JP4286829B2 - 回転機の製造方法 - Google Patents
回転機の製造方法 Download PDFInfo
- Publication number
- JP4286829B2 JP4286829B2 JP2005338118A JP2005338118A JP4286829B2 JP 4286829 B2 JP4286829 B2 JP 4286829B2 JP 2005338118 A JP2005338118 A JP 2005338118A JP 2005338118 A JP2005338118 A JP 2005338118A JP 4286829 B2 JP4286829 B2 JP 4286829B2
- Authority
- JP
- Japan
- Prior art keywords
- engagement
- core
- divided
- adjacent surface
- stator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 10
- 238000004804 winding Methods 0.000 claims description 37
- 229910000831 Steel Inorganic materials 0.000 claims description 7
- 239000010959 steel Substances 0.000 claims description 7
- 238000000034 method Methods 0.000 claims description 3
- 230000002093 peripheral effect Effects 0.000 description 8
- 238000010586 diagram Methods 0.000 description 5
- 239000012212 insulator Substances 0.000 description 4
- 230000007935 neutral effect Effects 0.000 description 3
- 238000009413 insulation Methods 0.000 description 2
- 238000005549 size reduction Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 230000000414 obstructive effect Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000011218 segmentation Effects 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images








Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
- Windings For Motors And Generators (AREA)
Description
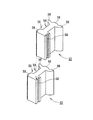
2,6・・・内側固定子
3,7・・・外側回転子
20,50・・・シャフト(芯部材)
21,51・・・コイル(巻線)
22,52・・・分割コア(分割固定子)
24,54・・・ティース部(極部)
27,57・・・隣接面
28,40,58・・・係合凹部
28A,40A・・・開口部
28B,40B・・・奥部
29,41,59・・・係合凸部
29A,41A・・・基部
29B,41B・・・先端部
31,51・・・磁石
56・・・小歯
Claims (4)
- 磁石が円環状に配設されてなる外側回転子と、該外側回転子の内側に配設され、各々に巻線が巻回された複数の極部が外側へ放射線状に突設されてなる内側固定子と、を具備する回転機の製造方法であって、
所定の極部毎に分割されており、巻線が巻回される極部と他の分割固定子と連結されるコアヨーク部とをそれぞれ有する同一形状の複数の鋼板が積層されて一体に嵌合され、当該コアヨーク部において隣り合うコアヨーク部と隣接する隣接面に、当該隣接面から円環状の配列における周方向へ凹み、当該隣接面に沿った開口部より奥部側が幅広のあり溝である係合凹部、又は、当該隣接面から円環状の配列における周方向へ凸であり、当該隣接面に沿った基部より先端部側が幅広であって上記あり溝と係合し得る係合凸部のいずれか一方が形成された複数の分割固定子を、上記係合凹部と上記係合凸部とを隙間嵌めにして相互に係合して円環状に配列し、
上記円環状に配列された分割固定子の内側に円柱形状の芯部材を圧入することによって、上記複数の分割固定子における係合凹部と係合凸部との係合を強固にして、上記内側固定子とする回転機の製造方法。 - 上記分割固定子を円環状に配列する前に、磁気回路を形成する各相毎に、所定の複数の分割固定子の極部に巻線を並列巻きする請求項1に記載の回転機の製造方法。
- 磁石が円環状に配設されてなる固定子と、該固定子の内側に配設され、各々に巻線が巻回された複数の極部が外側へ放射線状に突設されてなる回転子とを具備する回転機の製造方法であって、
所定の極部毎に分割されており、巻線が巻回される極部と他の分割コアと連結されるコアヨーク部とをそれぞれ有する同一形状の複数の鋼板が積層されて一体に嵌合され、当該コアヨーク部において隣り合うコアヨーク部と隣接する隣接面に、当該隣接面から円環状の配列における周方向へ凹み、当該隣接面に沿った開口部より奥部側が幅広のあり溝である係合凹部、又は、当該隣接面から円環状の配列における周方向へ凸であり、当該隣接面に沿った基部より先端部側が幅広であって上記あり溝と係合し得る係合凸部のいずれか一方が形成された複数の分割コアを、上記係合凹部と上記係合凸部とを隙間嵌めにして相互に係合して円環状に配列し、
上記円環状に配列された分割コアの内側に円柱形状の芯部材を圧入することによって、上記複数の分割固定子における係合凹部と係合凸部との係合を強固にして、上記回転子とする回転機の製造方法。 - 上記分割コアを円環状に配列する前に、磁気回路を形成する各相毎に、所定の複数の分割コアの極部に巻線を並列巻きする請求項3に記載の回転機の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005338118A JP4286829B2 (ja) | 2005-03-24 | 2005-11-24 | 回転機の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005085437 | 2005-03-24 | ||
| JP2005325966 | 2005-11-10 | ||
| JP2005338118A JP4286829B2 (ja) | 2005-03-24 | 2005-11-24 | 回転機の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007159170A JP2007159170A (ja) | 2007-06-21 |
| JP2007159170A5 JP2007159170A5 (ja) | 2008-07-31 |
| JP4286829B2 true JP4286829B2 (ja) | 2009-07-01 |
Family
ID=38242827
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005338118A Active JP4286829B2 (ja) | 2005-03-24 | 2005-11-24 | 回転機の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4286829B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021131951A1 (ja) | 2019-12-23 | 2021-07-01 | Ntn株式会社 | 電動機およびこの電動機を備えた車両用動力装置、発電機およびこの発電機を備えた発電機付車輪用軸受 |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5215737B2 (ja) * | 2008-06-04 | 2013-06-19 | アスモ株式会社 | インシュレータ、ステータ及びステータの製造方法 |
| JP5202143B2 (ja) * | 2008-07-11 | 2013-06-05 | 株式会社一宮電機 | アウターロータ型車両用発電機 |
| EP2164154A1 (en) * | 2008-09-15 | 2010-03-17 | Siemens Aktiengesellschaft | Stator arrangement, generator and wind turbine |
| JP5418150B2 (ja) * | 2009-10-30 | 2014-02-19 | 株式会社デンソー | 回転電機用のステータ及びその製造方法並びに回転電機 |
| JP5387698B2 (ja) | 2010-02-03 | 2014-01-15 | トヨタ自動車株式会社 | ステータコア |
| JP6008781B2 (ja) * | 2013-04-01 | 2016-10-19 | アスモ株式会社 | 回転電機の積層鉄心 |
| JP6008782B2 (ja) * | 2013-04-01 | 2016-10-19 | アスモ株式会社 | 回転電機の積層鉄心 |
| JP6247595B2 (ja) * | 2013-09-30 | 2017-12-13 | アスモ株式会社 | 電機子、電機子の製造方法、回転電機、回転電機の製造方法 |
| JP6313573B2 (ja) * | 2013-11-18 | 2018-04-18 | アスモ株式会社 | 電機子コアの製造方法及び電機子の製造方法 |
| JP6313572B2 (ja) * | 2013-11-18 | 2018-04-18 | アスモ株式会社 | 電機子コア |
| JP6216631B2 (ja) * | 2013-12-02 | 2017-10-18 | アスモ株式会社 | 電機子及び回転電機 |
| DE112017005717T5 (de) | 2016-11-14 | 2019-08-29 | Mitsubishi Electric Corporation | Anker einer rotierenden elektrischen maschine, rotierende elektrische maschine, aufzugshubmaschine und verfahren zur herstellung eines ankers |
| WO2018168610A1 (ja) | 2017-03-17 | 2018-09-20 | 三菱電機株式会社 | 回転電機およびその製造方法 |
| CN107659007A (zh) * | 2017-11-03 | 2018-02-02 | 合普动力股份有限公司 | 分瓣式内定子铁芯的紧固结构 |
| CN108683277A (zh) * | 2018-07-13 | 2018-10-19 | 日立电梯电机(广州)有限公司 | 定子铁芯、曳引机及电梯 |
| KR102459958B1 (ko) * | 2022-03-04 | 2022-11-04 | 주식회사 티앤에스테크 | 오프로드용 아이피엠 허브 모터 |
-
2005
- 2005-11-24 JP JP2005338118A patent/JP4286829B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021131951A1 (ja) | 2019-12-23 | 2021-07-01 | Ntn株式会社 | 電動機およびこの電動機を備えた車両用動力装置、発電機およびこの発電機を備えた発電機付車輪用軸受 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007159170A (ja) | 2007-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4286829B2 (ja) | 回転機の製造方法 | |
| JP2007159170A5 (ja) | ||
| JP5986774B2 (ja) | 回転電機 | |
| JP4735210B2 (ja) | モータ | |
| WO2010047098A1 (ja) | デュアルロータモータおよびその製造方法 | |
| JP5617313B2 (ja) | 回転電気機械の組み立て方法 | |
| JP6461381B2 (ja) | 回転電機の固定子、回転電機、および、回転電機の固定子の製造方法 | |
| JP7359597B2 (ja) | コイル、ステータ、及びモータ | |
| JP2006271142A (ja) | 回転機 | |
| JP2015080300A (ja) | 電機子、回転電機、電機子の製造方法 | |
| JP3414879B2 (ja) | ハーフピッチ型電動機の固定子 | |
| US20220263356A1 (en) | Motor | |
| JP6279122B1 (ja) | 回転電機 | |
| JP4002451B2 (ja) | 回転電機 | |
| JP2000209793A (ja) | 回転電機の固定子 | |
| JP5465866B2 (ja) | ステータコアおよび回転電機 | |
| JP2006148996A (ja) | 回転電機の巻線方法、回転電機のコア、及び回転電機 | |
| JP7280070B2 (ja) | ステータ及びブラシレスモータ | |
| JP2009095070A (ja) | 回転電動機 | |
| JP6745212B2 (ja) | 回転子およびリラクタンス回転電機 | |
| JP6429400B2 (ja) | ステータコア、ステータ及び回転電機 | |
| JP2004140950A (ja) | 回転子コア及び直流モータ | |
| JP2007259514A (ja) | 分割形固定子鉄心を採用した回転電機 | |
| WO2023058420A1 (ja) | 回転電機の製造方法および回転電機 | |
| JP2012105442A (ja) | 回転電機のロータおよびロータの形成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080617 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20080617 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20080711 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080715 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080808 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20081007 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081110 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20081208 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20090116 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090219 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090325 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120403 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4286829 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120403 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120403 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130403 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130403 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130403 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140403 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |