JP4224502B2 - レーザ溶接方法及び鉄道車両 - Google Patents
レーザ溶接方法及び鉄道車両 Download PDFInfo
- Publication number
- JP4224502B2 JP4224502B2 JP2006179747A JP2006179747A JP4224502B2 JP 4224502 B2 JP4224502 B2 JP 4224502B2 JP 2006179747 A JP2006179747 A JP 2006179747A JP 2006179747 A JP2006179747 A JP 2006179747A JP 4224502 B2 JP4224502 B2 JP 4224502B2
- Authority
- JP
- Japan
- Prior art keywords
- laser welding
- laser
- railway vehicle
- welding method
- joined
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T30/00—Transportation of goods or passengers via railways, e.g. energy recovery or reducing air resistance
Landscapes
- Laser Beam Processing (AREA)
Description
また、本発明のレーザ溶接方法は、前記波形の接合線が正弦波であることが好ましい。
また、本発明のレーザ溶接方法は、前記波形の接合線が振幅方向両側の円弧部分とその円弧部分を繋ぐ直線部分とからなるものであることが好ましい。
本実施形態の鉄道車両は、図7に示すような側構体に屋根構体や妻構体、そして台枠が接合されて構成されるものである。そして、その側構体は、同様に車端や中間の窓ブロックの間に側入口ブロックが配置され、それぞれが接合されて一体になったものである。
ここで図4は、その波形溶接を行った接合部を示した図であり、その接合部は、図6に示すように重ね継手になっている。本形態の重ね継手は、一方の被接合板11の端部に段差が形成され、そこに他方の被接合板12の平らな端部が重ね合わされて被接合板11,12同士の面が同一になるようにしたせぎり継手である。
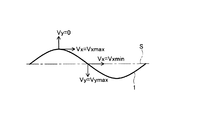
本実施形態の方法では、図1に示すように、レーザ溶接によってできた接合線1が正弦波曲線となるようにレーザ溶接を行う。この接合線1は、レーザ装置の移動をY方向の変化だけで見た場合、上下の頂点q1,q2で方向を切り換えて、振幅W内を反転を繰り返しながら移動する。そのため、方向が反転する頂点q1,q2でY方向の速度Vyがゼロになり、その中間の中心線S上を交差する場合の速度Vyが最大速度Vymaxとなる。従って、Y方向の速度成分もX方向成分とは1/4波長ずれた位置でゼロと最大値とが繰り返される。
また、こうしてレーザ装置への負荷を小さくしたレーザ溶接方法によれば、一定出力のレーザ光を一定速度で移動するレーザ装置から照射することで、適切な溶融深さで被接合板11,12同士を接合することができる。よって、被接合板11,12の重ね継手10が鉄道車両用構体の外面に位置するような場合や内装などの見付面になるような場合でも、溶接痕を目立たなくして確実に接合させることができる。
なお、本実施形態の接合線2でも振幅Wは2t≦W≦10tで、波長Pは4W≦P≦10Wでそれぞれ設定し、図3ではW=5t、P=4Wで曲線を描いている。
10 重ね継手
11,12 被接合板
21 円弧部分
22 直線部分
Claims (4)
- 鉄道車両用構体を構成する薄肉の被接合板同士を重ね合わせた部分の接合であり、その鉄道車両用構体の外板となる前記被接合板の裏面側からレーザ光を照射し、波形の接合線で溶接するようにレーザ光の照射位置を変化させながらレーザ溶接するレーザ溶接方法において、
前記レーザ光を、車体外面となる前記外板を貫通しない所定の溶融深さとなる一定の出力で照射し、その照射位置が、一定の波長と振幅で繰り返される規則的な波形であって、途中の移動方向が振幅方向に対して常に角度を持つようにした接合線の進路を一定の速度で移動するようにしたものであり、
前記レーザ装置の出力は、前記外板の板厚が2mm程度であるのに対し、当該外板への溶融深さが0.5mm程度になるようにしたことを特徴とするレーザ溶接方法。 - 請求項1に記載するレーザ溶接方法において、
前記波形の接合線が正弦波であることを特徴とするレーザ溶接方法。 - 請求項1に記載するレーザ溶接方法において、
前記波形の接合線は、振幅方向両側の円弧部分とその円弧部分を繋ぐ直線部分とからなるものであることを特徴とするレーザ溶接方法。 - 鉄道車両用構体を構成する薄肉の被接合板同士を重ね合わせた部分が、その鉄道車両用構体の外板となる前記被接合板の裏面側からレーザ光が照射され、波形の接合線で溶接するように当該レーザ光の照射位置を変化させながら行うレーザ溶接によって接合された鉄道車両において、
前記レーザ光を、板厚が2mm程度の前記外板に対して溶融深さが0.5mm程度になるように一定の出力で照射し、その照射位置が、一定の波長と振幅で繰り返される規則的な波形であって、途中の移動方向が振幅方向に対して常に角度を持つようにした接合線の進路を一定の速度で移動することにより前記被接合板同士を接合することで、前記鉄道車両用構体が構成されたものであることを特徴とする鉄道車両。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006179747A JP4224502B2 (ja) | 2006-06-29 | 2006-06-29 | レーザ溶接方法及び鉄道車両 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006179747A JP4224502B2 (ja) | 2006-06-29 | 2006-06-29 | レーザ溶接方法及び鉄道車両 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008006472A JP2008006472A (ja) | 2008-01-17 |
| JP2008006472A5 JP2008006472A5 (ja) | 2008-07-17 |
| JP4224502B2 true JP4224502B2 (ja) | 2009-02-18 |
Family
ID=39065158
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006179747A Active JP4224502B2 (ja) | 2006-06-29 | 2006-06-29 | レーザ溶接方法及び鉄道車両 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4224502B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016159760A (ja) * | 2015-03-02 | 2016-09-05 | 日本車輌製造株式会社 | 鉄道車両 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5192410B2 (ja) * | 2009-01-29 | 2013-05-08 | 株式会社総合車両製作所 | レーザ溶接方法 |
| JP5334738B2 (ja) * | 2009-08-06 | 2013-11-06 | 株式会社総合車両製作所 | 鉄道車両構体の製造方法 |
| JP6324885B2 (ja) * | 2014-12-12 | 2018-05-16 | 近畿車輌株式会社 | 溶接方法 |
| JP2021154331A (ja) * | 2020-03-26 | 2021-10-07 | 本田技研工業株式会社 | 接合構造および燃料電池用セパレータ |
| CN112756780A (zh) * | 2020-12-25 | 2021-05-07 | 宁波旭升汽车技术股份有限公司 | 一种适用于薄壁铝合金的非填丝s型摆动激光焊接工艺 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1179064B (it) * | 1984-08-20 | 1987-09-16 | Fiat Auto Spa | Procedimento di saldatura di lamiere |
| JP2003200852A (ja) * | 2001-10-25 | 2003-07-15 | Toyota Motor Corp | 中空構造体 |
| JP4425079B2 (ja) * | 2004-07-13 | 2010-03-03 | 川崎重工業株式会社 | 鉄道車両用構体 |
-
2006
- 2006-06-29 JP JP2006179747A patent/JP4224502B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016159760A (ja) * | 2015-03-02 | 2016-09-05 | 日本車輌製造株式会社 | 鉄道車両 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008006472A (ja) | 2008-01-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4224502B2 (ja) | レーザ溶接方法及び鉄道車両 | |
| JP2008006472A5 (ja) | ||
| JP5038123B2 (ja) | 鉄道車両構体の重ねレーザ溶接方法、重ねレーザ溶接継手、鉄道車両の構体構造 | |
| JP2009241116A (ja) | 金属材の溶接方法及び金属材の接合体 | |
| JP2006341813A (ja) | 鉄道車両の構体骨構造 | |
| WO2008068796A1 (ja) | 鉄道車両の構体骨構造 | |
| WO2008068808A1 (ja) | 鉄道車両の外板・付帯物溶接接合方法とそれによる側構体 | |
| JP4478039B2 (ja) | 鉄道車両構体 | |
| JP4280261B2 (ja) | 鉄道車両 | |
| JP2007168673A (ja) | 鉄道車両 | |
| JP5121420B2 (ja) | ハイブリッド溶接用継手 | |
| JP2007125573A (ja) | 被接合材の接合方法並びに接合体および鉄道車両 | |
| JP4578493B2 (ja) | 鉄道車両の外板 | |
| JP6324885B2 (ja) | 溶接方法 | |
| JP2007050741A (ja) | 鉄道車両構体 | |
| JP2008207190A (ja) | 接合継手及び当該継手による鉄道車両 | |
| JP4234696B2 (ja) | 鉄道車両用先頭部構造 | |
| JP4040648B2 (ja) | 鉄道車両構体 | |
| JP2019142349A (ja) | 車両用ピラー構造及び車両用ピラーの製造方法 | |
| WO2015156294A1 (ja) | 車両ドアの立柱サッシュ、及び車両ドアの立柱サッシュの製造方法 | |
| JP2021070422A (ja) | 鉄道車両 | |
| JP2021070423A (ja) | 鉄道車両 | |
| JP2007112307A (ja) | 鉄道車両用構体 | |
| JP2008007115A (ja) | 鉄道車両構体 | |
| JP5352226B2 (ja) | ダブルスキンパネルのレーザ溶接継手 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080326 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080529 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20080529 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20080602 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20080618 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080708 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080826 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080924 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081111 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081121 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4224502 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111128 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111128 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121128 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131128 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |