JP4256190B2 - ガラス光学素子の製造方法 - Google Patents
ガラス光学素子の製造方法 Download PDFInfo
- Publication number
- JP4256190B2 JP4256190B2 JP2003090328A JP2003090328A JP4256190B2 JP 4256190 B2 JP4256190 B2 JP 4256190B2 JP 2003090328 A JP2003090328 A JP 2003090328A JP 2003090328 A JP2003090328 A JP 2003090328A JP 4256190 B2 JP4256190 B2 JP 4256190B2
- Authority
- JP
- Japan
- Prior art keywords
- glass material
- glass
- molding
- mold
- simulated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/12—Silica-free oxide glass compositions
- C03C3/16—Silica-free oxide glass compositions containing phosphorus
- C03C3/21—Silica-free oxide glass compositions containing phosphorus containing titanium, zirconium, vanadium, tungsten or molybdenum
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/095—Glass compositions containing silica with 40% to 90% silica, by weight containing rare earths
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/12—Silica-free oxide glass compositions
- C03C3/16—Silica-free oxide glass compositions containing phosphorus
- C03C3/19—Silica-free oxide glass compositions containing phosphorus containing boron
Description
【発明の属する技術分野】
本発明は、プレス成形後に研削研磨をすることなしにガラスレンズなどのガラス光学素子を製造する方法に関する。特に、本発明は、高い外観品質のガラス光学素子を安定して製造することが可能なガラス光学素子の製造方法に関する。
【0002】
【従来の技術】
ガラスレンズなどのガラス光学素子を、プレス成形後に研削研磨をすることなしに製造する方法が広く実用されている。しかし、プレス成形するガラス素材の種類によっては成形面との融着やワレが発生し易い場合がある。このように、融着やワレが発生し易いガラス素材を押圧成形する場合、融着やカン・ワレを防止するために、ガラス素材表面および型表面に対してコーティングを設けることが種々提案されている。
【0003】
例えば、特許文献1(特公平2−31012号公報)には、ガラスと型の相互に対向する表面のうち少なくとも一方に炭素膜を形成することにより、ガラスと型との融着を防止する方法が記載されている。特許文献2(特開2002−348127号公報)には、成形用ガラス素材表面にMn、Fe、Co、Ni、Crより選ばれた1種以上の元素からなる酸化物をコートすることにより、ガラスと型との融着を防止する方法が記載されている。また、特許文献3(特許第2583593号公報)には、成形するガラス素材よりも転移点の高いガラス硝材にて、成形型の温度を変えずに所定数成形することよる、成形型の清浄方法が記載されている。
【0004】
【特許文献1】
特公平2−31012号公報
【特許文献2】
特開2002−348127号公報
【特許文献3】
特許第2583593号公報
【0005】
【発明が解決しようとする課題】
特許文献1に記載の方法によれば、成形型へのガラス融着を抑制する上で、一定の効果が見られる。しかし、成形サイクルタイムを短くした成形の場合、外観品質の維持などの条件を全て満足するガラス光学素子は得られない。例えば、5000ショットを越える連続プレスにおいて、カン・ワレの発生やガラス光学素子表面にクモリやキズが生じて外観品質が悪化することが避けられなかった。特に、成形された光学素子が離型時に割れると、工程を止めて破片を除去する必要が生じるなど、生産上の大きな支障となる。
【0006】
特許文献2に記載の技術では、ガラス素材表面に酸化物をコートした場合、成形品表面の酸化物膜を剥がす工程が新たに必要になり、コスト高になるなどの問題があった。
特許文献3に記載の技術では、転移点が高いガラス素材を、低い温度の成形型によって成形を行う必要がある。そのため、型面や離型膜面にキズなどの物理的ダメージが発生し、以後の成形において外観品質の低下や離型膜消耗の悪化などの問題が発生してしまう。
【0007】
そこで本発明は、上記問題点に鑑み、外観品質の優れた高精度な光学ガラス素子を連続的に安定して製造できる方法を提供することを目的とする。特に、割れやすい硝種からなるガラスを用いてもカン・ワレを防止しつつ外観品質の優れた高精度な光学ガラス素子を製造できる方法を提供することを目的とする。さらに、本発明は、成形型より高温のガラス素材を成形型に供給し、押圧成形を行う、いわゆる非等温プレスであって、かつ比較的高温(例えば、Tg付近)で離型する成形方法であっても、プレス成形を安定して実施して、高精度な光学ガラス素子を連続的に製造できる方法を提供することを目的とする。
【0008】
【課題を解決するための手段】
本発明者による詳細な解析調査の結果、以下のことが明らかになった。
ガラス素材を押圧成形するために使用する成形型には、型加工後の表面、又は型に離型膜を成膜した後の表面に、加工や成膜によって強制的に切断された結合など、物理的又は化学的に活性の高い構造が存在している。また、押圧成形休止後の成形型の成形面にも、型の降温、揮発などの影響でこうした活性の高い構造が再生されることがある。そのため、成形初期の型もしくは離型膜表面は、ガラス素材との間で反応を起こし易い。その結果、型面もしくは型面上に成膜した離型膜の一部が消耗したり、ガラス素材が型面もしくは型面上に成膜した離型膜に融着し、ダメージを受ける傾向があり、この傾向は、成形初期に特に大きい。その結果、以後の連続的な成形において、この成形初期に、型表面や離型膜に生じたダメージを起点として、成形される光学素子の外観品質の低下、カン・ワレの発生が引き起こされる。
【0009】
上記型加工後、又は型に離型膜を成膜した後の表面に関する以外に、多数のガラス素材を連続的に押圧成形すると以下の現象が見られることも明らかになった。
連続的にガラス素材を押圧成形すると、型もしくは離型膜の表面にガラス素材の成分が微量堆積し、ガラス素材との離型性が徐々に損なわれていく。その結果、ガラスが型面もしくは型面上に成膜した離型膜に融着し易くなり、型面もしくは型面上に成膜した離型膜の一部が消耗するなどのダメージを受けることがある。そして、以後の連続的な成形において、このダメージを起点として、外観品質の低下、カン・ワレの発生が引き起こされる。
【0010】
そこで、本発明の第1の態様は、
加熱軟化したガラス素材を、逐次、成形型を用いて押圧成形することにより、ガラス光学素子を連続的に製造する方法であって、
所望の光学素子を得るためのガラス素材(本ガラス素材)の押圧成形に先立ち、前記本ガラス素材とほぼ等しい形状に加工され、本ガラス素材とは異なるガラスからなるガラス素材(模擬ガラス素材)を用いて本ガラス素材の押圧成形と等しい成形条件にて模擬押圧成形を行い、
その後、本ガラス素材の押圧成形を行うことを特徴とする、
前記製造方法である。
本発明の第2の態様は、
加熱軟化したガラス素材を、逐次、成形型を用いて押圧成形することにより、ガラス光学素子を連続的に製造する方法であって、
所望の光学素子を得るためのガラス素材(本ガラス素材)の押圧成形を所定回数行うごとに、前記本ガラス素材とほぼ等しい形状に加工され、本ガラス素材とは異なるガラスからなるガラス素材(模擬ガラス素材)を用いて、本ガラス素材の押圧成形と等しい成形条件にて模擬押圧成形を行うことを特徴とする、
前記製造方法である。
【0011】
本発明の第1及び第2の態様においては、以下の態様が好ましい。
(1)本ガラス素材が、還元性又は揮発性成分を含有するガラス素材であり、模擬ガラス素材がこれらの成分を含有しないガラス素材である。
(2)前記成形条件は、成形型を所定温度に予熱し、成形型より高い温度に加熱され軟化したガラス素材を成形型に供給し、ただちに押圧成形することを含む。
(3)模擬ガラス素材は、本ガラス素材に用いるガラスの屈伏点温度±50℃の範囲に屈伏点を有するガラスからなる。
(4)本ガラス素材が、フツリン酸塩系、リン酸塩系、ホウリン酸塩系、又はホウ酸塩系ガラスからなる。
(5)本ガラス素材がガラス成分として、酸化チタン、酸化ニオブ、酸化タングステン、酸化ビスマス、塩素、及びフッ素の少なくとも1種を含むリン酸系、又はフツリン酸系ガラスからなる。
(6)模擬ガラス素材が、ケイ酸塩系、又はホウケイ酸塩系ガラスからなる。
(7)模擬ガラス素材が、着色されている。
【0013】
以下、本発明の第1の態様について説明する。
本発明の第1の態様は、加熱軟化したガラス素材を、逐次、成形型を用いて押圧成形することにより、ガラス光学素子を連続的に製造する方法である。
本発明の第1の態様では、本ガラス素材の押圧成形に先立ち、本ガラス素材とほぼ等しい形状に加工され、本ガラス素材とは異なるガラス素材からなる模擬ガラス素材を用いて本ガラス素材の押圧成形と等しい成形条件にて模擬押圧成形を行い、その後、本ガラス素材の押圧成形を行って光学素子を連続的に成形する。
【0014】
本発明者らの検討によれば、上記した、成形初期の離型膜のダメージの発生は、成形温度およびガラス素材の組成に強く依存し、成形温度は高いほど大きいことが明らかになった。また、同じ成形温度では、成形初期のダメージの強度は、ケイ酸塩系ガラス<ホウケイ酸塩系ガラス<<ホウ酸塩系ガラス<ホウリン酸塩系ガラス<リン酸塩系ガラス<フツリン酸塩系ガラスの順となることも判明した。
【0015】
上記序列から明らかな様に、ガラス素材が、フツリン酸系ガラス、リン酸塩系ガラス、ホウリン酸塩系ガラス、ホウ酸塩系ガラスなど、リン酸塩やホウ酸塩を主成分とするガラスの場合、成形初期に型面もしくは型面上に成膜した離型膜の一部が消耗したり、ガラスが型面もしくは型面上に成膜した離型膜に融着するなどのダメージを受け易い。その結果、以後の連続的な成形において、この成形初期のダメージを起点として、外観品質の低下、カン・ワレの発生が引き起こされる。特に、フツリン酸系ガラス、リン酸塩系ガラスにおいて、この傾向が顕著である。
【0016】
特に、本ガラス素材が、例えば、ガラス成分として、P2O5を 12〜34%、B2O3 を0.2〜15%(モル%表示)含有するもの、特に、そのうちでもP2O5とB2O3の合計含有量が15〜35%であるものは、成形初期に型面もしくは型面上に成膜した離型膜の一部が消耗したり、ガラスが型面もしくは型面上に成膜した離型膜に融着するなどのダメージを受け易い。
【0017】
より具体的には、モル%で、P2O5 12〜34%、B2O3 0.2〜15%、Nb2O5 0〜25%、WO3 0〜40%並びにLi2O、Na2OおよびK2Oの中から選ばれる少なくとも1種のR'2O 4〜45%およびBaO、ZnOおよびSrOから選ばれる少なくとも1種のRO 0〜30%(30%は含まず)を含み、かつ上記成分の合計含有量が94%以上であるガラス素材は、成形初期に型面もしくは型面上に成膜した離型膜の一部が消耗したり、ガラスが型面もしくは型面上に成膜した離型膜に融着するなどのダメージを受け易い。
【0018】
したがって、本ガラス素材が上記のようなガラスである場合、本発明の第1の態様では、成形始動時に模擬ガラス素材にて、少なくとも成形装置が安定するまで成形することにより、成形初期のダメージを緩和し、その後の継続的な成形において外観品質の悪化やカン・ワレを防ぐことができる。模擬ガラス素材は、上記序列のなかから、成形初期のダメージの強度の小さいガラス素材から選択され、本ガラス素材がフツリン酸系ガラス、リン酸塩系ガラスのようなリン酸塩系のガラスからなる場合、模擬ガラス素材は、リン酸塩を含まないガラスから選ばれることが好ましい。
【0019】
また、本ガラス素材が酸化チタン、酸化ニオブ、酸化タングステン、塩素、フッ素のいずれかを含むガラスである時にも同様に成形初期に型面もしくは型面上の離型膜にダメージを与えやすい。従って、模擬ガラス素材を用いて、少なくとも成形装置が安定するまで成形することが好ましい。このとき、模擬ガラス素材としてこれらの成分を含まないガラス素材を用いることが好ましい。、本発明の第1の態様は、特に屈折率ndが1.6以上、アッベ数νdが35以下の、高屈折率、高分散の光学ガラスを用いた本ガラス素材を押圧成形するときに、特に有効である。これらのガラス素材には、還元性の成分である、酸化チタン、酸化ニオブ、酸化タングステン、又は酸化ビスマスを含有させる場合が多い。更に、屈折率ndが1.75以上、アッベ数νdが20〜28.5の光学ガラスに有効である。
また、低屈折率、低分散ガラス光学素子を成形する場合に、揮発性成分である塩素やフッ素を含有させる場合があるがこのような本ガラス素材にも本発明は適している。
【0020】
本発明では、プレス始動時に本ガラス素材の成形条件と同様の条件で、型面もしくは型面上に成膜した離型膜にダメージを与えない模擬ガラス素材で成形操作をする。ここでいう成形条件とは、成形温度、成形圧の条件を含む。これにより、型面もしくは型面上に成膜した離型膜の表面の活性状態を大幅に低下させ、ガラスと型面もしくは型面上に成膜した離型膜との反応性や密着性が著しく低下し、離型性を向上させることができる。これは、模擬ガラス素材の成形によって、型面、又は離型膜の未結合末端など活性部位を低減させる働きをもつからであると考えられる。このため、本ガラス素材による成形時に、カン・ワレや型面への融着を防止できる。
【0021】
また、模擬ガラス素材としては、本ガラス素材とほぼ等しい形状に加工されたガラス素材を用いる。従って、模擬ガラス素材は、本ガラス素材と略同体積である。さらに、模擬ガラス素材の成形条件は本ガラス素材の成形条件と実質的に同一とする。これにより、プレス条件の変更などの工程上のロスなく、本ガラス素材へのプレス成形に移行でき、以後、安定して本ガラス素材を成形することができる。模擬ガラス素材の組成としては、前述の様に、本ガラス素材よりも成形初期のダメージ強度が小さい組成を選択する。また、模擬ガラス素材による成形回数は、型面もしくは型面上に成膜した離型膜の表面の活性状態を考慮して適宜決定でき、少なくとも成形装置が安定する(成形面の活性が低下し、またプレス条件の再現性が得られる)まで模擬ガラス素材による成形を行う。模擬ガラス素材の成形は、通常は、5回以上が好ましく、10回以上がさらに好ましい。これにより、成形型の成形面の活性状態は安定化し、所定の効果が得られるようになる。模擬ガラス素材の成形は、実質的に20回以下で充分である。
【0022】
模擬ガラス素材は、本ガラス素材の成形と同条件で成形が可能であり、かつ、カン・ワレや型面への融着の発生がなく、型面もしくは型面上に成膜した離型膜に与えるダメージが前記ガラス素材よりも少ないガラス素材から選ばれる。このような観点から、ケイ酸塩系ガラスやホウケイ酸塩系ガラスなど、ケイ酸塩を、ガラス成分として最も多く含有するものであることが好ましい。模擬ガラス素材として好ましいガラスは、例えば、SiO2を30〜55wt%含有するものが好ましく、また、このうち、B2O3を5〜30wt%含有し、SiO2とB2O3の合計含有量が56〜70wt%であるものが好ましい。また、前述の様に、酸化チタン、酸化ニオブ、酸化タングステン、フッ素、及び塩素を含まないものであることが好ましい。
【0023】
模擬ガラス素材は、本ガラス素材に用いるガラスとほぼ同じ成形温度範囲を有するものが好ましい。これは、模擬ガラス素材を本ガラス素材と実質的に同じ成形条件で押圧成形できるからである。これにより、模擬ガラス成形後、条件変更をせずに本ガラス素材の成形を遂行できる。具体的には、模擬ガラス素材の屈伏点温度は、本ガラス素材の屈伏点温度に対し、±50℃の範囲に屈伏点(Ts)を有することが好ましい。より好ましくは、模擬ガラス素材の屈伏点温度は、本ガラス素材の屈伏点温度に対し±15℃の範囲に屈伏点(Ts)を有する。また、模擬ガラス素材のTg(転移点)も本ガラス素材のTgに対して±50℃の範囲内であることが好ましい。
【0024】
本発明の第1の態様における模擬ガラス素材のプレスは、型加工後、又は型表面への離型膜形成後、本ガラス素材のプレス成形を始動する直前に行ない、成形条件を変更せずに本ガラス素材の成形を行うことが好ましい。これは、本ガラス成型前に成形条件(温度、プレス圧力)を変更することによって、新たに成形面の活性を上げたり、ガラス素材にもたらす諸条件の再現性を損なうからである。尚、加工や成膜直後以外にも、プレス装置休止後、プレス成形の始動時にも、模擬ガラス素材のプレスを行うことにより、プレス装置安定化を図ることができる。
【0025】
次に、本発明の第2の態様について説明する。
本発明の第2の態様は、加熱軟化したガラス素材を、逐次、成形型を用いて押圧成形することにより、ガラス光学素子を連続的に製造する方法である。
本発明の第2の態様では、本ガラス素材の押圧成形を所定回数行うごとに、本ガラス素材とは異なるガラスからなる模擬ガラス素材を用いて、本ガラス素材の押圧成形と等しい成形条件にて模擬押圧成形を行う。ここでも成形条件とは、成形温度と成形圧を含む。即ち、ガラス光学素子の押圧成形の所定回数ごとに、型面もしくは型面上に成膜した離型膜に与えるダメージが本ガラス素材よりも少ない模擬ガラス素材を用いてプレス成形を行う。模擬ガラス素材によるプレス成形の回数は、型の離型性が所定の状態まで回復するまで行うことが適当である。
【0026】
模擬ガラス素材によるプレス成形によって、型面もしくは型面上に成膜した離型膜に微量堆積したガラス素材の成分を除去し、型の離型性をある程度、またはプレス成形前と同程度まで回復(リフレッシュ)させることができる。離型性が回復することで、ガラスと型面もしくは型面上に成膜した離型膜との反応性や密着性が著しく低下し、カン・ワレが防止できる。
【0027】
模擬ガラス素材は、第1の態様と同様に、本ガラス素材とほぼ等しい形状に加工されたガラス素材である。従って、模擬ガラス素材は、本ガラス素材と略同体積、略同形状であり、かつ、同条件で成形できることにより、プレス条件の変更などの工程上のロスなく、本ガラス素材へのプレス成形に移行でき、以後、安定して本ガラス素材を成形することができる。模擬ガラス素材は、本ガラス素材よりもダメージ強度が小さいガラス組成を有するガラスから選択する。また、模擬押圧成形は、本ガラス素材の押圧成形の所定回数ごとに行い、この模擬押圧成形の頻度は、例えば、本ガラス素材の押圧成形回数1000回毎が好ましく、500回毎がさらに好ましい。模擬押圧成形における、模擬ガラス素材の押圧成形の回数は、型の離型性の程度を考慮して適宜決定でき、例えば、5回以上が好ましく、10回以上がさらに好ましい。模擬ガラス素材の押圧成形の回数の上限は、特に無く、型の離型性の回復の程度を考慮して適宜決定でき、例えば、20回程度である。
【0028】
本発明の第2の態様において適用する本ガラス素材、及び模擬ガラス素材については、本発明の第1の態様と同様のものが使用できる。
【0029】
実際のガラス光学素子の製造に際しては、本発明の第1の態様及び第2の態様を併用することが好ましい。
【0030】
以下、本発明の第1の態様及び第2の態様に共通した事項について説明する。
本発明の製造方法は、加熱軟化したガラス素材を、予熱した成形型で押圧成形することによりガラス光学素子を製造する方法、又はガラス素材を、成形型に導入した状態でガラス素材と成形型を加熱し、押圧成形することによるガラス光学素子の製造方法に適用することができる。特に、ガラス素材を、成形型温度より高温に予熱した後、成形型に供給し、ただちに押圧成形を行うプレス方法の場合に好適である。例えば、ガラス粘度で、109ポアズ未満に相当する温度、好ましくは106〜108ポアズに相当する温度のガラス素材を、ガラス粘度で108〜1012ポアズに相当する温度に加熱した成形型に供給して押圧成形することができる。このとき、成形型に供給された高温のガラスと型表面の間では、瞬時に熱交換が起き、型表面、或いは型に設けられた離型膜はダメージを受けやすい状態となり、ガラス融着や離型膜消耗に起因する外観品質の悪化やカン・ワレが大きくなる傾向が強い。従って、本発明の効果が顕著に得られる。尚、ガラス素材を成形型に供給するにあたっては、ガラス素材を気流により浮上状態で搬送し、型に供給することが好ましい。加熱軟化したガラス素材は、搬送治具などとの接触により、表面欠陥を起こしやすいからである。
【0031】
特に、本発明の製造方法は、ガラス素材を気流により浮上させながら加熱することにより軟化させ、かつ加熱軟化したガラス素材を落下させることにより予熱した成形型に移送し、次いでただちに押圧成形することによりガラス光学素子を製造する方法に適用することができる。押圧成形開始後、又は開始と同時に成形されたガラス素材の冷却を開始し、Tg付近の温度で離型することができる。このとき、離型温度をガラス粘度で1012〜1013.5ポアズに相当する温度とすることが好ましい。これはサイクルタイム短縮に有利であり、本発明によりカン・ワレが抑止されるために、良品が効率よく得られるからである。
【0032】
模擬ガラス素材は、着色されていることが好ましい。模擬ガラス素材は、ガラス素材と略同体積で、かつ、同条件で成形できるので、模擬ガラス素材の成形後、連続して、ガラス素材の成形に移行することができる。この場合、模擬ガラス素材の成形品と本ガラス素材の成形品が混在する恐れがある。また、本ガラス素材と模擬ガラス素材も混在する恐れがある。したがって、模擬ガラス素材を着色させることにより、ガラス素材と模擬ガラス素材、及び、模擬ガラス素材の成形品とガラス素材の成形品とを瞬時かつ確実に区別することができることが望まれる。
【0033】
模擬ガラス素材を着色する方法としては、成形初期のダメージのない方法で、かつ、成形により消色しない方法であることが必要である。また、模擬ガラス素材の製造における装置への汚染やダメージを与えないことが好ましい。このような観点から、模擬ガラス素材を着色する方法としては、着色剤のガラス原料への添加による方法が好ましい。着色用添加剤としては、例えば、Fe、Cr、Co、Ni、Mn、Cuの酸化物が好ましく、特にFe、Cr、Niが好ましい。着色用添加剤の添加量は0.1wt%以下が好ましい。好ましくは0.005〜0.05wt%の範囲である。
【0034】
本発明は、着色されたガラス素材であって、加熱軟化したガラス素材を、成形型を用いて押圧成形することによりガラス光学素子を製造する方法において模擬ガラス素材として用いられるガラス素材を包含する。
【0035】
本発明に用いる成形型母材として、例えば、SiC、WC、TiC、TaC、BN、TiN、AlN、Si3 N4、SiO2 、Al2 O3 、ZrO2 、W、Ta、Mo、サーメット、サイアロン、ムライト、カーボン・コンポジット(C/C)、カーボンファイバー(CF)、WC−Co合金、結晶化ガラスを含むガラス素材、ステンレス系耐熱性金属等から選ばれる材料が有効に使用できる。成形型は、成形面に離型膜を有していることが好ましい。また、離型膜としては、炭素を主成分として含有する膜が、効果とコストの点で望ましい。炭素を主成分として含有する膜としては、例えば、ダイヤモンド状炭素膜(以下、DLC)、水素化ダイヤモンド状炭素膜(以下、DLC:H)、テトラヘドラルアモルファス炭素膜(以下、ta-C)水素化テトラヘドラルアモルファス炭素膜(以下、ta-C:H)、アモルファス炭素膜(以下、a-C)、水素化アモルファス炭素膜(以下、a-C:H)等から選ばれる炭素系被膜を挙げることができる。こうした離型膜は、真空蒸着法、スパッタ法、などのほか、CVD法、DC−プラズマCVD法、RF−プラズマCVD法、マイクロ波プラズマCVD法、ECR−プラズマCVD法、光CVD法、レーザーCVD法等のプラズマCVD法、イオンプレーティング法などのイオン化蒸着法、スパッタ法、蒸着法やFCA法など、公知の方法により適宜成膜することができる。好ましくは、スパッタ法、イオンプレーティング法が用いられる。この他、離型膜としては、例えば、Si3N4,TiAlN,TiCrN,CrN,CrXNY,AlN,TiN等の窒化物被膜もしくは複合多層膜または積層膜(AlN/CrN,TiN/CrN等)、Pt-Au,Pt-Ir-Au,Pt-Rh-Auなど白金を主成分とする貴金属合金被膜を含有するものも適用できる。離型膜の膜厚は、例えば、0.1nm〜1000nmであることができる。
【0036】
更に、本発明に適用するガラス素材には、その表面に離型性又は滑り性を目的として、炭素を含有する層を設けることが好ましい。炭素含有層の形成には、炭素材料を用いた蒸着法や、炭化水素の熱分解によりガラス素材表面に炭素を堆積させる方法などを適宜用いることができる。ガラス素材上の炭素含有層の膜厚は、0.1〜10nmであることが好適である。
炭素を含有する層は、本ガラス素材に設ける他、模擬ガラス素材にも設けることもできる。
【0037】
本発明の製造方法により製造される光学素子としては、例えば、レンズ、プリズム、ミラー、グレーティング、マイクロレンズ、積層型回折格子などを挙げることができ、特に制約は無い。本発明の製造方法は、少なくともひとつの非球面を有する光学レンズの製造に好適である。光学素子の形状は、例えば、両凸、凸メニスカスレンズ、両凹、凹メニスカスレンズなどであることができ、特に、周囲に肉厚の小さい部分を有する両凸レンズや中心肉厚の小さい凹メニスカスレンズや両凹レンズの製造に本発明の製造方法は有効である。これは、上記形状のガラス光学素子はカン、ワレが最も起きやすいためである。本発明の製造方法により製造される光学素子の用途としては、特に制約は無いが、例えば、カメラ(ビデオカメラ、デジタルカメラ、モバイル端末内臓カメラなどを含む)用撮像系レンズ、光ピックアップレンズなどがある。特に、高屈折率、高分散、及び低屈折率、低分分散の光学ガラスを用いる、カメラ用撮像系に好適に用いられる。
【0038】
【実施例】
次に実施例により本発明をさらに詳細に説明する。
[本発明の第1の態様]
(実施例1)
プレス成形用型
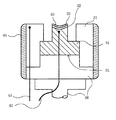
プレス成形用型は、図2に示すように、基盤材料として炭化ケイ素(SiC)焼結体31を用い、研削によりプレス成形型形状に加工後、更に成形面側にCVD法により炭化ケイ素膜32を形成して、更に研削研磨して製造されるべきガラス成形体に対応する形状に鏡面仕上げして成形型を得た。更に成形型の炭化ケイ素膜32上に、i−カーボン膜33をイオンプレーティング法により500Å成膜して成形面40を有する、φ18mm(芯取後φ15mm)両凸ガラスレンズ用の下型34を得た。図1に示す上型35も、上記下型34と同様の方法によって得られた。上型35及び下型34は、図1に示すように、同軸上にセットされ、プレス成形の際には、上型35と下型34とこれをガイドする案内型36から成形型39が構成されている。下型34及び上型35の加熱は、胴型37外周に取り付けた成形型ヒーター44で行い、下型34及び上型35内に挿入した2つの型測温用熱電対42にて制御される。更に胴型37の温度は、上型及び下型の各胴型37内に挿入した胴型測温用熱電対43にて測温される。
【0039】
浮上治具
上述の成形型加熱機構を有する密閉チャンバー(図示せず)内には、図3に示す浮上治具10(10a、10b)、ガイド手段50(50a、50b)、ガラス素材を加熱軟化するガラス軟化ヒーター(図示せず)が設けられている。浮上治具10は、グラッシーカーボンからなる分割浮上治具(以下、GC分割浮上治具と呼ぶ)であり、ガイド手段50も同材質による分割円筒形ガイド(以下GC分割円筒形ガイドと呼ぶ)である。さらに、ガラス素材1は、GC分割浮上治具内部から供給される200〜600ml/minの98%N2 +2%H2 ガスの噴出によって、浮上保持される。
【0040】
本ガラス素材および模擬ガラス素材
本実施例の本ガラス素材はリン酸塩系の光学ガラスAからなり、ガラス素材の成形前に、このガラス素材と同条件でプレス成形できる、ホウケイ酸塩系のガラスからなる模擬ガラス素材aにて、下記に記載の方法にて、10回のプレス成形を行った後、連続して、本ガラス素材の成形を行った。本ガラス素材A及び模擬ガラス素材aの組成及びガラス転移温度及び屈伏点は表3に示す。成形装置としては、上記のi−カーボン膜成膜後の成形用型を用いた。なお、用いた模擬ガラス素材は、着色剤であるFe2O3を0.01wt%添加し、青緑色に着色しており、ガラス素材および成形品において、模擬ガラス素材は瞬時かつ確実に区別することができる。
【0041】
加熱軟化及びプレス工程
上述のプレス成形機構(図1及び2)並びにガラス加熱機構(図3)が収められた成形機の密閉チャンバー内を真空排気した後、98%N2+2%H2ガスを導入し、密閉チャンバー内を同ガス雰囲気とした。次に、図1に示す成形型ヒーター44にて、型測温用熱電対42で測温した上型35及び下型34の温度(型温度)が550℃になるまで加熱し同温度で保持した。尚、このときは、上型と下型は別の位置でそれぞれ加熱され、成形の際に図1に示すように、一体の成形型として組み立てられる。一方、ガラス軟化ヒーターにて、GC分割浮上治具10上のガラス素材1の温度(予熱温度)を、650℃まで加熱保持する。
【0042】
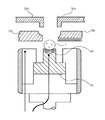
次に、加熱軟化したガラス素材1を浮上保持したGC分割浮上治具10は下型34直上まで速やかに移動し、次いで、図4に示す如く、GC分割浮上治具10aとGC分割浮上治具10bがそれぞれ左右水平方向へ瞬時に移動して開口することで、下型34の成形面40にガラス素材1を落下させて載せる。この時、GC分割浮上治具10の直上には、ガラス素材1の最外径に対して適度なクリアランスを保つような内径寸法を有するGC分割円筒形ガイド50が設置されており、GC分割浮上治具10が開口してガラス素材1が落下する際に、ガラス素材1と下型34とのセッティングズレ量が最小限となるようなガイドの役目を果たす。
【0043】
ガラス素材落下後は、GC分割円筒形ガイド50aともう一方の50bがそれぞれ左右水平方向へ移動して開口する。そのため、下型34上部には何ら障害物がなくなり、瞬時に成形型支持台38が下型34を、下型34の同軸上方に成形型支持台38ごと固定セットしてある上型35まで上昇させ、図1に示すように上型35と下型34をガイドする案内型36で構成される成形型内で、ガラス素材1を10秒間100kg/cm2 の圧力にて加圧成形して所定の肉厚とし、次いで、成形型ヒーターを断電する。さらに、ガラス成形体及び成形型を放冷して、70秒後型測温用熱電対43で測温した上型35及び下型34の温度が、ガラスの転移点付近となる420℃〜450℃になったところで、成形型からガラス成形体を離型し取り出した。
【0044】
このようにして得られたガラス成形体(外径φ18mm、肉厚2.9mm、両凸レンズ)のアニール後の性能を、干渉計による面精度と、目視外観及び実体顕微鏡による表面状態の2点について評価した結果、プレスショット数が8000回までのいずれの成形体(レンズ)も、カン、ワレが認められず、良好なものであった。
【0045】
(比較例1)
実施例1と同様にして、光学ガラスAのガラス素材をプレス始動時から成形した。このようにして得られたガラス成形体(外径φ18mm、肉厚2.9mm、両凸レンズ)のアニール後の性能を、干渉計による面精度と、目視外観及び実体顕微鏡による表面状態の2点について評価した結果、プレスショット数が約800回から、カン・ワレが、おおよそ、200ショットにつき1回の率で発生し始め、プレスショット数が約2000回から、目視外観及び実体顕微鏡で評価した表面状態が外観品質の基準を下回る様になり、プレスは2000回で中止した。
【0046】
(実施例2〜3)
ガラス素材および模擬ガラス素材の組成、予熱温度、型温度、模擬ガラス素材への着色剤および添加量を表1のとおり、変更した以外は実施例1と同様に、プレスによりガラス素子を成形した。このようにして得られたガラス成形体のアニール後の性能を、干渉計による面精度と、目視外観及び実体顕微鏡による表面状態の2点について評価した結果、プレスショット数が8000回までのいずれの成形体(レンズ)も良好なものであった。
【0047】
(実施例4)
ガラス素材および模擬ガラス素材
本実施例のガラス素材は光学ガラスAであり、本ガラス素材の成形前に、この本ガラス素材と同条件でプレス成形できるホウケイ酸塩系ガラスの模擬ガラス素材aにて、下記に記載の方法にて、10回のプレス成形を行った後、連続して、本ガラス素材の成形を行った。なお、この模擬ガラス素材は、着色剤であるFe2O3を0.01wt%添加し、青緑色に着色しており、ガラス素材および成形品において、模擬材は瞬時かつ確実に区別することができた。
【0048】
このガラス素材を図5に示す成形装置内に設置し、窒素ガス雰囲気中で、590℃まで加熱して150kg/cm2 の圧力で1分間加圧する。圧力を解除した後、冷却速度を−50℃/minで480℃になるまで冷却し、その後は−200℃/min以上の速度で冷却を行い、プレス成形物の温度が200℃以下に下がった後、ガラス成形体を取り出した。なお、成形型として、CVD法により作製した多結晶SiCの成形面をRmax=18nmに鏡面研磨した後、成形面に離型膜として、イオンプレーティング法成膜装置を用いて、DLC:H膜を成膜したものを用いた。
【0049】
このようにして得られたガラス成形体(外径φ12mm、肉厚1.2mm、両凸レンズ)のアニール後の性能を、干渉計による面精度と、目視外観及び実体顕微鏡による表面状態の2点について評価した結果、プレスショット数が8000回までのいずれの成形体(レンズ)もカン、ワレが認められず良好なものであった。
【0050】
【表1】

[本発明の第2の態様]
(実施例5)
実施例1による成形後、同じ成形装置、及び本ガラス素材(光学ガラスA)を用いて、プレスを行ない、同様の形状の両凸レンズを成形した。成形工程は、実施例1と同様である。但し、下記に記載の方法にて、光学ガラスAのガラス素材を500回プレスする毎に、模擬ガラス素材aを用いて10回のプレス成形を行う方法にて連続して、ガラス素材の成形を行った。
【0052】
このようにして得られたガラス成形体2(外径φ18mm、肉厚2.9mm、両凸レンズ)のアニール後の性能を、干渉計による面精度と、目視外観及び実体顕微鏡による表面状態の2点について評価した結果、プレスショット数が20000回までのいずれの成形体(レンズ)も良好なものであった。
【0053】
(比較例2)
実施例5と同様にして、光学ガラスAからなるガラス素材を連続して成形した。このようにして得られたガラス成形体2(外径φ18mm、肉厚2.9mm、両凸レンズ)のアニール後の性能を、干渉計による面精度と、目視外観及び実体顕微鏡による表面状態の2点について評価した結果、プレスショット数が約800回から、カン・ワレが、おおよそ、500ショットにつき1回の率で発生し始め、プレスショット数が約2800回から、外観品質が基準を下回る様になり、プレスは12000回で中止した。
【0054】
(実施例6〜7)
ガラス素材および模擬ガラス素材の組成、予熱温度、型温度、模擬ガラス素材への着色剤および添加量を表2のとおり、変更した以外は実施例5と同様に、プレスによりガラス素子を成形した。このようにして得られたガラス成形体のアニール後の性能を、干渉計による面精度と、目視外観及び実体顕微鏡による表面状態の2点について評価した結果、プレスショット数が20000回までのいずれの成形体(レンズ)も良好なものであった。
【0055】
(実施例8)
本ガラス素材および模擬ガラス素材を実施例4と同様にし、実施例4の成形に続いて、同様の方法でプレスした。但し、本ガラス素材を500回プレスする毎に10回の模擬プレス成形を行う方法にて連続して、本ガラス素材の成形を行った。なお、この模擬ガラス素材は、着色剤であるFe2O3を0.01wt%添加し、青緑色に着色しており、ガラス素材および成形品において、模擬材は瞬時かつ確実に区別することができる。このようにして得られたガラス成形体のアニール後の性能を、干渉計による面精度と、目視外観及び実体顕微鏡による表面状態の2点について評価した結果、プレスショット数が20000回までのいずれの成形体(レンズ)も良好なものであった。
【0056】
【表2】
【表3】
【発明の効果】
以上のように、本発明の製造方法は、成形始動時に型面へのガラス融着やガラス成形体のカン・ワレを防ぎ、ガラス素材が融着やカン・ワレが発生し易いリン酸塩、フツリン酸塩やホウ酸塩を主成分とする場合または高屈折率成分である酸化チタン、酸化ニオブ、酸化タングステン、フッ素、塩素を含む場合でも、高い外観品質のガラス光学素子を短いタクトで大量に製造するために有効である。
【図面の簡単な説明】
【図1】成形型での押圧成形の概略説明図である。
【図2】成形型の下型の概略説明図である。
【図3】軟化したガラス素材の成形型(下型)への移送方法の概略説明図である。
【図4】軟化したガラス素材の成形型(下型)への移送方法の概略説明図である。
【図5】成形型での押圧成形の概略説明図である。
Claims (9)
- 加熱軟化したガラス素材を、逐次、成形型を用いて押圧成形することにより、ガラス光学素子を連続的に製造する方法であって、
所望の光学素子を得るためのガラス素材(以下、本ガラス素材という)の押圧成形に先立ち、前記本ガラス素材とほぼ等しい形状に加工され、本ガラス素材とは異なるガラスからなるガラス素材(以下、模擬ガラス素材という)を用いて本ガラス素材の押圧成形と等しい成形条件にて模擬押圧成形を行い、
その後、本ガラス素材の押圧成形を行うことを特徴とする、前記製造方法。 - 加熱軟化したガラス素材を、逐次、成形型を用いて押圧成形することにより、ガラス光学素子を連続的に製造する方法であって、
所望の光学素子を得るためのガラス素材(以下、本ガラス素材という)の押圧成形を所定回数行うごとに、前記本ガラス素材とほぼ等しい形状に加工され、本ガラス素材とは異なるガラスからなるガラス素材(以下、模擬ガラス素材という)を用いて、本ガラス素材の押圧成形と等しい成形条件にて模擬押圧成形を行うことを特徴とする、前記製造方法。 - 本ガラス素材が、還元性又は揮発性成分を含有するガラス素材であり、模擬ガラス素材がこれらの成分を含有しないガラス素材である請求項1または2に記載の製造方法。
- 前記成形条件は、成形型を所定温度に予熱し、成形型より高い温度に加熱され軟化したガラス素材を成形型に供給し、ただちに押圧成形することを含む、請求項1〜3のいずれか1項に記載の製造方法。
- 模擬ガラス素材は、本ガラス素材に用いるガラスの屈伏点温度±50℃の範囲に屈伏点を有するガラスからなる、請求項1〜4のいずれか1項に記載の製造方法。
- 本ガラス素材が、フツリン酸塩系、リン酸塩系、ホウリン酸塩系、又はホウ酸塩系ガラスからなる、請求項1〜5のいずれか1項に記載の製造方法。
- 本ガラス素材がガラス成分として、酸化チタン、酸化ニオブ、酸化タングステン、酸化ビスマス、塩素、及びフッ素の少なくとも1種を含むリン酸系、又はフツリン酸系ガラスからなる、請求項1〜5のいずれか1項に記載の製造方法。
- 模擬ガラス素材が、ケイ酸塩系、又はホウケイ酸塩系ガラスからなる、請求項1〜7のいずれか1項に記載の製造方法。
- 模擬ガラス素材が、着色されている、請求項1〜8のいずれか1項に記載の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003090328A JP4256190B2 (ja) | 2003-03-28 | 2003-03-28 | ガラス光学素子の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003090328A JP4256190B2 (ja) | 2003-03-28 | 2003-03-28 | ガラス光学素子の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004292287A JP2004292287A (ja) | 2004-10-21 |
| JP4256190B2 true JP4256190B2 (ja) | 2009-04-22 |
Family
ID=33403983
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003090328A Expired - Fee Related JP4256190B2 (ja) | 2003-03-28 | 2003-03-28 | ガラス光学素子の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4256190B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113651522B (zh) * | 2021-09-14 | 2023-08-15 | 李莉华 | 非等温玻璃模压方法 |
-
2003
- 2003-03-28 JP JP2003090328A patent/JP4256190B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004292287A (ja) | 2004-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101347944B1 (ko) | 프레스 성형용 유리 소재, 상기 유리 소재를 이용한 유리 광학 소자의 제조 방법, 및 유리 광학 소자 | |
| CN1944299B (zh) | 光学玻璃、精密模压预成型体及其制造方法、光学元件及制造该元件的方法 | |
| CN100404446C (zh) | 大量生产光学元件的方法 | |
| US7491667B2 (en) | Optical glass, precision press-molding preform, process for producing the preform, optical element and process for producing the optical element | |
| KR101348051B1 (ko) | 프레스 성형용 유리 소재, 상기 유리 소재를 이용한 유리 광학 소자의 제조 방법, 및 유리 광학 소자 | |
| US20100292066A1 (en) | Glass material for mold pressing, method for manufacturing same, and method for manufacturing optical glass element | |
| JP5364568B2 (ja) | プレス成形用ガラス素材、プレス成形用ガラス素材の製造方法、および光学素子の製造方法 | |
| JP2007269613A (ja) | ガラス光学素子の製造方法 | |
| JP4677279B2 (ja) | 成形体の製造方法 | |
| JP4603767B2 (ja) | ガラス光学素子の製造方法 | |
| JP5081385B2 (ja) | ガラス光学レンズの製造方法 | |
| JP4255292B2 (ja) | 光学素子成形用ガラス素材および光学素子の製造方法 | |
| JP2005213091A (ja) | ガラス光学素子の製造方法 | |
| JP4256190B2 (ja) | ガラス光学素子の製造方法 | |
| JP2986647B2 (ja) | 光学ガラス素子の製造方法 | |
| JP4056010B2 (ja) | プレス成形用ガラスプリフォームの製造方法、およびガラス光学素子の製造方法 | |
| JP4425071B2 (ja) | モールドプレス用ガラス素材、その製造方法及び光学素子の製造方法 | |
| JP3492005B2 (ja) | ガラス光学素子の成形方法 | |
| JP7132589B2 (ja) | 光学ガラス、精密プレス成形用プリフォーム、及び光学素子 | |
| JPH0769650A (ja) | 光学素子の製造方法 | |
| JP2012030987A (ja) | 光学素子の成形方法 | |
| JP2011126755A (ja) | 精密プレス成形用ガラス素材の肉厚決定方法および製造方法、ならびにガラス光学素子の製造方法 | |
| JPH02243524A (ja) | 光学素子のプレス成形方法 | |
| JP2003238171A (ja) | ガラス光学素子の製造方法 | |
| JPH06127955A (ja) | ガラス素材の製造方法及び製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051101 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080829 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080924 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081105 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090127 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090129 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120206 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120206 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130206 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140206 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |