JP4288397B2 - スピーカー用エッジおよびその製造方法 - Google Patents
スピーカー用エッジおよびその製造方法 Download PDFInfo
- Publication number
- JP4288397B2 JP4288397B2 JP2000006125A JP2000006125A JP4288397B2 JP 4288397 B2 JP4288397 B2 JP 4288397B2 JP 2000006125 A JP2000006125 A JP 2000006125A JP 2000006125 A JP2000006125 A JP 2000006125A JP 4288397 B2 JP4288397 B2 JP 4288397B2
- Authority
- JP
- Japan
- Prior art keywords
- edge
- nonwoven fabric
- speaker
- resin
- impregnated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Nonwoven Fabrics (AREA)
- Diaphragms For Electromechanical Transducers (AREA)
Description
【発明の属する技術分野】
本発明は、スピーカー用エッジおよびその製造方法に関する。より詳細には、本発明は、優れた内部損失、耐候性、防水性および湿度に対する寸法安定性を有し、軽量であり、かつ、振動板から剥がれにくいスピーカー用エッジおよびその製造方法に関する。
【0002】
【従来の技術】
現在、種々のスピーカー用部材について、用途に応じて種々の材料が用いられている。例えば、エッジを形成する材料としては、不織布、コーティング布、発泡ウレタン、エラストマーおよびゴムが挙げられる。不織布が広く用いられており、特に、スパンボンド法により構成されたポリウレタン不織布にポリウレタン系エラストマーフィルムをラミネートしたもの、または超極細繊維(例えば、ポリエステル系繊維、ポリアミド系繊維)からなる不織布が広く用いられている。
【0003】
しかし、上記のエッジ形成材料は、それぞれ問題を有している。
ポリウレタン不織布はポリウレタン系エラストマーフィルムをラミネートしているので重量が増大し、その結果、得られるスピーカーの中高域における音響特性が不十分であるという欠点を有する。さらに、ポリウレタン自体の特性に起因して、耐候性がきわめて劣悪である。
【0004】
超極細繊維からなる不織布は、その構造に起因して内部摩擦が十分に生じず、その結果、得られるスピーカーに歪み感が発生しやすくなる。また、超極細繊維からなる不織布を用いる場合には、樹脂を含浸する際に溶媒としてジメチルホルムアミド(DMF)を用いるので、非常にコストがかかる。さらに、このような超極細繊維には防水加工が施されていないので、防水性が要求される用途(例えば、車載向けドアマウント用スピーカー)には適用され得ない。加えて、当該超極細繊維がポリエステル系繊維である場合には、重量が大きくなるので、中高域における音響特性が不十分である。当該超極細繊維がポリアミド系繊維である場合には、吸湿性が非常に大きいので、湿度に対する寸法安定性が不十分である。
【0005】
コーティング布は、基材織布表面に合成ゴムラテックスや合成樹脂エマルジョンをコーティングしてなる。このようなコーティング布は、賦形するために基材織布に熱硬化性樹脂を含浸させなければならないので、コーティングを施したとしても不十分な内部損失しか得られない。
【0006】
さらに、従来のエッジの製造方法は、エッジを成形する工程と;エッジを切断する工程と;振動板の外周部に接着剤を塗布する工程と;接着剤を乾燥させる工程と;エッジと振動板とを貼り付ける工程とを要する。その結果、接着剤を塗布する際に塗布ムラが生じた場合には、エッジ剥がれの原因となる。
【0007】
【発明が解決しようとする課題】
本発明は、上記従来の課題を解決するためになされたものであり、その目的とするところは、優れた内部損失、耐候性、防水性および湿度に対する寸法安定性を有し、軽量であり、かつ、振動板から剥がれにくいスピーカー用エッジおよびその簡便な製造方法を提供することにある。
【0008】
【課題を解決するための手段】
本発明者らは、スピーカー用部材を形成する材料およびその製造方法について鋭意検討した結果、同一材料の繊維から形成された層構造を有する不織布を用いることにより、優れた内部損失、耐候性、防水性および湿度に対する寸法安定性を有し、軽量であり、かつ、振動板から剥がれにくいスピーカー用エッジが得られることを見出し、本発明を完成するに至った。
【0009】
本発明のスピーカー用エッジは、不織布から形成される。該不織布は、該不織布の両表面部分に配された表面層と、該表面層の間に配された中間層とを有し、該表面層は超極細モノフィラメントから構成され、該中間層は該モノフィラメントと同一素材のマルチフィラメントから構成されている。
好ましい実施態様においては、上記不織布の通気度は13〜28cc/cm2/secである。
好ましい実施態様においては、上記モノフィラメントおよびマルチフィラメントはアクリル系繊維である。
好ましい実施態様においては、上記モノフィラメントの外径は0.6〜1.4μmであり、上記マルチフィラメントの外径は40〜80μmである。
好ましい実施態様においては、上記不織布に熱可塑性樹脂が含浸されている。好ましい実施態様においては、上記熱可塑性樹脂は、ポリウレタン樹脂またはポリエステル樹脂である。
好ましい実施態様においては、上記熱可塑性樹脂は、上記不織布100重量部に対して5〜30重量部の割合で含浸されている。
好ましい実施態様においては、上記不織布に撥水剤がさらに含浸されている。好ましい実施態様においては、上記撥水剤は、フッ素系樹脂またはシリコーン系樹脂である。
好ましい実施態様においては、上記撥水剤は、上記不織布100重量部に対して1〜10重量部の割合で含浸されている。
好ましい実施態様においては、上記不織布は、上記表面層の外側にコーティング層をさらに有する。
好ましい実施態様においては、上記コーティング層は、合成ゴムラテックスまたは合成樹脂エマルジョンから形成されている。
好ましい実施態様においては、上記合成ゴムラテックスは、スチレン−ブタジエンゴム、アクリロニトリル−ブタジエンゴムおよびメタクリル酸メチル−ブタジエンゴムから選択される少なくとも1つを含有する。
好ましい実施態様においては、上記合成樹脂エマルジョンは、アクリル系樹脂、ポリウレタン系樹脂、ポリエステル樹脂およびポリアミド系樹脂から選択される少なくとも1つを含有する。
本発明の別の局面によれば、スピーカー用エッジの製造方法が提供される。この方法は、不織布の少なくとも一方の表面にコーティング層を形成する工程と;該コーティング層が形成された不織布を所定の形状に切断する工程と;該切断された不織布を振動板の所定の位置に重ね合わせて熱プレスを行うことにより、エッジを成形すると同時に該エッジを該振動板に貼り付ける工程とを含む。
【0010】
【発明の実施の形態】
本発明のスピーカー用エッジは、不織布から形成される。この不織布は、両表面部分に配された表面層と、当該表面層の間に配された中間層とを有する。表面層は超極細モノフィラメントから構成され、中間層は当該モノフィラメントと同一素材のマルチフィラメントから構成されている。
【0011】
表面層および中間層は、マルチフィラメントからなる不織布を分割処理することにより、同時に形成される。より詳細には、不織布を構成するマルチフィラメントのうち両表面部分を構成するマルチフィラメントを任意の適切な方法で分割することにより、当該不織布の両表面部分に、分割されたモノフィラメントで構成された表面層が形成される。同時に、当該不織布の中央部分には、分割されずに残ったマルチフィラメントで構成された中間層が形成される。好ましくは、マルチフィラメントの分割は、柱状流処理により行われる。柱状流処理は、高圧シャワーを不織布表面に浴びせることにより行われる。
【0012】
好ましくは、それぞれの表面層の厚みは、不織布の全体厚みの15〜30%である(ここで、不織布の代表的な厚みは0.7mmである)。表面層の厚みが15%未満である場合には、不織布を構成する繊維同士の絡まり合いが全体として少ないので、引張強度が不十分である場合が多い。表面層の厚みが30%を超えると、不織布を構成する繊維が切断されてしまうので、引張強度が不十分である場合が多い。このような好ましい範囲の厚みで表面層が形成された場合、不織布の通気度は13〜28cc/cm2/secである。なお、表面層と中間層との境界は明確に規定されているわけではないことに留意されたい。
【0013】
不織布を構成する繊維の種類は特に限定されず、任意の適切な繊維(例えば、アクリル系繊維、ポリエステル系繊維、ポリウレタン系繊維)が使用され得る。代表的には、アクリル系繊維が使用される。アクリル系繊維(特に、易分割性アクリル系繊維)は、マルチフィラメントからモノフィラメントへの分割が容易だからである。さらに、アクリル系繊維は繊維比重が小さく、かつ、耐候性および湿度に対する寸法安定性に優れているので、軽量でかつ耐候性および湿度に対する寸法安定性に優れたスピーカー用エッジが得られるからである。
【0014】
表面層を構成するモノフィラメントの外径は、好ましくは0.6〜1.4μm、さらに好ましくは0.8〜1.2μmである。中間層を構成するマルチフィラメントの外径は、好ましくは40〜80μm、さらに好ましくは50〜70μmである。このような範囲の表面層および中間層を設けることにより、さらに優れた内部損失を有するスピーカー用エッジが得られるからである。
【0015】
好ましくは、上記不織布には、熱可塑性樹脂が含浸されている。目的に応じて、任意の適切な熱可塑性樹脂が用いられ得る。熱可塑性樹脂を用いることにより、適切な賦形効果が得られるとともに、優れた内部損失を有するスピーカー用エッジが得られるからである。熱可塑性樹脂の代表例としては、ポリウレタン樹脂、ポリエステル樹脂が挙げられる。熱可塑性樹脂は、不織布100重量部に対して、好ましくは5〜30重量部、さらに好ましくは5〜10重量部の割合で含浸されている。
【0016】
好ましくは、上記不織布には、上記熱可塑性樹脂に加えて、撥水剤がさらに含浸されている。撥水剤を用いることにより、優れた防水性および湿度に対する寸法安定性を有するスピーカー用エッジが得られるからである。撥水剤の代表例としては、フッ素系樹脂、シリコーン系樹脂が挙げられる。撥水剤は、不織布100重量部に対して、好ましくは1〜10重量部、さらに好ましくは3〜5重量部の割合で含浸されている。
【0017】
好ましくは、上記不織布は、上記表面層の外側にコーティング層をさらに有する。コーティング層は、いずれか1つの表面層の外側(すなわち、不織布の片面)に設けられてもよく、両方の表面層の外側(すなわち、不織布の両面)に設けられてもよい。コーティング層の厚みは、代表的には0.02〜0.05mmである。コーティング層は、代表的には、合成ゴムラテックスまたは合成樹脂エマルジョンのようなコーティング組成物から形成されている。
【0018】
合成ゴムラテックスの代表例としては、スチレン−ブタジエンゴム、アクリロニトリル−ブタジエンゴム、およびメタクリル酸メチル−ブタジエンゴムが挙げられる。これらは、単独でまたは2つ以上を組み合わせて用いられ得る。メタクリル酸メチル−ブタジエンゴムが好ましい。耐熱性および耐候性に優れるからである。合成樹脂エマルジョンの代表例としては、アクリル系樹脂、ポリウレタン系樹脂、ポリエステル樹脂、およびポリアミド系樹脂が挙げられる。ポリウレタン系樹脂が好ましい。接着性および弾力性に優れるからである。上記ゴムラテックスおよび上記エマルジョンはいずれも、単独でまたは2つ以上を組み合わせて用いられ得る。
【0019】
好ましくは、コーティング組成物は、任意の適切な添加剤をさらに含有し得る。このような添加剤としては、架橋剤(例えば、メラミン樹脂、エポキシ樹脂)、架橋触媒(例えば、有機アミン塩系樹脂)、増粘剤(例えば、アンモニア水)、着色剤(例えば、染料、顔料)、老化防止剤、消泡剤が挙げられる。例えば、合成ゴムラテックスを用いる場合には、増粘剤により室温での粘度が4000cpsとなるように調整するのが好ましい。適切な厚みを有するコーティング層が形成され得るからである。
【0020】
次に、本発明のスピーカー用エッジの製造方法の好ましい一例について説明する。
【0021】
まず、表面層と中間層とを有する不織布の少なくとも一方の表面に、任意の適切な方法でコーティング層を形成する。代表的には、コーティング層はコーティング組成物を塗布および乾燥することにより形成される。塗布および乾燥の条件は、目的に応じて適宜設定され得る。
【0022】
次いで、コーティング層が形成された不織布を、任意の適切な方法で所定の形状(例えば、ドーナツ状)に切断する。
【0023】
さらに、切断された不織布を振動板の所定の位置に重ね合わせ、かつ、所定の形状を有する金型を用いて熱プレスを行う。熱プレスの条件(例えば、温度、プレス圧力、プレス時間、金型クリアランス)は、目的に応じて任意の適切な条件が採用され得る。熱プレスを行うことにより、エッジが成形される。同時に、コーティング層がホットメルト接着剤として機能し、当該エッジと振動板とが貼りつけられる。本発明の方法は、任意の適切な形状のエッジ(例えば、アッパーロールエッジ、ダウンロールエッジ、コルゲーションエッジ、ギャザードエッジ、ラジアルエッジ)に適用され得る。
【0024】
本発明のスピーカー用エッジは、任意の適切なスピーカーに適用され得、特に、車載用スピーカーに好適に適用され得る。
【0025】
以下、本発明の作用について説明する。
本発明によれば、両表面部分に配された表面層と当該表面層の間に配された中間層とを有する不織布を用いてスピーカー用エッジを形成する。ここで、表面層はマルチフィラメントが分割されて形成されたモノフィラメントで構成され、中間層は分割されずに残ったマルチフィラメントで構成されている。このような不織布は、振動の際、表面層と中間層との境界付近で内部摩擦を生じやすいので、優れた内部損失を有するスピーカー用エッジが得られる。さらに、表面層は絡み合ったモノフィラメントで構成されているので、非常に緻密であり、その結果、優れた弾性率を有するエッジが得られる。
【0026】
好ましい実施態様においては、上記マルチフィラメントおよびモノフィラメントは、アクリル系繊維である。アクリル系繊維は繊維比重が小さく、かつ、耐候性および湿度に対する寸法安定性に優れているので、軽量でかつ耐候性および湿度に対する寸法安定性に優れたスピーカー用エッジが得られる。
【0027】
好ましい実施態様においては、不織布には熱可塑性樹脂が含浸されている。熱可塑性樹脂を含浸させることにより、適切な賦形効果が得られるとともに、優れた内部損失を有するスピーカー用エッジが得られる。好ましくは、不織布には、熱可塑性樹脂に加えて、撥水剤がさらに含浸されている。本発明においては、表面層が緻密であることと撥水剤との相乗効果により、非常に優れた防水性および湿度に対する寸法安定性を有するスピーカー用エッジが得られる。
【0028】
好ましい別の実施態様においては、不織布は、上記表面層の外側にコーティング層をさらに有する。コーティング層を設けることにより、不織布における内部摩擦がさらに生じやすくなるので、さらに優れた内部損失を有するスピーカー用エッジが得られるからである。加えて、コーティング層は加熱により溶融するので、ホットメルトタイプ接着剤として機能する。その結果、エッジの成形と同時に当該エッジを振動板に貼り付けることが可能となり、製造工程が簡略化され、かつ、接着剤の塗布ムラによるエッジの剥がれが防止され得る。
【0029】
【実施例】
以下、実施例により本発明を具体的に説明するが、本発明はこれら実施例には限定されない。なお、特に示さない限り、実施例中の部およびパーセントは重量基準である。
【0030】
(実施例1)
易分割性アクリル系繊維を用いて湿式スパンレース法により不織布ウェブを形成した。このウェブの両表面部分に柱状流処理を施し、当該部分のアクリル繊維を細分割した(旭化成(株)製:SHALERIA)。当該柱状流処理は、ウェブの通気度が13〜28cc/cm2/secとなるよう行った。このようにして得られた不織布100重量部に対して、ポリウレタン樹脂5重量部およびフッ素系樹脂3重量部を含浸させた。さらに、染色および揉み処理を行った。
【0031】
次いで、この不織布を、所定形状を有するエッジ金型を用いて熱プレス成形し、エッジを得た。なお、成形条件は、以下のとおりであった:金型温度160〜170℃、プレス時間10秒間、金型クリアランス0.5mm。
【0032】
得られたエッジについて、密度、ヤング率、内部損失および吸水率を通常の方法で調べた。結果を、後述の実施例2および比較例1〜3の結果と共に、下記表1に示す。さらに、得られたエッジを用いた口径13cmのスピーカーについて、出力1W、軸上50cmで周波数特性を調べた。結果を図1に示す。
【0033】
【表1】
(実施例2)
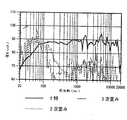
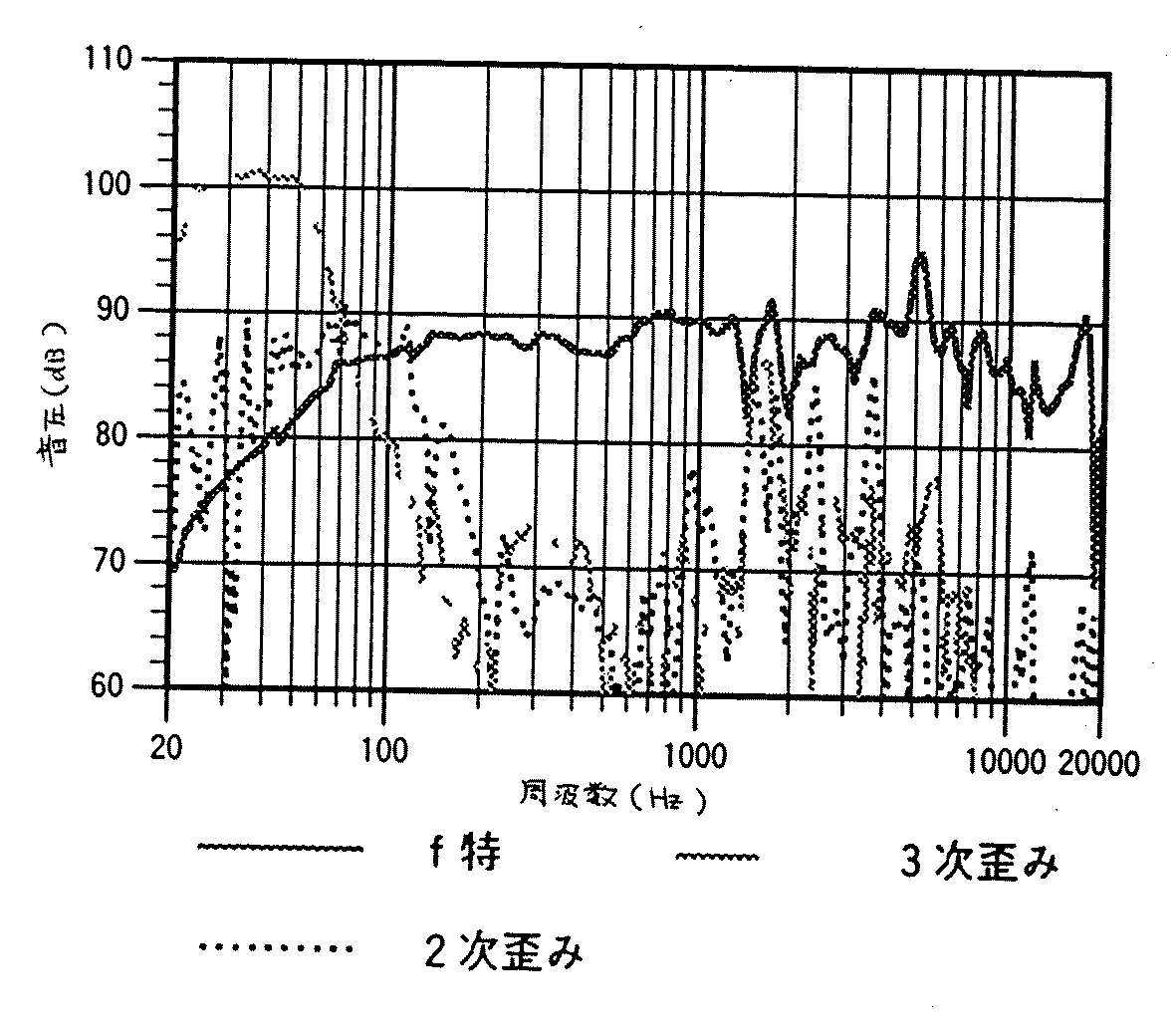
ポリウレタン樹脂を10重量部用いたこと以外は実施例1と同様にしてエッジを作製した。得られたエッジを実施例1と同様の評価に供した。結果を上記表1に示す。さらに、実施例1と同様にして周波数特性を調べた。結果を図2に示す。
【0035】
(比較例1)
スパンボンド法により構成されたポリウレタン繊維からなる不織布(鐘紡(株)製:エスパンシオーネ)にポリウレタン系エラストマーフィルムをラミネートして基材を得た。得られた基材を、所定形状を有するエッジ金型を用いて熱プレス成形し、エッジを得た。なお、成形条件は、以下のとおりであった:金型温度110〜120℃、プレス時間15秒間、金型クリアランス0.5mm。
得られたエッジを実施例1と同様の評価に供した。結果を上記表1に示す。
【0036】
(比較例2)
超極細ポリエステル系繊維からなる不織布(東レ(株)製:エクセーヌ)を、所定形状を有するエッジ金型を用いて熱プレス成形し、エッジを得た。なお、成形条件は、以下のとおりであった:金型温度160〜170℃、プレス時間10秒間、金型クリアランス0.5mm。
得られたエッジを実施例1と同様の評価に供した。結果を上記表1に示す。さらに、実施例1と同様にして周波数特性を調べた。結果を図3に示す。
【0037】
(比較例3)
超極細ポリアミド系繊維からなる不織布(鐘紡(株)製:ベルエース)を用いたこと以外は比較例2と同様にしてエッジを得た。得られたエッジを実施例1と同様の評価に供した。結果を上記表1に示す。
【0038】
(実施例3)
易分割性アクリル系繊維を用いて湿式スパンレース法により不織布ウェブを形成した。このウェブの両表面部分に柱状流処理を施し、当該部分のアクリル繊維を細分割した(旭化成(株)製:SHALERIA)。当該柱状流処理は、ウェブの通気度が13〜28cc/cm2/secとなるよう行った。
【0039】
次いで、柱状流処理された不織布の表面に、下記処方の合成ゴムラテックスを処理速度20m/min、乾燥温度120℃、塗布量20〜40g/m2でコーティングした(この条件で形成されたコーティング層の厚みは0.02〜0.04mmであった):
カルボキシル基変成MBR 100(部)
(大日本インキ化学工業(株)製、LACSTER DM401)
架橋剤(同社製、ベッカミンPM-N) 5
架橋触媒(同社製、キャタリスト376) 0.5
カーボン染料 2
老化防止剤 1
消泡剤 0.02
増粘剤 1
【0040】
次いで、この不織布をドーナツ状に切断し、コーン形状を有する振動板の外周部に重ね合わせて熱プレスを行うことにより、エッジを成形すると同時にエッジと振動板とを貼り合わせた。熱プレスの条件は、以下のとおりであった:金型温度160〜170℃、プレス時間10秒間、金型クリアランス0.5mm。
【0041】
得られたエッジについて、密度、ヤング率、内部損失および吸水率を通常の方法で調べた。結果を、後述の実施例4および比較例4の結果と共に、下記表2に示す。さらに、得られたエッジを用いた口径13cmのスピーカーについて、出力1W、軸上50cmで周波数特性を調べた。結果を図4に示す。
【0042】
【表2】
(実施例4)
下記処方の合成樹脂エマルジョンを用いたこと以外は実施例3と同様にして不織布をコーティングした:
アクリルエマルジョン 100(部)
(大日本インキ化学工業(株)製、VONCOAT R-510)
架橋剤(同社製、ベッカミンPM-N) 5
架橋触媒(同社製、キャタリスト376) 0.5
カーボン染料 2
老化防止剤 1
消泡剤 0.02
増粘剤 1
【0044】
次いで、実施例3と同様にして、コーティングされた不織布からエッジを成形すると同時に当該エッジと振動板とを貼り合わせた。得られたエッジを実施例3と同様の評価に供した。結果を上記表2に示す。
【0045】
(比較例4)
綿織布100部に対してフェノール樹脂(熱硬化性樹脂)を10部含浸した。実施例3と同様にして、この含浸織布をコーティングした。
【0046】
次いで、実施例3と同様にして、この織布をドーナツ状に切断し、コーン形状を有する振動板の外周部に重ね合わせて熱プレスを行うことにより、エッジを成形すると同時にエッジと振動板とを貼り合わせた。熱プレスの条件は、以下のとおりであった:金型温度180〜200℃、プレス時間10秒間。
得られたエッジを実施例3と同様の評価に供した。結果を上記表2に示す。また、実施例3と同様にして周波数特性を調べた。結果を図5に示す。
【0047】
表1および表2から明らかなように、本発明の実施例のエッジは、優れたヤング率および内部損失を併せて有する。その結果、図1および図2と図3、ならびに、図4と図5とを比較すると明らかなように、中高域におけるピークディップおよび歪み感が抑制される。さらに、大振幅時における音の乱れが生じにくく、優れたS/N感を有するクリアな音質が得られる。さらに、ヤング率が高いことに起因して、本発明のエッジは、連続的な高負荷試験をクリアし得る優れた耐久性を有する。
また、表1および表2から明らかなように、本発明のエッジは、比較例のエッジに比べて格段に低密度(すなわち、軽量)である。さらに、本発明のエッジは防水性にも優れているので、例えば車載用途のような過酷な条件下でも十分な実用性を有する。
【0048】
【発明の効果】
本発明によれば、同一材料の繊維から形成された層構造を有する不織布を用いることにより、優れた内部損失、耐候性、防水性および湿度に対する寸法安定性を有し、軽量であり、かつ、振動板から剥がれにくいスピーカー用エッジが得られる。
【図面の簡単な説明】
【図1】実施例1のエッジを用いたスピーカーについての周波数特性を示すグラフである。
【図2】実施例2のエッジを用いたスピーカーについての周波数特性を示すグラフである。
【図3】比較例2のエッジを用いたスピーカーについての周波数特性を示すグラフである。
【図4】実施例3のエッジを用いたスピーカーについての周波数特性を示すグラフである。
【図5】比較例4のエッジを用いたスピーカーについての周波数特性を示すグラフである。
Claims (13)
- 不織布から形成されたスピーカー用エッジであって、該不織布が、該不織布の両表面部分に配された表面層と、該表面層の間に配された中間層とを有し、該表面層が超極細モノフィラメントから構成され、該中間層が該モノフィラメントと同一素材のマルチフィラメントから構成されている、スピーカー用エッジであって、
該モノフィラメントおよびマルチフィラメントがアクリル系繊維であり、
該不織布にポリウレタン樹脂またはポリエステル樹脂が含浸されている、スピーカー用エッジ。 - 前記不織布の通気度が13〜28cc/cm2/secである、請求項1に記載のスピーカー用エッジ。
- 前記モノフィラメントの外径が0.6〜1.4μmであり、前記マルチフィラメントの外径が40〜80μmである、請求項1または2に記載のスピーカー用エッジ。
- 前記ポリウレタン樹脂またはポリエステル樹脂が、前記不織布100重量部に対して5〜30重量部の割合で含浸されている、請求項1〜3のいずれかに記載のスピーカー用エッジ。
- 前記不織布に撥水剤がさらに含浸されている、請求項1〜4のいずれかに記載のスピーカー用エッジ。
- 前記撥水剤が、フッ素系樹脂またはシリコーン系樹脂である、請求項5に記載のスピーカー用エッジ。
- 前記撥水剤が、前記不織布100重量部に対して1〜10重量部の割合で含浸されている、請求項5または6に記載のスピーカー用エッジ。
- 前記不織布が、前記表面層の外側にコーティング層をさらに有する、請求項1〜7のいずれかに記載のスピーカー用エッジ。
- 前記コーティング層が、合成ゴムラテックスまたは合成樹脂エマルジョンから形成されている、請求項8に記載のスピーカー用エッジ。
- 前記合成ゴムラテックスが、スチレン−ブタジエンゴム、アクリロニトリル−ブタジエンゴムおよびメタクリル酸メチル−ブタジエンゴムから選択される少なくとも1つを含有する、請求項9に記載のスピーカー用エッジ。
- 前記合成樹脂エマルジョンが、アクリル系樹脂、ポリウレタン系樹脂、ポリエステル樹脂およびポリアミド系樹脂から選択される少なくとも1つを含有する、請求項9に記載のスピーカー用エッジ。
- アクリル系繊維のマルチフィラメントからなる不織布を分割処理し、該不織布の両表面部分に分割されたモノフィラメントで構成された表面層と、該不織布の中央部分に分割されずに残ったマルチフィラメントから構成された中間層とを同時に形成する工程と、
該不織布にポリウレタン樹脂またはポリエステル樹脂を含浸させる工程とを含む、スピーカー用エッジの製造方法。 - 前記不織布の少なくとも一方の表面にコーティング層を形成する工程と、
該コーティング層が形成された不織布を所定の形状に切断する工程と、
該切断された不織布を振動板の所定の位置に重ね合わせて熱プレスを行うことにより、エッジを成形すると同時に該エッジを該振動板に貼り付ける工程とをさらに含む、請求項12に記載のスピーカー用エッジの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000006125A JP4288397B2 (ja) | 2000-01-11 | 2000-01-11 | スピーカー用エッジおよびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000006125A JP4288397B2 (ja) | 2000-01-11 | 2000-01-11 | スピーカー用エッジおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001197589A JP2001197589A (ja) | 2001-07-19 |
| JP4288397B2 true JP4288397B2 (ja) | 2009-07-01 |
Family
ID=18534707
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000006125A Expired - Fee Related JP4288397B2 (ja) | 2000-01-11 | 2000-01-11 | スピーカー用エッジおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4288397B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101084300B1 (ko) * | 2009-08-25 | 2011-11-16 | 이창성 | 부직포와 열가소성 엘라스토머 복합시트를 이용한 스피커 진동판용 에지 |
| CN111866697A (zh) * | 2020-08-07 | 2020-10-30 | 国光电器股份有限公司 | 一种音膜材料及其制备方法和应用 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58169557A (ja) * | 1982-03-31 | 1983-10-06 | 東レ株式会社 | 交絡不織布およびその製造方法 |
| JPS63258196A (ja) * | 1987-04-15 | 1988-10-25 | Onkyo Corp | スピ−カ用振動板 |
| JPH07154894A (ja) * | 1993-11-30 | 1995-06-16 | Showa Kogyo Kk | スピーカ部材及び音響装置 |
-
2000
- 2000-01-11 JP JP2000006125A patent/JP4288397B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001197589A (ja) | 2001-07-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102578520B1 (ko) | 음향 장치 보호용 다층 피륙 구조 제조 방법, 다층 피륙 구조에 의해 음향 장치를 보호하는 컴포넌트 제조 방법 및 음향 장치 보호 컴포넌트 | |
| US20060046597A1 (en) | Permeable artificial leather with realistic feeling and method for making the same | |
| JP2007020139A (ja) | スピーカー用部材およびその製造方法 | |
| US20050060829A1 (en) | Polishing and buffing pad | |
| WO2006117868A1 (ja) | 繊維複合材とその製造方法 | |
| JP6906989B2 (ja) | 内装用表面材及びその製造方法 | |
| JP4288397B2 (ja) | スピーカー用エッジおよびその製造方法 | |
| JP4120236B2 (ja) | 内装材及び内装材の製造方法 | |
| WO2010092887A1 (ja) | 製紙用プレスフェルト及びその製造方法 | |
| JP3212853B2 (ja) | 自動車内装材用表皮材およびそれを用いてなる自動車内装材 | |
| JP2001214379A (ja) | 皮革様シート状物およびその製造方法 | |
| JPH04228346A (ja) | 洗車設備用不織布製洗浄体 | |
| TW200916153A (en) | Resilient mat and manufacturing method thereof | |
| JP4971102B2 (ja) | 車両用成形天井及びその製造方法 | |
| JPH06153292A (ja) | スピーカーのエッジ材料及びスピーカー用フリーエッジコーン | |
| JP7426877B2 (ja) | ガラスラン用摺動テープ材 | |
| JP2003309895A (ja) | スピーカー用部材の製造方法 | |
| JPH0643880A (ja) | 防音成形天井材 | |
| JP3963269B2 (ja) | スピーカー振動板 | |
| JPH08223685A (ja) | スピーカーエッジ材の製造方法 | |
| CN210283493U (zh) | 一种无痕亮pu面料 | |
| JP3107044B2 (ja) | スピーカ用エッジ及びその製造方法 | |
| JPS5853825Y2 (ja) | スピ−カ用振動板 | |
| JPH1191259A (ja) | オフセット印刷用ブランケット | |
| JPH0383495A (ja) | スピーカ用振動板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061016 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081202 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090303 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090316 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120410 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150410 Year of fee payment: 6 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150410 Year of fee payment: 6 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |