の加熱処理前において、一時的に固体状態へ変化させることができる。加熱処理工程における加熱は、常法で実施でき、例えば、熱風や赤外線を用いたり、金属バンドを誘導加熱したりすることができる。この加熱処理によって溶融した変性プラスチック層を含む複合材料は、例えば、いわゆる吊下げ型乾燥機を用い、金属バンドは、エアークッションによってガイドされるため、ロールに接触することはない。
【0010】
加熱処理工程後の冷却処理法および冷却速度は、特に制限されない。特に、冷却処理は、特別な装置によって、100〜200℃/秒またはそれ以上の急冷速度を達成するように、強制冷却によって行うことができる。冷却処理は、好適には、別の装置を必要としない、周囲雰囲気による冷却単独で行い、その冷却速度は、100℃/秒未満、例えば50℃/秒未満、30℃/秒未満、10℃/秒未満などであって、これらの速度であれば、一般に本発明の方法の効果を達成するのに充分である。
【0011】
本発明の好適な一具体例によれば、各変性プラスチック層(2)は、相互に独立して、3〜40 g/m2、より好適には7〜10 g/m2の単位面積当たりの重量を有する。本発明の好適な一具体例によれば、変性プラスチック層(2)は、無水マレイン酸変性ポリプロピレンを含んでなる。この場合、加熱処理工程の加熱温度は、ポリプロピレンの変性度に応じて、約180℃である。
【0012】
本発明の好適な一具体例によれば、金属バンド(1)の厚さは、40〜200μmより好適には70〜150μm、最も好適には90μmである。金属バンドは、クロムメッキ処理のような表面処理を施すことができる。しかしながら、変性プラスチック層の金属バンドへの良好な接着力のために、表面処理は、必須のものではなく、このため、表面処理しない金属バンドの使用も、好適である。金属バンドは、好適にはアルミニウムまたはアルミニウム合金からなる。
【0013】
本発明の好適な一具体例によれば、さらに、金属バンド(1)の片面または両面に対し、プロピレン系プラスチック層(3)を、共押出成形によって被覆する。この具体例によれば、前記変性プラスチック層(2)を、金属バンド(1)とプラスチック層(3)との間の結合剤として用いる。また本発明の好適な一具体例によれば、各変性プラスチック層(3)は、相互に独立して、3〜10 g/m2、好適には5〜7 g/m2の単位面積当たりの重量を有する。
【0014】
本発明の好適な一具体例によれば、各プラスチック層(2)は、相互に独立して、3〜40 g/m2、より好適には7〜10 g/m2の単位面積当たりの重量を有し、また各プラスチック層(3)は、相互に独立して、ポリプロピレンまたはポリプロピレンコポリマー、例えばポリプロピレン/ポリエチレンコポリマーまたはポリプロピレン/ポリエチレン混合物を含んでなる。ポリマーとして、5〜30重量%の低密度ポリエチレンを有するポリプロピレンの混合物が例示される。本発明の好適な一具体例によれば、各プラスチック層(3)は、相互に独立して、1またはそれ以上の焼付防止剤または潤滑剤をさらに含む。焼付防止剤または潤滑剤は、例えばオレイン酸アミドまたはエルカ酸アミドであって、金属複合材料または成形具を付加的に潤滑することなく、深絞り成形によって、金属複合材料を変形可能にさせる機能を奏する。所望により、プラスチック層の一方は、剥離可能にすることができる。
【0015】
所望により、プラスチック層および変性プラスチック層は、例えば染料または顔料を用いて着色することができる。特に好適には、変性プラスチック層およびプラスチック層の組み合わせを用い、一方が他方の上に積層したプラスチック層および変性プラスチック層の両者を、直接着色する。この処理の利点は、プラスチック層および変性プラスチック層の各層の層厚が変化しても、全層厚が一定のままである限り、その色合いが変化しないことである。さらに、起こりうる色彩のむらおよび線条痕/縞の形成も、補償される。なぜなら、種々のタイプのポリプロピレンおよびポリプロピレン/ポリエチレン混合物から選択してコポリマーおよび化合物を用いた場合、その色素または顔料の溶解性および/または混和性が相互に異なるからである。
【0016】
本発明の方法によって製造される金属複合材料は、被膜と金属バンドとの接着力が良好であるため、殺菌可能な中空体、特に容器の製造に使用することができる。
【0017】
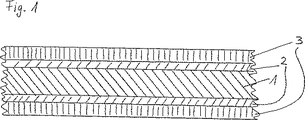
図1は、本発明の方法によって製造される金属複合材料の好適な具体例を示す断面図である。金属複合材料は、金属バンド1と、共押出成形によって適用した変性プラスチック層2およびプラスチック層3とを含んでなる。
【0018】
従来法と比較すると、本発明の方法は、金属バンドと被膜との間の優れた接着力特性に加え、1つの操作サイクル、すなわち押出成形および共押出成形操作しか必要でなく、かつ被覆法に必要な溶媒の使用が不要である、という利点を有する。また本発明の方法によれば、例えば、剥き出しの金属ストリップの場合におけるクロムメッキ処理のような、いずれの金属バンドの表面前処理も、不要である。その結果、各層と金属複合材料との間の同等または改善された接着力を、著しく減少した生産コストで、達成することができる。最後に、アルミニウムと変性ポリエチレンのような、たった2つの成分を材料として用いているため、容易に再循環可能な金属複合材料を製造することができる。
【図面の簡単な説明】
【図1】 本発明の方法によって製造される金属複合材料の好適な具体例を示す断面図
【符号の説明】
1:金属バンド
2:変性プラスチック層
3:プラスチック層
Claims (13)
- 深絞り成形可能で殺菌可能な金属複合材料を製造する方法において、
(a)室温の金属バンド(1)の片面または両面に対し、変性ポリプロピレンをベースとする変性プラスチック層(2)を、押出形成によって被覆して、プラスチック層(2)を一時的に固体状態とし、次いで
(b)得られた金属複合材料を、変性プラスチック層(2)の融点を超える温度で1〜10秒間加熱して、プラスチック層(2)を溶融状態にする
ことを特徴とする方法。 - 各変性プラスチック層(2)は、相互に独立して、3〜40 g/m2の単位面積当たりの重量を有する請求項1記載の方法。
- 変性プラスチック層(2)は、無水マレイン酸変性ポリプロピレンを含んでなる請求項1または2記載の方法。
- 金属バンド(1)の厚さは、40〜200μmである請求項1〜3のいずれかに記載の方法。
- 金属バンド(1)として、表面処理していない金属バンドを使用する請求項1〜4のいずれかに記載の方法。
- 前記工程(a)において、前記変性プラスチック層(2)を結合剤として用い、金属バンド(1)の片面または両面に対し、さらにポリプロピレン系プラスチック層(3)を、共押出形成によって被覆する請求項1〜5のいずれかに記載の方法。
- 各変性プラスチック層(3)は、相互に独立して、3〜10 g/m2の単位面積当たりの重量を有する請求項6記載の方法。
- 各プラスチック層(2)は、相互に独立して、3〜40 g/m2の単位面積当たりの重量を有する請求項6または7記載の方法。
- 各プラスチック層(3)は、相互に独立して、ポリプロピレンまたはポリプロピレンコポリマーを含んでなる請求項6〜8のいずれかに記載の方法。
- 各プラスチック層(3)は、相互に独立して、1またはそれ以上の焼付防止剤または潤滑剤をさらに含む請求項6〜9のいずれかに記載の方法。
- 変性プラスチック層(2)およびプラスチック層(3)を、各々、金属バンド(1)の片面または両面において、同じ色彩により着色する請求項6〜10のいずれかに記載の方法。
- 請求項1〜11のいずれかに記載の方法によって製造される、金属複合材料。
- 深絞り成形またはアイアニングによる中空体製造のための、請求項1〜11のいずれかに記載の方法によって製造される金属複合材料の使用。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19812302.7 | 1998-03-20 | ||
| DE19812302A DE19812302A1 (de) | 1998-03-20 | 1998-03-20 | Metallverbundmaterial und Verfahren zu dessen Herstellung |
| PCT/EP1999/001924 WO1999048686A1 (de) | 1998-03-20 | 1999-03-22 | Metallverbundmaterial und verfahren zu dessen herstellung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002507505A JP2002507505A (ja) | 2002-03-12 |
| JP2002507505A5 JP2002507505A5 (ja) | 2006-05-18 |
| JP4307718B2 true JP4307718B2 (ja) | 2009-08-05 |
Family
ID=7861697
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000537707A Expired - Fee Related JP4307718B2 (ja) | 1998-03-20 | 1999-03-22 | 金属複合材料およびその製法 |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP1064151B1 (ja) |
| JP (1) | JP4307718B2 (ja) |
| AU (1) | AU3520199A (ja) |
| BR (1) | BR9908919B1 (ja) |
| CA (1) | CA2323901C (ja) |
| DE (3) | DE19812302A1 (ja) |
| ES (1) | ES2243055T3 (ja) |
| WO (1) | WO1999048686A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19919783B4 (de) * | 1999-04-30 | 2007-03-29 | Audi Ag | Herstellungsverfahren für ein durch Tiefziehen umgeformtes, wenigstens zweilagiges Blechverbundteil |
| DE102006059115A1 (de) * | 2006-12-14 | 2008-06-19 | W.R. Grace & Co.-Conn. | Metallsubstratbeschichtungsverfahren |
| DE102014107898A1 (de) * | 2014-06-04 | 2015-12-17 | Thyssenkrupp Ag | Verfahren und Vorrichtung zur Verbundwerkstoffherstellung mit direkter Kaschierspalterwärmung |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2003415A (en) * | 1977-09-02 | 1979-03-14 | American Can Co | Improvements relating to the manufacture of containers |
| FR2430308A1 (fr) * | 1978-07-05 | 1980-02-01 | Toyo Seikan Kaisha Ltd | Stratifie sterilisable en vase clos et procede de fabrication de ce stratifie |
| JPS5680456A (en) * | 1979-12-06 | 1981-07-01 | Toyo Aluminium Kk | Aluminum foil composite material |
| JPS58132551A (ja) * | 1982-02-01 | 1983-08-06 | 大日本印刷株式会社 | 積層体の製造方法 |
| ZA827417B (en) * | 1982-10-11 | 1983-08-31 | Toyo Seikan Kaisha Ltd | Laminate and process for preparation thereof |
| JPS61252136A (ja) * | 1985-05-01 | 1986-11-10 | Mitsubishi Chem Ind Ltd | 積層フイルムまたはシ−トの製造法 |
| GB8724244D0 (en) * | 1987-10-15 | 1987-11-18 | Metal Box Plc | Producing laminated materials |
| GB8724243D0 (en) * | 1987-10-15 | 1987-11-18 | Metal Box Plc | Laminates of polyolefin-based film |
| FR2649420B1 (fr) * | 1989-07-05 | 1993-04-09 | Cezus Co Europ Zirconium | Dispositif d'obtention de materiaux composes d'un substrat et d'un revetement de titane purifie de forme plane |
| FR2650219B1 (fr) * | 1989-07-06 | 1991-10-04 | Pechiney Rhenalu | Procede d'obtention de materiaux multicouches aptes a etre transformes par emboutissage ou emboutissage-etirage en corps creux |
| DE4218369A1 (de) * | 1992-06-04 | 1993-12-09 | Basf Lacke & Farben | Verfahren zur Herstellung eines Metall-Kunststoffolie-Verbundes, nach diesem Verfahren hergestellter Metall-Kunststoffolie-Verbund sowie dessen Verwendung zur Herstellung von Verpackungsbehältern |
| GB9306140D0 (en) * | 1993-03-25 | 1993-05-19 | Metal Box Plc | Process & apparatus for producing laminated materials |
| KR100352552B1 (ko) * | 1995-03-22 | 2002-11-11 | 알루미늄 컴퍼니 오브 아메리카 | 금속스트립의코팅방법및장치그리고그제품 |
| DE19529583A1 (de) * | 1995-08-11 | 1997-02-13 | Basf Lacke & Farben | Vorrichtung zum Beschichten von Metallbahnen |
-
1998
- 1998-03-20 DE DE19812302A patent/DE19812302A1/de not_active Withdrawn
-
1999
- 1999-03-22 WO PCT/EP1999/001924 patent/WO1999048686A1/de active IP Right Grant
- 1999-03-22 DE DE59912095T patent/DE59912095D1/de not_active Expired - Lifetime
- 1999-03-22 EP EP99916863A patent/EP1064151B1/de not_active Expired - Lifetime
- 1999-03-22 ES ES99916863T patent/ES2243055T3/es not_active Expired - Lifetime
- 1999-03-22 JP JP2000537707A patent/JP4307718B2/ja not_active Expired - Fee Related
- 1999-03-22 CA CA002323901A patent/CA2323901C/en not_active Expired - Fee Related
- 1999-03-22 BR BRPI9908919-0A patent/BR9908919B1/pt not_active IP Right Cessation
- 1999-03-22 DE DE19980476T patent/DE19980476D2/de not_active Expired - Lifetime
- 1999-03-22 AU AU35201/99A patent/AU3520199A/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| ES2243055T3 (es) | 2005-11-16 |
| WO1999048686A1 (de) | 1999-09-30 |
| DE19812302A1 (de) | 1999-09-30 |
| CA2323901C (en) | 2007-08-14 |
| AU3520199A (en) | 1999-10-18 |
| BR9908919B1 (pt) | 2008-11-18 |
| EP1064151B1 (de) | 2005-05-25 |
| DE19980476D2 (de) | 2001-10-04 |
| DE59912095D1 (de) | 2005-06-30 |
| CA2323901A1 (en) | 1999-09-30 |
| JP2002507505A (ja) | 2002-03-12 |
| EP1064151A1 (de) | 2001-01-03 |
| BR9908919A (pt) | 2005-04-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA1151378A (en) | Thermoplastic packaging films with improved heat-seal characteristics | |
| CA1318761C (en) | Film for transfer metallizing | |
| EP1409153A2 (en) | Polymeric coated metal strip and method for producing same | |
| CN101142082A (zh) | 吹塑法用标签膜 | |
| US5478643A (en) | Matte transfer metallization film | |
| EP3368308A1 (en) | Coated, oriented, linear, low-density, polethylene films | |
| CA2170752A1 (en) | Process for Coating Hot Melt Adhesives | |
| JP2002533237A (ja) | 改善された光学特性及びヒートシール適性特性を有する二軸延伸ポリエチレンフィルム | |
| JP4307718B2 (ja) | 金属複合材料およびその製法 | |
| US3717534A (en) | Method for preparing laminated article of cellulosic and polymeric layers | |
| US6506500B2 (en) | Polyolefin film, its use, and process for its production | |
| DE1704732B2 (de) | Verfahren zur herstellung von folien hoher festigkeit aus thermoplastischem material | |
| JPH05230247A (ja) | コンピューター印刷可能なコーテッドフィルム | |
| EP0214790A2 (en) | Coated biaxially oriented film and method of preparing same | |
| KR100544783B1 (ko) | 열가소성 코팅 재료로 금속 기판을 코팅하는 방법 | |
| JP2694351B2 (ja) | ラベル | |
| EP0779911A1 (en) | High shrinkage copolymer film | |
| JPH0760920A (ja) | 易剥離性多層構造物の製造方法 | |
| JPS58160238A (ja) | 中空成形品 | |
| JP2882406B2 (ja) | 熱圧着プリントラミネート用フィルムおよびプリントラミネート体 | |
| DE3929942A1 (de) | Metallkunststoffverbunde mit profilierter oberflaeche, verfahren zur herstellung sowie die verwendung der verbunde zur herstellung von verpackungsbehaeltern | |
| JPS6213340A (ja) | 移転金属化方法 | |
| JP2890360B2 (ja) | 剥離性多層構造物の製造方法 | |
| DE10064297A1 (de) | Thermoformwerkzeug, thermogeformter Gegenstand und Verfahren zu seiner Herstellung und laminierter geformter Gegenstand und Verfahren zu seiner Herstellung | |
| JPH0128065B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060316 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060316 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081029 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081111 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090210 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090331 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090430 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120515 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120515 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130515 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140515 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |