JP4291695B2 - 研磨製品の製造方法 - Google Patents
研磨製品の製造方法 Download PDFInfo
- Publication number
- JP4291695B2 JP4291695B2 JP2003557753A JP2003557753A JP4291695B2 JP 4291695 B2 JP4291695 B2 JP 4291695B2 JP 2003557753 A JP2003557753 A JP 2003557753A JP 2003557753 A JP2003557753 A JP 2003557753A JP 4291695 B2 JP4291695 B2 JP 4291695B2
- Authority
- JP
- Japan
- Prior art keywords
- abrasive
- coating
- backing
- foam
- pattern
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/008—Finishing manufactured abrasive sheets, e.g. cutting, deforming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D2203/00—Tool surfaces formed with a pattern
Description
a.第1の表面とこれに対向する第2の表面とを有するシート状のフォーム裏材を提供し、
b.研磨粒子とバインダーとを含む研磨材コーティングを前記第1の表面上に提供して研磨物品を提供し、
c.凸形エリアのパターンを少なくとも含む型押面を有するパターン付きの型押ツールを、圧力下にて研磨物品の研磨材コーティングに適用し、前記研磨材コーティングおよび前記フォーム裏材に前記型押面の凸形エリアに対応する凹形エリアを少なくとも含む型押パターンを提供し、型押研磨物品を提供することを含む、型押研磨物品の製造方法を提供するものである。
「フォーム」という用語は連続気泡フォームと独立気泡フォームの両方を示すものとする。
本発明の研磨物品は概して、前駆物質ポリマーサブユニット中に分散された複数の研磨粒子を含む研磨複合材料層を少なくとも1層有するものである。バインダーは前駆物質ポリマーサブユニットを含むバインダー前駆物質から形成される。研磨粒子はバインダー中に均一に分散されていてもよいし、あるいはバインダー中に研磨粒子が不均一に分散されていてもよい。得られる研磨物品の切削能のむらを抑えるためにも、研磨粒子はバインダー中に均一に分散されている方が好ましい。
本発明の研磨物品は研磨材コーティングを含み得るものであり、このコーティングにはさらにフィラーが含まれる。フィラーとは平均粒度範囲が0.1から50マイクロメートル、一般に1から30マイクロメートルの微粒子材料である。本発明に有用なフィラーの例としては、金属炭酸塩(炭酸カルシウム、炭酸カルシウムマグネシウム、炭酸ナトリウム、炭酸マグネシウムなど)、シリカ(石英、ガラスビーズ、ガラスバブル、ガラス繊維など)、ケイ酸塩(タルク、クレー、モンモリロナイト、長石、マイカ、ケイ酸カルシウム、メタケイ酸カルシウム、アルミノケイ酸ナトリウム、ケイ酸ナトリウムなど)、金属硫酸塩(硫酸カルシウム、硫酸バリウム、硫酸ナトリウム、硫酸ナトリウムアルミニウム、硫酸アルミニウムなど)、石膏、バーミキュライト、糖、木粉、アルミニウム三水和物、カーボンブラック、金属酸化物(酸化カルシウム、酸化アルミニウム、酸化チタン、二酸化チタンなど)、金属亜硫酸塩(亜硫酸カルシウムなど)、熱可塑性粒子(ポリカーボネート、ポリエーテルイミド、ポリエステル、ポリエチレン、ポリスルフォン、ポリスチレン、アクリロニトリル−ブタジエン−スチレンブロックコポリマー、ポリプロピレン、アセタールポリマー、ポリウレタン、ナイロン粒子など)ならびに熱硬化性粒子(フェノール樹脂バブル、フェノール樹脂ビーズ、ポリウレタンフォーム粒子など)があげられる。フィラーはハライド塩などの塩であってもよい。ハライド塩の例としては、塩化ナトリウム、カリウム氷晶石、ナトリウム氷晶石、アンモニウム氷晶石、テトラフルオロホウ酸カリウム、テトラフルオロホウ酸ナトリウム、フッ化ケイ素、塩化カリウム、塩化マグネシウムがあげられる。金属フィラーの例としては、スズ、鉛、ビスマス、コバルト、アンチモン、カドミウム、鉄チタンがあげられる。他の種々雑多なフィラーとしては、硫黄、有機硫黄化合物、グラファイト、金属硫化物、懸濁剤があげられる。
本発明の研磨材コーティングは、研磨粒子と前駆物質ポリマーサブユニットとの混合物を含む硬化型の研磨複合材料層から形成される。硬化型の研磨複合材料層は、好ましくは有機前駆物質ポリマーサブユニットを含む。この前駆物質ポリマーサブユニットは、表面をコートできるように十分に流動可能なものであると好ましい。前駆物質ポリマーサブユニットの固化については、硬化(重合および/または架橋など)、乾燥(液体分の除去など)および/または単に冷却する方法で達成すればよい。前駆物質ポリマーサブユニットは、有機溶媒性組成物や水性組成物であってもよいし、100%固体(すなわち実質的に無溶媒)の組成物であってもよい。熱可塑性および/または熱硬化性のポリマーまたは材料の両方またはこれらの組み合わせを、前駆物質ポリマーサブユニットとして利用できることもある。前駆物質ポリマーサブユニットの硬化時、硬化型の研磨複合材料を、硬化した研磨複合材料に変換する。好ましい前駆物質ポリマーサブユニットには、縮合硬化型樹脂または付加重合型樹脂のいずれかが可能である。付加重合型樹脂にはエチレン性不飽和モノマーおよび/またはオリゴマーを用いることができる。使用できる架橋型材料の例としては、フェノール樹脂、ビスマレイミドバインダー、ビニルエーテル樹脂、α,β−不飽和カルボニルペンダント基を有するアミノプラスト樹脂、ウレタン樹脂、エポキシ樹脂、アクリレート樹脂、アクリル化イソシアヌレート樹脂、尿素−ホルムアルデヒド樹脂、イソシアヌレート樹脂、アクリル化ウレタン樹脂、アクリル化エポキシ樹脂またはこれらの混合物があげられる。
メイクコート、サイズコートまたはスーパーサイズコートなどの被覆砥粒研磨材に用いられるバインダーは一般に、樹脂バインダーまたは樹脂接着剤から作られる。樹脂接着剤は一般に、研磨物品のバインダーとして必要な好適な特性を持つように選択される。本発明において有用である代表的な樹脂接着剤の例としては、フェノール樹脂、α,β−不飽和カルボニルのペンダント基を有するアミノプラスト樹脂、ウレタン樹脂、エポキシ樹脂、エチレン性不飽和樹脂、アクリル化イソシアヌレート樹脂、尿素−ホルムアルデヒド樹脂、イソシアヌレート樹脂、アクリル化ウレタン樹脂、アクリル化エポキシ樹脂、ビスマレイミド樹脂、フルオレン変性エポキシ樹脂などの熱硬化性樹脂、これらの混合物があげられる。
エチレン性不飽和モノマーおよびオリゴマーを含有する前駆物質ポリマーサブユニットの場合、重合開始剤を用いることができる。例として、有機過酸化物、アゾ化合物、キノン、ニトロソ化合物、ハロゲン化アシル、ヒドラゾン、メルカプト化合物、ピリリウム化合物、イミダゾール、クロロトリアジン、ベンゾイン、ベンゾインアルキルエーテル、ジケトン、フェノンまたはこれらの混合物があげられる。好適な市販の紫外線活性化光重合開始剤の例に、ニューヨーク州タリータウン(Tarrytown)のチバ・スペシャルティ・ケミカルズ(Ciba Specialty Chemicals)から市販されている「イルガキュア(IRGACURE)651」、「イルガキュア(IRGACURE)184」および「ダロキュー(DAROCUR)1173」などの商品名を持つものがある。別の可視光活性化光重合開始剤には、チバ・ガイギー・カンパニー(Ciba Geigy Company)から市販されている商品名「イルガキュア(IRGACURE)369」がある。好適な可視光活性化開始剤の例が、米国特許第4,735,632号(オックスマン(Oxman)ら)および同第5,674,122号(クレッチ(Krech)ら)に記載されている。
裏材には、本発明の方法に従って作製される研磨物品に適する多種多様な弾力性のフォームシート材料のうち、いずれでも用いることができる。例としては、連続気泡フォーム、独立気泡フォームおよびこれらの組み合わせがあげられる。有用な強化フォーム基材では、たとえばスクリムあるいは、織材料または不織材料などの他の支持体で強化すると、基本的に走行方向または横方向に伸び率がなくなることがある。強化していないフォーム基材では、伸び率(すなわち、伸び率とはフォームを引っ張ったときの長さから引っ張っていないときのフォームの長さを引き、これを引っ張っていないときのフォームの長さで割って100を掛けた値である)が最大150%またはそれ以上になることがある。フォーム裏材の厚さは約0.2から25mmの範囲にすればよく、好ましくは1から6mmである。
場合によっては、研磨材層でのコーティング前にフォームをバリアコートすると望ましいことがある。好ましいバリアコーティング組成物は、たとえば溶媒などの好適な液体キャリア材料中にラテックスとして溶解または分散させたポリマーなどの好適なコーティング型材料を含む。このような組成物は、フォーム基材の一主面に容易にコーティングでき、一旦コーティングした後は、硬化して多孔性コーティングまたは非孔性バリアコーティングが得られるものであると好ましい。バリアコーティングを形成するのに適した材料はアクリル系のラテックスエマルジョンである。バリアコーティングに好ましい組成物のひとつに、オハイオ州クリーブランド(Cleveland)のBF グッドリッチ(Goodrich)から商品名「ハイカー(HYCAR)」 2679ラテックスで入手可能なアクリルエマルジョンがある。フォームに塗布されるバリアコーティングの乾燥皮膜重量は、好ましくは1平方メートルあたり少なくとも50グラム(gsm)であり、一般に65gsmから250gsmの間で可変である。アクリル系ラテックスエマルジョンについても、フォーム表面へのコーティング前に増粘することが可能である。アクリルエマルジョンでは、商品名「カルボポル(CARBOPOL)」 EZ−1でBF グッドリッチ(Goodrich)から入手可能なポリアクリル酸の溶液「カルボポル(CARBOPOL)」 EZ−1などの増粘剤に、ポリアクリル酸溶液用の活性剤として機能する水酸化アンモニウム水溶液を添加して増粘済みのものを添加することで増粘できる。フォーム基材のバリアコーティングに馴染みやすいコーティング手法として、ロールコーティング、スプレーコーティング、カーテンコーティングがあげられる。たとえばバリアコーティング組成物の硬化温度で加熱した強制対流オーブン(forced air oven)内でバリアコーティング組成物を硬化させ、バリアコーティングのある被覆裏材を得ることが可能である。
図2に示されるように、型押製品は、型押し線で分離されて遠位端が研磨材で被覆された構造体またはアイランド20を含むことを特徴とするものである。
本発明の型押しフォームバック製品の研磨複合材料層は一般に、硬化した前駆物質ポリマーサブユニットに固定分散された複数の研磨粒子を含むが、カップリング剤、フィラー、発泡剤、ファイバ、帯電防止剤、開始剤、懸濁剤、光増感剤、潤滑剤、湿潤剤、界面活性剤、顔料、染料、UV安定剤、懸濁剤などの他の添加剤を含むものであっても構わない。これらの添加剤の量は所望の特性が得られるように選択される。
本発明の研磨物品は、成形された、好ましくは厳密に成形された、複数の研磨複合材料構造体を含む研磨複合材料層を少なくとも1層有する研磨材コーティングを含有するものである。「研磨複合材料構造体」という用語と一緒に用いる場合の「成形された」という表現は、「厳密に成形された」研磨複合材料構造体と「不規則に成形された」研磨複合材料構造体の両方を示す。本発明の研磨物品は、このような成形研磨複合材料構造体をあらかじめ定められたアレイの形で裏材上に複数含み得るものである。成形研磨複合材料については、裏材上にランダムまたは不規則に配置して構わない。研磨複合材料構造体は、たとえば、裏材上およびプロダクションツールのキャビティ内に保持したままの前駆物質ポリマーサブユニットを硬化させることで形成可能である。
図4は、図3に示すようなプロダクションツール24の作製に用いたローラを示している。以下にあげるローラ50の具体的な実施形態を用いてプロダクションツール24を作製し、これを用いて本発明の研磨複合材料構造体を製造した。ローラ50には、シャフト51と回転軸52とがある。この場合、パターン付き表面には、ローラのまわりに設けられた、隣接する円周方向溝の第1のセット53と、回転軸52に対して30°の角度で配置された、等間隔の溝の第2のセット54とが含まれる。
本発明の研磨物品を製造するのには多くの方法がある。一態様において、研磨材コーティングは複数の厳密に成形された研磨複合材料を含む。別の態様では、研磨材コーティングは、不規則に成形された研磨複合材料とも呼ばれることがある非厳密に成形された研磨複合材料を含む。厳密に成形された研磨複合材料構造体を有する研磨複合材料層を1層有する研磨物品を製造するのに好ましい方法が、米国特許第5,152,917号(ピーパー(Pieper)ら)および同第5,435,816号(スプールジェオン(Spurgeon)ら)に記載されている。好適な方法に関する他の説明が、米国特許第5,454,844号(ヒバード(Hibbard)ら)、同第5,437,754号(カルホーン(Calhoun))、同第5,304,223号(ピーパー(Pieper)ら)に報告されている。
以下の試験手順を用いて本発明の樹脂組成物および被覆砥粒研磨物品を評価した。
ミネソタ・マイニング・アンド・マニュファクチャリング・カンパニー(Minnesota Mining and Manufacturing Company)(3M)から商品名フック−イット(HOOK−IT)IITM裏材で入手可能な平坦化した係合用突起のあるシート状の裏材に研磨材コーティングを積層し、10.16cm(4インチ)のディスクに変えた。湿式試験用に垂直にしておいた、メリーランド州ゲイザースバーグ(Gaithersburg)のフレージャー・プレサイション・カンパニー(Frazier Precision Company)から入手可能なシーファ摩耗試験装置の被駆動プレートにバックアップパッドを固定した。商品名「ポリキャスト(POLYCAST)」アクリルプラスチックで入手可能な外径10.16cm(4インチ)×厚さ1.27cm(0.5インチ)のアクリルプラスチック製のディスク形ワークピースを、シーライ・プラスチックス(Sielye Plastics)(ミネソタ州ブルーミントン(Bloomington))から得た。水の流量を1分あたり60グラムに設定した。454グラム(1ポンド)の錘を摩耗試験装置の錘台(weight platform)に置き、装着した研磨材標本をワークピースまで下げ、機械を稼動させた。この機械は、30サイクルの間隔で90サイクル動作するように設定しておいた。各30サイクルの間隔ごとにワークピース上の4ヶ所で表面仕上げ値Rzを測定し、それぞれの被検試料で同じことを3回繰り返した。
直径15.2cm(6インチ)の円形の標本を研磨材試験材料から切り出し、ニューヨーク州クラレンス(Clarence)のダイナブレード・カンパニー(Dynabrade Co.)から入手可能なダイナブレード(DYNABRADE)モデル56964微細仕上げサンダーに取りつけた。空気圧344kPa(50psi)で、試験パネルの隣り合った3つの切片について、10、20および30秒の間隔で、合計1分間の摩耗試験を行った。試験パネルには、ミシガン州ヒルズデール(Hillsdale)のACT ラボラトリーズ・インコーポレイテッド(Laboratories,Inc.)から入手した、黒色のベースコート/クリアコートを塗った冷間圧延鋼板(E−コート:ED5000、プライマー:764−204、ベースコート:542AB921、クリアコート:RK8010A)を用いた。各試験パネル切片上の5つの点で表面仕上げ値Rzを測定し、それぞれの被検試料で同じことを3回繰り返した。
Rzは測定長の個々の粗さ深度の平均であり、個々の粗さ深度は最も高い点と最も低い点との間の垂直距離である。ウェットシーファ試験およびパネルテストで、オハイオ州シンシナティ(Cincinnati)のマル・コーポレーション(Marh Corporation)から商品名「パーソメータ・モデル(PERTHOMETER MODEL)M4P」で出ている測面計を利用して、研磨したワークピースの表面仕上げ度を測定した。
A−174:ウェストバージニア州フレンドリー(Friendly)のクロンプトン・コーポレーション(Crompton Corp.)から入手可能なγ−メタクリルオキシプロピルトリメトキシシラン、商品名「シルクエスト(SILQUEST)A−174」。
AMOX:ジ−t−アミロキサレート(amyloxalate)
CHDM:CHDMは、コネチカット州キングスポート(Kingsport)のイーストマン・ケミカル・カンパニー(Eastman Chemical Company)から入手可能なシクロヘキサンジメタノールである。
COM:η−[キシレン(混合アイソマー)]−η−シクロペンタジエニリロン(II)−ヘキサフルオロアンチモネート。
ダロキュー(DAROCUR)1173:2−ヒドロキシ−2−メチルプロピオフェノン、ニューヨーク州タリータウン(Tarrytown)のチバ・スペシャルティ・ケミカルズ(Ciba Specialty Chemicals)から入手可能な商品名「ダロキュー(DAROCUR)1173」。
EPON 828:ビスフェノール−Aエポキシ樹脂、エポキシ当量185〜192の商品名「EPON 828」、テキサス州ヒューストン(Houston)のシェル・ケミカル(Shell Chemical)から入手可能。
EPON 1001F:ビスフェノール−Aエピクロロヒドリンベースのエポキシ樹脂、エポキシ当量525〜550の商品名「EPON 10D1F」、テキサス州ヒューストン(Houston)のシェル・ケミカル(Shell Chemical)から入手可能。
ERL 4221は、ユニオン・カーバイド・コーポレーション(Union Carbide Corp.)から入手可能で、現在はダウ・ケミカル・カンパニー(Dow Chemical Co.)(ミシガン州ミッドランド(Midland))から市販されている、3,4−エポキシシクロヘキシルメチル−3,4−エポキシシクロヘキシルカルボキシレート)の商品名である。
GC2500:緑色炭化ケイ素ミネラル、グレードJIS2500、イリノイ州エルムハースト(Elmhurst)のフジミ・コーポレーション(Fujimi Corp.)から入手可能。
GC3000:緑色炭化ケイ素ミネラル、グレードJIS3000、イリノイ州エルムハースト(Elmhurst)のフジミ・コーポレーション(Fujimi Corp.)から入手可能。
イルガキュア(IRGACURE)651:ニューヨーク州アーズレー(Ardsley)のチバ・ガイギー・カンパニー(Ciba Geigy Company)から入手可能な2,2−ジメトキシ−1,2−ジフェニル−1−エタノン、商品名「イルガキュア(IRGACURE)651」。
P400 FSX:酸化アルミニウム、オーストリアのヴィラッハ(Villach)にあるトライバッヒャー・ケミシェ・ヴェルケ・アーゲー(Treibacher Chemische Werke AG)から市販されている商品名アルドール(ALUDOR)BFRPL。
PD9000:アニオンポリエステル分散剤、デラウェア州ウィルミントン(Wilmington)のユニケマ(Uniqema)から入手可能な商品名「ZEPHRYM PD 9000」。
S−1227:ニュージャージー州ピスカタウェイ(Piscataway)のクレアノヴァ(Creanova)から商品名「ダイナポール(DYNAPOL)S−1227」で入手可能な高分子量ポリエステル。
SR339:SR339は、ペンシルバニア州エクストン(Exton)のサートマー・インコーポレイテッド(Sartomer,Inc.)から入手可能な2−フェノキシエチルアクリレートの商品名である
TMPTA:TMPTAは、トリメチロールプロパントリアクリレート樹脂、ペンシルバニア州エクストン(Exton)のサートマー・インコーポレイテッド(Sartomer,Inc.)から入手可能な商品名「SR351」である。
TPO−L:ホスフィンオキシド、ドイツのルートヴィヒスハーフェン(Ludwigshafen)のBASFケミカルズ(Chemicals)から入手可能な商品名「ルシリン(LUCIRIN)TPO−L」。
UVI−6974:UVI−6974は、ルイジアナ州ハンビル(Hahnville)のユニオン・カーバイド・コーポレーション(Union Carbide Corp.)から入手可能なトリアリールスルホニウムヘキサフルオロアンチモネート、プロピレンカーボネート中50%の商品名である。
プレミックスNo.1:33.6部のSR339を50.6部のTMPTAと合わせて手で混合し、その中に8部のPD 9000を添加して溶解するまで60℃にて保持した。この溶液を室温まで冷却した。これに2.8部のTPO−Lと5部のA−174とを加え、混合物を均質になるまで再度攪拌した。
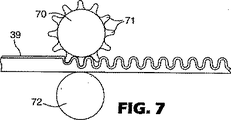
ポリウレタンエーテルフォームであるR600U−125(ミネソタ州ミネアポリス(Minneapolis)のイルブルック(Illbruck)から入手可能)を、ウォーターベースラテックスのハイカー(Hycar)2679(オハイオ州クリーブランド(Cleveland)のBF グッドリッチ(Goodrich)から入手可能)と一緒にスプレーコーティングし、乾燥皮膜重量8.6グラム/1000cm2を達成した。ペンシルバニア州リーディング(Reading)のプレミエ・ミル・コーポレーション(Premier Mill Corp.)から得たディスパーサトール(DISPERSATOR)ミキサを用いて、61.5部のGC3000を38.5部のプレミックスNo.1と配合し、スラリーNo.2を調製した。得られるフォームに、まずスラリーNo.2を図6および図7に示すような小さな造作を有するポリプロピレンツールにナイフコーティングして構造化研磨材コーティングを適用した。ここで、s=55μm、t=250μm、w=99.53°、x=54.84μm、y=55μm、z=53.00°である。続いて、コーティング済みのツールをラテックス被覆フォームに積層し、ウェブ速度9.1m/分(30ft/分)およびニップ圧344kPa(50psi)にて、D電球(D−bulb)を236W/cm(600W/インチ)の露光で用いて、UVプロセッサに1回通した後、ツーリングを取り外した。ポリウレタンエーテルフォーム上の3次元研磨材のシートを実施例1で説明したようにして熱的に型押しした。しかしながら、パターン付きロールの温度を204℃とし、線速度については30cm/分とした。
メイク樹脂を以下のようにして調製した。EPON 1001Fペレット(25%)およびダイナポール(DYNAPOL)S−1227ペレット(28%)をプレミックスと一緒に配合した。このプレミックスには以下のものが含有されている。EPON 828 樹脂(34.5%)、イルガキュア(IRGACURE)651(1%)、CHDM(2.8%)、TMPTA(7.5%)、AMOX(0.6%)およびCOM(0.6%)。材料(Epon 1001F、ダイナポール(Dynapol)S1227、プレミックス)を二軸押出機で混合した。

Claims (1)
- a.第1の表面とこれに対向する第2の表面とを有するシート状のフォーム裏材を提供し、
b.研磨粒子とバインダーとを含む組織化された研磨材コーティングを前記第1の表面上に提供して組織化された研磨物品を提供し、
c.圧力下にて、凸形エリアのパターンを少なくとも含む型押面を有するパターン付きの型押ツールを、研磨物品の組織化された研磨材コーティングに適用し、前記型押面の凸形エリアに対応する凹形エリアを少なくとも含む型押パターンを前記組織化された研磨材コーティングおよび前記フォーム裏材に提供し、型押研磨物品を提供することを含む、型押研磨物品の製造方法において、
前記組織化された研磨材コーティングが、プロダクションツールの表面を前記コーティングに押し付けて模様入りの仕上げをほどこすことによって作られた突出する複数の厳密に成形された研磨複合材料を含み、
前記凹形エリアが少なくとも200μmの深さまでフォーム裏材中に延在し、
前記フォーム裏材の厚さが約1ミリメートルから約6ミリメートルの範囲である、
型押研磨物品の製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/033,464 US6949128B2 (en) | 2001-12-28 | 2001-12-28 | Method of making an abrasive product |
| PCT/US2002/035541 WO2003057410A1 (en) | 2001-12-28 | 2002-11-06 | Method of making an abrasive product |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005514217A JP2005514217A (ja) | 2005-05-19 |
| JP2005514217A5 JP2005514217A5 (ja) | 2006-01-05 |
| JP4291695B2 true JP4291695B2 (ja) | 2009-07-08 |
Family
ID=21870558
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003557753A Expired - Lifetime JP4291695B2 (ja) | 2001-12-28 | 2002-11-06 | 研磨製品の製造方法 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US6949128B2 (ja) |
| EP (1) | EP1458524B1 (ja) |
| JP (1) | JP4291695B2 (ja) |
| KR (1) | KR100940953B1 (ja) |
| CN (1) | CN100491078C (ja) |
| AT (1) | ATE318677T1 (ja) |
| AU (1) | AU2002356909A1 (ja) |
| BR (1) | BRPI0215335B1 (ja) |
| CA (1) | CA2469808C (ja) |
| DE (1) | DE60209573T2 (ja) |
| ES (1) | ES2261792T3 (ja) |
| WO (1) | WO2003057410A1 (ja) |
Families Citing this family (105)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4121086B2 (ja) * | 2001-12-27 | 2008-07-16 | 富士通株式会社 | ラッピング装置向け砥粒埋め込み具 |
| US7297170B2 (en) * | 2002-07-26 | 2007-11-20 | 3M Innovative Properties Company | Method of using abrasive product |
| US7044989B2 (en) * | 2002-07-26 | 2006-05-16 | 3M Innovative Properties Company | Abrasive product, method of making and using the same, and apparatus for making the same |
| US6833014B2 (en) * | 2002-07-26 | 2004-12-21 | 3M Innovative Properties Company | Abrasive product, method of making and using the same, and apparatus for making the same |
| JP2004136432A (ja) * | 2002-09-24 | 2004-05-13 | Nihon Micro Coating Co Ltd | 研磨布及びその製造方法 |
| IL156485A0 (en) * | 2003-06-17 | 2004-01-04 | J G Systems Inc | Cmp pad with long user life |
| JP2007514553A (ja) * | 2003-11-26 | 2007-06-07 | スリーエム イノベイティブ プロパティズ カンパニー | 工作物の研磨方法 |
| US20050169874A1 (en) * | 2004-02-03 | 2005-08-04 | Zofchak Albert A. | Polyurethane emulsifiers |
| US20050210756A1 (en) * | 2004-03-25 | 2005-09-29 | Saint-Gobain Ceramics & Plastics, Inc. | Coated abrasive products and processes for forming same |
| US7393371B2 (en) * | 2004-04-13 | 2008-07-01 | 3M Innovative Properties Company | Nonwoven abrasive articles and methods |
| US20080318505A1 (en) * | 2004-11-29 | 2008-12-25 | Rajeev Bajaj | Chemical mechanical planarization pad and method of use thereof |
| US7169029B2 (en) * | 2004-12-16 | 2007-01-30 | 3M Innovative Properties Company | Resilient structured sanding article |
| US7875091B2 (en) * | 2005-02-22 | 2011-01-25 | Saint-Gobain Abrasives, Inc. | Rapid tooling system and methods for manufacturing abrasive articles |
| US7524345B2 (en) * | 2005-02-22 | 2009-04-28 | Saint-Gobain Abrasives, Inc. | Rapid tooling system and methods for manufacturing abrasive articles |
| US7867302B2 (en) * | 2005-02-22 | 2011-01-11 | Saint-Gobain Abrasives, Inc. | Rapid tooling system and methods for manufacturing abrasive articles |
| WO2006112909A1 (en) * | 2005-04-14 | 2006-10-26 | Saint-Gobain Abrasives, Inc. | Method of forming structured abrasive article |
| US7179159B2 (en) * | 2005-05-02 | 2007-02-20 | Applied Materials, Inc. | Materials for chemical mechanical polishing |
| US20070066186A1 (en) * | 2005-09-22 | 2007-03-22 | 3M Innovative Properties Company | Flexible abrasive article and methods of making and using the same |
| US7618306B2 (en) * | 2005-09-22 | 2009-11-17 | 3M Innovative Properties Company | Conformable abrasive articles and methods of making and using the same |
| US7491251B2 (en) * | 2005-10-05 | 2009-02-17 | 3M Innovative Properties Company | Method of making a structured abrasive article |
| US20070293130A1 (en) * | 2006-02-01 | 2007-12-20 | Sierra Madre Marketing Group | Wearable Abrasive Surfaces for Dry Applications |
| US20090011692A1 (en) * | 2006-02-01 | 2009-01-08 | Fred Miekka | Dry Sanding Surfaces Having High Abrasive Loading |
| US20070178817A1 (en) * | 2006-02-01 | 2007-08-02 | Smrg | Discontinuous abrasive particle releasing surfaces |
| US7235114B1 (en) * | 2006-03-16 | 2007-06-26 | 3M Innovative Properties Company | Flexible abrasive article |
| US20070243798A1 (en) * | 2006-04-18 | 2007-10-18 | 3M Innovative Properties Company | Embossed structured abrasive article and method of making and using the same |
| US7410413B2 (en) * | 2006-04-27 | 2008-08-12 | 3M Innovative Properties Company | Structured abrasive article and method of making and using the same |
| US7906051B2 (en) | 2006-05-01 | 2011-03-15 | Lake County Manufacturing, Inc. | Foam buffing pad with random or strategically placed collapsed cell structures |
| FI121654B (sv) | 2006-07-10 | 2011-02-28 | Kwh Mirka Ab Oy | Förfarande för tillverkning av en flexibel sliprondell och en flexibel sliprondell |
| US7963827B2 (en) | 2006-07-14 | 2011-06-21 | Saint-Gobain Abrastives, Inc. | Backingless abrasive article |
| US7985269B2 (en) * | 2006-12-04 | 2011-07-26 | 3M Innovative Properties Company | Nonwoven abrasive articles and methods of making the same |
| KR100772034B1 (ko) * | 2006-12-08 | 2007-10-31 | 주식회사 썬텍인더스트리 | 코팅된 3차원 연마재 구조물을 갖는 연마포지의 제조방법 |
| GB2447071A (en) * | 2007-02-27 | 2008-09-03 | Pro Fit Int Ltd | An apparatus and method for transporting a fabric |
| TW200927896A (en) * | 2007-12-28 | 2009-07-01 | Iv Technologies Co Ltd | Polishing pad and polishing method |
| JP5555453B2 (ja) * | 2008-07-24 | 2014-07-23 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨材製品、その製造方法及び使用方法 |
| WO2010025003A2 (en) | 2008-08-28 | 2010-03-04 | 3M Innovative Properties Company | Structured abrasive article, method of making the same, and use in wafer planarization |
| US20100112919A1 (en) * | 2008-11-03 | 2010-05-06 | Applied Materials, Inc. | Monolithic linear polishing sheet |
| US8801497B2 (en) | 2009-04-30 | 2014-08-12 | Rdc Holdings, Llc | Array of abrasive members with resilient support |
| US20110104989A1 (en) * | 2009-04-30 | 2011-05-05 | First Principles LLC | Dressing bar for embedding abrasive particles into substrates |
| US9221148B2 (en) | 2009-04-30 | 2015-12-29 | Rdc Holdings, Llc | Method and apparatus for processing sliders for disk drives, and to various processing media for the same |
| US8628597B2 (en) * | 2009-06-25 | 2014-01-14 | 3M Innovative Properties Company | Method of sorting abrasive particles, abrasive particle distributions, and abrasive articles including the same |
| KR101609128B1 (ko) * | 2009-08-13 | 2016-04-05 | 삼성전자주식회사 | 연마 패드 및 이를 갖는 화학 기계적 연마 장치 |
| US8425278B2 (en) * | 2009-08-26 | 2013-04-23 | 3M Innovative Properties Company | Structured abrasive article and method of using the same |
| CN102665772B (zh) * | 2009-11-23 | 2016-08-03 | 巴斯夫欧洲公司 | 制备吸水性聚合物泡沫的方法 |
| DE102010001769A1 (de) * | 2010-02-10 | 2011-08-11 | JÖST GmbH, 69483 | Schleif- und Reinigungskörper |
| JP5767325B2 (ja) * | 2010-07-02 | 2015-08-19 | スリーエム イノベイティブ プロパティズ カンパニー | 被覆研磨材物品 |
| WO2012092388A2 (en) * | 2010-12-28 | 2012-07-05 | Saint-Gobain Abrasives, Inc. | Robust binder bonded grinding wheel |
| WO2012092619A2 (en) | 2010-12-30 | 2012-07-05 | Saint-Gobain Abrasives, Inc. | Coated abrasive aggregates and products containg same |
| EP2658680B1 (en) | 2010-12-31 | 2020-12-09 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive articles comprising abrasive particles having particular shapes and methods of forming such articles |
| CN102601747B (zh) * | 2011-01-20 | 2015-12-09 | 中芯国际集成电路制造(上海)有限公司 | 一种研磨垫及其制备方法、使用方法 |
| US10675794B2 (en) * | 2011-02-24 | 2020-06-09 | 3M Innovative Properties Company | Coated abrasive article with foam backing and method of making |
| CN102744917A (zh) * | 2011-05-09 | 2012-10-24 | 金红叶纸业集团有限公司 | 用于纸制品的压花辊、具压花的卫生纸及多层卫生纸制品 |
| JP5901155B2 (ja) | 2011-06-27 | 2016-04-06 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨用構造体及びその製造方法 |
| WO2013003830A2 (en) | 2011-06-30 | 2013-01-03 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive articles including abrasive particles of silicon nitride |
| CN103764349B (zh) | 2011-06-30 | 2017-06-09 | 圣戈本陶瓷及塑料股份有限公司 | 液相烧结碳化硅研磨颗粒 |
| EP2760639B1 (en) | 2011-09-26 | 2021-01-13 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive articles including abrasive particulate materials, coated abrasives using the abrasive particulate materials and methods of forming |
| CA2849805A1 (en) | 2011-09-29 | 2013-04-04 | Saint-Gobain Abrasives, Inc. | Abrasive products and methods for finishing hard surfaces |
| CN102335885B (zh) * | 2011-10-08 | 2013-11-20 | 河源市树熊超硬磨具有限公司 | 一种陶瓷磨削用金刚石砂轮及其制备方法 |
| KR20140106713A (ko) | 2011-12-30 | 2014-09-03 | 생-고뱅 세라믹스 앤드 플라스틱스, 인코포레이티드 | 형상화 연마입자 및 이의 형성방법 |
| WO2013106602A1 (en) | 2012-01-10 | 2013-07-18 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles having particular shapes and methods of forming such particles |
| CA3170246A1 (en) | 2012-01-10 | 2013-07-18 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles having complex shapes and methods of forming same |
| WO2013106575A1 (en) | 2012-01-10 | 2013-07-18 | Saint-Gobain Abrasives, Inc. | Abrasive products and methods for finishing coated surfaces |
| CA2867350C (en) | 2012-03-16 | 2017-05-23 | Saint-Gobain Abrasives, Inc. | Abrasive products and methods for finishing surfaces |
| JP5844189B2 (ja) * | 2012-03-26 | 2016-01-13 | 富士紡ホールディングス株式会社 | 研磨パッド及び研磨パッドの製造方法 |
| EP2830829B1 (en) | 2012-03-30 | 2018-01-10 | Saint-Gobain Abrasives, Inc. | Abrasive products having fibrillated fibers |
| US8968435B2 (en) | 2012-03-30 | 2015-03-03 | Saint-Gobain Abrasives, Inc. | Abrasive products and methods for fine polishing of ophthalmic lenses |
| IN2014DN10170A (ja) | 2012-05-23 | 2015-08-21 | Saint Gobain Ceramics | |
| US10106714B2 (en) | 2012-06-29 | 2018-10-23 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles having particular shapes and methods of forming such particles |
| US9440326B2 (en) | 2012-07-23 | 2016-09-13 | Jh Rhodes Company, Inc. | Non-planar glass polishing pad and method of manufacture |
| RU2614488C2 (ru) | 2012-10-15 | 2017-03-28 | Сен-Гобен Абразивс, Инк. | Абразивные частицы, имеющие определенные формы, и способы формирования таких частиц |
| DE102012222886B4 (de) * | 2012-12-12 | 2014-11-27 | Jöst Gmbh | Genopptes Schleif- und Reinigungsvlies sowie Herstellung und Verwendung desselben |
| US9522454B2 (en) | 2012-12-17 | 2016-12-20 | Seagate Technology Llc | Method of patterning a lapping plate, and patterned lapping plates |
| US9074119B2 (en) | 2012-12-31 | 2015-07-07 | Saint-Gobain Ceramics & Plastics, Inc. | Particulate materials and methods of forming same |
| CN105073343B (zh) | 2013-03-29 | 2017-11-03 | 圣戈班磨料磨具有限公司 | 具有特定形状的磨粒、形成这种粒子的方法及其用途 |
| TW201502263A (zh) | 2013-06-28 | 2015-01-16 | Saint Gobain Ceramics | 包含成形研磨粒子之研磨物品 |
| TWI589404B (zh) * | 2013-06-28 | 2017-07-01 | 聖高拜磨料有限公司 | 基於向日葵圖案之經塗佈的研磨製品 |
| MX2016004000A (es) | 2013-09-30 | 2016-06-02 | Saint Gobain Ceramics | Particulas abrasivas moldeadas y metodos para formación de ellas. |
| JP6337458B2 (ja) * | 2013-12-16 | 2018-06-06 | 株式会社リコー | 研磨シート、及び、研磨具 |
| EP3089851B1 (en) | 2013-12-31 | 2019-02-06 | Saint-Gobain Abrasives, Inc. | Abrasive article including shaped abrasive particles |
| US9771507B2 (en) | 2014-01-31 | 2017-09-26 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particle including dopant material and method of forming same |
| CA3123554A1 (en) | 2014-04-14 | 2015-10-22 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| CN106457521A (zh) | 2014-04-14 | 2017-02-22 | 圣戈本陶瓷及塑料股份有限公司 | 包括成形磨粒的研磨制品 |
| US9902045B2 (en) | 2014-05-30 | 2018-02-27 | Saint-Gobain Abrasives, Inc. | Method of using an abrasive article including shaped abrasive particles |
| US9649741B2 (en) * | 2014-07-07 | 2017-05-16 | Jh Rhodes Company, Inc. | Polishing material for polishing hard surfaces, media including the material, and methods of forming and using same |
| US9914864B2 (en) | 2014-12-23 | 2018-03-13 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particles and method of forming same |
| US9707529B2 (en) | 2014-12-23 | 2017-07-18 | Saint-Gobain Ceramics & Plastics, Inc. | Composite shaped abrasive particles and method of forming same |
| US9676981B2 (en) | 2014-12-24 | 2017-06-13 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particle fractions and method of forming same |
| TWI634200B (zh) | 2015-03-31 | 2018-09-01 | 聖高拜磨料有限公司 | 固定磨料物品及其形成方法 |
| CN107636109A (zh) | 2015-03-31 | 2018-01-26 | 圣戈班磨料磨具有限公司 | 固定磨料制品和其形成方法 |
| KR102006615B1 (ko) | 2015-06-11 | 2019-08-02 | 생-고뱅 세라믹스 앤드 플라스틱스, 인코포레이티드 | 형상화 연마 입자들을 포함하는 연마 물품 |
| TWI769988B (zh) * | 2015-10-07 | 2022-07-11 | 美商3M新設資產公司 | 拋光墊與系統及其製造與使用方法 |
| US20170320262A1 (en) * | 2016-05-04 | 2017-11-09 | AbraPower, Inc. | Method and apparatus for manufacturing an embossed sanding sponge |
| ES2922927T3 (es) | 2016-05-10 | 2022-09-21 | Saint Gobain Ceramics & Plastics Inc | Procedimientos de formación de partículas abrasivas |
| US20170335155A1 (en) | 2016-05-10 | 2017-11-23 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles and methods of forming same |
| CN106392908A (zh) * | 2016-05-30 | 2017-02-15 | 广东工业大学 | 一种陶瓷结合剂金刚石砂轮及其制备方法 |
| EP4349896A2 (en) | 2016-09-29 | 2024-04-10 | Saint-Gobain Abrasives, Inc. | Fixed abrasive articles and methods of forming same |
| EP3558589B1 (en) * | 2016-12-23 | 2024-01-24 | 3M Innovative Properties Company | Methods of making polymer bond abrasive articles |
| US10563105B2 (en) | 2017-01-31 | 2020-02-18 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| US10759024B2 (en) | 2017-01-31 | 2020-09-01 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| WO2018236989A1 (en) | 2017-06-21 | 2018-12-27 | Saint-Gobain Ceramics & Plastics, Inc. | PARTICULATE MATERIALS AND METHODS OF FORMATION THEREOF |
| JP7273796B2 (ja) * | 2017-08-25 | 2023-05-15 | スリーエム イノベイティブ プロパティズ カンパニー | 表面突起研磨パッド |
| EP3774280A4 (en) * | 2018-03-29 | 2022-01-05 | 3M Innovative Properties Company | MICROFACTURED FILM AND METHOD OF ITS MANUFACTURING |
| CN109290964B (zh) * | 2018-11-05 | 2021-06-04 | 深圳市汉通实业有限公司 | 一种高效率栏杆打磨砂轮及其制作方法 |
| US11926019B2 (en) | 2019-12-27 | 2024-03-12 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive articles and methods of forming same |
| CN111824431B (zh) * | 2020-07-10 | 2021-10-26 | 南京航空航天大学 | 基于整体可控山脊式压力分布的高速进气道进口前体 |
| CN113319748A (zh) * | 2021-06-18 | 2021-08-31 | 北京林业大学 | 用于磨削木质材料的堆积磨料砂带的制备方法及砂带 |
Family Cites Families (77)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1910444A (en) | 1931-02-13 | 1933-05-23 | Carborundum Co | Process of making abrasive materials |
| US2115897A (en) | 1935-05-15 | 1938-05-03 | Carborundum Co | Abrasive article |
| US2242877A (en) | 1939-03-15 | 1941-05-20 | Albertson & Co Inc | Abrasive disk and method of making the same |
| US2755607A (en) | 1953-06-01 | 1956-07-24 | Norton Co | Coated abrasives |
| US3048482A (en) | 1958-10-22 | 1962-08-07 | Rexall Drug Co | Abrasive articles and methods of making the same |
| US3041156A (en) | 1959-07-22 | 1962-06-26 | Norton Co | Phenolic resin bonded grinding wheels |
| US3605349A (en) | 1969-05-08 | 1971-09-20 | Frederick B Anthon | Abrasive finishing article |
| US3594865A (en) | 1969-07-10 | 1971-07-27 | American Velcro Inc | Apparatus for molding plastic shapes in molding recesses formed in moving endless wire dies |
| AT347283B (de) | 1975-03-07 | 1978-12-27 | Collo Gmbh | Schaumstoffkoerper fuer reinigungs-, scheuer- und/oder polierzwecke u. dgl. |
| US4311489A (en) | 1978-08-04 | 1982-01-19 | Norton Company | Coated abrasive having brittle agglomerates of abrasive grain |
| US4255164A (en) | 1979-04-30 | 1981-03-10 | Minnesota Mining And Manufacturing Company | Fining sheet and method of making and using the same |
| US4314827A (en) | 1979-06-29 | 1982-02-09 | Minnesota Mining And Manufacturing Company | Non-fused aluminum oxide-based abrasive mineral |
| GB2094824B (en) | 1981-03-12 | 1985-07-17 | Interface Developments Ltd | Abrasive member |
| US4623364A (en) | 1984-03-23 | 1986-11-18 | Norton Company | Abrasive material and method for preparing the same |
| US4609581A (en) | 1985-04-15 | 1986-09-02 | Minnesota Mining And Manufacturing Company | Coated abrasive sheet material with loop attachment means |
| CA1254238A (en) | 1985-04-30 | 1989-05-16 | Alvin P. Gerk | Process for durable sol-gel produced alumina-based ceramics, abrasive grain and abrasive products |
| US4652274A (en) | 1985-08-07 | 1987-03-24 | Minnesota Mining And Manufacturing Company | Coated abrasive product having radiation curable binder |
| US4652275A (en) | 1985-08-07 | 1987-03-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US4773920B1 (en) | 1985-12-16 | 1995-05-02 | Minnesota Mining & Mfg | Coated abrasive suitable for use as a lapping material. |
| US4770671A (en) | 1985-12-30 | 1988-09-13 | Minnesota Mining And Manufacturing Company | Abrasive grits formed of ceramic containing oxides of aluminum and yttrium, method of making and using the same and products made therewith |
| US4644703A (en) | 1986-03-13 | 1987-02-24 | Norton Company | Plural layered coated abrasive |
| JPS6316980A (ja) * | 1986-07-04 | 1988-01-23 | Fuji Photo Film Co Ltd | 研磨テ−プ |
| US4751138A (en) | 1986-08-11 | 1988-06-14 | Minnesota Mining And Manufacturing Company | Coated abrasive having radiation curable binder |
| US4799939A (en) | 1987-02-26 | 1989-01-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US4735632A (en) | 1987-04-02 | 1988-04-05 | Minnesota Mining And Manufacturing Company | Coated abrasive binder containing ternary photoinitiator system |
| US4881951A (en) | 1987-05-27 | 1989-11-21 | Minnesota Mining And Manufacturing Co. | Abrasive grits formed of ceramic containing oxides of aluminum and rare earth metal, method of making and products made therewith |
| US4950696A (en) | 1987-08-28 | 1990-08-21 | Minnesota Mining And Manufacturing Company | Energy-induced dual curable compositions |
| JP2707264B2 (ja) | 1987-12-28 | 1998-01-28 | ハイ・コントロール・リミテッド | 研磨シートおよびその製造方法 |
| US4930266A (en) | 1988-02-26 | 1990-06-05 | Minnesota Mining And Manufacturing Company | Abrasive sheeting having individually positioned abrasive granules |
| US5254194A (en) | 1988-05-13 | 1993-10-19 | Minnesota Mining And Manufacturing Company | Coated abrasive sheet material with loop material for attachment incorporated therein |
| US4985340A (en) | 1988-06-01 | 1991-01-15 | Minnesota Mining And Manufacturing Company | Energy curable compositions: two component curing agents |
| CH675250A5 (ja) | 1988-06-17 | 1990-09-14 | Lonza Ag | |
| JP2868772B2 (ja) | 1988-09-20 | 1999-03-10 | 大日本印刷株式会社 | 研磨テープの製造方法 |
| US5011508A (en) | 1988-10-14 | 1991-04-30 | Minnesota Mining And Manufacturing Company | Shelling-resistant abrasive grain, a method of making the same, and abrasive products |
| US4903440A (en) | 1988-11-23 | 1990-02-27 | Minnesota Mining And Manufacturing Company | Abrasive product having binder comprising an aminoplast resin |
| YU32490A (en) | 1989-03-13 | 1991-10-31 | Lonza Ag | Hydrophobic layered grinding particles |
| US4959265A (en) | 1989-04-17 | 1990-09-25 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive tape fastener for releasably attaching an object to a fabric |
| US5014468A (en) | 1989-05-05 | 1991-05-14 | Norton Company | Patterned coated abrasive for fine surface finishing |
| US4997461A (en) | 1989-09-11 | 1991-03-05 | Norton Company | Nitrified bonded sol gel sintered aluminous abrasive bodies |
| US5085671A (en) | 1990-05-02 | 1992-02-04 | Minnesota Mining And Manufacturing Company | Method of coating alumina particles with refractory material, abrasive particles made by the method and abrasive products containing the same |
| US5077870A (en) | 1990-09-21 | 1992-01-07 | Minnesota Mining And Manufacturing Company | Mushroom-type hook strip for a mechanical fastener |
| JP2977884B2 (ja) | 1990-10-19 | 1999-11-15 | 大日本印刷株式会社 | 研磨テープの製造方法 |
| US5152917B1 (en) | 1991-02-06 | 1998-01-13 | Minnesota Mining & Mfg | Structured abrasive article |
| US5107626A (en) | 1991-02-06 | 1992-04-28 | Minnesota Mining And Manufacturing Company | Method of providing a patterned surface on a substrate |
| US5236472A (en) | 1991-02-22 | 1993-08-17 | Minnesota Mining And Manufacturing Company | Abrasive product having a binder comprising an aminoplast binder |
| US5219462A (en) | 1992-01-13 | 1993-06-15 | Minnesota Mining And Manufacturing Company | Abrasive article having abrasive composite members positioned in recesses |
| US5437754A (en) | 1992-01-13 | 1995-08-01 | Minnesota Mining And Manufacturing Company | Abrasive article having precise lateral spacing between abrasive composite members |
| US5256170A (en) | 1992-01-22 | 1993-10-26 | Minnesota Mining And Manufacturing Company | Coated abrasive article and method of making same |
| US5178646A (en) | 1992-01-22 | 1993-01-12 | Minnesota Mining And Manufacturing Company | Coatable thermally curable binder presursor solutions modified with a reactive diluent, abrasive articles incorporating same, and methods of making said abrasive articles |
| US5314513A (en) | 1992-03-03 | 1994-05-24 | Minnesota Mining And Manufacturing Company | Abrasive product having a binder comprising a maleimide binder |
| JPH05253850A (ja) * | 1992-03-11 | 1993-10-05 | Nippon Micro Kooteingu Kk | ハードディスクの表面をテクスチャー加工するための研磨テープ |
| US5213591A (en) | 1992-07-28 | 1993-05-25 | Ahmet Celikkaya | Abrasive grain, method of making same and abrasive products |
| US6099394A (en) | 1998-02-10 | 2000-08-08 | Rodel Holdings, Inc. | Polishing system having a multi-phase polishing substrate and methods relating thereto |
| DE69315088T2 (de) | 1992-12-17 | 1998-03-26 | Minnesota Mining & Mfg | Aufschlaemmungen mit reduzierter viskositaet, daraus hergestellte schleifgegenstaende und verfahren zur herstellung der gegenstaende |
| US5435816A (en) | 1993-01-14 | 1995-07-25 | Minnesota Mining And Manufacturing Company | Method of making an abrasive article |
| US5549962A (en) | 1993-06-30 | 1996-08-27 | Minnesota Mining And Manufacturing Company | Precisely shaped particles and method of making the same |
| US5378252A (en) | 1993-09-03 | 1995-01-03 | Minnesota Mining And Manufacturing Company | Abrasive articles |
| US5658184A (en) | 1993-09-13 | 1997-08-19 | Minnesota Mining And Manufacturing Company | Nail tool and method of using same to file, polish and/or buff a fingernail or a toenail |
| DE69419764T2 (de) | 1993-09-13 | 1999-12-23 | Minnesota Mining & Mfg | Schleifartikel, verfahren zur herstellung desselben, verfahren zur verwendung desselben zum endbearbeiten, und herstellungswerkzeug |
| US5489235A (en) | 1993-09-13 | 1996-02-06 | Minnesota Mining And Manufacturing Company | Abrasive article and method of making same |
| US5454844A (en) | 1993-10-29 | 1995-10-03 | Minnesota Mining And Manufacturing Company | Abrasive article, a process of making same, and a method of using same to finish a workpiece surface |
| US5505747A (en) | 1994-01-13 | 1996-04-09 | Minnesota Mining And Manufacturing Company | Method of making an abrasive article |
| DE69511068T2 (de) | 1994-02-22 | 2000-04-06 | Minnesota Mining & Mfg | Schleifartikel, verfahren zum herstellen derselben, und verfahren zum anwenden desselben bei endbearbeitung |
| JP3288529B2 (ja) * | 1994-03-29 | 2002-06-04 | 日本電信電話株式会社 | 光ファイバコネクタ端面研磨用ダイヤモンド研磨フィルム |
| US5674122A (en) | 1994-10-27 | 1997-10-07 | Minnesota Mining And Manufacturing Company | Abrasive articles and methods for their manufacture |
| US5975987A (en) | 1995-10-05 | 1999-11-02 | 3M Innovative Properties Company | Method and apparatus for knurling a workpiece, method of molding an article with such workpiece, and such molded article |
| CA2251796A1 (en) | 1996-05-03 | 1997-11-13 | Minnesota Mining And Manufacturing Company | Method of making a porous abrasive article |
| US5692950A (en) | 1996-08-08 | 1997-12-02 | Minnesota Mining And Manufacturing Company | Abrasive construction for semiconductor wafer modification |
| US6231629B1 (en) | 1997-03-07 | 2001-05-15 | 3M Innovative Properties Company | Abrasive article for providing a clear surface finish on glass |
| US5910471A (en) | 1997-03-07 | 1999-06-08 | Minnesota Mining And Manufacturing Company | Abrasive article for providing a clear surface finish on glass |
| US5849051A (en) | 1997-11-12 | 1998-12-15 | Minnesota Mining And Manufacturing Company | Abrasive foam article and method of making same |
| US6059850A (en) * | 1998-07-15 | 2000-05-09 | 3M Innovative Properties Company | Resilient abrasive article with hard anti-loading size coating |
| US6197076B1 (en) | 1999-04-05 | 2001-03-06 | 3M Innovative Properties Company | Abrasive article method of making same and abrading apparatus |
| US6287184B1 (en) | 1999-10-01 | 2001-09-11 | 3M Innovative Properties Company | Marked abrasive article |
| US6630531B1 (en) | 2000-02-02 | 2003-10-07 | 3M Innovative Properties Company | Adhesive for bonding to low surface energy surfaces |
| US20020090901A1 (en) * | 2000-11-03 | 2002-07-11 | 3M Innovative Properties Company | Flexible abrasive product and method of making and using the same |
| JP2002172563A (ja) | 2000-11-24 | 2002-06-18 | Three M Innovative Properties Co | 研磨テープ |
-
2001
- 2001-12-28 US US10/033,464 patent/US6949128B2/en not_active Expired - Lifetime
-
2002
- 2002-11-06 BR BRPI0215335A patent/BRPI0215335B1/pt not_active IP Right Cessation
- 2002-11-06 DE DE60209573T patent/DE60209573T2/de not_active Expired - Lifetime
- 2002-11-06 KR KR1020047010169A patent/KR100940953B1/ko active IP Right Grant
- 2002-11-06 ES ES02806117T patent/ES2261792T3/es not_active Expired - Lifetime
- 2002-11-06 JP JP2003557753A patent/JP4291695B2/ja not_active Expired - Lifetime
- 2002-11-06 CA CA2469808A patent/CA2469808C/en not_active Expired - Fee Related
- 2002-11-06 EP EP02806117A patent/EP1458524B1/en not_active Expired - Lifetime
- 2002-11-06 AU AU2002356909A patent/AU2002356909A1/en not_active Abandoned
- 2002-11-06 AT AT02806117T patent/ATE318677T1/de not_active IP Right Cessation
- 2002-11-06 CN CNB028262522A patent/CN100491078C/zh not_active Expired - Fee Related
- 2002-11-06 WO PCT/US2002/035541 patent/WO2003057410A1/en active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| ES2261792T3 (es) | 2006-11-16 |
| BRPI0215335B1 (pt) | 2017-05-02 |
| WO2003057410A1 (en) | 2003-07-17 |
| CN100491078C (zh) | 2009-05-27 |
| ATE318677T1 (de) | 2006-03-15 |
| KR20040068359A (ko) | 2004-07-30 |
| DE60209573D1 (de) | 2006-04-27 |
| EP1458524B1 (en) | 2006-03-01 |
| BR0215335A (pt) | 2004-11-16 |
| JP2005514217A (ja) | 2005-05-19 |
| US20030150169A1 (en) | 2003-08-14 |
| AU2002356909A1 (en) | 2003-07-24 |
| CN1767926A (zh) | 2006-05-03 |
| EP1458524A1 (en) | 2004-09-22 |
| DE60209573T2 (de) | 2006-12-07 |
| KR100940953B1 (ko) | 2010-02-05 |
| US6949128B2 (en) | 2005-09-27 |
| CA2469808C (en) | 2011-03-22 |
| CA2469808A1 (en) | 2003-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4291695B2 (ja) | 研磨製品の製造方法 | |
| US6846232B2 (en) | Backing and abrasive product made with the backing and method of making and using the backing and abrasive product | |
| US20030207659A1 (en) | Abrasive product and method of making and using the same | |
| US20030022604A1 (en) | Abrasive product and method of making and using the same | |
| EP1458523B1 (en) | Abrasive product and method of making the same | |
| AU750293B2 (en) | Abrasive slurries and abrasive articles comprising multiple abrasive particle grades | |
| EP2176031B1 (en) | Structured abrasive with overlayer, and method of making and using the same | |
| KR100674052B1 (ko) | 유리 및 유리 세라믹 작업편의 연마용으로 적합한 연마용품 | |
| US5928394A (en) | Durable abrasive articles with thick abrasive coatings | |
| JPH09507658A (ja) | 研摩材、研摩材の製造方法、および研摩装置 | |
| JP2004249460A (ja) | 研磨材物品およびその製造方法 | |
| WO2000007774A1 (en) | Abrasive article with integrally molded front surface protrusions containing a grinding aid and methods of making and using |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051104 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051104 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080520 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080819 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080826 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080918 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080926 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081015 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090331 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090403 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4291695 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120410 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120410 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130410 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130410 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140410 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |