JP4225183B2 - 半導体装置の製造方法 - Google Patents
半導体装置の製造方法 Download PDFInfo
- Publication number
- JP4225183B2 JP4225183B2 JP2003375319A JP2003375319A JP4225183B2 JP 4225183 B2 JP4225183 B2 JP 4225183B2 JP 2003375319 A JP2003375319 A JP 2003375319A JP 2003375319 A JP2003375319 A JP 2003375319A JP 4225183 B2 JP4225183 B2 JP 4225183B2
- Authority
- JP
- Japan
- Prior art keywords
- solvent
- containing resin
- resin
- manufacturing
- heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/26—Layer connectors, e.g. plate connectors, solder or adhesive layers; Manufacturing methods related thereto
- H01L2224/2612—Auxiliary members for layer connectors, e.g. spacers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/26—Layer connectors, e.g. plate connectors, solder or adhesive layers; Manufacturing methods related thereto
- H01L2224/31—Structure, shape, material or disposition of the layer connectors after the connecting process
- H01L2224/32—Structure, shape, material or disposition of the layer connectors after the connecting process of an individual layer connector
- H01L2224/321—Disposition
- H01L2224/32151—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive
- H01L2224/32221—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked
- H01L2224/32245—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being metallic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/481—Disposition
- H01L2224/48151—Connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive
- H01L2224/48221—Connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked
- H01L2224/48245—Connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being metallic
- H01L2224/48247—Connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being metallic connecting the wire to a bond pad of the item
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/73—Means for bonding being of different types provided for in two or more of groups H01L2224/10, H01L2224/18, H01L2224/26, H01L2224/34, H01L2224/42, H01L2224/50, H01L2224/63, H01L2224/71
- H01L2224/732—Location after the connecting process
- H01L2224/73251—Location after the connecting process on different surfaces
- H01L2224/73265—Layer and wire connectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/83—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a layer connector
- H01L2224/83909—Post-treatment of the layer connector or bonding area
- H01L2224/83951—Forming additional members, e.g. for reinforcing, fillet sealant
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/85—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a wire connector
- H01L2224/85909—Post-treatment of the connector or wire bonding area
- H01L2224/8592—Applying permanent coating, e.g. protective coating
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/10—Details of semiconductor or other solid state devices to be connected
- H01L2924/11—Device type
- H01L2924/13—Discrete devices, e.g. 3 terminal devices
- H01L2924/1301—Thyristor
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/10—Details of semiconductor or other solid state devices to be connected
- H01L2924/11—Device type
- H01L2924/13—Discrete devices, e.g. 3 terminal devices
- H01L2924/1304—Transistor
- H01L2924/1305—Bipolar Junction Transistor [BJT]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/10—Details of semiconductor or other solid state devices to be connected
- H01L2924/11—Device type
- H01L2924/13—Discrete devices, e.g. 3 terminal devices
- H01L2924/1304—Transistor
- H01L2924/1305—Bipolar Junction Transistor [BJT]
- H01L2924/13055—Insulated gate bipolar transistor [IGBT]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/15—Details of package parts other than the semiconductor or other solid state devices to be connected
- H01L2924/181—Encapsulation
Landscapes
- Structures Or Materials For Encapsulating Or Coating Semiconductor Devices Or Solid State Devices (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
Description
また、請求項9に記載の発明では、請求項1〜5に記載の半導体装置の製造方法において、前記装置(100)の加熱は、2段階の温度条件で行うことを特徴としている。具体的には、請求項10に記載の発明のように、第1段階では40℃〜100℃の温度とし、第2段階では100℃〜180℃の温度で行うことを特徴としている。
それによれば、溶剤含有型樹脂(90)の乾燥を行う装置(100)の加熱工程において、溶剤を十分に飛ばすことができ好ましい。
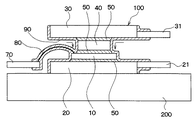
20…第1の放熱板としての下側ヒートシンク、
30…第2の放熱板としての上側ヒートシンク、60…モールド樹脂、
90…溶剤含有型樹脂、100…装置。
Claims (11)
- 発熱素子(10)とこの発熱素子(10)の両面から放熱するための一対の放熱板(20、30)とを備える装置(100)を用意し、
前記装置(100)の表面に溶剤を含有してなる溶剤含有型樹脂(90)を塗布する工程と、
しかる後、前記装置(100)をモールド樹脂(60)でモールドする工程とを有する半導体装置の製造方法において、
前記溶剤含有型樹脂(90)を塗布する工程の後であって前記モールド樹脂(60)でモールドする工程の前に、前記一対の放熱板(20、30)の間で温度勾配をなくすように、前記装置(100)を加熱することにより、前記溶剤含有型樹脂(90)の乾燥を行うことを特徴とする半導体装置の製造方法。 - 前記装置(100)の加熱は、恒温槽内で行うことを特徴とする請求項1に記載の半導体装置の製造方法。
- 前記装置(100)の加熱は、前記一対の放熱板(20、30)の両方に、加熱部材を接触させることにより行うことを特徴とする請求項1に記載の半導体装置の製造方法。
- 前記装置(100)の加熱は、ドライヤーを用いて行うことを特徴とする請求項1に記載の半導体装置の製造方法。
- 前記装置(100)の加熱は、モールド樹脂(60)でモールドする工程に用いられる金型内に前記装置(100)を設置し、前記金型を均一に加熱することにより行うことを特徴とする請求項1に記載の半導体装置の製造方法。
- 発熱素子(10)と、この発熱素子(10)の両面から放熱するための一対の放熱板(20、30)とを備える装置(100)を用意し、
前記装置(100)の表面に溶剤を含有してなる溶剤含有型樹脂(90)を塗布する工程と、
しかる後、前記装置(100)をモールド樹脂(90)でモールドする工程とを有する半導体装置の製造方法において、
前記溶剤含有型樹脂(90)を塗布する工程の後であって前記モールド樹脂(60)でモールドする工程の前に、前記一対の放熱板(20、30)の間で交互に上下関係が逆転するように、前記装置(100)を回転させながら溶剤含有型樹脂(90)の乾燥を行うことを特徴とする半導体装置の製造方法。 - 前記装置(100)の回転を、恒温槽内で前記装置(100)を加熱しながら行うことを特徴とする請求項6に記載の半導体装置の製造方法。
- 前記溶剤含有型樹脂(90)を塗布する工程の前に、前記装置(100)の予熱を行うことを特徴とする請求項1ないし7のいずれか1つに記載の半導体装置の製造方法。
- 前記装置(100)の加熱は、2段階の温度条件で行うことを特徴とする請求項1ないし5のいずれか1つに記載の半導体装置の製造方法。
- 前記装置(100)の加熱は、第1段階では40℃〜100℃の温度とし、第2段階では100℃〜180℃の温度で行うことを特徴とする請求項9に記載の半導体装置の製造方法。
- 前記装置(100)をモールド樹脂(60)でモールドする工程は、前記一対の加熱板(20、30)の上面がそれぞれ露出するように前記モールド樹脂にてモールドすることを特徴とする請求項1ないし10のいずれか1つに記載の半導体装置の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003375319A JP4225183B2 (ja) | 2003-11-05 | 2003-11-05 | 半導体装置の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003375319A JP4225183B2 (ja) | 2003-11-05 | 2003-11-05 | 半導体装置の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005142258A JP2005142258A (ja) | 2005-06-02 |
| JP2005142258A5 JP2005142258A5 (ja) | 2008-05-15 |
| JP4225183B2 true JP4225183B2 (ja) | 2009-02-18 |
Family
ID=34686723
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003375319A Expired - Fee Related JP4225183B2 (ja) | 2003-11-05 | 2003-11-05 | 半導体装置の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4225183B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9890115B2 (en) | 2011-10-14 | 2018-02-13 | Stamicarbon B.V. | Urea finishing method |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4581911B2 (ja) * | 2005-08-23 | 2010-11-17 | トヨタ自動車株式会社 | 半導体装置 |
| JP6127837B2 (ja) * | 2013-08-30 | 2017-05-17 | 株式会社デンソー | 半導体装置 |
| WO2016051449A1 (ja) * | 2014-09-29 | 2016-04-07 | 新電元工業株式会社 | 半導体パッケージの製造方法および半導体パッケージ |
-
2003
- 2003-11-05 JP JP2003375319A patent/JP4225183B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9890115B2 (en) | 2011-10-14 | 2018-02-13 | Stamicarbon B.V. | Urea finishing method |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005142258A (ja) | 2005-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7285446B2 (en) | Mounting structure of semiconductor chip, semiconductor device and method of making the semiconductor device | |
| JP3829860B2 (ja) | 半導体チップの製造方法 | |
| CN101156238B (zh) | 电子零件连接用突起电极与电子零件安装体的制造方法 | |
| JP5321600B2 (ja) | 半導体装置の製造方法および半導体装置 | |
| TW201123370A (en) | Semiconductor package structures, flip chip packages, and methods for manufacturing semiconductor flip chip package | |
| CN113454774B (zh) | 封装芯片及封装芯片的制作方法 | |
| JP2002033411A (ja) | ヒートスプレッダ付き半導体装置及びその製造方法 | |
| TW201119537A (en) | Mounting apparatus and manufacturing method of electronic module | |
| JP2014138018A (ja) | 半導体装置とその製造方法 | |
| JP2015144216A (ja) | 半導体装置及びその製造方法 | |
| JP5509461B2 (ja) | パワー半導体装置およびその製造方法 | |
| JP4225183B2 (ja) | 半導体装置の製造方法 | |
| JP3207286B2 (ja) | 樹脂封止型半導体装置 | |
| JPS6351538B2 (ja) | ||
| JP5239736B2 (ja) | 電子装置 | |
| JP2002093982A (ja) | 半導体装置及びその製造方法 | |
| JP2008181922A (ja) | 熱伝導基板、その製造方法および熱伝導基板を用いた半導体装置 | |
| JP3688801B2 (ja) | 半導体装置及びその製造方法並びにその実装方法 | |
| TW200405527A (en) | Negative volume expansion lead-free electrical connection | |
| JP2014060344A (ja) | 半導体モジュールの製造方法、半導体モジュール | |
| JP2004128420A (ja) | 半導体モジュールおよびその製造方法 | |
| JP7561969B2 (ja) | 半導体装置および半導体装置の製造方法 | |
| JPH04171970A (ja) | 半導体装置 | |
| JP2002335056A (ja) | 金属ベース基板及びその製造方法 | |
| JP2015018860A (ja) | 半導体パッケージの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080331 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080404 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080924 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081008 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081104 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081117 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111205 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4225183 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121205 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131205 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |